柯尼卡美能达复印机常见故障及解决方法
柯尼卡美能达复印机常见故障及解决方法症状解决方法
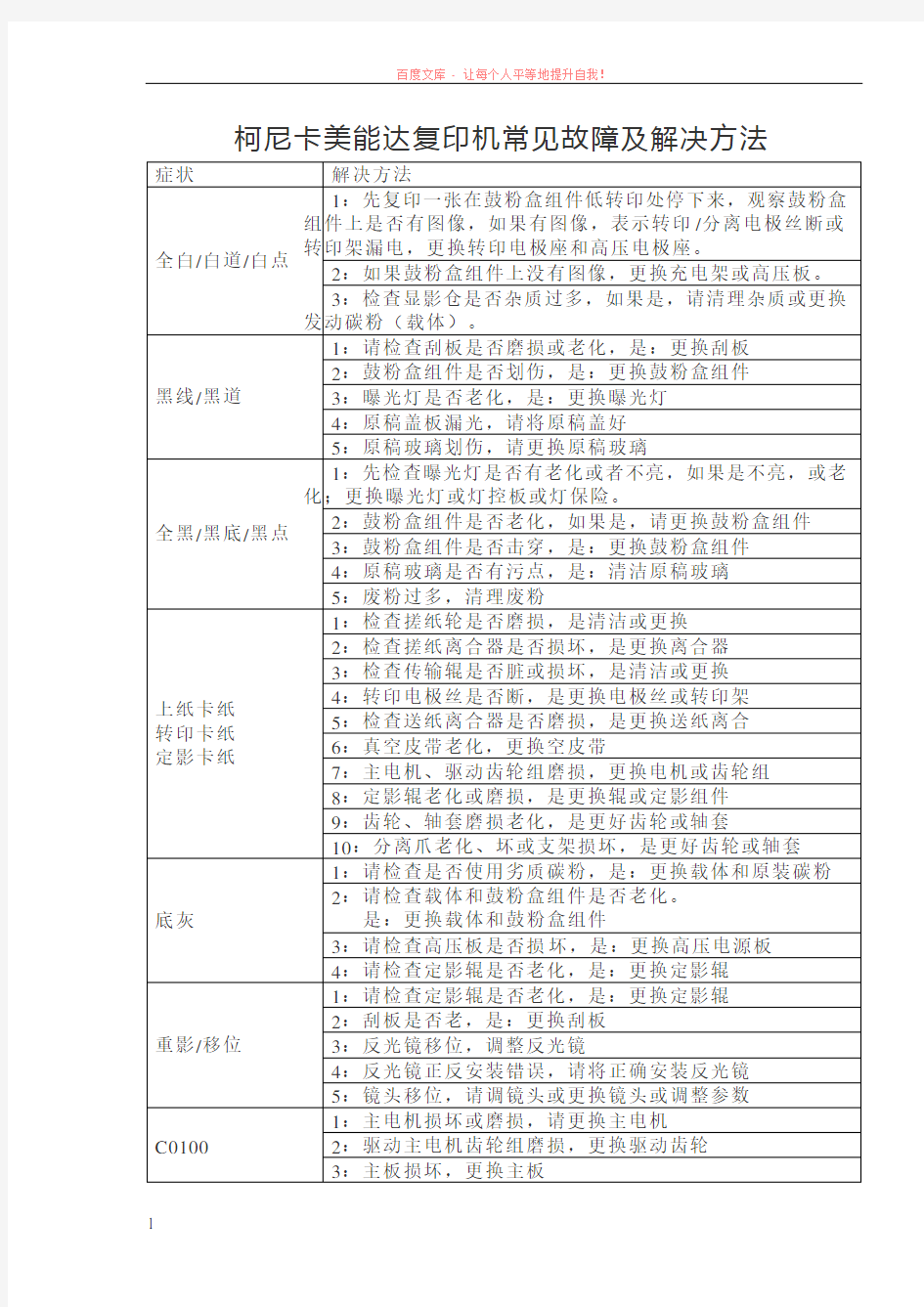
全白/白道/白点
1:先复印一张在鼓粉盒组件低转印处停下来,观察鼓粉盒组件上是否有图像,如果有图像,表示转印/分离电极丝断或转印架漏电,更换转印电极座和高压电极座。
2:如果鼓粉盒组件上没有图像,更换充电架或高压板。
3:检查显影仓是否杂质过多,如果是,请清理杂质或更换发动碳粉(载体)。
黑线/黑道1:请检查刮板是否磨损或老化,是:更换刮板2:鼓粉盒组件是否划伤,是:更换鼓粉盒组件3:曝光灯是否老化,是:更换曝光灯
4:原稿盖板漏光,请将原稿盖好
5:原稿玻璃划伤,请更换原稿玻璃
全黑/黑底/黑点
1:先检查曝光灯是否有老化或者不亮,如果是不亮,或老化;更换曝光灯或灯控板或灯保险。
2:鼓粉盒组件是否老化,如果是,请更换鼓粉盒组件
3:鼓粉盒组件是否击穿,是:更换鼓粉盒组件
4:原稿玻璃是否有污点,是:清洁原稿玻璃
5:废粉过多,清理废粉
上纸卡纸转印卡纸定影卡纸1:检查搓纸轮是否磨损,是清洁或更换
2:检查搓纸离合器是否损坏,是更换离合器
3:检查传输辊是否脏或损坏,是清洁或更换
4:转印电极丝是否断,是更换电极丝或转印架
5:检查送纸离合器是否磨损,是更换送纸离合
6:真空皮带老化,更换空皮带
7:主电机、驱动齿轮组磨损,更换电机或齿轮组8:定影辊老化或磨损,是更换辊或定影组件
9:齿轮、轴套磨损老化,是更好齿轮或轴套
10:分离爪老化、坏或支架损坏,是更好齿轮或轴套
底灰1:请检查是否使用劣质碳粉,是:更换载体和原装碳粉2:请检查载体和鼓粉盒组件是否老化。
是:更换载体和鼓粉盒组件
3:请检查高压板是否损坏,是:更换高压电源板
4:请检查定影辊是否老化,是:更换定影辊
重影/移位1:请检查定影辊是否老化,是:更换定影辊2:刮板是否老,是:更换刮板
3:反光镜移位,调整反光镜
4:反光镜正反安装错误,请将正确安装反光镜5:镜头移位,请调镜头或更换镜头或调整参数
C0100 1:主电机损坏或磨损,请更换主电机
2:驱动主电机齿轮组磨损,更换驱动齿轮3:主板损坏,更换主板
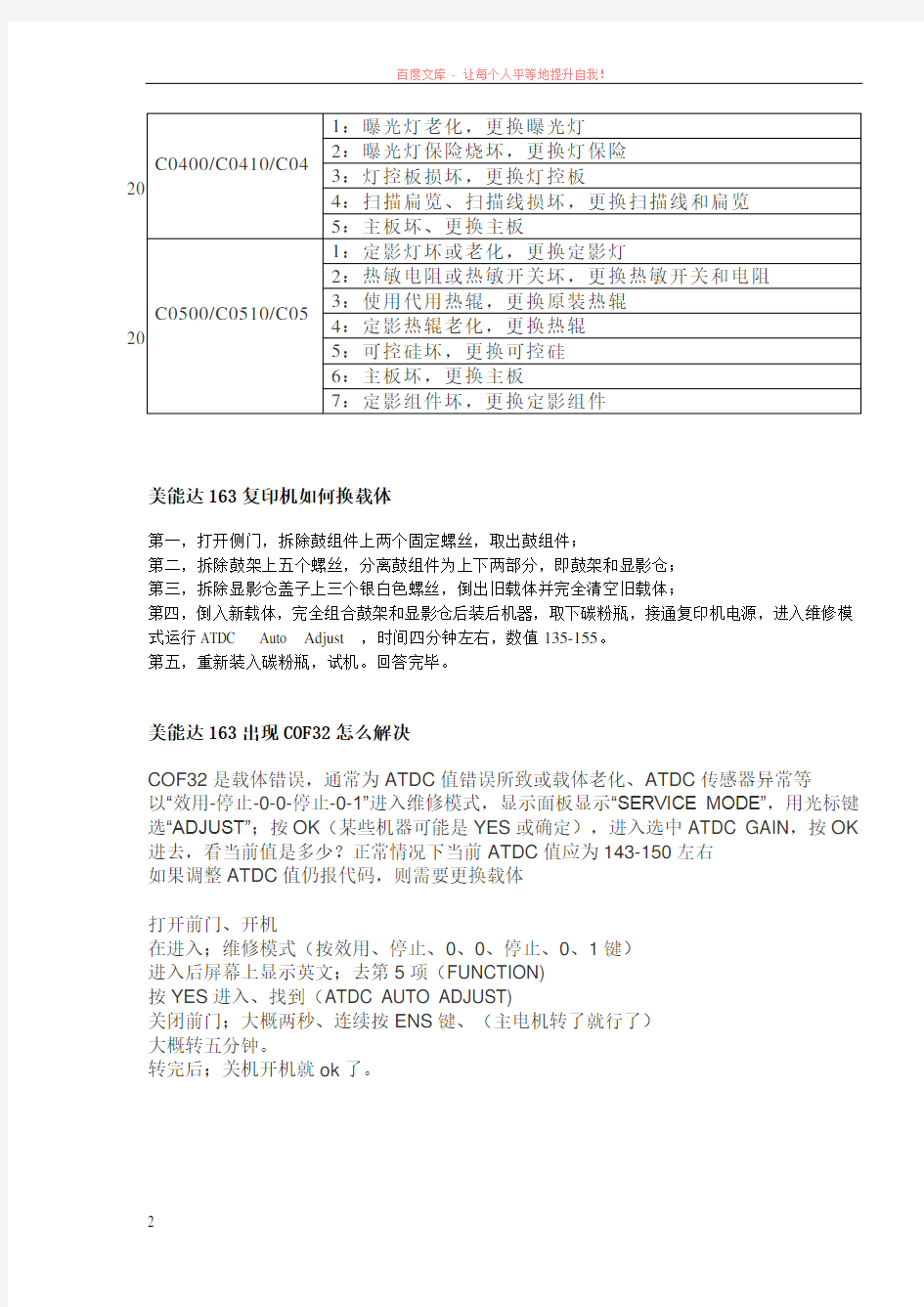
C0400/C0410/C04 20 1:曝光灯老化,更换曝光灯
2:曝光灯保险烧坏,更换灯保险
3:灯控板损坏,更换灯控板
4:扫描扁览、扫描线损坏,更换扫描线和扁览5:主板坏、更换主板
C0500/C0510/C05 20 1:定影灯坏或老化,更换定影灯
2:热敏电阻或热敏开关坏,更换热敏开关和电阻3:使用代用热辊,更换原装热辊
4:定影热辊老化,更换热辊
5:可控硅坏,更换可控硅
6:主板坏,更换主板
7:定影组件坏,更换定影组件
美能达163复印机如何换载体
第一,打开侧门,拆除鼓组件上两个固定螺丝,取出鼓组件;
第二,拆除鼓架上五个螺丝,分离鼓组件为上下两部分,即鼓架和显影仓;
第三,拆除显影仓盖子上三个银白色螺丝,倒出旧载体并完全清空旧载体;
第四,倒入新载体,完全组合鼓架和显影仓后装后机器,取下碳粉瓶,接通复印机电源,进入维修模式运行ATDC Auto Adjust ,时间四分钟左右,数值135-155。
第五,重新装入碳粉瓶,试机。回答完毕。
美能达163出现COF32怎么解决
COF32是载体错误,通常为ATDC值错误所致或载体老化、ATDC传感器异常等
以“效用-停止-0-0-停止-0-1”进入维修模式,显示面板显示“SERVICE MODE”,用光标键选“ADJUST”;按OK(某些机器可能是YES或确定),进入选中ATDC GAIN,按OK 进去,看当前值是多少?正常情况下当前ATDC值应为143-150左右
如果调整ATDC值仍报代码,则需要更换载体
打开前门、开机
在进入;维修模式(按效用、停止、0、0、停止、0、1键)
进入后屏幕上显示英文;去第5项(FUNCTION)
按YES进入、找到(ATDC AUTO ADJUST)
关闭前门;大概两秒、连续按ENS键、(主电机转了就行了)
大概转五分钟。
转完后;关机开机就ok了。
热式压铸机常见故障及排除
热式压铸机常见故障及排除 由于热式压铸机是在高温、高压、高速下工作,工作条件较为恶劣,在连续长时间工作后,难免会出现故障,如异响、动作不平稳、甚至机器停在某一位置不动、循环进行不下去。这些故障情况一旦出现,操作者就应引起高度重视,仔细观察,判断故障发生部位及可能之原因,及时排除故障,以保证正常生产。对于一般PLC控制的压铸机,由于没有故障揭示,只能根据故障前后出现的现象、PLC控制程序所需的条件来判断,排除故障的难度较大一些;对于PC控制的压铸机,由于具有较丰富的自诊断功能,即故障揭示及监控报警功能,正常情况下,报警与所监控的部位有关,比较容易诊断处理。总之,压铸机一旦出现故障,都需要操作者或维修者及时进行综合分析,查找原因,予以排除。 压铸机常见故障为:动作不灵、无动作、无压力、动作失误等,排除这些故障的关键在于区分它是属于电气、液压还是机械故障,而掌握压铸机的结构和工作原理以及每个动作相关的输入、输出条件,压铸机液压系统工作原理以及压力、速度调整方法是排除故障的基础。任何不正常的声响、紧固件松动、零件变形、不正常的移位都需要及时检查维修。下面重点分析、介绍热式压铸机常见的10种故障现象的可能原因及排除。 1 不能锁模或锁模一段后自停,不能锁到位,能开模 可能的原因及排除 (1)锁模条件被破坏 ①前或后安全门未关 排除:关门或检查安全门吉掣是否压到位?是否有信号输出或吉掣损坏? ②锁模油阀无动作 排除:a.检查各输出点是否有信号输出或接线是否松脱? b.检查锁模油路中相关油阀,如:锁模油阀、比例阀、方向阀等是否卡死或电磁铁线圈是否损坏? c.输出压力、流量(速度)是否正常? ③顶针未回原位 排除:检查顶出行程调整是否过大,感应不到?近接开关是否无信号或损坏?顶针油路中相关油阀动作不灵或卡死? ④机械手未回原位 排除:检查接近开关是否失效?或气阀动作不灵?卡死?在不使用气动打头时应将机械手扎住,以免震松,机械手下垂导致误报警。 ⑤锁模解码器参数变化 排除:a.检查锁模解码器是否有信号输出或损坏而无法计数? b.连接锁模解码器的齿轮、齿条是否损坏、松动或解码器支架是否松动导致计
美能达维修代码大全
美能达维修代码大全(复印机维修操作工必备) 故障代码:F10-1PRDB(打印机驱动板)与CB(总控制板)间的串行通信故障 【PRDB(打印机驱动板)与CB(总控制板)】 F10-2 连续两次没有响应PRDB(打印机驱动板)的A/D转换请求 【PRDB(打印机驱动板)】 F10-9 PRDB(打印机驱动板)通讯错误,SRGA(串行门阵列)错误 【PRDB(打印机驱动板)与CB(总控制板)】 F18-1 主电机上纸盘PS7接通后26秒内未能接通 【PRDB(打印机驱动板)M7(纸盘电机(上))PS7(纸盘上限检测(上))】F18-2 主电机下纸盘PS10接通后26秒内未能接通 【PRDB(打印机驱动板)M8(纸盘电机(下))PS10(纸盘上限检测(下))】F18-3 DB上纸盘PS102在M101接通后26内未能接通 【PFU DB(PFU驱动板或LCT DB(LCT驱动板)M101,PS102(上限检测(上)】 F18-4 DB下纸盘PS107在M102接通后26内未能接通 【PFU DB(PFU驱动板)M102,PS107(上限检测(下))】 F22-1 内部过热:鼓外温度超过47度 【TCSB(墨粉控制传感器板FM4机器冷却风扇】 F23-1 PCL连接器被拨下 【PCL连接器,PRDB(打印机驱动板)】 F26-1 L检测数据错误,如果在由TLD(墨粉检测)完成检测之前的L检测电源超过26V,则自动补粉特性应能恢复墨粉浓度,若此特性不能恢复浓度,则错误发生。 【TDS(墨粉传感器)TLD(墨粉检测传感器)PRDB(打印机驱动板)补粉组件】 F26-2 TDS(墨粉传感器)输出异常最大的TDS输出电压为超过1.0V 【TDS(墨粉传感器)PRDB(打印机驱动板)显影剂】 F26-3 TDS(墨粉传感器)输出异常/最大的TDS输出电压为未达到0.5V 【TDS(墨粉传感器)/PRDB(打印机驱动板)/主电机/显影剂螺旋/显影器的连接器】 F28-1 充电错误,在100毫秒间隔内检测到3次EM检测信号 【充电电晕器/HV(高压组件)/ PRDB(打印机驱动板】 F28-2 在20毫秒间隔内检测到3次异常转印漏电或5次检测到此信号 【转印电晕器/HV(高压组件)/ PRDB(打印机驱动板】 F28-3 在20毫秒间隔内检测到3次异常分离漏电或5次检测到此信号 【分离电晕器/HV(高压组件)/ PRDB(打印机驱动板】 F28-4 载体吸附力出错,初始充电期间检测密度块检测传感器的输出。如果浓度表明载体吸附力有误,则出现此错误。 【HV(高压组件)/ PRDB(打印机驱动板)/ TDS(墨粉传感器)】 F34-1 TH1(定影温度传感器1)检测到异常温度,TH1持续0.4秒检测到温度保持在231度以上【TH1(定影温度传感器1)/ TH2(定影温度传感器2)/L2定影加热灯1/L3定影加热灯2/ PRDB(打印机驱动板)/DCPS(DC电源)解除故障:用25方式将DIPSW3-1设定为“0‘后,关闭SW2(副电源开关)然后在接通,如果不进行此操作,接通电源后仞会重复此错误】 F34-2 TH2(定影温度传感器1)检测到异常温度,TH2持续0.4秒检测到温度保持在231度以上 【同F34-1的定义】 F35-1 TH1(定影温度传感器1)检测到异常低温,空转期间,如果主电机接通超过10秒,则出现此错误【同F34-1的定义】 F35-2 TH1(定影温度传感器1)检测到异常低温,在空转或复印期间TH1连
压铸机常见故障与排除
压铸机常见故障与排除 1、 油泵电机不能启动 电源及线路故障 润滑异常 溢流阀压力过高 溢流阀未卸荷 油位过低 吸油管路堵塞 2、 泵不排油,压力不足 油泵转向不对 油泵故障 泵吸油口漏气或堵塞 溢流 阀失灵 液压管路泄漏 液压油过稀 油缸等泄漏 3、 油泵噪声过大 吸油管路堵塞 吸油管路漏气 压力超高 油泵故障 4、 液压油温长升过高 溢 流时间长 冷却水不足 热交换器水路垢 油粘度低 液压管路内漏 油箱油位过低 检修有关线路 检查润滑压力/液面 调整压力 检修溢流阀及电气线路 向油箱吸油过滤器及管路 清 洗吸油过滤器及管路 调整接线 检修油泵 检修吸油管密圭寸 检修溢流阀 检修管路及液压阀 更换油或调节油温 检修电气线路 清洗吸油过滤器及管路 检修吸油管路密封 检修有关压力控制阀 检修或更换油泵 调整卸荷时间 增大水流量或降低水温 清洗水垢 换油 检修有关部位 加油 5、不能联动或不进行下一动作 未复原位,限位开关未动作 手动复位,检查限位开关动件及固定情况 控制线路失灵 检修电气线路 检修或更换 见第二项排除方法 检修有关部份 6、蓄能器压力波动过大 充液单向阀失灵阀未换向 油压不足 机械故障 检修单向阀
压射蓄能器的油压降太快 检修有关管路及阀的内漏 11、 开合模起始冲击大 快压射管路泄漏 7、快压射速度调不高 蓄能 快压射阀未开足或卡住 快排阀固障 充N 2 压力过低或过高 机械故障(油缸压射头等) 电控线路故障 检修管路及阀 检修系统压力 检修快压射阀 检修快排阀 调整充N 2压力 检修 检修有关线路 &压射后无增压 增压控制阀故障 电控线路故障 蓄能器油压过低 蓄能器充N 2 压力过低或过高 增压机构故障 检修 检修有关线路 调节压力 调整充N 2压力 检修 9、增压保压时间短 压射缸内漏 检修活塞密封 增压器部份密封不良 检修有关部份 10、 压射头回程身动前移 压射缸中有气体 可反复动作几次 合模缸两端缓冲不良 阀的换向过快 检修 降低阀换向速度
热式压铸机常见故障的排除
热式压铸机常见故障的排除 由于热式压铸机是在高温、高压、高速下工作,工作条件较为恶劣,在连续长时间工作后,难免会出现故障,如异响、动作不平稳、甚至机器停在某一位置不动、循环进行不下去。这些故障情况一旦出现,操作者就应引起高度重视,仔细观察,判断故障发生部位及可能之原因,及时排除故障,以保证正常生产。对于一般PLC控制 的压铸机,由于没有故障揭示,只能根据故障前后出现的现象、PLC 控制程序所需的条件来判断,排除故障的难度较大一些;对于PC控制的压铸机,由于具有较丰富的自诊断功能,即故障揭示及监控报警功能,正常情况下,报警与所监控的部位有关,比较容易诊断处理。总之,压铸机一旦出现故障,都需要操作者或维修者及时进行综合分析,查找原因,予以排除。 压铸机常见故障为:动作不灵、无动作、无压力、动作失误等,排除这些故障的关键在于区分它是属于电气、液压还是机械故障,而掌握压铸机的结构和工作原理以及每个动作相关的输入、输出条件,压铸机液压系统工作原理以及压力、速度调整方法是排除故障的基础。任何不正常的声响、紧固件松动、零件变形、不正常的移位都需要及时检查维修。下面重点分析、介绍热式压铸机常见的10 种故障现象的可能原因及排除。 1 不能锁模或锁模一段后自停,不能锁到位,能开模
可能的原因及排除 (1) 锁模条件被破坏 ①前或后安全门未关 排除:关门或检查安全门吉掣是否压到位是否有信号输出或吉 掣损坏 ②锁模油阀无动作 排除:a.检查各输出点是否有信号输出或接线是否松脱 b.检查锁模油路中相关油阀,如:锁模油阀、比例阀、方向阀 等是否卡死或电磁铁线圈是否损坏 c.输出压力、流量(速度) 是否正常 ③顶针未回原位 排除:检查顶出行程调整是否过大,感应不到近接开关是否无 信号或损坏顶针油路中相关油阀动作不灵或卡死 ④机械手未回原位排除:检查接近开关是否失效或气阀动作不灵 卡死在不使用气 动打头时应将机械手扎住,以免震松,机械手下垂导致误报警。⑤锁模解码器参数变化
铝合金压铸常问题及解决办法
铝合金压铸问题大全及解决办法 1、表面铸造缺陷 1.1 拉伤 (1)特征: ①沿开模方向铸件表面呈线条状的拉伤痕迹,有一定深度,严重时为整面拉伤;②金属液与模具表面粘和,导致铸件表面缺料。 (2)产生原因: ①模具型腔表面有损伤;②出模方向无斜度或斜度过小;③顶出不平衡; ④模具松动:⑤浇铸温度过高或过低,模具温度过高导致合金液粘附;⑥脱模剂使用效果不好:⑦铝合金成分含铁量低于O.8%;⑧冷却时间过长或过短。 (3)处理方法: ①修理模具表面损伤;②修正斜度,提高模具表面光洁度;③调整顶杆,使顶出力平衡;④紧固模具;⑤控制合理的浇铸温度和模具温度1 80-250。;⑥更换脱模剂: ⑦调整铝合金含铁量;⑧调整冷却时间;⑨修改内浇口,改变铝液方向。 1.2 气泡 (1)特征: 铸件表面有米粒大小的隆起表皮下形成的空洞. (2)产生原因
①合金液在压室充满度过低,易产生卷气,压射速度过高;②模具排气不良;③熔液未除气,熔炼温度过高;④模温过高,金属凝固时间不够,强度不够,而过早开模顶出铸件,受压气体膨胀起来;⑤脱模剂太多;⑥内浇口开设不良,充填方向交接。 (3)处理方法 ①改小压室直径,提高金属液充满度;②延长压射时间,降低第一阶段压射速度,改变低速与高速压射切换点;③降低模温,保持热平衡;④增设排气槽、溢流槽,充分排气,及时清除排气槽上的油污、废料;⑤调整熔炼工艺,进行除气处理;⑥留模时间适当延长:⑦减少脱模剂用量。 1.3 裂纹 (1)特征: ①铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋势;②冷裂隙开裂处金属没被氧化;③热裂一开裂处金属已被氧化。 (2)产生原因: ①合金中铁含量过高或硅含量过高;②合釜有害杂质的含量过高,降低了合金的塑性;③铝硅铜合金含锌量过高或含铜量过低;④模具,特别是模腔整体温度太低; ⑤铸件壁厚、薄存有剧烈变化之处收缩受阻,尖角位形成应力;⑥留模时间过长,应力大; ⑦顶出时受力不均匀。 (3)处理方法: ①正确控制合金成分,在某些情况下可在合金中加纯铝锭以降低合金中含镁量或铝合金中加铝硅中间合金以提高硅含量;②改变铸件结构,加角,改变出模斜度,
柯尼卡美能达复印机常见故障及解决方法
柯尼卡美能达复印机常见故障及解决方法症状解决方法 全白/白道/白点 1:先复印一张在鼓粉盒组件低转印处停下来,观察鼓粉盒组件上是否有图像,如果有图像,表示转印/分离电极丝断或转印架漏电,更换转印电极座和高压电极座。 2:如果鼓粉盒组件上没有图像,更换充电架或高压板。 3:检查显影仓是否杂质过多,如果是,请清理杂质或更换发动碳粉(载体)。 黑线/黑道1:请检查刮板是否磨损或老化,是:更换刮板2:鼓粉盒组件是否划伤,是:更换鼓粉盒组件3:曝光灯是否老化,是:更换曝光灯 4:原稿盖板漏光,请将原稿盖好 5:原稿玻璃划伤,请更换原稿玻璃 全黑/黑底/黑点 1:先检查曝光灯是否有老化或者不亮,如果是不亮,或老化;更换曝光灯或灯控板或灯保险。 2:鼓粉盒组件是否老化,如果是,请更换鼓粉盒组件 3:鼓粉盒组件是否击穿,是:更换鼓粉盒组件 4:原稿玻璃是否有污点,是:清洁原稿玻璃 5:废粉过多,清理废粉 上纸卡纸转印卡纸定影卡纸1:检查搓纸轮是否磨损,是清洁或更换 2:检查搓纸离合器是否损坏,是更换离合器 3:检查传输辊是否脏或损坏,是清洁或更换 4:转印电极丝是否断,是更换电极丝或转印架 5:检查送纸离合器是否磨损,是更换送纸离合 6:真空皮带老化,更换空皮带 7:主电机、驱动齿轮组磨损,更换电机或齿轮组8:定影辊老化或磨损,是更换辊或定影组件 9:齿轮、轴套磨损老化,是更好齿轮或轴套 10:分离爪老化、坏或支架损坏,是更好齿轮或轴套 底灰1:请检查是否使用劣质碳粉,是:更换载体和原装碳粉2:请检查载体和鼓粉盒组件是否老化。 是:更换载体和鼓粉盒组件 3:请检查高压板是否损坏,是:更换高压电源板 4:请检查定影辊是否老化,是:更换定影辊 重影/移位1:请检查定影辊是否老化,是:更换定影辊2:刮板是否老,是:更换刮板 3:反光镜移位,调整反光镜 4:反光镜正反安装错误,请将正确安装反光镜5:镜头移位,请调镜头或更换镜头或调整参数 C0100 1:主电机损坏或磨损,请更换主电机 2:驱动主电机齿轮组磨损,更换驱动齿轮3:主板损坏,更换主板
热式压铸机常见故障的排除示范文本
热式压铸机常见故障的排 除示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
热式压铸机常见故障的排除示范文本使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 由于热式压铸机是在高温、高压、高速下工作,工作 条件较为恶劣,在连续长时间工作后,难免会出现故障, 如异响、动作不平稳、甚至机器停在某一位置不动、循环 进行不下去。这些故障情况一旦出现,操作者就应引起高 度重视,仔细观察,判断故障发生部位及可能之原因,及 时排除故障,以保证正常生产。对于一般PLC控制的压铸 机,由于没有故障揭示,只能根据故障前后出现的现象、 PLC控制程序所需的条件来判断,排除故障的难度较大一 些;对于PC控制的压铸机,由于具有较丰富的自诊断功 能,即故障揭示及监控报警功能,正常情况下,报警与所 监控的部位有关,比较容易诊断处理。总之,压铸机一旦 出现故障,都需要操作者或维修者及时进行综合分析,查
柯美打印机维修模式进入方法
一、打印机 1、pagepro1500W,1550DN和bizhub12P。 (1)、检查前盖板是否打开。 (2)、在按住[Go]按钮的同时打开电源开关。所有LED点亮后检查就绪LED是否熄灭,然后松开[Go] 按钮。 (3)、检查所有LED 是否熄灭,然后根据所需次数按下[Go] 按钮。 注意:各模式在按下[Go] 按钮后2 秒启动。 如果按下[Go] 按钮,则就绪LED 点亮。如果松开[Go] 按钮,则LED 熄灭。 2、pagepro1580MF,1590MF和bizhub 15,16。 (1)机器处于就绪状态时,依次按下“菜单”按钮和“开始”按钮。然后,按下四次按钮,进入维修保养模式。(也可使用“菜单”、*、2、8、6 和4 按钮进行操作) (2)机器鸣响1 秒钟,并且LCD 上显示“MAINTENANCE”,表示机器处于维修保养模式的初始状态:在此模式下,机器已准备好来自按钮的输入。 (3)如需选择下一页所示的任何维修保养模式功能,通过按钮进入要使用的维修保养模式。(输入下面的功能代码来执行相应的功能。) (?如需退出维修保养模式并切换到就绪状态,在维修保养模式的初始状态下按两次9 按钮。如果没有数字键,则按下或按钮。LCD 上显示“维修保养99”。然后按下“确定”按钮,机器返回就绪状态。 ?按下“停止/ 退出”按钮时,机器鸣响1 秒钟,并返回维修保养模式的初始状态。 ?进入不正确的维修保养模式时,机器鸣响1 秒钟,并返回维修保养模式的初始状态。) 3、Magicolor1600W,1650EN。 (1)选择(MAIN MENU)主菜单→(SERVICE MENU)维修菜单,然后按Mean Select
压铸机常见故障实例分析
热室压铸机常见故障实例分析 一、油泵不能起动: 分析:按油泵马达起动按钮,观察油泵马达继电器是否吸合。 (一)、若油泵马达继电器无法吸合则检查: 1、电源电路是否有电 2、油泵马达热继电器LR1是否动作或损坏 3、油泵马达继电器线圈是否烧坏 4、油泵马达起动按纽和停止按钮触点是否正常 5、N 线是否导通 (二)、若油泵马达继电器有吸合则检查: 1、油泵马达是否发生故障 2、电源电路是否缺相 3、油泵电机U1、W1 、V1、W2、U2、V2是否连正常 4、油泵电机装配是否过紧 二、按油泵马达起动按钮开关,马达跳闸。 1、油泵电机热继电器损坏或整定电流过小。 2、电压过低致使电流增大或三相电压不平衡 3、油泵电机三相绕组阻值不平衡 4、总压设定太高 5、油泵电机与油泵连接过紧 6、油泵控制回路故障 三、无总压: 分析:油泵马达起动后,按起动按钮。首先应观察电流表有无电流 (一)若有电流输出则检查: 1、油泵是否反转 2、溢流阀调节是否合适或损坏、卡死 3、电比例阀是否调节不当或卡死 4、油泵系统内泄严重 5、电比例阀节流子没装 6、二速阀阀芯换反 7、电比例与升降台阀插头插反 (二)若无电流输出则检查: 1、整流板是否电压正常,压力比例板是否调节不当或损坏。 2、观察电脑是否正常工作,看电脑上F0有无输出,B15有无输入。 3、检查电比例阀到P-01板之间是否接驳正常。 四、无自动 如果手动动作正常,而无自动动作应检查安全门吉掣是否正常及落料门吉掣是否正常半自动、全自动工作条件: 1、顶针回位 2、开模到位 3、锤头回位 4、机械手回位 5、落料电眼一直感应 五、不能调模
OK柯尼卡美能达7516震旦系列复印机维修代码1
柯尼卡美能达7516,震旦162维修代码 错误代码 c0000 主马达故障。c0045 定影冷却风扇马达故障。c004e 电源冷却风扇马达故障。c0070 主加粉马达故障。C00210 图像转印电压不正常。03ff 调整模式11非适当设置。c0500 预热故障。c0510 定影温度过低。c0520 定影温度过高。c0650 扫描原位传感器故障。c0b60 分页格切换马达故障。c0b80 移动马达故障。c0f32 adtc传感故障。C00f33 adtc感应器调整不当。c1038 引擎连接故障。c1200 asic/内存故障。c1300 棱镜马达故障。c13f0 hsync检测故障。c1468 eeprom出错。c14a3 ir 曝光灯故障。c0f32书中说明是 adtc传感故障,造成出代码的原因有以下几种可能,如有不同看法请跟贴。 使用了劣质代用碳粉2、载体老化3、下粉量过大4、粉检测传感器自身问题5、维修时对机器进行了总清而未正确设定 效用停00停01选第5按YES,atdc auto ad just按复印键,运行5分钟就OK Service Mode(维修模式) 效用停00停01一、 SERVICE'S CHOICE(技术维修选择)1、SHIPMENT DESTINATION (市场地区)2、MAINTENANCE COUNTER (保养计数器)3、IU LIFE STOP MODE (IU 寿命终止模式)4、ID ADJUST (ID 调整)5、VG ADJUST (VG 调整) 6、FUSER TEMP. Ad (PLAIN)(定影温度调整(普通纸)) 7、FUSER TEMP. Ad (THICK)(定影温度调整(厚纸)) 8、FUSER TEMP. Ad (OHP)(定影温度调整(OHP)) 9、LEADING EDGE ERAGE (前边缘消除)10、TRAILING EDGE ERAGE (后边缘消除)11、VERTICAL EDGE ERAGE (上下边缘消除)12、LOOP ADJUST (TRAY1)(波幅调整(第1 纸盒))13、LOOP ADJUST (TRAY2 TO TRAY5)*(波幅调整(第2 纸盒到第5 纸盒)*)14、LOOP ADJUST (DUPLEX)(波幅调整(双面))15、LOOP ADJUST (BYPASS)(波幅调整(手送进纸))16、FLS PAPER SIZE (FLS 纸张尺寸)17、CCD APS SIZE (CCD APS 尺寸)18、GDI TIMEOUT (GDI 超时)二、 ADJUST (调整)1、PRN MAIN REGIST (打印主对位)2、PRN SUB REGIST (打印次对位)3、CCD MAIN ZOOM (CCD 主缩放)4、CCD SUB ZOOM (CCD 次缩放)5、CCD MAIN REGIST (CCD 主对位)6、CCD SUB REGIST (CCD 次对位)7、ADF SUB ZOOM (ADF 次缩放)8、ADF MAIN REGIST (ADF 主对位)9、ADF SUB REGIST1 (ADF 次对位1)10、ADF SUB REGIST2 (ADF 次对位2)11、ADF REG. LOOP 1 (ADF 对位波幅1)12、ADF REG. LOOP 2 (ADF 对位波幅2)13、ATDC GAIN (ATDC 增益)14、MODEL SETTING (模式设定)三、 COUNTER (计数器)1、TOTAL COUNTER (总计数器)2、SIZE COUNTER (尺寸计数器)3、PM COUNTER (PM 计数器)4、MAINTENANCE COUNTER (保养计数器)5、SUPPLIES LIFE COUNT. (使用寿命计数)6、APPLICATION COUNTER (应用计数器)7、SCAN COUNTER (扫描计数器)8、PAPER SIZE COUNTER (纸张尺寸计数器)9、MISFEED COUNTER (卡纸计数器)10、TROUBLE COUNTER (故障计数器)四、 DISPLAY (显示)1、TONER DENSITY LEVEL (碳粉浓度水平)2、PROCESS CONTROL (过程控制)3、MAIN F/W VER. (主机固件版本)4、ENGINE F/W VER. (引擎固件版本)5、PCL F/W VER.* (PCL 固件版本*)6、NIC F/W VER.* (网卡固件版本*)7、ADF F/W VER.* (ADF 固件版本*)8、MAIN RAM SIZE (主内存大小)9、PCL RAM SIZE* (PCL 内存大小*)10、SERIAL NO. (序列号)11、CUSTOMER ID (用户识别码)五、 FUNCTION (功能)1、PAPER FEED TEST (送纸测试)2、PROCESS CHECK (过程检查)3、ATDC AUTO ADJUST (ATDC 自动调整)4、PRINT TEST PATTERN (打印测试图案)5、ADF FEED TEST (ADF 输稿测试)6、COPY ADF GLASS AREA (复印ADF 玻璃区域)7、CCD MOVE TO HOME (CCD 移到原位)8、SCAN TEST (扫描测试)9、ADF WIDTH ADJ. (MAX)*(ADF 宽度调整(最大) *)10、ADF WIDTH ADJ. (MIN)*(ADF 宽度调整(最小) *)11、ADF SENSOR ADJUST* (ADF 感应器调整*)六、 ADMIN. REGISTRATION (管理员注册)七、 FIXED ZOOM CHANGE(固定缩放修改)1、REDUCTION2 (缩小2)2、REDUCTION1
压铸机常见故障与排除
压铸机常见故障与排除 1、油泵电机不能启动 电源及线路故障检修有关线路 润滑异常检查润滑压力/液面 溢流阀压力过高调整压力 溢流阀未卸荷检修溢流阀及电气线路 油位过低向油箱吸油过滤器及管路 吸油管路堵塞清洗吸油过滤器及管路 2、泵不排油,压力不足 油泵转向不对调整接线 油泵故障检修油泵 泵吸油口漏气或堵塞检修吸油管密封 溢流阀失灵检修溢流阀 液压管路泄漏检修管路及液压阀 液压油过稀更换油或调节油温 油缸等泄漏检修电气线路 3、油泵噪声过大 吸油管路堵塞清洗吸油过滤器及管路 吸油管路漏气检修吸油管路密封 压力超高检修有关压力控制阀 油泵故障检修或更换油泵 4、液压油温长升过高 溢流时间长调整卸荷时间 冷却水不足增大水流量或降低水温 热交换器水路垢清洗水垢 油粘度低换油 液压管路内漏检修有关部位 油箱油位过低加油 5、不能联动或不进行下一动作 未复原位,限位开关未动作 手动复位,检查限位开关动件及固定情况 控制线路失灵检修电气线路 阀未换向检修或更换 油压不足见第二项排除方法 机械故障检修有关部份 6、蓄能器压力波动过大 充N2不足或漏气检修密封情况或补充N2 充液单向阀失灵检修单向阀
快压射管路泄漏检修管路及阀 7、快压射速度调不高 蓄能器油压不足检修系统压力 快压射阀未开足或卡住检修快压射阀 快排阀固障检修快排阀 充N2压力过低或过高调整充N2压力 机械故障(油缸压射头等)检修 电控线路故障检修有关线路 8、压射后无增压 增压控制阀故障检修 电控线路故障检修有关线路 蓄能器油压过低调节压力 蓄能器充N2压力过低或过高调整充N2压力 增压机构故障检修 9、增压保压时间短 压射缸内漏检修活塞密封 增压器部份密封不良检修有关部份 10、压射头回程身动前移 压射缸中有气体可反复动作几次 压射蓄能器的油压降太快检修有关管路及阀的内漏 11、开合模起始冲击大 合模缸两端缓冲不良检修 阀的换向过快降低阀换向速度
柯尼卡美能达复印机维修代码
柯尼卡美能达复印机维修代码 故障代码 F10-1PRDB(打印机驱动板)与CB(总控制板)间的串行通信故障 【PRDB(打印机驱动板)与CB(总控制板)】 F10-2连续两次没有响应PRDB(打印机驱动板)的A/D转换请求 【PRDB(打印机驱动板)】 F10-9 PRDB(打印机驱动板)通讯错误,SRGA(串行门阵列)错误 【PRDB(打印机驱动板)与CB(总控制板)】 F18-1主电机上纸盘PS7接通后26秒内未能接通 【PRDB(打印机驱动板)M7(纸盘电机(上))PS7(纸盘上限检测(上))】 F18-2主电机下纸盘PS10接通后26秒内未能接通 【PRDB(打印机驱动板)M8(纸盘电机(下))PS10(纸盘上限检测(下))】 F18-3DB上纸盘PS102在M101接通后26内未能接通 【PFU DB(PFU驱动板或LCT DB(LCT驱动板)M101,PS102(上限检测(上)】F18-4 DB下纸盘PS107在M102接通后26内未能接通 【PFU DB(PFU驱动板)M102,PS107(上限检测(下))】 F22-1内部过热:鼓外温度超过47度 【TCSB(墨粉控制传感器板FM4机器冷却风扇】 F23-1PCL连接器被拨下 【PCL连接器,PRDB(打印机驱动板)】 F26-1L检测数据错误,如果在由TLD(墨粉检测)完成检测之前的L检测电源超过26V,则自动补粉特性应能恢复墨粉浓度,若此特性不能恢复浓度,则错误发生。【TDS(墨粉传感器)TLD(墨粉检测传感器)PRDB(打印机驱动板)补粉组件】 F26-2TDS(墨粉传感器)输出异常最大的TDS输出电压为超过1.0V 【TDS(墨粉传感器)PRDB(打印机驱动板)显影剂】 F26-3 TDS(墨粉传感器)输出异常/最大的TDS输出电压为未达到0.5V 【TDS(墨粉传感器)/PRDB(打印机驱动板)/主电机/显影剂螺旋/显影器的连接器】F28-1充电错误,在100毫秒间隔内检测到3次EM检测信号 【充电电晕器/HV(高压组件)/ PRDB(打印机驱动板】
锌合金压铸-压铸机常见故障及排除
锌合金压铸-压铸机常见故障及排除 压铸机在工作过程中一旦出现故障先兆,操作者应引起高度的重视,并冷静观察,判断故障所发生的部位及可能的原因,确定出可行的检修方法。必须提醒操作者,应按公司制定的“工作程序”进行操作,不要违章操作,以免造成更大的事故。处理机器故障,无论冷室压铸机还是热室压铸机均可按以下步骤进行: 1)通过看、听、测试,判断故障的症状及位置。 2)分析造成故障可能的原因。 3)查阅设备运行记录和故障档案。 4)确定相应的处理方法和工作步骤。 5)动手检修。 故障及排除方法 1。油泵不能起动 检查及分析:按油泵起动按钮,观察马达继电器是否吸合。 (1)若继电器无吸合则检查 1)马达热继电器是否动作或损坏。 2)电源电路是否正确(用万用表检查)。 3)起动和停止按钮触点是否正常,控制线路是否断路。
4)继电器线圈是否损坏(用万用表检查)。 (2)若按油泵起动按钮后继电器有吸合则检查 1)油泵是否损坏卡死。 2)继电器至马达的线路是否正常。 3)油泵是否损坏或装配过紧。用手拨动联轴器应轻松,轴向移动联轴器应有3~5mm左右的间隙为合适。 2。按油泵起动按钮,热继电器跳闸 检查及分析:按油泵起动按钮,热继电器跳闸。这与电流、负载及三相阻值是否对等有关。 1)马达热继电器损坏或整定电流过小。 2)电压过低致使电流增大或三相电压不平衡。 3)马达三相绕组阻值不平衡。 4)总压或双泵压力调节过高,致使机器超负荷运转而跳闸。 5)油泵损坏或装配过紧,使马达超负荷运转而跳闸。 3。无总压 检查及分析:油泵起动后,按起压按钮,首先观察压力和流量指示电流表有无示以确定比例压力阀(比例溢流阀)电磁线圈有无电流,区分是电气还是液压故障。 (1)若有电流输出则检查
美能达复印机常见代码与解决办法
美能达复印机常见代码与解决办法 来源:Admin 日期:2012-01-05 浏览:156次 类型: DIALTA数字办公系列 型号: Di181 故障类型: 机械 现象: AF-5卡纸 原因: 进纸传感器不良 解决方案: 更换 ●●●●●●●●●●●●●● 型号: EP2010 故障类型: 其他 现象: 机器预热状态不能停止. 原因: 机械计数器损坏.使其与主板PWB-A及电源板PWB-C的电气连接处于开路状态,从而使预热状态不能自动停止. 解决方案: 更换机械计数器. ●●●●●●●●●●●●●● 型号: EP6001 故障类型: 副本质量 现象: 副本影像偏移(在使用万能纸盒时) 原因: 万用纸盒放置很多纸张时,如拉出纸盒后再用力将纸盒推入机器内,由于惯性纸张会向后推动纸张边导板,导致纸盒背面齿条损坏,并使纸张后移,造成副本影像偏移. 解决方案: 99年5月后的机器齿条的材料已更改,维修人员应向用户说明,如万用纸盒内放置很多纸张时,推入纸盒不要用力过大. ●●●●●●●●●●●●●● 型号: EP1054 故障类型: 代码 现象: 出故障代码C0400 原因: 曝光灯控制板PU1损坏. 解决方案: C0400代码指曝光灯工作失效.与其有关的部品包括主板PWB-A,AE传感器线路板PWB-H及曝光灯控制板PWB-PU1.如按下复印键曝光灯LA1亮,应检查AE传感器及PWB-H,PWB-A.当LA1亮时,PWB-A上的PJ14A-3与GND间电压是否为DC4.3V或低于该值.如否应检查PWB-A.也可以通过检查PU1上的CN1-1和3间的电压是否为 AC100V,查看PU1,如是应检查PU1.经查PWB-PU1损坏,更换后故障排除. ●●●●●●●●●●●●●● 型号: EP2010 故障类型: 副本质量 现象: 副本出现与输纸方向垂直的黑带与白带.
压铸机常见故障与排除
压铸机常见故障与排除 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】
压铸机常见故障与排除1、油泵电机不能启动 电源及线路故障检修有关线路 润滑异常检查润滑压力/液面 溢流阀压力过高调整压力 溢流阀未卸荷检修溢流阀及电气线路 油位过低向油箱吸油过滤器及管路 吸油管路堵塞清洗吸油过滤器及管路 2、泵不排油,压力不足 油泵转向不对调整接线 油泵故障检修油泵 泵吸油口漏气或堵塞检修吸油管密封 溢流阀失灵检修溢流阀 液压管路泄漏检修管路及液压阀 液压油过稀更换油或调节油温 油缸等泄漏检修电气线路 3、油泵噪声过大 吸油管路堵塞清洗吸油过滤器及管路 吸油管路漏气检修吸油管路密封 压力超高检修有关压力控制阀 油泵故障检修或更换油泵 4、液压油温长升过高
溢流时间长调整卸荷时间 冷却水不足增大水流量或降低水温 热交换器水路垢清洗水垢 油粘度低换油 液压管路内漏检修有关部位 油箱油位过低加油 5、不能联动或不进行下一动作 未复原位,限位开关未动作 手动复位,检查限位开关动件及固定情况控制线路失灵检修电气线路 阀未换向检修或更换 油压不足见第二项排除方法 机械故障检修有关部份 6、蓄能器压力波动过大 充N2不足或漏气检修密封情况或补充N2 充液单向阀失灵检修单向阀 快压射管路泄漏检修管路及阀 7、快压射速度调不高 蓄能器油压不足检修系统压力 快压射阀未开足或卡住检修快压射阀 快排阀固障检修快排阀 充N2压力过低或过高调整充N2压力 机械故障(油缸压射头等)检修
电控线路故障检修有关线路 8、压射后无增压 增压控制阀故障检修 电控线路故障检修有关线路 蓄能器油压过低调节压力 蓄能器充N2压力过低或过高调整充N2压力 增压机构故障检修 9、增压保压时间短 压射缸内漏检修活塞密封 增压器部份密封不良检修有关部份 10、压射头回程身动前移 压射缸中有气体可反复动作几次 压射蓄能器的油压降太快检修有关管路及阀的内漏11、开合模起始冲击大 合模缸两端缓冲不良检修 阀的换向过快降低阀换向速度
柯尼卡美能达复印机常见故障及解决方法
症状解决方法 1:先复印一张在鼓粉盒组件低转印处停下来,观察鼓粉盒组件上是否有图像,如果有图像,表示转印/分离电极丝断或转印架漏电,更换转印电极座和高压电极座。 全白/白道/白点 2:如果鼓粉盒组件上没有图像,更换充电架或高压板。 3:检查显影仓是否杂质过多,如果是,请清理杂质或更换发动碳粉(载体)。 1:请检查刮板是否磨损或老化,是: 更换刮板 2:鼓粉盒组件是否划伤,是: 更换鼓粉盒组黑线/黑道件 3:曝光灯是否老化,是: 更换曝光灯 4:原稿盖板漏光,请将原稿盖好 5:原稿玻璃划伤,请更换原稿玻璃 1:先检查曝光灯是否有老化或者不亮,如果是不亮,或老化;更换曝光灯或灯控板或灯保险。 2:鼓粉盒组件是否老化,如果是,请更换鼓全黑/黑底/黑点粉盒组件 3:鼓粉盒组件是否击穿,是: 更换鼓粉盒组件 4:原稿玻璃是否有污点,是:
清洁原稿玻璃5:废粉过多,清理废粉 上纸卡纸 转印卡纸 定影卡纸1:检查搓纸轮是否磨损,是清洁或更换2:检查搓纸离合器是否损坏,是更换离合器3:检查传输辊是否脏或损坏,是清洁或更换4:转印电极丝是否断,是更换电极丝或转印架 5:检查送纸离合器是否磨损,是更换送纸离合 6:真空皮带老化,更换空皮带 7:主电机、驱动齿轮组磨损,更换电机或齿轮组 8:定影辊老化或磨损,是更换辊或定影组件9:齿轮、轴套磨损老化,是更好齿轮或轴套10:分离爪老化、坏或支架损坏,是更好齿轮或轴套 1:请检查是否使用劣质碳粉,是: 更换载体和原装碳粉 2:请检查载体和鼓粉盒组件是否老化,是: 底灰更换载体和鼓粉盒组件 3:请检查高压板是否损坏,是: 更换高压电源板 4:请检查定影辊是否老化,是: 更换定影辊1:请检查定影辊是否老化,是: 更换定影辊2:刮板是否老,是: 更换刮板 3:反光镜移位,调整反光镜
压铸模常见问题及解决办法
产生原因 1. 动,定模间合模不严密,间隙较大 2. 锁模力不够3. 压铸机动,定模安装板不平行 4. 支板跨度大,压射力致使套板变形,产生喷料。 调整方法 1.重新安装模具2.加大锁模力3.调整压铸机,使动,定模安装板相互保持平行4.在动模上增加支板,增加套板的刚度。 影响压射头使用寿命的因素,主要因素有:1.压射头本身的材料、质量;2.压射头与压射料筒之间的配合间隙;3.模具安装时与压射料筒的同心度;4.冷却问题;5.选用优质压射头润滑油等。 缺陷名:产品表面起皱(一) 症状:产品表面形成的不规则褶皱,主要出现在壁较薄的前段部分,如图1所示。从图2可以看到射出的细小铝颗粒和褶皱。 原因:由于吸入了脱模剂和压缩空气,被封闭在前段的气压较高,把产品表面顶起而导致这一现象的发生 解决方案:排气彻底,清除多余的脱模剂。调整高速高压区的位置以防止溶液降温 缺陷名:起皱(二) 症状:镶件附近的圆柱状部分,表面的皮膜出现起皱现象起皱的表面部分,根据发生状态有差异。 在靠近镶件的拐角处,出现与镶件平行的褶皱。 在离拐角稍远处,表面皮膜起皱部分有细小的铝颗粒聚集,呈粉末状附着在表面起皱的断面可以观察到起皱导致的凹凸,细小的铝颗粒被压碎后嵌入褶皱里。 原因:在模具温度低时进行铸造容易发生此现象。铝液在流道流淌时前锋冷却,形成氧化皮膜,在距离浇口较远的突起部分凝固,由于压力增大在表面形成褶皱。 解决方案:对模具进行预热,在设定的温度条件下进行生产是很重要的,将模具温度设定在适当的范围。 换导柱以及导套时一定要注意尺寸变化,尤其是长时间使用但是没有回火或者测量的模具,一定要检查模具的尺寸,包括模板平行度、孔直线度、孔内外径是否变化。一般情况下基准尺寸会变化。 锌压铸件毛坯看不到麻点,电镀前抛光就出现麻点,这是怎么回事?这是锌压铸件最易出现的问题之一。要注意:1.原材料的质量(纯净度);2.熔化时的精炼除气除渣;3.压铸时速度、压力的调整(特别是皮下气孔等缺陷);4.抛光时摩擦的压力和温度不要太高。 中国压铸企业主要集中在长三角、珠三角、京津唐、东北重庆西安等西部、东北等地区。在生产汽车配件一样壳体时抽芯处老是出现凹槽请问下有些什么原因?1.浇注系统、排溢系统开设问题;2.压铸工艺参数选择问题;3.原材料质量等。 如何检验锌合金压铸件是否合格?和抛光后如何检验?我们在电镀后的麻点及起泡一直得不到解决锌合金压铸稍不注意就会出现这个问题。要从以下几个方面着手:1.原材料要纯净; 2.熔炼时要精炼除渣; 3.严格压铸工艺(建议:压速低一些,压力大一些); 4.注意脱模剂等材料的质量。另外,进行抛光等工序时, 也要加以注意。至于检验,应着重内部气孔和渣孔等缺陷。抛光后表面要细看,有些小点很易忽视。 压铸件在去浇口或冲孔时容易因分层掉肉,在内浇口与压铸件接合处加一个小倒角,会有改善。 压铸产品经过洗水烤干后会起泡,原因是压铸件皮下气孔烘烤后膨胀所至。建议烘干温度在150度以下。
柯美C450数码复印机故障代码及维修模式
柯美数码复印机故障代码及维修模式 发布人:佛山利民二手办公设备有限公司浏览428次【字号大中小】发布时间:2010年7 月13日打印本页 美能达故障代码故障名称检测时机 柯美数码复印机维修代码、维修模式 C0000 主马达故障 • 主马达开始运转1秒钟后的任何时候,主马达(M1)锁定信号会连续维持1 秒钟的高电平(HIGH)。 C0044ADF 冷却风扇故障(仅在安装选购件AFR-19 时) • 具体内容请参考选购件维修手册(AFR-19)。 C0045 定影冷却风扇马达故障 • 在定影冷却风扇马达全速或减速运转期间,定影冷却风扇马达(M3) 锁定信号会连续维持1 秒钟的高电平(HIGH)。 C004E 电源冷却风扇马达故障 • 在电源冷却风扇马达的远程信号维持在ON(表示全速动转)或OFF (表示减速动转)期间,电源冷却风扇马达(M4) 的锁定信号会连续维持1 秒钟的高电平(HIGH)。 C0070 主加粉马达故障 • 在碳粉瓶正在转动期间,碳粉瓶原位感应器(PC7) 会连续3.5 秒钟输出高电平(HIGH) 信号。 • 在碳粉瓶正在转动期间,碳粉瓶原位感应器(PC7) 会连续 2 秒钟输出低电平(LOW) 信号。 C0210 图像转印电压异常 • 在PC 感光鼓保持静止状态时,图像转印电压在规定时间连续维持在100 V 以上。 C03FF 模式设置不当• 对维修模式中“调整”的“模式设置”设置不正确。
C0500 预热故障 • 预热循环期间,在规定的时间过后,定影辊的表面温度仍未达到规定的水平。 从室温到100C: 35 秒 从100C 到140C: 25 秒 从140C 到完成预热循环:20 秒 C0500 预热故障(对于具有两个定影辊加热灯的型号)* 仅限于Di2011 • 预热循环开始后30 秒内,定影辊热敏电阻未检测到预定的温度,因而未完成预热循环。• 预热循环期间,在规定的时间过后,定影辊的表面温度仍未达到规定的水平。 从室温到6OC: 4 秒 从6OC 到10OC: 2 秒 从10OC 到13OC: 1 秒 从13OC 到155C: 0.5 秒 C0501 预热故障2 (对于具有两个定影辊加热灯的型号)* 仅限于Di2011 • 预热循环开始后30 秒内,定影辊副热敏电阻未检测到预定的温度,因而未完成预热循环。 • 预热循环期间,在规定的时间过后,定影辊的表面温度仍未达到规定的水平。 从室温到60C: 7 秒 从60C 到10OC: 2 秒 从10OC 到13OC: 1 秒 从130C 到155C: 0.5 秒 C0510 定影故障(定影温度异常低) • 待机状态下,定影辊热敏电阻检测的温度在规定时间内维持在120C (对于具有两个定影辊加热灯的型号为105OC)以下。 • 打印循环期间,定影辊热敏电阻检测的温度在规定时间内维持在120C (对于具有两个定影辊加热灯的型号为105OC)以下。 C0511定影故障(定影温度异常低2)*仅限于Di2011 • 待机状态下,定影辊副热敏电阻检测的温度在规定时间内维持在105OC 以下。