形位公差分类标注的国家标准

箱引找— 形位公差符号一
泵准代号 —形住公差数值
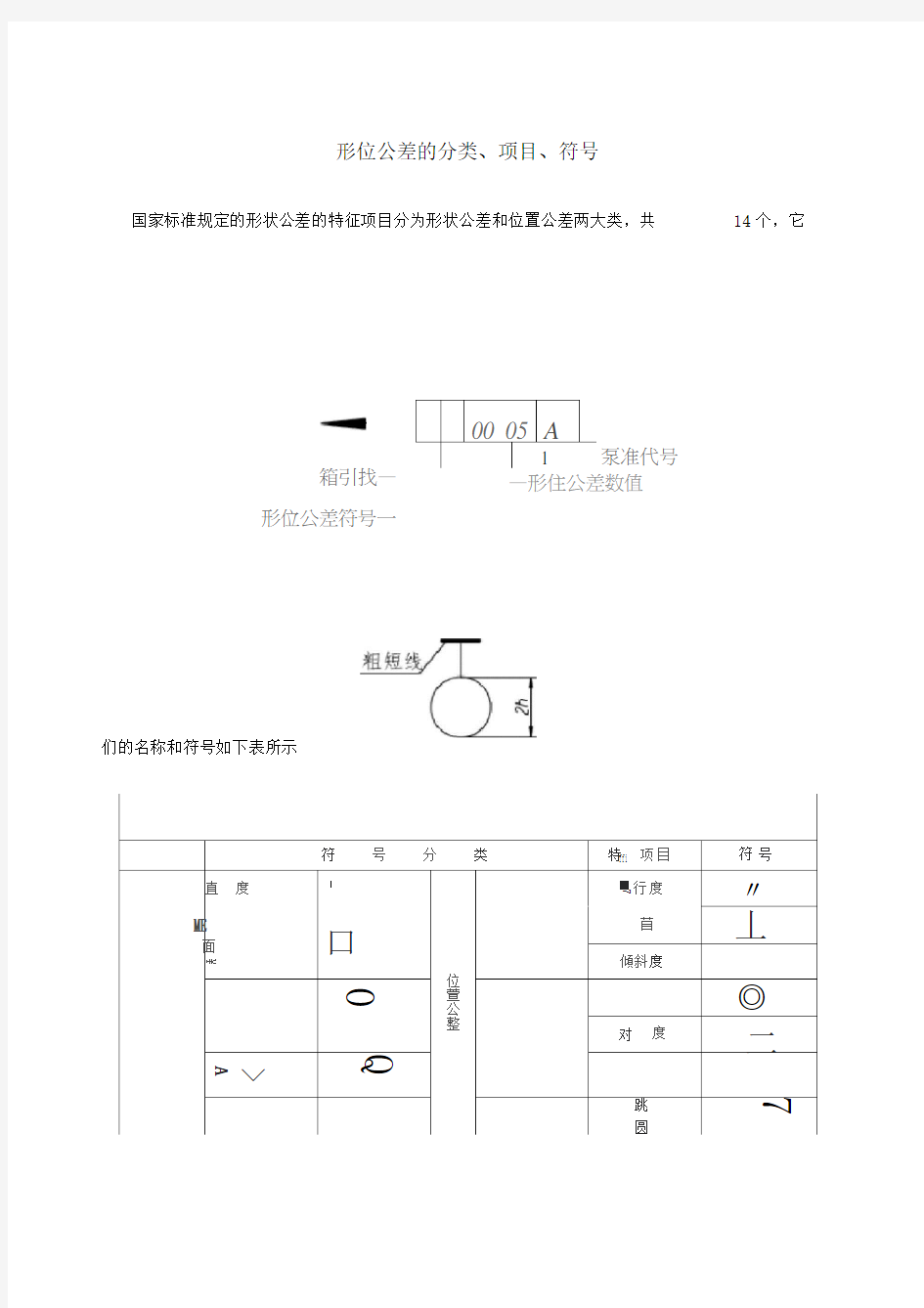
形位公差的分类、项目、符号
国家标准规定的形状公差的特征项目分为形状公差和位置公差两大类,共 14个,它
们的名称和符号如下表所示
类
分
号
符
目 项
ffi
特
号
符
度
直
-
位萱公整
度
行
■7
〃 ME
面
¥
口
苜
丄
度
斜 傾
◎ 度
对
二
>
A
Q
跳
圆
7
00 05 A
1
h为图中字高
单一姜宣
枪廓度
£7
岂.亠 置 轮JS --------- 面轮罩度 皐一要隶
世关聆聲
案
有或无
特征頊目 适用要素
有无基旌
平行度
丄
有
诫料度
L
同轴虞
◎
位置度
有感无
凰跳动
/
全跳动
y
育
形位公差的定义
直线度-所有点都在一条直线上的情况,公差由两条平行线形成的区域来指定 平面度-表面上所有的点都在一个平面上,公差由两个平行平面形成的区域来表示
圆 度-表面上所有点都在圆周上。公差由两个同心圆限制的区域来指定
圆柱度-旋转表面上的所有点都与公共轴等距。圆柱公差制定了两个同心圆柱所形成的公
差区域,此旋转表面必须在此区域中。
轮廓度-控制不规则的表面、线条、弧形或普通位面的定义公差方式。轮廓可适用于单个
线条元件或者零件的整个表面。轮廓公差指定了沿着实际轮廓的唯一边界
倾斜度-表面与轴处于指定角度的情况(与数据平面或轴的角度不是90度)。公差区域是由
两个平行平面定义的,这两个平行平面与数据平面或轴成指定的基本角度。
公菱甘征项目 直钱度
a
公羞
定向
11 §
定位
垂直度- 表面或轴与数据平面或轴成直角的情况。垂直公差指定了下列情况之一:由垂直于数据平面或轴的两个平面定义的区域,或者由垂直与数据轴的两个平行平面所定义的区域。
平行度- 表面与轴上所有点与数据平面或轴等距的情况。平行度公差指定了下列情况之一:平行于数据平面或轴的两个平面或线定义的区域,或者其轴平行于数据轴的圆柱公差区域。
同轴度- 旋转表面的所有交叉可组合元素的轴,是数据特征的公共轴。同心度公差指定了其轴与数据轴一致的圆柱公差区域。
位置度- 位置度公差定义了允许其中中心轴或者中心平面偏离真正(理论上正确)位置的区域。
基本尺寸建立了从数据特征和相互关联的特征之间的真正位置。位置误差是,特征与其正
确位置间,总的可允许的位置偏移量。对于孔和外部直径这样的圆柱特征来说,位置度公
差通常是特征轴必须在其中的公差区域的直径。对于不是圆的特征(如槽和短小的突出
物)来说,位置度公差是特征的中心平面必须在其中的公差区域的总宽度。
圆跳动- 提供对表面圆形元素的控制。当零件旋转360 度时,该公差是独立应用在任何圆形的计量位置上,应用于在数据轴周围所构造的圆跳动公差,控制了圆度和同轴度的累计变化。
当应用于垂直于数据轴所构造的表面时,它控制平面表面的圆形特征元素。
跳动- 提供所有表面元素的复合控制。当零件旋转360度时,此公差同时应用于圆形和长轴形特征。当应用于在数据轴周围构造表面时,全跳动控制了圆度、圆柱度、直
线度、同轴度、角度、锥度和轮廓的累计变异。当应用于垂直于数据轴构造的表面时,它控制垂直度和直线度的累计变异
THANKS !!!
致力为企业和个人提供合同协议,策划案计划书,学习课件等等
打造全网一站式需求
形位公差标准(GB1184-80)
形位公差标准(GB1184-80) 机械制造中形位误差与圆柱面的尺寸误差一样,是不可避免的。因此就要考虑,哪些切削表面应加以较严格的控制,并在图样上注出其极限数值。这是由零件在机器上的位置、功用和装配精度要求来决定的。 零件上圆柱表面的形状误差,在间隙配合中会使间隙分布不均匀,接触不良,从而降低配合精度,加快磨损,减短使用寿命;在过盈配合中,则会使配合各处的过盈量大小不一,影响连接强度。 零件表面的位置误差,除影响配合以外,还影响机器的装配精度及工作时的运动精度。 1、形位公差等级和数值的选用原则 在GB1184-80中,除位置度用计算得出外,对形位公差规定了12个等级,其中,9~12级的数值较大,可以不再图样上一一标注,而对选定的等级在图样中加以说明。 对于需要在图样中加以较严格控制的形位公差值,应根据零件的功能要求,考虑加工的经济性和零件的结构、刚性等因素选定,并需注意下列情况。 1)在同一要素上给出的形状公差值应小于位置公差值。 2)圆柱表面的形状公差值(轴线的直线度除外),一般情况下,应小于其尺寸公差值。 3)平行度公差值应小于其相应的距离公差值。 4)对于下列情况,考虑到加工难易程度和其他参数的影响,在满足零件的功能要求下,适当降低1~1级选用。 A.细长比较大的轴和孔; B.孔相对于轴; C.距离较大的轴或孔; D.宽度较大(一般大于1/2长度)的零件表面;
E.线对线和线对面相对于面对面的平行度及垂直度。 2、形状公差标准 直线度、平面度
圆度、圆柱度
3、位置公差标准 平行度、垂直度、倾斜度
同轴度、对称度、圆跳动和全跳动
形位公差分类标注的国家标准
箱引找— 形位公差符号一 泵准代号 —形住公差数值 形位公差的分类、项目、符号 国家标准规定的形状公差的特征项目分为形状公差和位置公差两大类,共 14个,它 们的名称和符号如下表所示 类 分 号 符 目 项 ffi 特 号 符 度 直 - 位萱公整 度 行 ■7 〃 ME 面 ¥ 口 苜 丄 度 斜 傾 ◎ 度 对 二 > A Q 跳 圆 7 00 05 A 1
h为图中字高
单一姜宣 枪廓度 £7 岂.亠 置 轮JS --------- 面轮罩度 皐一要隶 世关聆聲 案 有或无 特征頊目 适用要素 有无基旌 平行度 丄 有 诫料度 L 同轴虞 ◎ 位置度 有感无 凰跳动 / 全跳动 y 育 形位公差的定义 直线度-所有点都在一条直线上的情况,公差由两条平行线形成的区域来指定 平面度-表面上所有的点都在一个平面上,公差由两个平行平面形成的区域来表示 圆 度-表面上所有点都在圆周上。公差由两个同心圆限制的区域来指定 圆柱度-旋转表面上的所有点都与公共轴等距。圆柱公差制定了两个同心圆柱所形成的公 差区域,此旋转表面必须在此区域中。 轮廓度-控制不规则的表面、线条、弧形或普通位面的定义公差方式。轮廓可适用于单个 线条元件或者零件的整个表面。轮廓公差指定了沿着实际轮廓的唯一边界 倾斜度-表面与轴处于指定角度的情况(与数据平面或轴的角度不是90度)。公差区域是由 两个平行平面定义的,这两个平行平面与数据平面或轴成指定的基本角度。 公菱甘征项目 直钱度 a 公羞 定向 11 § 定位
形位公差符号及标注含义
形位公差符号及标注含义 一、形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、形位公差符号 三形状公差 3.1 直线度(-)——直线度公差是实际直线对理想直线的允许变动量,限制了加工面或线在某个方向上的偏差,如果直线度超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。
●标注含义:被测表面投影后为一接近直线的“波浪线”(如下图),该“波 浪线”的变化围应该在距离为公差值t(t=0.1)的两平行直线之间。 3.2 平面度——平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。 ●标注含义:被测加工表面必须位于距离为公差值t(t=0.01)的两平行平 面,如下图区域。
3.3 圆度(○)——是指工件横截面接近理论圆的程度,工件加工后的投影圆应在圆度要求的公差围之。 标注含义:被测圆柱面的任意截面的圆周必须位于半径差为公差值t (t=0.025)的两同心圆之,如右图区域。
3.4圆柱度()——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 标注含义:被测圆柱面必须位于半径差为公差值t(t=0.1)的两同轴圆柱面之间,如图。 圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于圆柱面截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就能保证圆度,但反过来不行。
形位公差的包容原则(材料相关)
1996《形状和位置公差》国家标准对形位公差与尺寸公差的相关性要求规定了五种,即:独立原则、包容要求(包容原则)、最大实体要求(最大实体原则)、最小实体要求和可逆要求。 公差原则的选用跟行业无关。 独立原则一般用于非配合零件,或对形状和位置要求严格,而对尺寸精度要求相对较低的场合。如印刷机的滚筒,尺寸精度要求不高,但对圆柱度要求高,以保证印刷清晰,因而给出了圆柱度公差,而其尺寸公差则按未注公差处理。 包容要求主要用于机器零件上的配合性质要求较严格的配合表面。如回转轴的轴颈、滑动套筒和孔、滑块和滑块槽等。 最大实体要求常用于对零件配合性质要求不严,但要求顺利保证零件可装配性的场合。 最小实体要求常用于保证零件的最小壁厚,以保证必要的强度要求的场合。 可逆要求只用于被测要素,不用于基准要素。 转] 形位公差的包容原则 (2010-03-05 10:42:26) 转载 分类:机械专业学习 标签: 形位公差 包容原则 最大实体原则 杂谈 1996《形状和位置公差》国家标准对形位公差与尺寸公差的相关性要求规定了五种,即:独立原则、包容要求(包容原则)、最大实体要求(最大实体原则)、最小实体要求和可逆要求。 公差原则的选用跟行业无关。 独立原则一般用于非配合零件,或对形状和位置要求严格,而对尺寸精度要求相对较低的场合。如印刷机的滚筒,尺寸精度要求不高,但对圆柱度要求高,以保证印刷清晰,因而给出了圆柱度公差,而其尺寸公差则按未注公差处理。 包容要求主要用于机器零件上的配合性质要求较严格的配合表面。如回转轴的轴颈、滑动套筒和孔、滑块和滑块槽等。 最大实体要求常用于对零件配合性质要求不严,但要求顺利保证零件可装配性的场合。
形位公差分类标注的国家标准
形位公差的分类、项目、符号 国家标准规定的形状公差的特征项目分为形状公差和位置公差两大类,共14 个,它们的名称和符号如下表所示。
形位公差的定义 直线度- 所有点都在一条直线上的情况,公差由两条平行线形成的区域来指定 平面度- 表面上所有的点都在一个平面上,公差由两个平行平面形成的区域来表示。 圆度- 表面上所有点都在圆周上。公差由两个同心圆限制的区域来指定。 圆柱度- 旋转表面上的所有点都与公共轴等距。圆柱公差制定了两个同心圆柱所形成的公差区域,此旋转表面必须在此区域中。 轮廓度- 控制不规则的表面、线条、弧形或普通位面的定义公差方式。轮廓可适用于单个线条元件或者零件的整个表面。轮廓公差指定了沿着实际轮廓的唯一边界。 倾斜度- 表面与轴处于指定角度的情况(与数据平面或轴的角度不是90度)。公差区域是由两个平行平面定义的,这两个平行平面与数据平面或轴成指定的基本角度。
垂直度- 表面或轴与数据平面或轴成直角的情况。垂直公差指定了下列情况之一:由垂直于数据平面或轴的两个平面定义的区域,或者由垂直与数据轴的两个平行平面所 定义的区域。 平行度- 表面与轴上所有点与数据平面或轴等距的情况。平行度公差指定了下列情况之一:平行于数据平面或轴的两个平面或线定义的区域,或者其轴平行于数据轴的圆柱 公差区域。 同轴度- 旋转表面的所有交叉可组合元素的轴,是数据特征的公共轴。同心度公差指定了其轴与数据轴一致的圆柱公差区域。 位置度- 位置度公差定义了允许其中中心轴或者中心平面偏离真正(理论上正确)位置的区域。基本尺寸建立了从数据特征和相互关联的特征之间的真正位置。位置误差是, 特征与其正确位置间,总的可允许的位置偏移量。对于孔和外部直径这样的圆柱 特征来说,位置度公差通常是特征轴必须在其中的公差区域的直径。对于不是圆 的特征(如槽和短小的突出物)来说,位置度公差是特征的中心平面必须在其中的公 差区域的总宽度。 圆跳动- 提供对表面圆形元素的控制。当零件旋转360度时,该公差是独立应用在任何圆形的计量位置上,应用于在数据轴周围所构造的圆跳动公差,控制了圆度和同轴 度的累计变化。当应用于垂直于数据轴所构造的表面时,它控制平面表面的圆形 特征元素。 跳动- 提供所有表面元素的复合控制。当零件旋转360度时,此公差同时应用于圆形和长轴形特征。当应用于在数据轴周围构造表面时,全跳动控制了圆度、圆柱度、直
机械制图常用形位公差符号表示方法
机械制图常用形位公差符号表示方法
一、形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、形位公差符号 标注符号 直线度(-)——是限制实际直线对理想直线直与不直的一项指标。 平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平而提出的要求。 圆度(○)——是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的形状精度要求。 面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。它是对曲面的形状精度要求。
定向公差——关联实际要素对基准在方向上允许的变动全量。 定向公差包括平行度、垂直度、倾斜度。 平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。 垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。 倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。 定位公差——关联实际要素对基准在位置上允许的变动全量。 定位公差包括同轴度、对称度和位置度。 同轴度(◎)——用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。对称度——符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。 位置度——符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。 跳动公差——关联实际要素绕基准轴线回转一周或连续回转时所允许的最大跳动量。 跳动公差包括圆跳动和全跳动。 圆跳动——符号为一带箭头的斜线,圆跳动是被测实际要素绕基准轴线作无轴向移动、回转一周中,由位置固定的指示器在给定方向上测得的最大与最小读数之差。 全跳动——符号为两带箭头的斜线,全跳动是被测实际要素绕基准轴线作无轴向移动的连续回转,同时指示器沿理想素线连续移动,由指示器在给定方向上测得的最大与最小读数之差
机械制图形位公差的标注常识
形位公差的标注 (1)代号中的指引线前头与被测要素的连接方法当被测要素为线或表面时,指引线的箭头应指在该要素的轮廓线或其延长线上,并应明显地与尺寸线错开,见下图a。 当被测要素为轴线或中心平面时,指引线的箭头应与该要素的尺寸线对齐,见右图b; 当被测要素为各要素的公共轴线、公共中心平面时,指引线的前头可以直接指在轴线或中心线上,见右图c。 (2)对于位置公差还需要用基准符号及连线表明被测要素的基准要素,此时基准符号与 基准要素连接的方法: 当基准要素为素线及表面时,基准符号应靠近该要素的轮廓线或其引出线标注,并应明显地与尺寸线错开,见下图a。 当基准要素为轴线或中心平面时,基准符号应与该尺寸线对齐,见上图b。 当基准要素为各要素的公共轴线、公共中心平面时,基准符号可以直接靠近公共轴线或中心线标注,见上图c。 (3)当基准符号不便直接与框格相连时,则采用基准代号(点击此处查看画法)标注,其标注方法与采用基准符号时基本相同,只是此时公差框格应为三格或多格,以填写基准代号的字母,见下图。
(4)当位置公差的两要素,被测要素和基准要素允许互换时,即为任选基准时,就不再画基准符号,两边都用箭头表示,见下图。 (5)当同一个被测要素有多项形位公差要求,其标注方法又是一致时,可以将这些框格画在一起,共用一根指引线箭头,见下图。 (6)若多个被测要素有相同的形位公差(单项或多项)要求时,可以在从框格引出的指引线上绘制多个箭头并分别与各被测要素相连,见下图。
(7)如需给出被测要素任一长度(或范围)的公差值时,其标注方法见图a。如不仅给出被测要素汪一长度(或范围)的公差值,还需给出被测要素全长(或整个要素)内的公差值,其标注方法见下图b。 形状和位置公差 形状和位置公差的基本概念 零件经加工后,不仅会存在尺寸的误差,而且会产生几何形状及相互位置的误差。如下图所示的圆柱体,即使在尺寸合格时,也有可能出现一端大、另一端小或中间细两端粗等情况,其截面也有可能不圆,这属于形状方面的误差; 再如下图所示的阶梯轴、加工后可能出现各轴段不同轴线的情况,这属于位置方面的误差。
形位公差换算
附录从(圆柱)位置度公差到坐标/从坐标到(圆柱)位置度公差的换算方法 总公差带X .70711 = 总坐标公差带 0.005 总坐标公差或0.0025双向 公差 示例: .007TOL X .70711 = .00495 TO ± 基本原则: 用总公差带乘以0.7(或70%)便转换为非关键性应用,例如,0.7 X .007 = .0049 或0.005 (±.0025) 0.007 总位置度公差带直径 总坐标或双向公差带 总坐标公差带X 1.4142 = 总公差带 示例: 0.005 总坐标公差或0.0025双向公差X 2X 1.4142 = .007 总公差± TO 基本原则:用总公差带乘以1.4就迅速地转换为非关键性应用,例如 USE 1.4 TIMES TOTAL COORD TOL ZONE TO CONVERT QUICKLY IN NON-CRITICAL APPLICATIONS, e.g. 1.4 X .005 = .007TOL
附录 换算表 从 位置度公差到坐标公差 从坐标公差到 位置度公差到 X 坐标 UJ H < Z Q CE o o o > 示例: ?.010直径 位置度公差 = ±.0035坐标公差 坐标总公差带 位置度公差带 位置度公差 Y 坐标
从坐标测量到 位置度定位的换算 实际定位 差值 方程 理想位置 实际定位 直径等量- 基准面 可以用计算器或电脑完成 坐标测量值与位置定位间的换算器 程序: 基准面
附录 示例 换算 产生的孔0.250 (MMC) (公差 带= 010) 实际孔中心 产生的孔255 (MIN MC) (公差带 = 015 (.010 +.005) 实际孔中心 实际测量值实际测量值 (水平方向) 实际 值-基本值=X 0.754-0.750 =0.004 (水平方向) 实际 值-基本值=X 0.756-0.750 =0.006 (垂直方向) 基本 值-实际值=Y 0.600-0.598 =0.002 (垂直方向) 基本 值-实际值=Y 0.600-0.596 =0.004 从上表中可以看出,在横坐标0.004 (X)和纵坐标0.002 (Y) 上产生一个直 径为0.0089的孔,即直径孔的位置在 规定的0.010直径范围内。所以,该孔 的定位是合格的。 从上表中可以看出,横坐标0.006 (X)和纵坐标 0.004 (Y) 产生一个直径为0.0144的孔,即直径 孔的位置在规定的0.015直径范围内。所以,该孔 的定位是合格的。
形位公差最大实体原则
位置度最大实体条件 最大实体原则是当被测要素和基准要素偏离最大实体尺寸时,形位公差可以获得补偿值的一种公差原则。最大实体原则主要用于要求具有可装配性的零件上,如箱盖,法兰盘等以孔连接的零件。对这些零件的配合性质无严格要求,但要求结合件之间具有足够间隙量,足以补偿形位误差,保证可装配性,从而便于装配。但是,目前在国家标准及某些科技文献中,对最大实体原则的论述有值得商榷的问题。 按最大实体原则规定,图上标注的形位公差值是被测要素在最大实体条件下给定的。当被测要素偏离最大实体尺寸时,形位公差值可得到一个补偿值。该补偿值是最大实体尺寸和实际尺寸之差的绝对值。如一直径φ20、尺寸公差±0.02、直线度公差φ0.01并遵守最大实体原则的轴,该轴最大实体尺寸为φ19.98,若被测要素为φ19.99,则直线度公差可以得到一个补偿值即φ19.99-φ19.98=φ0.01,也就是说轴线可以在φ0.01直线度公差带内变动。 最大实体状态是孔或轴具有允许的材料量为最多时的状态,在此状态下的极限尺寸称为最大实体尺寸,它是孔的最小极限尺寸和轴的最大极限尺寸的统称。因此,孔的最大实体尺寸一定小于它的实际尺寸,而轴的最大实体尺寸一定大于它的实际尺寸。 最大实体条件有两种情况,即特征的最大实体条件和基准的最大实体条件. 对于特征的最大实体条件,位置度的补偿可以直接算出,但是基准的最大实体条件就不一定了. 如右图 首先,位置度在评价时,会建立一个局部坐标系,如以A,B,C为基准的位置度的局部坐标系可能是 以A平面建立Z轴,孔B,C的连线作为X轴,孔B作为坐标原点,然后评价特征的X,Y 坐标偏差,如果B,C基准是独立原则,局部坐标系是固定的,如果B基准有最大实体条件,表示孔B可以在以直径为MMC圆中自由移动,即局部坐标系原点可以在MMC-CIRCLE中自由移动,实际的X轴在一定条件下算出,这个条件就是使X,Y坐标偏差最小.
机械制图国家标准
机械制图国家标准(最新版的) 标准概括介绍: 《机械制图》国家标准的变更 1.《机械制图》国家标准的历史 我国《机械制图》标准的变更时间表 颁发时间主要内容颁发部门说明 1951年13项《工程制图》标准。政务院财经委员会以第一角画法为我国《工程制图》的统一规则,从而扭转了我国机械图样中第一角和第三角画法并用的混乱状态。 1956年21项《机械制图》部颁标准。原第一机械工业部属于前苏联的ΓOCT体系。 1959年19项《机械制图》国家标准(第一套国标)。国家科委 1970年修订了1959年的国家标准,共7项,在全国试行。中国科学院 1974年在1970年基础上扩充为10项,正式转正发布。原国家标准计量局 1983~1984年17项《机械制图》国家标准。原国家标准计量局1985年开始实施,这套标准是跟踪国际标准(ISO)的,达到了当时的国际先进水平。 1993~2003年陆续修订1985年实施的《机械制图》国家标准。国家质量监督 检验检疫总局绝大部分已与国际标准(ISO)接轨,1985年实施的17项《机械制图》国家标准有14项被取代。 2.新旧标准的对照 1985年实施标准与现行标准对照表 分类1985年实施的《机械制图》国家标准编号现行《机械制图》 国家标准编号现行《机械制图》 国家标准名称 基本规定GB/T 4457.1-1984 ※GB/T 14689-1993 技术制图图纸幅面及格式 GB/T 4457.2-1984 ※GB/T 14690-1993 技术制图比例 GB/T 4457.3-1984 ※GB/T 14691-1993 技术制图字体 GB/T 4457.4-1984 ※GB/T 17450-1998 技术制图图线 GB/T 4457.4-2002 机械制图图样画法图线 GB/T 4457.5-1984 GB/T 17453-1998 技术制图图样画法剖面区域的表示法 GB/T 4457.5-1984 机械制图剖面符号 基本表示法GB/T 4458.1-1984 ※GB/T 17451-1989 技术制图图样画法视图 GB/T 4458.1-2002 机械制图图样画法视图 GB/T 17452-1989 技术制图图样画法剖视图和断面图 GB/T 4458.6-2002 机械制图图样画法剖视图和断面图 GB/T 16675.1-1996 技术制图简化表示法第1部分:图样画法 ——GB/T 4457.2-2003 技术制图图样画法指引线和基准线的基本规定 GB/T 4458.2-1984 ※GB/T 4458.2-2003 机械制图装配图中零、部件序号及其编排方法 GB/T 4458.3-1984 GB/T 4458.3-1984 机械制图轴测图 GB/T 4458.4-1984 ※GB/T 4458.4-2003 机械制图尺寸注法 GB/T 16675.2-1996 技术制图简化表示法第2部分:尺寸注法 GB/T 4458.5-1984 ※GB/T 4458.5-2003 机械制图尺寸公差与配合注法 ——GB/T 15754-1995 技术制图圆锥的尺寸和公差注法 GB/T 131-1983 ※GB/T 131-1993 机械制图表面粗糙度符号、代号及其注法 特殊表示法GB/T 4459.1-1984 ※GB/T 4459.1-1995 机械制图螺纹及螺纹紧固件表示法
形位公差特殊标注方法
名称 标注规定 示例 公共公差带 1.图a 是三个表面 用同一公差带控制以 达到共面要求的示 例,应在公差表格上 方标注“共面” 2.图b 为同一要求 的另一种标注形式, 即公差框格不与被测 要素相连。每一个被 测要素上标以符号及 字母,框格上方标上 被测要素的数量及字 母代号3xA ,并在其 后加注“共面” 3.除“共线”、 “共面”要求外,其 他要素需由公共公差 带控制时,可加注 “公共公差带” 全周符号 1.图a 为外轮廓线 的全周统一要求 2.图b 为外轮廓面 的全周统一要求 对误差值的进一步限制 1.对同一棱滑要 素,如在全长上给出 公差值的同时,又要 求在任一长度上进行 进一步的限制,可同 给出全长上和任意长 度上两项要求,任一 长度的公差值要求用 分数表示,如a 图所 示 同时给出全长和任 一长度上的公差值 时,全长上的公差值 框格并置于任一长度 的公差值框格上面,
如b 图所示 2.对被测要素形状误差的变化方向有进一步限制要求时,应在公差值后加注限定符号。图c 表示该 平面的平面度误差只允许两边高中间低,即外边向中心凹下。图d 表示该圆柱面的圆柱度误差只允许从左端向右端减小 说明性内容 表示被测要素的数量,应注在框格的上 方,其他说明性内容应注在框格的下方。但也允许例外的情况,如上方或下方没有位置标注时,可注在框格的周围或指引线上 螺纹 一般情况下,以螺 纹的中径轴线作为被测要素或基准要素时,不需另加说明 如需以螺纹大径或小径作为被测要素或基准要素时,应在框格下方或基准符号中的圆圈下方加注“ MD ”或“LD ” 齿轮、花键 由齿轮和花键作为被测要素或基准要素时,其分度圆轴线用 “PD ”表示。大径(对外齿轮是顶圆直径,内齿轮是根圆直径)轴线用“MD ”表
形位公差标准(GB1184-80)
形位公差标准(GB1184-80)
形位公差标准(GB1184-80) 机械制造中形位误差与圆柱面的尺寸误差一样,是不可避免的。因此就要考虑,哪些切削表面应加以较严格的控制,并在图样上注出其极限数值。这是由零件在机器上的位置、功用和装配精度要求来决定的。 零件上圆柱表面的形状误差,在间隙配合中会使间隙分布不均匀,接触不良,从而降低配合精度,加快磨损,减短使用寿命;在过盈配合中,则会使配合各处的过盈量大小不一,影响连接强度。 零件表面的位置误差,除影响配合以外,还影响机器的装配精度及工作时的运动精度。1、形位公差等级和数值的选用原则 在GB1184-80中,除位置度用计算得出外,
对形位公差规定了12个等级,其中,9~12级的数值较大,可以不再图样上一一标注,而对选定的等级在图样中加以说明。 对于需要在图样中加以较严格控制的形位公差值,应根据零件的功能要求,考虑加工的经济性和零件的结构、刚性等因素选定,并需注意下列情况。 1)在同一要素上给出的形状公差值应小于位置公差值。 2)圆柱表面的形状公差值(轴线的直线度除外),一般情况下,应小于其尺寸公差值。3)平行度公差值应小于其相应的距离公差值。 4)对于下列情况,考虑到加工难易程度和其他参数的影响,在满足零件的功能要求下,
适当降低1~1级选用。 A.细长比较大的轴和孔; B.孔相对于轴; C.距离较大的轴或孔; D.宽度较大(一般大于1/2长度)的零件表面; E.线对线和线对面相对于面对面的平行度及垂直度。 2、形状公差标准 直线度、平面度 主参数L(mm) 公差等级 1 2 3 4 5 6 7 8 9 10
形位公差符号及标注含义
形位公差符号及标注含义 一、 形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、 形位公差符号 三 形状公差 3.1 直线度(-)——直线度公差是实际直线对理想直线的允许变动量,限制了加工面或线在某个方向上的偏差,如果直线度超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。 标注含义:被测表面投影后为一接近直线的“波浪线”(如下图),该“波浪线”的变化范围应该在距离为公差值t(t=0.1)的两平行直线之间。
3.2 平面度——平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。 标注含义:被测加工表面必须位于距离为公差值t(t=0.01)的两平行平面内,如下图区域。
3.3 圆度(○)——是指工件横截面接近理论圆的程度,工件加工后的投影圆应在圆度要求的公差范围之内。 标注含义:被测圆柱面的任意截面的圆周必须位于半径差为公差值t (t=0.025)的两同心圆之内,如右图区域。 3.4圆柱度()——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 标注含义:被测圆柱面必须位于半径差为公差值t(t=0.1)的两同轴圆柱面之间,如图。
●圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于 圆柱面截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就能保证圆度,但反过来不行。 ●圆柱度和圆度的作用:柴油机的结构中有多处规定了圆柱度和圆度,如发 动机的活塞环,控制好活塞环的圆度可保证其密封性,而活塞的圆柱度则对于其在缸套中上下运动的顺畅性至关重要。 四 位置公差 4.1 平行度()——,指两平面或者两直线平行的程度,即其中一平面(边)相对于另一平面(边)平行的误差最大允许值。 ●标注释义:被测轴线必须位于距离为公差值t(t=0.1),且在给定方向上 平行于基准轴线的两平行平面之间。
常用公差标注及形位公差讲解
1.幾何特性名詞與符號 (a) 幾何特性符號 符 號 名 詞 類 別 形體區分 直度,真直度(Straightness) 平面度,真平度(Flatness) 真圓度(Roundness) 圓柱度(Cylindrically) 曲線輪廓度(Profile of a line) 曲線輪廓度(Profile of a surface) 平行度(Parallelism) 垂直度(Perpendicularity) 傾斜度(Angularity) 正位度,位置度(Position) 同心度(Concentricity) 對稱度(Symmetry ) (1982年起由 取代) 圓周偏轉度,圓形偏轉度 (Circular runout) 總偏轉度,全面偏轉度
(b) 其他符號 符 號 名 詞 直徑符號(Diameter symbol) 不考慮形體呎寸加添條件,和特性的尺寸無關 (Regardless of feature size modifier) 最多留料情況之加添條件,最大材料條件 (Maximum material condition modifier) 最小留情況加添條件,最小材料條件 (Least material condition modifier) 基本尺寸,精密尺寸(Basic dimension) 基準形體符號,基準識別符號(Datum feature symbol) 最多留料情況(MMC),Maximum- Material Condition 最多留料情況是指一個形體包容最大的材料量,即零件重量最重的時候。例如最小孔的尺寸或最大軸的尺寸。如下面圖示,直徑為0.490~0.510的銷子,當直徑 為0.510時的重量比直徑為0.490時重。一個零件包含一個直徑為0.490~0.510的孔,則零件當直徑 為0.490時比0.510時,包含更多中更重. .100 -A- A1
Tab_2_Symbols-形位公差符号与标准
Standards Equivalent Comparison Technical Drawings ASME Y14 Series ISO Standards Y14.2 – Lines & Lettering 128-20, -21, -22, -24 3098-0, -1, -2, -3, -4, -5 Y14.3 – Sections & Views 128-30, -34, -40, -44, -50 Y14.5 – Dimensioning & Tolerancing Y14.5.1 – Mathematical Definition of Dimensioning & Tolerancing Y14.5.2 – Certification of Geometric Dimensioning & Tolerancing Professionals Y14.41 – Digital Product Definition Data Practices 129, 406, 1101, 1660, 2692, 5455, 5458, 5459, 5460, 6411, 6413, 7083, 8015, 10578, 10579, 14660-1, 14660-2 (17) Y14.6 – Screw Thread Representation 5845-1, 5845-2 6410-1, 6410-2, 6410-3 Y14.8 – Casting & Forgings 10135 Y14.36 – Surface Texture Symbols 1302
Keys to Geometric Dimensioning & Tolerancing (GD&T) “Function” and “Relationship” ************************************************************************************ Relationship Between Features ASME Y14.5-1994, para 2.7.3 ?The limits of size do not control the orientation or location relationship between individual features. ?Features shown perpendicular, coaxial, or symmetrical to each other must be controlled for location or orientation to avoid incomplete drawing requirements.
形位公差理论和标注实例
形位公差的标注 (1)代号中的指引线箭头与被测要素的连接方法:当被测要素为线或表面时,指引线的箭头应指在该要素的轮廓线或其延长线上,并应明显地与尺寸线错开,见下图a。 当被测要素为轴线或中心平面时,指引线的箭头应与该要素的尺寸线对齐,见右图b; 当被测要素为各要素的公共轴线、公共中心平面时,指引线的箭头可以直接指在轴线或中心线上,见右图c。 (2)对于位置公差还需要用基准符号及连线表明被测要素的基准要素,此时基准符号与 基准要素连接的方法: 当基准要素为素线及表面时,基准符号应靠近该要素的轮廓线或其引出线标注,并应明显地与尺寸线错开,见下图a。 当基准要素为轴线或中心平面时,基准符号应与该尺寸线对齐,见上图b。
当基准要素为各要素的公共轴线、公共中心平面时,基准符号可以直接靠近 公共轴线或中心线标注,见上图c。 (3)当基准符号不便直接与框格相连时,则采用基准代号(点击此处查看画法)标注,其标注方法与采用基准符号时基本相同,只是此时公差框格应为三格或多格,以填写基准代号的字母,见下图。 (4)当位置公差的两要素,被测要素和基准要素允许互换时,即为任选基准时,就不再画基准符号,两边都用箭头表示,见下图。
(5)当同一个被测要素有多项形位公差要求,其标注方法又是一致时,可以将这些框格画在一起,共用一根指引线箭头,见下图。 (6)若多个被测要素有相同的形位公差(单项或多项)要求时,可以在从框格引出的指引线上绘制多个箭头并分别与各被测要素相连,见下图。
(7)如需给出被测要素任一长度(或范围)的公差值时,其标注方法见图a。如不仅给出被测要素汪一长度(或范围)的公差值,还需给出被测要素全长(或整个要素)内的公差值,其标注方法见下图b。
形位公差标注
任务一 本任务主要完成轴套类零件的视图选择,尺寸合理标注及技术要求的正确标注,使其具备看画轴套类零件图的能力。 一、轴套零件的结构特点 轴套类零件结构形状比较简单,一般由大小不同的同轴回转体组成,具有轴向尺寸大于径向尺寸的特点。轴上直径不等所形成的台阶称为轴肩,可供安装在轴上的零件轴向定位用。轴类零件上常有倒角、倒圆、退刀槽、砂轮越程槽、挡圈槽、键槽、花键、螺纹、销孔、中心孔等结构。 二、轴套类零件表达方法选择 1、视图选择的一般原则 (1) 主视图的选择 ①表达形状特征原则主视图应能充分反映零件的结构形状 ②符合加工或工作位置原则在决定零件摆放位置时,应尽量令其符合零件的加工位置和(或)工作位置。
(2) 其他视图的选择 一个零件,主视图中没有表达清楚的部分,必须选择其他视图,包括视图、剖视图、断面图、局部放大图和简化画法等。 在保证充分表达零件结构形状的前提下,尽可能使零件的视图数目为最少。应使每一个视图都有其表达的重点内容,具有独立存在的意义。 其他视图的选择原则: ①所选择的表达方法要恰当,每个视图都有明确的表达目的。 ②所选视图的数量要恰当。在保证完整、清晰地表达零件的内、外结构形状的前提下,尽量减少图形个数,以便于看图和画图。 ③对于表达同一内容的视图,应拟出几种表达方法进行比较,以确定一种较好的表达方案。 2、轴套类零件常用的表达方法 (1) 主视图的选择 一般按加工位置将轴线水平安放来画主视图。通常将轴的大头朝左,小头朝右;轴上键槽、孔可朝前或朝上,表示其形状和位置明显。 形状简单且较长的零件可采用折断画法;实心轴上个别部分的内部结构形状,可用局部剖视兼顾表达;空心套可用剖视图表达;轴端中心孔不作剖视,用规定标准代号表示。 (2) 其他视图的选择 由于轴套类零件的主要结构形状是同轴回转体,在主视图上注出相应的直径符号“Φ”,即可表示清楚形体特征,故一般不必再选其他基本视图(结构复杂的轴例外)。 基本视图尚未表达完整清楚的局部结构形状(如键槽、退刀槽、孔等),可另用断面图、局部视图和局部放大图等补充表达,这样,既清晰又便于标注尺寸。 实例分析: 主视图的选择:轴的基本形体是由直径不同的圆柱体组成。用垂直于轴线的方向作为主视图的投射