钢制对焊管件——异径管尺寸(来源于:gb12459-2017)
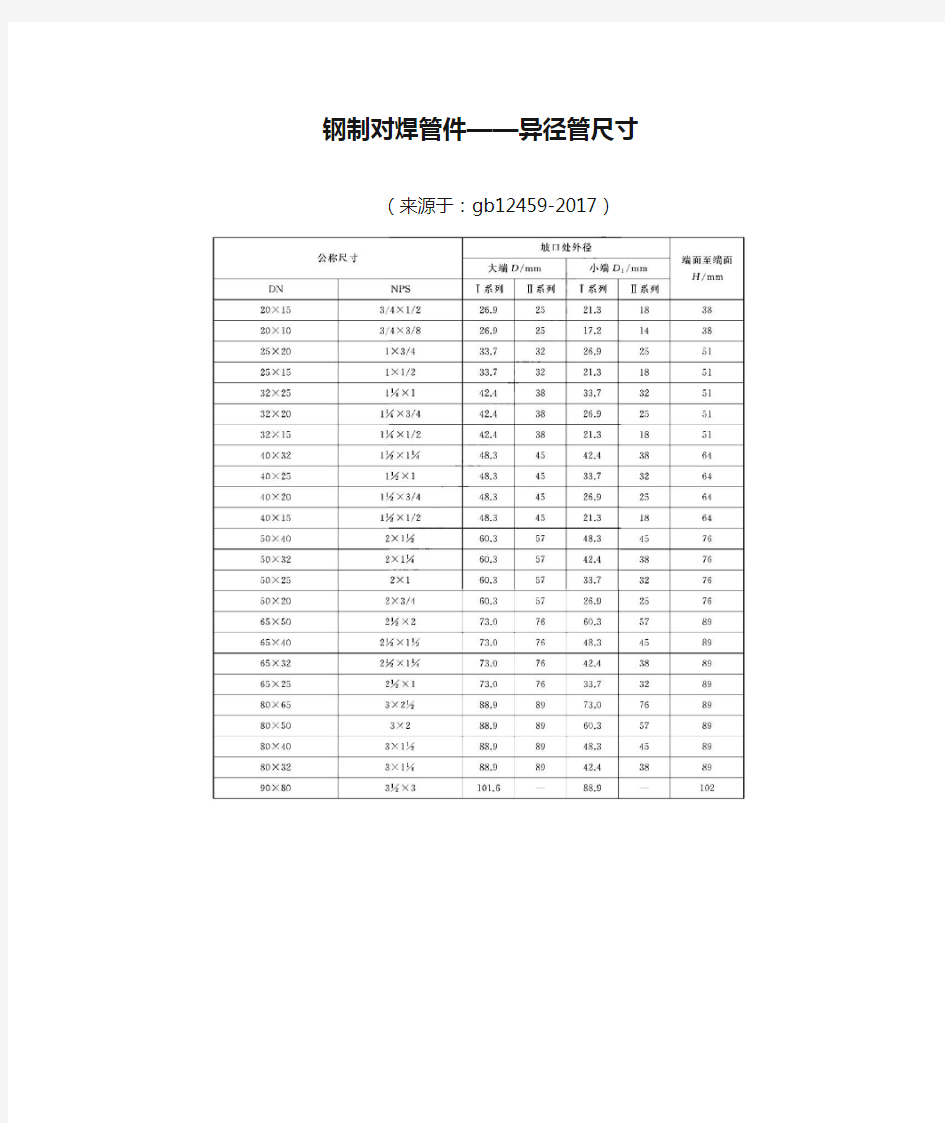
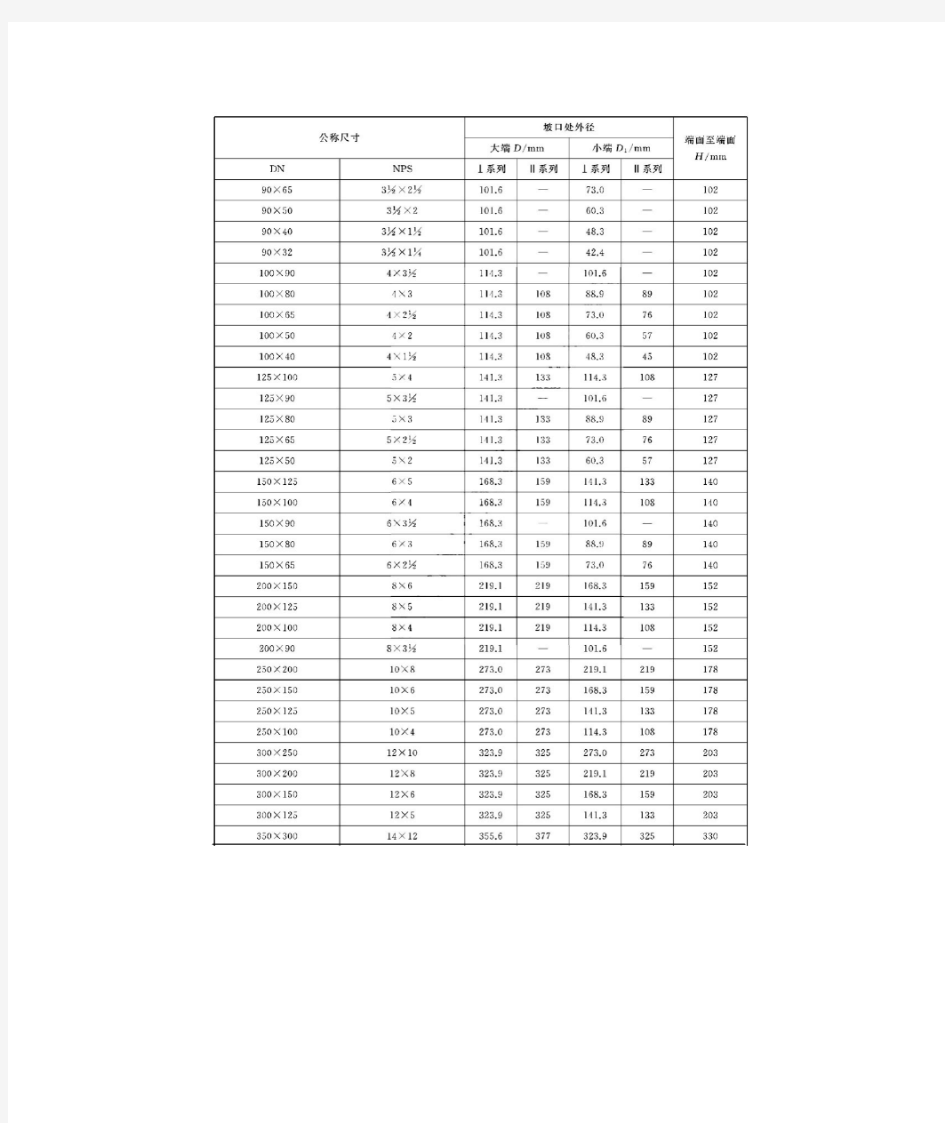
钢制对焊管件——异径管尺寸(来源于:gb12459-2017)
液压管接头标准
液压管接头标准 关于液压管路 工程机械2009-10-25 17:46:09 阅读121 评论0 字号:大中小 ★问:多大压力才算高压阀? 答:真空阀工作压力低于标准大气压的阀门。 低压阀公称压力PN 小于1.6MPa的阀门。 中压阀公称压力PN 2.5~6.4MPa的阀门。 高压阀公称压力PN10.0~80.0MPa的阀门。 超高压阀公称压力PN大于100MPa的阀门。 ★问:高压胶管怎么选择? 答: 1. 最高工作压力; 2. 长度变化;最高工作压力下的长度变化 3. 耐压;2倍最高工作压力承载力 4. 最小爆破压力;4倍最高工作压力
5. 最小通流量;最小截面直径 6. 脉冲;瞬态改变或周期性 ● 标准回答:液压胶管是液压系统以及设备中重要的连接件,能承受高压,能方便拆卸,在液压行 业中应用非常广泛。 液压胶管由内外的橡胶层和里面的钢丝编织层构成,根据液压胶管的承受压力不同,里面的钢丝层数不同,一般钢丝层从1层到6层,承受的压力最高能达到60MPA。液压胶管的内层橡胶为耐矿油,生物油,膨胀性好的合成橡胶,外层为耐磨抗老化橡胶。中间为高抗拉钢丝缠绕层。液压胶管适合介质为:矿物油,油水混合物,聚乙二醇基油,合成脂基油,菜籽油等。常用的胶管的适合工作温度为:-40℃--100℃, 最高温度为125℃。 正确的选择胶管,可以保证整个液压系统的安全,合理的安排空间,更好地控制成本。主要注意以 下几点: 第一,根据系统的压力,选择胶管的钢丝层数,压力高,钢丝的层数多。每种胶管都有一个最大的工作压力,胶管的爆破压力为最大工作压力的4倍。胶管耐压越高,价格就会变高,所以根据实际的系统压力,选择的胶管的最大工作压力比实际工作压力大点可以了。 如果系统冲击压力频繁的话,选用特别耐脉冲的胶管。 第二,根据流量选择胶管的内径,管径过小会加大管内介质的流速,使系统发热,降低效率,而且会产生过大的压降,影响整个系统的系能,管径过大会增加成本,所以胶管内径要适当。当胶管用管夹固定或胶管穿过钢板等间隔物时,也要注意胶管的外径尺寸。 第三,在选择高压胶管时应该注意高压胶管的弯曲半径,计算弯曲半径时应该减去前面接头的扣压长度。若安装的胶管弯曲半径过小,将降低胶管的承压能力并影响其寿命。 第四,要根据液压布置合理选用接头的形式如:SAE法兰接头,内螺纹接头或外螺纹接头,90、 45等接头角度和整体的胶管装配角度。 胶管在安装使用中,也需要注意几个问题,胶管过长,影响外观,而且增加成本;胶管太短,当其受压而伸展或收缩时,没有足够的伸缩余地,会导致胶管被破坏;胶管安装时,切勿让其扭歪,否则当受压力时会破坏胶管或令联接处松脱;安装于移动物体间的胶管,应预留足够的长度,并避免和其他物体摩擦。胶管在使用中经常与硬物相摩擦,建议在管外使用弹簧保护套。胶管工作的环境温度过高或过低都会影响胶管的寿命和承受压力的能力,所以要在其允许的范围内使用胶管,工作温度长期不在其允许的范围内的系统,应采用软管护套。胶管使用中,如果是特殊介质,要确保胶管的内,外层,接头,以及密封 圈与介质相容。
普通液压管接头尺寸
胶管总成两端弯头间装配角表示 角度关系:把胶管总成拉直,并沿直线方向看,把远离的一头接头置垂直方向,按顺时针测量近处一个接头与远处垂直放置的接头之间的夹角,即为胶管总成的装配角。如上图所示,表示方法为V225°。如一端接头是直的,即无装配角。 ? 接头代号:Z型英锥管外螺纹 胶管内径产品代号螺纹D 尺寸(mm)胶管总成工作压力(MPa) C SⅠⅡⅢ4S6S 6JX-06Z1/4"14172035405166 8JX-08Z3/8"141918303361 10JX-10Z3/8"14191628315159 13JX-13Z1/2"19221425274347 16JX-16Z3/4"19301120223944 .
19JX-19Z3/4"1930916183442 25JX-25Z1"2436714152733 32JX-32Z 1.1/4"2546411122024 38JX-38Z 1.1/2"25504991720 51JX-51Z2"26653881720 ? 接头代号:P型国际公制外螺纹74°外锥面 胶管内径产品代号螺纹D 尺寸(mm)胶管总成工作压力(MPa) C SⅠⅡⅢ4S6S 6JX-06P M14×1.515172035405166 8JX-08P M16×1.5161718303361 10JX-10P M18×1.517191628315159 13JX-13P M22×1.518241425274347 .
.
19JX-19P M30×1.51932916183442 22JX-22P M36×2234181516 25JX-25P M39×22341714152733 32JX-32P M45×22746411122024 ? 国标公制外螺纹平面带O型圈接头代号:M型 胶管内径产品代号螺纹D 尺寸(mm)胶管总成工作压力(MPa) C SⅠⅡⅢ4S6S 6JX-06M M14×1.511172035405166 8JX-08M M16×1.5111718303361 10JX-10M M18×1.511191628315159 13JX-13M M22×1.512241425274347 .
S钢板制对焊有缝管件焊接工艺规程
钢板制对焊有缝管件焊接工艺规程 1.总则 1.1本规程适用于我公司钢板制有缝管件产品的焊接过程。 1.2公司产品采用手工电弧焊、钨极气体保护焊(氩弧焊)和CO2气体保护焊。 1.3本规程规定了本公司钢板制有缝管件产品的基本焊接工艺要求。 2.焊工 2.1 焊工必须按《锅炉压力容器焊工考试规则》或《特种设备焊接操作人员考核细则》的规定进行考试,并取得特种设备作业人员焊工合格证,方能在有效期内从事合格项目的钢板制对焊管件焊接的操作工作。 3.产品范围 3.1按钢板制对焊有缝管件的性质,按公司对有缝管件适用范围的市场调查,公司确定了本公司生产的有缝管件的基本范围,并按照有缝管件的基本范围确定了公司的设备和胎膜具配备。 3.2公司确定的产品范围: 表1 钢板制有缝管件生产范围确定表 4.焊接工艺评定 4.1公司在2009年委托东北制药集团建安公司焊考委进行了涉及公司产品手工电弧焊的《焊接工艺评定报告》SⅠ-006和SⅠ016。两份工艺评定报告均用碳素钢Q235B材料,壁
厚覆盖为6-32mm,坡口形式为V型,焊缝形式为对焊,焊接位置为平焊。从工艺评定报告完成以后,公司产品的焊接均按照工艺评定报告的要求完成,产品质量均符合执行标准和顾客的要求。 4.2 2009年评定完成以后,公司钢板制有缝管件的焊接操作均遵循两份焊接工艺评定报告确定的基本焊接工艺和焊接参数,所有产品均经过100%的射线检测,部分产品按顾客的要求对焊缝进行了磁粉或渗透检测,部分产品按顾客的要求进行了焊缝的拉伸试验、冲击韧性试验和硬度检测,所有检测和试样均符合产品执行标准和顾客的要求。 4.3手工电弧焊工艺评定完成之后,为保证产品的焊接质量质量,公司又相继购入钨极气体(氩气)保护焊机和CO2气体保护焊机,均为手工操作设备。按相关标准要求,公司完成了氩弧焊打底,电弧焊完成其它层道焊接工作的《钨极气体保护焊/电弧焊工艺评定报告》,《钨极气体保护焊工艺评定报告》和《CO2气体保护焊工艺评定报告》。 4.5上述报告的基本要求符合公司产品的壁厚范围要求,符合产品制作过程的全部V型坡口、对焊焊缝和平焊位置的具体焊接工况。工艺评定报告对焊接方法、焊材使用和焊接工艺、焊接参数做出了较为详细的规定。为焊接工艺卡的制定提出提供了依据,为规范焊接工人的焊接操作过程做出了较为规范。 2.2 焊接前焊工必须了解所焊焊件的钢种、焊接材料、焊接工艺要点。 3 焊接方法 3.1 下列焊缝一般采用埋弧焊 3.1.1 10≤δ≤60的拼接焊缝; 3.1.2 直径φ≥1000mm且δ≥10mm的A、B缝内、外口;600mm≤直径φ<1000mm
螺旋管理论重量表
螺旋焊管理论重量表|螺旋焊管规格表|螺旋焊管理论重量螺旋管理论重量表|水压值表
无缝钢管每米重量W=0.02466*S(D-S) 符号意义:D=外径S=壁厚 无缝钢管 W=0.0246615(D-S)*S W:钢管理论重量kg/m D :钢管公称外径mm S :钢管公称壁厚mm 镀锌钢管 W=C[0.02466(D-S)*S] W—钢管理论重量kg/m C —镀锌钢管比黑管增加的重量系数 D —黑管外径mm S —黑管壁厚mm 例:DN219的无缝钢管,壁厚=6mm W=(219-6)*6*0.02466=31.51548KG/M 该无缝管名称规格 无缝钢管理论重量规格12*1-1.5-2 无缝钢管理论重量规格 70*4.5-5-6-7-8-9-10-12-15-16 无缝钢管理论重量规格245*8-10-14-17-20-22-30-40 无缝钢管理论重量规格18*2-3-4-5 无缝钢管理论重量规格83*4.5-6-10-12-14-16-18-20 无缝钢管理论重量规格335*8-12-14-18-22-25-45-60 无缝钢管理论重量规格25*2.5-3-4-5-6 无缝钢管理论重量规格 102*4.5-5-7-8-10-12-14-16-18-30 无缝钢管理论重量规格402*10-15-20-25-30-35-40 无缝钢管理论重量规格28*3-3.5-4-5-6 无缝钢管理论重量规格 108*4.5-5-7-8-10-12-14-18-20-22 无缝钢管理论重量规格406*10-20-25-28-35-40 无缝钢管理论重量规格32*3.5-4-5-6-8 无缝钢管理论重量规格 114*4.5-5-6-7-10-12-16-18-20 无缝钢管理论重量规格428*10-12-14-16-20-25-30-35-40
钢制管件制造工艺规范
钢制管件制造工艺规范(MPS文件)
目录1 (2) 2规范性引用文件 (2) 3制造工艺流程 (3) 4管件基本参数 (4) 5原材料要求 (5) 6制造工艺要求 (6)
7性能要求 (15) 8几何尺寸、形状允许偏差 (16) 9工艺质量和缺陷处理 (18) 10检验和试验 (18) 11设计验证试验 (22) 12标志 (24) 13防护与包
装 (24) 14产品质量合格证明书 (25) 1范围 本文件规定了山东港联化董家口港-潍坊-鲁中、鲁北输油管道工程管(一期)管件采购项目用L245N、L360M、L450M等材质钢制管件生产的基本参数、原材料、制造工艺、材料性能、几何尺寸与允许偏差、工艺质量与缺陷修补、检验与实验、标志、涂层与保护、质量证明书及装运的要求。 本MPS文件应和GB/T12459-2005《钢制对焊无缝管件》、GB/T13401-2005《钢板制对焊管件》、GB/T19326-2012《钢制承插焊、螺纹和对焊支管座》标准及D1630D-GI00-PR01-SP14《清管三通技术规格书》一起使用,凡是出现与GB/T12459-2005《钢制对焊无缝管件》、GB/T13401-2005《钢板制对焊管件》、GB/T19326-2012《钢制承插焊、螺纹和对焊支管座》标准及D1630D-GI00-PR01-SP14《清管三通技术规格书》相冲突的条款,应以最严格的为准。 2规范性引用文件 下列文件中的条款通过本文件的引用而成为本文件的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本文件,然而,鼓励根据本文件达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本文件。 GB150钢制压力容器
『图解』液压管接头的种类和选用
『图解』液压管接头的种类和选用 管接头是油管与油管、油管与液压元件之间的可拆式连接件,它应满足装拆方便、连接牢靠、密封可靠、外形尺寸小、通油能力大、压力损失小、加工工艺性好等要求。按油管与管接头的连接方式,管接头主要有焊接式、卡套式、扩口式、扣压式等形式; 每种形式的管接头中,按接头的通路数量和方向分有直通、直角、三通等类型;与机体的连接方式有螺纹连接、法兰连接等方式。此外,还有一些满足特殊用途的管接头。 1. 焊接式管接头 图 6.1所示为焊接式直通管接头,主要由接头体 4、螺母2和接管 l组成, 在接头体和接管之间用o形密封圈 3密封。当接头体拧入机体时,采用金属垫圈 或组合垫圈 5实现端面密封。接管与管路系统中的钢管用 焊接连接。焊接式管接头连接牢固、密封可靠,缺点是装配时需焊接,因而必须采用厚壁钢管,且焊接工作量大。
2. 卡套式管接头 图 6.2所示为卡套式管接头结构。这种管接头主要包括具有 24?锥形孔的接头体4,带有尖锐内刃的卡套2,起压紧作用的压紧螺母3三个元件。旋紧螺母3时,卡套2被推进24?锥孔,并随之变形,使卡套与接头体内锥面形成球面接触密封;同时,卡套的内刃口嵌入油管l的外壁,在外壁上压出一个环形凹槽,从而起到可靠的密封作用。卡套式管接头具有结构简单、性能良好、质量轻、体积小、使用方便、不用焊接、钢管轴向尺寸要求不严等优点,且抗振性能好,工作压力可达 31.5MPa,是液压系统中较为理想的管路连接件。
3. 锥密封焊接式管接头 6.3所示为锥密封焊接式管接头结构。这种管接头主要由接头体 2、图 螺母4和接管5组成,除具有焊接式管接头的优点外,由于它的o形密封圈装在接管5的24?锥体上,使密封有调节的可能,密封更可靠。工作压力为 34.5MPa,工作温度为,25?,80?。这种管接头的使用越来越多。 4. 扩口式管接头 图 6.4所示是扩口式管接头结构。这种管接头有A型和B型两种结构形 外锥面的管接头体1、起压紧作用的螺母2和带有式:A型由具有74? 60?内锥孔的管套 3组成;B型由具有90?外锥的接头体l和带有90?内锥孔的螺母2组成。将已冲成喇叭口的管子置于接头体的外锥面和管套(或B型螺母)的内锥孔之间,旋紧螺母使管子的喇叭口受压,挤贴于接头体外锥面和管套(或B型的螺母)内锥孔所产生的间隙中,从而起到密封作用。扩口式管接头结构简单、性能良好、加工和使用方便,适用于以油、气为介质的中、低压管路系统,其工作压力取决于管材的许用压力,一般为3.5MPa,16MPa。
钢制对焊管件
钢制对焊管件(SY/T 0510-1998) 代替SY7510-87 1、适用范围:本标准规定了碳钢、低合金钢及不锈钢制造的对焊管件的尺寸、技术要求、试验方法和标记等,其中包含了公称直径15~600mm(1/2~24in)的弯头、异径三通、四通和管帽。本标准适用于石油、化工、电力、船舶、轻工等工业管道所使用的钢制对焊管件。 2、技术要求 1)制造弯头、异径管接头、三通、四通用无缝钢管应符合表1的规定。 表1 常用无缝钢管牌号标准 表2 常用钢板牌号及标准 1)壁厚等级分类 按壁厚等级分类,关键分为A类和B类两个类别:A类按管标号(Schedule Number)在表7中其选取管件的壁厚,B类按公称压力在表8中选取管件的壁厚。(表7、表8见本规范5~7页,请注意打括号者为国内以前用的较多,但不推荐使用的系列)。管标号(Sch)见标准简化的附录,主要是指壁厚系列。 2)代号及规格 管件按形式分为弯头、异径接头、三通、四通和管帽,代号见表9。
(R=1.5DN)和短半径弯头(R=1.0DN)(R为弯头的弯曲半径;DN为弯头的公称直径;异径弯头时,DN为大端公称直径),按弯曲角度为450弯头、900弯头、1800弯头。 (2)异径接头:异径接头分为同心异径接头和偏心异径接头。 (3)三通:三通分为同径三通和异径三通。 (4)四通:四通分为同径四通和异径四通。 (5)管帽:管帽的结构型式和尺寸见本规范图13和表26~表27的规定。 上述管件均分为A、B类, 请注意:A类按照管标号选取管件壁厚,具体为下式: P= Sch *K / 1000 P——设计压力,MPa; K——设计温度下材料的许用应力,MPa B类管件按公称压力选择。其介质腐蚀裕度取1.5mm,许用应力为131MPa。 3)产品标记 (1)管件标记由产品名称部分、技术特征部分和标准号部分组成。 (2)产品名称部分分为表9中的代号,技术特征部分包括管件的公称直径、壁厚等级(管标号或公称压力)、材质三个部分。 (Ⅰ)或(Ⅱ) 参见上表)
液压接头种类
目前有五種管接頭系統通常用於液壓連接,這五種管接頭系統按地理位置或 按國家劃分為:.....................................................................................................................................................................................................................北美標準 NPTF 說明: 這是一種乾密封螺紋;是用於輸送燃油的國內錐管螺紋,既可用於外螺紋端接頭,也可用於內螺紋端接頭。NPTF 外螺紋可與NPTF、NPSF或NPSM內螺紋配合。NPTF管接頭與BSPT管接頭類似但不可互相換,大多數尺寸螺紋的 螺距不同併且牙型角是60°,而BSPT螺紋的牙型角是55°。 JIC37°錐角內螺紋接頭 說明: 37°錐角(JIC)汽車工程師協會(SAE)規定37°錐角或錐座可用於高壓液壓管路。這類管接頭通常稱為JIC管接頭。 JIC外螺紋是直紋只能和JIC內螺紋配合,JIC外螺紋是直螺紋,並具有37°錐座面,JIC內螺紋也是直螺紋,並具有37° 錐座面。其密封在37°錐座面處形成,某些尺寸的螺紋與SAE45°錐角螺紋相同,應仔細測量錐角以進行區分。
SAE 45°錐角外螺紋接頭 說明: SAE(45°錐角)這是用於具有45°錐角或錐座的管接頭的術語。軟銅管通常採用這種接頭,因為該材料易於加工成 45°角。這種管接頭適用於低壓應用場合-例如用於燃油管路和制冷管路。 SAE 45°錐角外螺紋只能和SAE 45°錐角內螺紋配合。SAE外螺紋是直螺紋並具有45°錐座面。 而SAE內螺紋也是直螺紋,並具有45°錐座面。其密封在45°錐座面處形成。某些尺寸的螺紋與SEA 37°錐角螺紋相同 。應仔細測量錐角以進行區行。 O形圈端面密封外螺紋接頭 說明: O形圈端密封外螺紋只能和O形圈端面密封內螺紋配合,外螺紋是直螺紋帶O形圈;內螺紋是直螺紋帶密封端面 ,外螺紋在O形圈處密封,而內螺紋在密封端面處密封。
常规液压接头种类
常规液压接头种类 Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】
一、接头种类 1、NPTF锥螺纹接头 说明:这是一种干密封螺纹;是用于输送燃油的国内锥管螺纹,既可用于外螺纹端接头,也可用于内螺纹端接头。NPTF外螺纹可与NPTF、NPSF或NPSM内螺纹配合。NPTF管接头与BSPT管接头类似但不可互相换,大多数尺寸螺纹的螺距不同并且牙型角是60°,而BSPT螺纹的牙型角是55°。 2、JIC37°锥角内螺纹接头 说明:37°锥角(JIC)汽车工程师协会(SAE)规定37°锥角或锥座可用于高压液压管路。这类管接头通常称为JIC管接头。JIC外螺纹是直纹只能和JIC内螺纹配合,JIC外螺纹是直螺纹,并具有37°锥座面,JIC内螺纹也是直螺纹,并具有37°锥座面。其密封在37°锥座面处形成,某些尺寸的螺纹与SAE45°锥角螺纹相同,应仔细测量锥角以进行区分。 3、SAE 45°锥角外螺纹接头 说明:SAE(45°锥角)这是用于具有45°锥角或锥座的管接头的术语。软铜管通常采用这种接头,因为该材料易于加工成45°角。这种管接头适用于低压应用场合-例如用于燃油管路和制冷管路。SAE 45°锥角外螺纹只能和SAE 45°锥角内螺纹配合。SAE外螺纹是直螺纹并具有45°锥座面。而SAE内螺纹也是直螺纹,并具有45°锥座面。其密封在45°锥座面处形成。某些尺寸的螺纹与SEA 37°锥角螺纹相同。应仔细测量锥角以进行区行。 4、O形圈端面密封外螺纹接头 说明:O形圈端密封外螺纹只能和O形圈端面密封内螺纹配合,外螺纹是直螺纹带O形圈;内螺纹是直螺纹带密封端面,外螺纹在O形圈处密封,而内螺纹在密封端面处密封。 5、O形圏法兰-SAE J518 说明:SAE J518SAE 61型和62型四螺栓分离式法兰通常在世界范围内广泛应用于连接泵与马达。 此处有三种例外情况; 1. 倍乘系数-10,不是SAE标淮尺寸,但在北美以外地区却应用很普遍 2. 卡特彼勒式法兰,具有一个较厚的法兰头(表中尺寸"C"),其外径与SAE 62型法兰外径一样大。 公称法兰 61型(FL)62型(FL)卡特彼勒式(FLC)法兰 A B C 法兰 A B C 法兰 A B C 尺寸外径外径外径1/2 5/8 3/4 1 1 1/4 1 1/2
钢制管件制造工艺规范标准
钢制管件 制造工艺规范(MPS文件)
目录 1 范围 (2) 2 规范性引用文件 (2) 3 制造工艺流程 (3) 4 管件基本参数 (4) 5 原材料要求 (5) 6 制造工艺要求 (6) 7 性能要求 (15) 8 几何尺寸、形状允许偏差 (16) 9 工艺质量和缺陷处理 (18) 10 检验和试验 (18) 11 设计验证试验 (22) 12 标志 (24) 13 防护与包装 (24) 14 产品质量合格证明书 (25)
1 范围 1.1 本文件规定了山东港联化董家口港-潍坊-鲁中、鲁北输油管道工程管(一期)管件采购项目用L245N、L360M、L450M等材质钢制管件生产的基本参数、原材料、制造工艺、材料性能、几何尺寸与允许偏差、工艺质量与缺陷修补、检验与实验、标志、涂层与保护、质量证明书及装运的要求。 1.2 本MPS文件应和GB/T 12459-2005《钢制对焊无缝管件》、GB/T 13401-2005《钢板制对焊管件》、GB/T 19326-2012《钢制承插焊、螺纹和对焊支管座》标准及D1630D-GI00-PR01-SP14《清管三通技术规格书》一起使用,凡是出现与GB/T 12459-2005 《钢制对焊无缝管件》、GB/T 13401-2005 《钢板制对焊管件》、GB/T 19326-2012《钢制承插焊、螺纹和对焊支管座》标准及D1630D-GI00-PR01-SP14《清管三通技术规格书》相冲突的条款,应以最严格的为准。 2 规范性引用文件 下列文件中的条款通过本文件的引用而成为本文件的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本文件,然而,鼓励根据本文件达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本文件。 GB 150 钢制压力容器 GB/T 223 钢铁及合金化学分析方法 GB/T 228 金属材料室温拉伸试验方法 GB/T 229 金属材料夏比摆锤冲击试验方法 GB/T 232 金属材料弯曲试验方法 GB/T 9711-2011 石油天然气工业管线输送系统用钢管 GB/T 10561 钢中非金属夹杂物显微评定方法 GB/T 12459-2005 钢制对焊无缝管件 GB/T 13401-2005 钢板制对焊管件 GB/T 19326-2012 钢制承插焊、螺纹和对焊支管座 GB 50251 输气管道工程设计规范 GB 50253 输油管道工程设计规范 NB/T 47008-2010 承压设备用碳素钢和合金钢锻件 NB/T 47013-2015 承压设备无损检测 NB/T 47014-2011 承压设备用焊接工艺 JB/T 4711 压力容器涂敷与运输包装
液压管接头标准型录
到目前为止比较全的液压管接头标准型录卡套式管接头标准型录511XX GB 3737.1-83 卡套式直通管接头;GB 3733.1-83 卡套式端直通管接头;GB 3735.1-83 卡套式端直通长管接头;GB 3734.1-83 卡套式锥螺纹直通管接头;GB 3736.1-83 卡套式锥螺纹长管接头;GB 3756.1-83 卡套式对接直通管接头;GB 3754.1-83 卡套式端对接直通管接头;GB 3755.1-83 卡套式锥螺纹对接直通管接头;JB/ZQ 4401-97 卡套式圆锥管螺纹直通管接头;JB/ZQ 4402-97 卡套式圆锥管螺纹长管接头;JB/ZQ 4406-97 卡套式圆锥管螺纹对接直通管接头;============================================================== =============== GB 3737.2-83 卡套式直通接头体;GB 3733.2-83 卡套式端直通管接体;GB 3735.2-83 卡套式端直通长管接体;GB 3734.2-83 卡套式锥螺纹直通接头体;GB 3736.2-83 卡套式锥螺纹长管接体;GB 3756.2-83 卡套式对接直通接头体;GB 3754.2-83 卡套式端对接直通接头体;GB 3755.2-83 卡套式锥螺纹对接直通接头体;512XX GB 3740.1-83 卡套式直角管接头;GB 3738.1-83 卡套式端直角管接头;GB 3739.1-83 卡套式锥螺纹直角管接头;GB 3757.1-83 卡套式端对接直角管接头;GB 3758.1-83 卡套式锥螺纹对接直角管接头;JB/ZQ 4403-97 卡套式圆锥管螺纹直角管接头;JB/ZQ 4407-97 卡套式圆锥管螺纹对接直角管接头;============================================================== =============== GB 3740.2-83 卡套式直角接头体;GB 3738.2-83 卡套式端直角接头体;GB 3739.2-83 卡套式锥螺纹直角接头体;GB 3757.2-83 卡套式端对接直角接头体;GB 3758.2-83 卡套式锥螺纹对接直角接头体;513XX GB 3745.1-83 卡套式三通管接头;GB 3741.1-83 卡套式端三通管接头;GB 3742.1-83 卡套式锥螺纹三通管接头;JB/ZQ 4404-97 卡套式圆锥管螺纹三通管接头;============================================================== =============== GB 3745.2-83 卡套式三通接头体;GB 3741.2-83 卡套式端三通管接体;GB 3742.2-83 卡套式锥螺纹三通管接体;1 514XX GB 3746.1-83 卡套式四通管接头;GB 3746.2-83 卡套式四通接头体;============================================================== =============== 515XX GB 3743.1-83 卡套式端直角三通管接头;GB 3744.1-83 卡套式锥螺纹直角三通管接头;GB 3752.1-83 卡套式组合直角管接头;GB 3743.2-83 卡套式端直角三通接头体;GB 3744.2-83 卡套式锥螺纹直角三通接头体;GB 3752.2-83 卡套式组合直角接头体;JB/ZQ 4405-97 卡套式圆锥管螺纹直角三通管接头;GB 3753.1-83 卡套式组合三通管接头;GB 3753.2-83 卡套式组合三通接头体;============================================================== =============== 516XX GB 3747.1-83 卡套式焊接管接头;GB 3750.1-83 卡套式饺接管接头;GB 3750.3-83 卡套式饺接六角螺栓;GB 3748.1-83 卡套式隔壁直通管接头;GB 3748.2-83 卡套式隔壁直通接头体;GB 3749.1-83 卡套式隔壁直角管接头;GB 3749.2-83 卡套式隔壁直角接头体;============================================================== =============== GB 3747.2-83 卡套式焊接接头体;GB 3750.2-83 卡套式饺接接头体;510XX GB 3751.1-83 卡套式压力表管接头;GB 3759 -83 卡套式管接头用螺母;GB 3760 -83 卡套式管接头用对接螺母;GB 3761 -83 卡套式管接头用锥体环;GB 3762 -83 卡套式管接头用尖角密封垫圈;GB 3763 -83 卡套式管接头用六角薄螺母;(GB 3765 -83 卡套式管接头技术条件)GB 3764 -83 卡套;============================================================== =============== GB 3751.2-83 卡套式压力表接头体; 2 焊接式管接头标准型录501XX JB970-77 焊接式直通管接头;JB/ZQ4207-86 锥密封焊接式直通管接头;(JB/ZQ4773~4782-2006 焊接式管接头;JB/ZQ4783-2006 焊接式直通管接头体;) JB/T6381.1-92 锥密封焊接式直通管接头;JB/T6381.2-92 锥密封焊接式直通圆柱管螺纹管接头;JB/T6381.3-92 锥密封焊接式直
管件的各国家标准
各种管件的标准名称对照表 国家标准 GB12459钢制对焊无缝管件 GB/T13401钢板制对焊管件 GB/T14383锻钢制承插焊管件 GB/T14626锻钢制螺纹管件 GB9112-9131钢制管法兰、法兰盖及法兰用垫片 中石化标准 SH3406石油化工钢制管法兰 SH3408钢制对焊无缝管件 SH3409锻钢制承插焊管件 SH3410钢板制对焊管件 化工标准 HGJ514碳钢、低合金钢无缝对焊管件 HGJ528钢制有缝对焊管件 HGJ10锻钢制承插焊管件 HGJ529锻钢制承插焊、螺纹和对焊接管台 HGJ-44-76-91钢制管法兰、垫片、紧固件 HG20592-20635钢制管法兰、垫片、紧固件 中石油标准 SY/T0510-1998钢制对焊管件 SY5257-91钢制弯管 电力标准 GD87-1101火电发电厂汽水管道零件及部件典型设计手册DL/T515电站弯管 美国标准 ASME/ANSI B16.9工厂制造的锻钢对焊管件 ASME/ANSI B16.11承插焊和螺纹锻造管件 ASME/ANSI B16.28钢制对焊小半径弯头和回头弯ASME B16.5管法兰和法兰配件 ASME/ANSI B16.36孔板法兰 ASME B16.47大直径钢法兰 MSS SP-43锻制不锈钢对焊管件 MSS SP-83承插焊和螺纹活接头 MSS SP-97承插焊、螺纹和对焊端的整体加强式管座ANSI/ASME B36.10无缝及焊接钢管 ANSI/ASME B36.19不锈钢无缝及焊接钢管 日本标准 JIS B2311通用钢制对焊管件 JIS B2312钢制对焊管件 JIS B2313钢板制对焊管件 JIS B2316钢制承插焊管件
液压管接头尺寸对照表
液压接头标准 液压管接头—螺纹标准二 一. 螺纹的分类 1. 螺纹分内螺纹和外螺纹两种; 2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3. 按线数分单头螺纹和多头螺纹; 4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×; 5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二. 米制普通螺纹 1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; . 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×表示细牙螺纹、其中螺距为。 . 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3. 米制普通螺纹的标记:M20-6H、M20×,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; . 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-~;加工外螺纹光杆直径取φ=公称直径-: 表1 常用米制普通粗牙螺纹的直径/螺距 公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径 M5 M24 3 21 M6 1 5 M27 3 24 M8 M30 M10 M33 M12 M36 4 32 M14 2 12 M42 M16 2 14 M48 5 43 M18 M56 50 M20 M64 6 58 . 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=,其中D为公称直径,P为螺距。 三. 用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1. 用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。
管件标准大全
管件标准大全 国家标准: 标准号描述 GB12459 钢制对焊无缝管件 GB/T13401 钢板制对焊管件 GB/T14383 锻钢制承插焊管件 GB/T14626 锻钢制螺纹管件 GB9112-9131 钢制管法兰、法兰盖及法兰用垫片 中石化标准: 标准号描述 SH3406 石油化工钢制管法兰 SH3408 钢制对焊无缝管件 SH3409 锻钢制承插焊管件 SH3410 钢板制对焊管件 化工标准: 标准号描述 HGJ514 碳钢、低合金钢无缝对焊管件HGJ528 钢制有缝对焊管件 HGJ10 锻钢制承插焊管件 HGJ529 锻钢制承插焊、螺纹和对焊接管台HGJ-44-76-91 钢制管法兰、垫片、紧固件 HG20592-20635 钢制管法兰、垫片、紧固件 中石油标准: 标准号描述 SY/T0510-1998 钢制对焊管件 SY5257-91 钢制弯管
电力标准: 标准号描述 GD87-1101 火电发电厂汽水管道零件及部件典型设计手册 DL/T515 电站弯管 美国标准: 标准号描述 ASME/ANSI B16.9 工厂制造的锻钢对焊管件 ASME/ANSI B16.11 承插焊和螺纹锻造管件 ASME/ANSI B16.28 钢制对焊小半径弯头和回头弯 ASME B16.5 管法兰和法兰配件 MSS SP-43 锻制不锈钢对焊管件 MSS SP-83 承插焊和螺纹活接头 MSS SP-97 承插焊、螺纹和对焊端的整体加强式管座 日本标准: 标准号描述 JIS B2311 通用钢制对焊管件 JIS B2312 钢制对焊管件 JIS B2313 钢板制对焊管件 JIS B2316 钢制承插焊管件 管件材质 碳钢 10# 20# A3 Q235A 20g 20G 16Mn ASTM A234 ASTM A105 ASTM A403等 合金钢 16MnR Cr5Mo 12Cr1MoV 10CrMo910 15CrMo 12Cr2Mo1 A335P22 St45.8/ⅢA10bB 不锈钢 1Cr18Ni9Ti 0Cr18Ni9 00Cr19Ni10 0Cr17Ni12Mo2Ti 00Cr17Ni14Mo2 304 304L 316 316L等其他 API 5L X42 X52 X60 X70 等
管件标准大全
管件标准大全 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
管件标准大全 国家标准: 标准号描述 GB12459 钢制对焊无缝管件 GB/T13401 钢板制对焊管件 GB/T14383 锻钢制承插焊管件 GB/T14626 锻钢制螺纹管件 GB9112-9131 钢制管法兰、法兰盖及法兰用垫片 中石化标准: 标准号描述 SH3406 石油化工钢制管法兰 SH3408 钢制对焊无缝管件 SH3409 锻钢制承插焊管件 SH3410 钢板制对焊管件 化工标准: 标准号描述 HGJ514 碳钢、低合金钢无缝对焊管件 HGJ528 钢制有缝对焊管件 HGJ10 锻钢制承插焊管件 HGJ529 锻钢制承插焊、螺纹和对焊接管台 HGJ-44-76-91 钢制管法兰、垫片、紧固件 HG20592-20635 钢制管法兰、垫片、紧固件 中石油标准: 标准号描述 SY/T0510-1998 钢制对焊管件 SY5257-91? 钢制弯管 电力标准: 标准号描述 GD87-1101 火电发电厂汽水管道零件及部件典型设计手册DL/T515 电站弯管 美国标准: 标准号描述 ASME/ANSI B16.9 工厂制造的锻钢对焊管件 ASME/ANSI B16.11 承插焊和螺纹锻造管件 ASME/ANSI B16.28 钢制对焊小半径弯头和回头弯 ASME??B16.5? 管法兰和法兰配件 MSS????SP-43? 锻制不锈钢对焊管件 MSS????SP-83? 承插焊和螺纹活接头 MSS????SP-97? 承插焊、螺纹和对焊端的整体加强式管座 日本标准:
钢制管件制造工艺规范
文件号: 项目号: 日期:2016.11. 钢制管件制造工艺规范 阶段:A版 钢制管件 制造工艺规范 (MPS文件) 说明编制审核批准日期 供招标
目录 1 范围 (2) 2 规范性引用文件 (2) 3 制造工艺流程 (3) 4 管件基本参数 (4) 5 原材料要求 (5) 6 制造工艺要求 (6) 7 性能要求 (15) 8 几何尺寸、形状允许偏差 (16) 9 工艺质量和缺陷处理 (18) 10 检验和试验 (18) 11 设计验证试验 (22) 12 标志 (24) 13 防护与包装 (24) 14 产品质量合格证明书 (25)
1 范围 1.1 本文件规定了山东港联化董家口港-潍坊-鲁中、鲁北输油管道工程管(一期)管件采购项目用L245N、L360M、L450M等材质钢制管件生产的基本参数、原材料、制造工艺、材料性能、几何尺寸与允许偏差、工艺质量与缺陷修补、检验与实验、标志、涂层与保护、质量证明书及装运的要求。 1.2 本MPS文件应和GB/T 12459-2005《钢制对焊无缝管件》、GB/T 13401-2005《钢板制对焊管件》、GB/T 19326-2012《钢制承插焊、螺纹和对焊支管座》标准及D1630D-GI00-PR01-SP14《清管三通技术规格书》一起使用,凡是出现与GB/T 12459-2005 《钢制对焊无缝管件》、GB/T 13401-2005 《钢板制对焊管件》、GB/T 19326-2012《钢制承插焊、螺纹和对焊支管座》标准及D1630D-GI00-PR01-SP14《清管三通技术规格书》相冲突的条款,应以最严格的为准。 2 规范性引用文件 下列文件中的条款通过本文件的引用而成为本文件的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本文件,然而,鼓励根据本文件达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本文件。 GB 150 钢制压力容器 GB/T 223 钢铁及合金化学分析方法 GB/T 228 金属材料室温拉伸试验方法 GB/T 229 金属材料夏比摆锤冲击试验方法 GB/T 232 金属材料弯曲试验方法 GB/T 9711-2011 石油天然气工业管线输送系统用钢管 GB/T 10561 钢中非金属夹杂物显微评定方法 GB/T 12459-2005 钢制对焊无缝管件 GB/T 13401-2005 钢板制对焊管件 GB/T 19326-2012 钢制承插焊、螺纹和对焊支管座 GB 50251 输气管道工程设计规范 GB 50253 输油管道工程设计规范 NB/T 47008-2010 承压设备用碳素钢和合金钢锻件 NB/T 47013-2015 承压设备无损检测 NB/T 47014-2011 承压设备用焊接工艺 JB/T 4711 压力容器涂敷与运输包装 SY/T 0609 优质钢制对焊管件规范 Q/SY GJX106 油气输送管道工程用DN400及以上管件技术条件 ISO 9001 质量管理体系要求 API SPEC 5L Specification for Line Pipe
普通液压管接头尺寸
普通液压管接头尺寸 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
胶管总成两端弯头间装配角表示 角度关系:把胶管总成拉直,并沿直线方向看,把远离的一头置垂直方向,按顺时针测量近处一个与远处垂直放置的之间的夹角,即为胶管总成的装配角。如上图所示,表示方法为V225°。如一端是直的,即无装配角。 ? ?代号:Z型英锥管外螺纹 胶管内径产品代号螺纹D 尺寸(mm) 胶管总成工作压力(MPa) C S ⅠⅡⅢ4S 6S 6 JX-06Z 1/4" 14 1 7 20 35 40 51 66 8 JX-08Z 3/8" 14 1 9 18 30 33 ? ? 61 10 JX-10Z 3/8" 14 19 16 28 31 51 59 13 JX-13Z 1/2" 19 22 14 25 27 43 47
16 JX-16Z 3/4" 19 30 11 20 22 39 44 19 JX-19Z 3/4" 19 30 9 16 18 34 42 25 JX-25Z 1" 24 36 7 14 15 27 33 32 JX-32Z 4" 25 46 4 11 12 20 24 38 JX-38Z 2" 25 50 4 9 9 17 20 51 JX-51Z 2" 26 65 3 8 8 17 20 代号:P型国际公制外螺纹74°外锥面 胶管内径产品代号螺纹D 尺寸(mm) 胶管总成工作压力(MPa) C S ⅠⅡⅢ4S 6S 6 JX-06P M14×15 1 7 20 35 40 51 66 8 JX-08P M16×16 17 18 30 33 ? ? 61 10 JX-10P M18×17 19 16 28 31 51 59
常规液压接头种类
一、接头种类 1、NPTF锥螺纹接头 说明:这是一种干密封螺纹;是用于输送燃油的国内锥管螺纹,既可用于外螺纹端接头,也可用于内螺纹端接头。NPTF外螺纹可与NPTF、NPSF或NPSM 内螺纹配合。NPTF管接头与BSPT管接头类似但不可互相换,大多数尺寸螺纹的螺距不同并且牙型角是60°,而BSPT螺纹的牙型角是55°。 2、JIC37°锥角内螺纹接头 说明:37°锥角(JIC)汽车工程师协会(SAE)规定37°锥角或锥座可用于高压液压管路。这类管接头通常称为JIC管接头。JIC外螺纹是直纹只能和JIC 内螺纹配合,JIC外螺纹是直螺纹,并具有37°锥座面,JIC内螺纹也是直螺纹,并具有37°锥座面。其密封在37°锥座面处形成,某些尺寸的螺纹与SAE45°锥角螺纹相同,应仔细测量锥角以进行区分。 3、SAE 45°锥角外螺纹接头 说明:SAE(45°锥角)这是用于具有45°锥角或锥座的管接头的术语。软铜管通常采用这种接头,因为该材料易于加工成45°角。这种管接头适用于低压应用场合-例如用于燃油管路和制冷管路。SAE 45°锥角外螺纹只能和SAE 45°锥角内螺纹配合。SAE外螺纹是直螺纹并具有45°锥座面。而SAE内螺纹也是直螺纹,并具有45°锥座面。其密封在45°锥座面处形成。某些尺寸的螺纹与SEA 37°锥角螺纹相同。应仔细测量锥角以进行区行。
4、O形圈端面密封外螺纹接头 说明:O形圈端密封外螺纹只能和O形圈端面密封内螺纹配合,外螺纹是直螺纹带O形圈;内螺纹是直螺纹带密封端面,外螺纹在O形圈处密封,而内螺纹在密封端面处密封。 5、O形圏法兰-SAE J518 说明:SAE J518SAE 61型和62型四螺栓分离式法兰通常在世界范围内广泛应用于连接泵与马达。 此处有三种例外情况; 1. 倍乘系数-10,不是SAE标淮尺寸,但在北美以外地区却应用很普遍 2. 卡特彼勒式法兰,具有一个较厚的法兰头(表中尺寸"C"),其外径与SAE