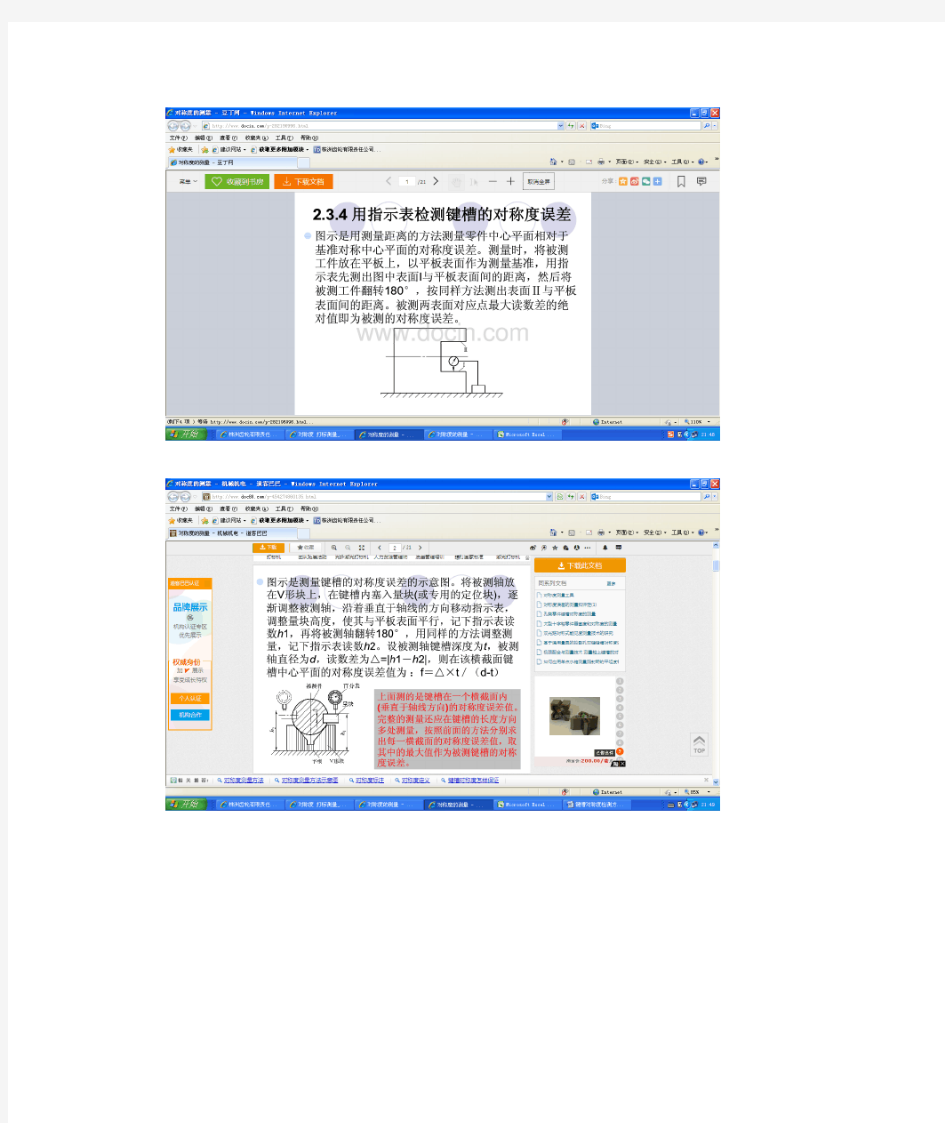
键槽对称度检测方法
快捷准确检测轴用键槽对称度
快捷准确检测轴用键槽对称度 112 快捷准确检测轴用键槽对称度 工具技术 屈波 重庆工业职业技术学院 摘要:在键槽横截面上,测量键槽两侧面与轴径相应最大轮廓的差值,取其最大 差值,经数据处理后,求得键槽 对称度误差值.用此方法测量,方便,快捷,准确,可靠,同时对量具精度要求不高,能在加工过程中及时对机床进 行准确调整,提高加工质量租检测效率. 关键词:键槽;侧面;误差;数据处理 中图分类号:TG839文献标志码:B FasterandMoreAccurateDetectionofAxialSymmetrywithBond.slot QuBo Abstract:Onthecross-sectionofbond- slot,theerrorbetweensurfaceonbothsidesofthebond—slotandthecorresponding profileofaxisdiameterwasmeasured.ThemeasurementWasconverient,fast,ac curateandreliable,and didn’tneedhishrequire— ment.abouttheprecisionmeasuringtoo1.Sothemachinetoolscouldbeadjusted intimeintheprocessing andthequalityandegi?
cienlyWasimproved. Keywords:bond—slot;thesurfaceonthesideerror;dataprocessing 1引言 长期以来人们对轴用键槽对称度的测量作了大 量的工作,提出了许多方法.例如机械加工中,测量 工件上的轴用键槽与轴心线的对称度,在批量生产 中多采用环规.这种检测方法只能对工件作合格性 判定,不能判定误差大小和方向,当对称度误差超差 时,不利于及时对机床进行调整.在单件生产中,也 有采用量块测量键槽两侧面水平高度差的方法,这 种方法检测效率不高.键槽试加工或加工完成后, 快捷,准确地测量出对称度误差大小和方向,及时对 机床进行调整,是保证加工质量,提高检测效率的关 键. 2轴槽对称度误差测量原理 2.1测量原理 对称度公差的定义为:实际要素的对称面(或 线)对理想对称平面的位置允许变动的全量,该理想 对称平面与基准对称平面(或线)共面,即对称度公 差带是距离为公差值t且相对基准中心平面(中心 线,轴线)对称配置的两平行平面(或直线)之间的区 域.如图1所示,对称度公差是被测中心平面2,在 距基准中心平面1上下各t/2的范围内变动. 对称度误差:包容实际中心平面(或轴线)相对
键槽对称度测量
键槽对称度测量 三种测量方法的原理 我们对三坐标测量螺纹孔位置度的方法及程序作了多次修改和测量实验,取得了大量的原始 数据,最后集中在三种测量方法的比较上,三种测量方法的测量原理如下: 第一种测量方法是在螺纹孔中加装芯轴,在芯轴外圆采两个截面八个点构造一个圆柱要素,以该圆柱轴线作为螺纹孔轴线,求该圆柱轴线(或圆心)相对于基准的位置度。 第二种测量方法是直接在螺纹孔内采两截面八点构造一个圆柱要素,以该圆柱轴线作为螺纹孔轴线,求该圆柱轴线(或圆心)相对于基准的位置度。 第三种方法测量方法是根据螺纹孔旋向和螺距P的大小步进采点,即在螺纹孔内每采一点后测头向后退P/4的距离采第2点,依次类推,采完第4点以后,测头向前进mP距离(m为整数),再采第5点,依次类推,采完第8点构造一个圆柱,以该圆柱轴线作为螺纹孔轴线,求该圆柱轴线(或圆心)相对于基准的位置度。 因此,准确测量螺纹孔位置度的关键就是构建螺纹孔轴线的误差要尽量小。要保证构建螺纹孔轴线的误差最小,首先要保证采点误差最小,其次要保证评定螺纹孔位置度时评定点要固定、统一。 三种测量方法误差分析 第一种测量方法是因为螺纹芯轴将螺纹孔轴线延长了,且螺纹配合误差的存在,螺纹芯轴本身的误差是造成螺纹孔位置度测量不准的原因。 第二种测量方法螺纹孔内同一截面上采点测量时,所采同一截面四个点构成的圆,其圆心一定不在螺纹孔的轴线上。在评定螺纹孔的位置度时,这个误差就带入到评定结果中,且同一孔不同截面、不同的孔所测圆的圆心偏离螺纹轴线的距离有很大差异,这也是造成螺纹孔位置度测不准的主要原因。 第三种测量方法是沿螺纹孔螺纹旋向方向步进采点,这虽然保证了所采点构成圆的圆心理论上在螺纹轴线上,评定位置度结果较前两种测量方法误差较小,但由于采集的四个点不在同一截面上,螺纹孔又不规则,轴线稍有倾斜就会带来较大的采点误差,并将带来较大的测量 误差。 我们采用插入芯棒形式进行测量(懒人爱用)。 也可以: 1. 制作一个螺纹塞规通端来测量; 2. 加工先加工孔,测量孔位置度作为螺纹孔的位置度,再攻螺纹。
键槽对称度的测量
新手新感觉 山西柴油机厂 孙文英 我以前一直从事精密测试工作,根据科研生产的需要,工厂从海克斯康公司新引进了一台德国LEITZ 公司生产的PMM 700超高精度测量机。通过几个月的理论学习和实践,我对传统的测试方法与三坐标测量机的测量方法进行了比较,深深感到三坐标测量机的检测方法无论在零件找正、操作方式、还是在数据处理上都较传统的检测方法更方便、快捷。现用两个实例具体说明如下: 一、键槽对称度的测量(如图所示) 在万能工具显微镜上检 测: ① 将该工件平放显微镜下,先进行找正。 ② 再测φ孔的最大直径:移动Y 向坐标到1/2φ上。Y 向清0,即在φ孔的中心尺寸上,移到Y 向坐标到键槽的一面上,按Y 向坐标值读数,即得该面相对于φ孔中心线的偏差。同理测另一键槽,按Y 向读数,即得该面相对于中心线的偏差,即位移值为两键槽面相对于中心线的尺寸偏差。 ③ 数据处理:代入以下公式进行计算即得对称度 在三座标测量机上检测: (1)建零件坐标系:调圆柱测量功能,在圆柱表面上采若干点,用其轴线的方向余弦建第1轴,并以中心线置原点。 (2)在键槽长向的中间部位的两侧面各测一点后求中点,然后,将圆柱与该中点的连线再构造一条直线,用该构造线的方向余弦建第二轴。 (3)在键槽长向两端的两侧面分别测两点求中点,取其最大的误差值的2倍作为其对称度误差。 二、测量如下图示所示中心距之间的尺寸: mm a 槽深槽深直径孔名义对称度值×+×=2)(φmm a 名义对称度位移对称度×=
在万能工具显微镜上时: ①将该工件平放在万工显上,进行找正,先检测φ的直径值,将该值÷2,即(半径值),此时,移动X向坐标将数值对在φ/2上,将X向坐标值清零。 ②移动X、Y坐标到一圆柱面上,用X向米字线对在该圆柱的一侧面上,按X向读数,同理,将X向米字线压在该圆柱的另一侧面上,X向读数,则φ孔到该圆柱的中心的距离计算如下:两圆柱侧面值相加/2。 同理测另一圆柱。 在三坐标测量机上检测时: (1)调出平面测量功能,在A面上采若干点,用其方向余弦建坐标系第1轴; (2)测φ孔,并将中心置原点; (3)分别测圆柱1及圆柱2,并计算两圆柱之中线; (4)用两圆柱中线的贴合点与φ孔中心构造直线,用其方向余弦建坐标系第2轴. (5)根据图样要求在圆柱两端分别做两给定边界平面; (6)计算并输出圆柱与平面各交点所要方向坐标值的最大最小值。 以上仅是一点初步体会,不妥之处请指正。