超硬磨料及其磨具的选择与应用

超硬磨料及其磨具的选择与应用
磨削过程就是磨具中的磨粒对工件的切削过程。选择磨具就是要充分利用磨粒的切削能力去克服工件材料的物理力学性能产生的抗力。由于磨具的品种规格繁多,而每一种磨具都不是万能的切削工具,只有一定的适用范围。因此对每一种磨削工作,都必须适当选择磨具的特性参数,才能达到良好的磨削效果。磨具特性主要包括磨粒、粒度、硬度、结合剂、组织、形状和尺寸。这里从磨具特性方面叙述选择磨具的一般原则。
一.超硬磨料及其磨具
(一)超硬磨料磨具的加工特点
超硬磨料系指金刚石和立方氮化硼均属立方晶系。与刚玉和碳化硅相比,具有硬度高、强度好、颗粒形状好、良好的导热性和低的热膨胀系数等特点。磨削能力强及良好的磨削性能。是非常优异的磨削材料。
由超硬磨料制成的磨具,其磨削性能突出,主要加工特点有:
1.极高的磨料硬度
2.耐磨损性能好
3.形状和尺寸保持性能好
4.能长时间保持磨粒微刃的锋锐性
5.磨削温度低
(二)超硬磨料磨具的特性
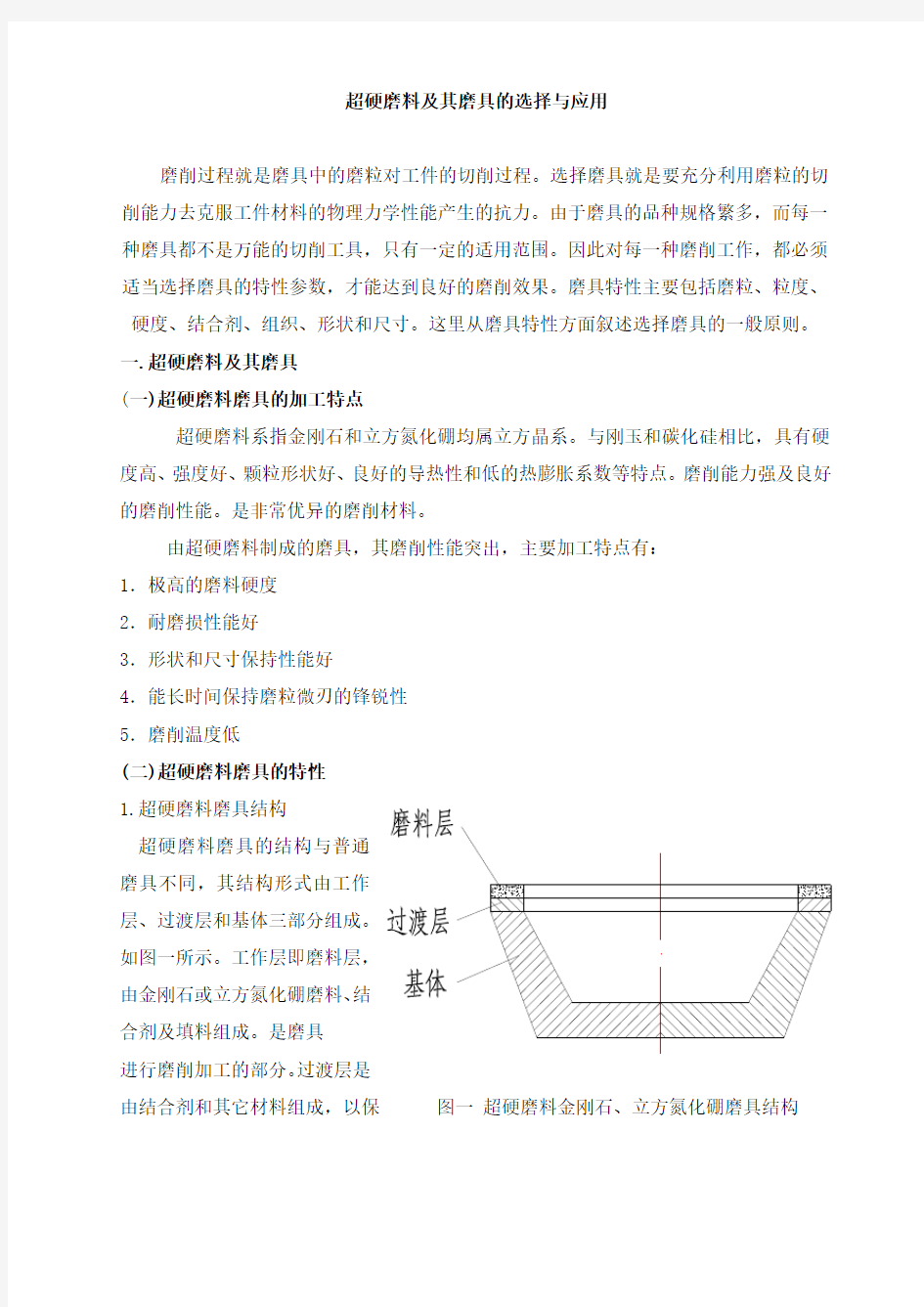
1.超硬磨料磨具结构
超硬磨料磨具的结构与普通
磨具不同,其结构形式由工作
层、过渡层和基体三部分组成。
如图一所示。工作层即磨料层,
由金刚石或立方氮化硼磨料、结
合剂及填料组成。是磨具
进行磨削加工的部分。过渡层是
由结合剂和其它材料组成,以保图一超硬磨料金刚石、立方氮化硼磨具结构
证工作层的充分使用,不含超硬磨料,将工作层牢固把持在基体上。近年来,有些厂家取消了过渡层,直接将过渡层把持在基体上。基体是磨具的基本形体,起支承工作层的作用。
2.超硬磨料磨具的特性及标志
⑴磨料超硬磨料的品种有天然金刚、人造金刚石及立方氮化硼(CBN)。人造金刚石又有多种牌号。人造金刚石、立方氮化硼的品种、代号及适用范围列于表一表一人造金刚石和立方氮化硼品种、代号及适用范围(摘自GB/T6405-1994)
⑵粒度粒度系标志超硬磨料金刚石、立方氮化硼颗粒尺寸的大小。粒度的标记按国家标准的规定,超硬磨料的各粒度颗粒尺寸范围及粒度组成按表二规定。
⑶结合剂结合剂起着把持超硬磨料和使磨具具有正确的几何形状的作用。超硬磨料磨具的结合剂分四大类,即树脂结合剂(B)、金属(青铜)结合剂(M),陶瓷结合剂(V),电镀金属结合剂(M)
⑷浓度浓度是超硬磨料磨具所特有的概念。它表示磨具工作层单位体积中超硬磨料的含量。一般规定为每立方厘米体积中含4.4克拉(1克拉=0.2g,0.88g/cm3)的超硬磨料磨具的浓度为100%;每增加或减少1.1克拉磨料,则浓度增加或减少25%。不同浓度超硬磨料磨具中磨料含量及代号列于表三。
表二金刚石、立方氮化硼粒度标记、各粒度颗粒尺寸范围及粒度组成(摘自GB/T6406-1996)
注:隔离粗线以上者用金属编织筛,其余用电成型筛筛分。
表三金刚石、立方氮化硼的浓度代号(摘自GB/T64091-1994)
3. 超硬磨料磨具形状尺寸
超硬磨料磨具形状及代号:砂轮类,油石磨头类,锯类。参见GB/T6409.1-1994
超硬磨料磨具的形状标记系统包括二或三种代号,仅用于金刚石与立方氮化硼砂轮、油石、磨头和锯形状。
超硬磨料磨具的基本形状代号分为:1、2、3、4、6、9、11、12、14、15。共10个代号。参见GB/T6409.1-1994标准中表4的规定,基本形状可根据需要进行改型,其代号按GB/T6409.1-1994表7的规定。超硬磨料磨具的磨料层在基体上位置代号按GB/T6409.1-1994中的表6规定。磨料层断面形状代号按GB/T6409.1-1994标准的表5规定。
二.超硬磨料磨具特性的选择
(一)超硬磨料的选择
鉴于金刚石和立方氮化硼磨料性能上有差异,其使用范围也不同。金刚石的硬度、强度、研磨能力、导热系数和热膨胀系数均优于立方氮化硼,因此适于加工硬而脆的材料,如硬质合金、陶瓷、玛瑙、光学玻璃、石材、混凝土、半导体材料等,但由于金刚石是碳的同素异体,在较高温度下易与钢中的铁族金属产生化学反应,形成碳化物,造成严重的化学磨损,影响磨具的磨削性能,且加工效果也不好,所以,金刚石不适宜用来加工铁族金属材料。与金刚石比,立方氮化硼磨料的热稳定性,化学惰性均较优,不易和铁族金属及其它元素发生化学反应,因此,尽管其硬度等物理性能比金刚石稍差一些,但用它来加工硬而脆的金属材料,如磨削工具钢、磨具钢、不锈钢、耐热合金,高钒高速钢等黑色金属,具有独特的优点,是理想的磨料。
天然金刚石以NC为代号,人造金刚石分为RVD、MBD、SCD、SMD、DMD、M-SD六个牌号;立方氮化硼有CBN,M-CBN两个牌号,其相应地适应范围参见表3.8.3.2。(二)超硬磨料的粒度选择
超硬磨料的粒度选择,一般是根据被加工工件的表面粗糙度和加工效率的要求而决定的。金刚石磨具与立方氮化硼磨具选择原则基本相同,与普通磨具比较,如要达到相同的表面粗糙度要求,选用磨料粒度应细1~2个粒度号;同时,在满足粗糙度要求的前提下,还是应考虑能达到较高的加工效率,取得满意的加工效果,应尽量选取尽可能粗的粒度,磨料粒度与加工表面粗糙度的关系如表四
虑。磨削加工各工序推荐选择的粒度号如下:
粗磨选用80#~100#;半精磨120#~180#;精磨细磨选用180#~W40;研磨抛光选用W40~W1。
(三)超硬磨料磨具结合剂的选择
金刚石磨具与立方氮化硼磨具常用的结合剂有树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂四类。金属结合剂有青铜结合剂、铸铁结合剂及铸铁短纤维结合剂。按结合能力及耐磨性排序如下:
树脂 陶瓷 金属 电镀金属 结合能力及耐磨性 (四) 浓度的选择
浓度是超硬磨料磨具的重要特性之一,它对磨削效率和加工成本有很大的影响。浓度低,磨削效率不高,满足不了生产的要求;浓度过高,很多磨粒过早脱落、造成浪费。
不同种类的结合剂对磨粒的结合力不同,因此对每一种结合剂都有它的最佳浓度范围。树脂结合剂超硬磨具的浓度范围为50~75;陶瓷结合剂磨具的浓度为75~100;金属结合剂磨具的浓度为100~150。结合剂对磨粒的结合强度越高,最佳浓度范围越高。 (五) 超硬磨料磨具形状和尺寸的选择
超硬磨料磨具形状的选择,主要根据磨床和工件加工表面形状对磨具的要求来决定。如平行砂轮(1A1)主要用于外圆、平面、工具刃磨及砂轮机上的磨削;平行小砂轮(1A8)主要用于内圆磨削;单面凹砂轮(6A2)主要用于工具刃磨和平面磨削等;碗形砂轮(11A2)主要用于刀具刃磨和平面磨削。
超硬材料磨具的尺寸选择是根据磨床的规格、型号及加工工件形状大小来决定。可参考磨床说明书上对磨具尺寸的要求予以选择
超硬磨料磨具即金刚石或立方氮化硼磨具的形状和尺寸按GB/T6409.2-1996选取。 三、超硬磨料磨具的使用 渐强
2、磨削深度的选择
一般地,磨料粒度越粗,选用的磨削深度越大,平面磨削方式的磨削深度大于外圆磨削;结合剂强度越高时,选择的磨削深度可大些。
3、工件速度的选择
一般来说,工件速度增高,磨具渐耗增大,加工表面粗糙度略有上升。在一般磨削加工中,建议工件速度在10~20m/min范围选择,内圆磨削或细砂轮粒度精磨时,可适当提高工件速度。对于深切缓进给磨削,工件速度十分缓慢,一般为每分钟几十至几百毫米。
4、轴向进给速度和轴向进给量
经验证明,超硬磨料磨具磨削时,随着轴向进给速度的增大,磨削效率提高,粗糙度值上升。一般情况磨削下,内、外圆磨削的轴向进给速度建议取0.5~1m/min,平面磨取0.5~2mm/行程。刃磨时工作台多为操作者手动控制,常在1~2m/min范围内选择。
5、使用超硬磨料磨具对磨削液的选择
超硬磨料磨具工作表面组织疏松,气孔很少,有的甚至没有气孔,在磨削过程中极易堵塞。所以,要求对磨削液具有很好的浸润性和清洗性,能及时冲洗粘结在磨具表面的磨屑,保证磨粒的切削能力。
金刚石磨具在磨削硬质合金,钢结硬质合金时,采用的磨削液有轻质矿物油(如煤油、低号机油和汽油等)、苏打水(不适用树脂结合剂)及各种水溶性磨削液;磨削非金属材料时,常采用水作磨削液。但立方氮化硼磨具在高温度下易于水发生化学反应。所以,使用立方氮化棚磨削时,采用轻质矿物油(如煤油,清柴油)磨削液能获得良好的磨削效果。当必须采用水溶液时,则应加入极压添加剂以减弱水解作用。
6、使用超硬磨料磨具时对机床的要求
1. 砂轮主轴精度须高于使用普通磨料磨具的机床。一般要求轴向窜动量控制在0.005mm以内,径向振摆控制在0.01mm以内。
2.机床必须有足够的刚性,一般要比普通机床的高50%。
3.机床的密封性能必须良好,尤其是头架主轴和轴承部分,必须有十分可靠的密封。
4.机床的进给机构的精度要高,应保证准确均匀的送进,操作方便,每行程应有0.005mm 以下的进给系统。
参考文献:
1、李伯民,赵波.实用磨削技术.北京:机械出版社,1996
2、李伯民,赵波.现代磨削技术.北京:机械出版社,2003
3、陆剑中,孙家宁.金属切削原理与刀具.北京.机械出版社,1984
中考初中生物全部基本知识汇总
中考初中生物全部基本知识汇总 第一单元生物和生物圈 第一章认识生物 第一节生物特征 生物特征:①生物的生活需要营养②生物能进行呼吸③生物能对外界刺激做出反应④生物能生长和繁殖⑤生物都有遗传和变异的特性⑥生物能排出身体内产生的废物⑦除病毒以外,生物都是由细胞构成。生石花是生物,机器人和石钟乳不是生物。 第二节调查周围环境中的生物 1调查:①明确调查目的和对象②调查过程要如实记录③对调查的结果要进行整理和分析,有时还要用数学方法进行统计。 2生物的归类方法:①按形态结构归类:动物、植物、其他生物。②按生活环境分:陆地生物和水生生物等。③按用途分:作物、家禽、家畜、宠物等。 第二章了解生物圈 第一节生物与环境关系 1生物圈:地球上所有生物与其环境的总和。 2环境中影响生物生活和分布的因素叫生态因素;生态因素分生物因素和非生物因素。 3生物与生物之间的关系常见的有:捕食关系、竞争关系、合作关系、寄生关系等,最常见的是捕食关系。 4生物与环境的关系:生物既能适应环境,也能影响环境;环境能影响生物。蚯蚓可以疏松土壤,说明的是生物对环境的影响;荒漠中生活的骆驼尿液非常少,说明的是生物对环境的适应。 5对照实验:在研究一种条件对研究对象的影响时,所进行的除了这种条件不同以外,其他条件都相同的的实验叫对照实验;取平均值或随机取样目
的是减少实验误差。 6探究实验的基本思路:提出问题——做出假设——制定和实施计划——得出结论--表达交流。 第二节生物与环境组成生态系统 1生态系统概念:在一定的空间范围内,生物与环境所组成的统一的整体叫做生态系统。生态系统由生物部分和非生物部分组成,其中,生物部分——生产者(主要是植物)、消费者(主要是动物)、分解者(细菌和真菌);非生物部分——阳光、空气、水等。 2食物链:在生态系统中,不同生物之间由于吃与被吃的关系而形成的链状结构。食物链的书写要求:①起点是生产者(植物) ②终点是最高级消费者。③箭头指向取食者或捕食者④食物链中只包括生产者和消费者,没有分解者和非生物部分。 3生态系统中的物质和能量就是沿着食物链和食物网流动的;不易分解的有毒物质会沿着食物链不断积累,营养级别越高的生物,体内积累的有毒物质越多,能量和数量越少;营养级越低的生物,有毒物质越少,数量和能量越多。 4生态系统有一定的自动调节能力。 在一般情况下,生态系统中各种生物的数量和所占的比例是相对稳定的,这说明生态系统具有一定的自动调节能力,但这种调节能力是有一定的限度的,如果外界超过这个限度,生态系统就会遭到破坏。生态系统成分越复杂,自动调节能力越强。 第三节生物圈是最大的生态系统 1生物圈范围:大气圈的底部、水圈的大部、岩石圈的表面。以海平面来划分,生物圈向上可达10千米,向下可深入10千米。 2生物圈是个统一的整体,各个生态系统都是相互联系的。湿地生态系统有“地球之肾”之称;森
人教版七年级下册生物学知识点总结汇总
七年级下册生物学知识点汇总 班级____________姓名_____________学号_______________ 第四单元生物圈中的人 第一章人的由来第一节人类的起源和发展 1、进化论的建立者达尔文提出:人类和现代类人猿的共同祖先是森林古猿。 2、人类的进化过程: 原因:森林大量消失,树栖生活为主的森林古猿为了适应环境下地生活,逐渐能直立行走、制造并使用工具、使用火、大脑发育、产生语言、最后进化成人类。 3、与人类亲缘关系最近的类人猿是黑猩猩。 4、化石,也就是石化了的遗体、遗物、遗迹。是研究人类起源与进化的最直接有力的证据。 第二节人的生殖 1、生殖系统 (1)男性生殖系统的结构和功能: 睾丸:男性最主要的性器官,产生精子和分泌雄性激素内生殖器附睾:位于睾丸的背面,贮存和输送精子 输精管:输送精子 精囊腺和前列腺:分泌黏液 外生殖器阴囊:保护睾丸和附睾 阴茎和尿道:排精、排尿 (2)女性生殖系统的结构和功能: 卵巢:女性最主要的性器官,产生卵细胞和分泌雌性激素内生殖器输卵管:输送卵细胞,受精的场所 子宫:胚胎发育的场所 阴道:月经流出,精子进入、胎儿产出的通道 外生殖器:即外阴 (3)精子、卵细胞和受精 精子:雄性生殖细胞,较小,似蝌蚪,有长尾,能游动。 卵细胞:雌性生殖细胞,球形,人体内最大的细胞。 受精:精子与卵细胞结合形成受精卵的过程。受精卵形成标志着新生命的开始。 受精场所:输卵管 2、胚胎的发育和营养: (1)发育:发育场所:初期在输卵管内;随后,在母体子宫内继续发育38周左右。受精卵通过细胞分裂发育成胚泡,胚泡移到子宫内,在子宫内膜种植下来,称为怀孕。胚泡继续细胞分裂和分化,发育成胚胎。怀孕后8周左右,胚胎发育成胎儿,呈现出人的形态。胎儿发育成熟后,从母体阴道产出,这个过程叫做分娩。 (2)营养:胚胎发育初期所需要的营养来自卵黄;胚胎在子宫里的发育所需要的营养物资和氧通过胎盘、脐带从母体获得。胎儿产生的二氧化碳等废物也通过胎盘经母体排出。因此,胎盘是胎儿和母体进行物质交换的结构(器官)。 3、“试管婴儿之父”罗伯特·爱德华兹,2010年获得诺贝尔生理学或医学奖。 第三节青春期
国内外磨料磨具状况
一、前言 第八届中国国际机床展览会于2003年4月16日至22日在北京举办,本届展会在CIMT历史上规模空前,展示了当前国际机床工具制造业产品的最高水平。 本次展会参展的国外磨具厂商有4 家,国内磨料磨具厂商有23 家,国内厂商分别参加了中国机床工具工业协会磨料磨具分会、超硬材料分会和涂附磨具分会组织的展团。此外,还有一些国内外磨床厂商也展出了自己生产的磨具产品。 参展的具有代表性的国外磨具专业生产厂商有奥地利泰利莱(TAROLIT)中国有限公司、法国圣戈班(SAINT-GOBAIN)磨料磨具(上海)有限公司和瑞士的温特苏尔(WST WINTERTHUR)磨削技术有限公司。他们的磨具产品在本次展会上国外展出的数控磨床上得到大量应用。 国内磨料磨具除原有著名的白鸽集团、上海砂轮厂、苏州砂轮厂、苏北砂轮厂等行业著名企业之外,还有一批超硬材料磨具生产企业参展,形成了磨料磨具一条街,形势蔚为壮观,展出的产品品种齐全,令人瞩目。 具有国际领先水平的德国、美国、瑞士、奥地利等国的主要磨床生产厂商都参加了本次展会。他们展出的各种磨床、数控磨床、磨削中心及普通和超硬材料磨具,代表了当今磨削技术、磨床及磨具发展的最高水平,也展示了今后一个阶段磨削技术和磨床发展对磨具产品的需求及磨料磨具产品的发展方向。 目前,世界制造业中心正向中国转移,通过这次展出了解国际磨料磨具产品的技术发展,以及国际磨床和磨削技术发展对磨料磨具产品的市场需求,对今后我国磨具产品的开发和销售具有重要的意义,在此对本届展会的情况进行简单的介绍和评述,供行业同仁参考。 二、国外磨料磨具展商及展品 国外参展的主要磨具专业生产厂商虽然只有三家,但实际上包含了诸多国际著名品牌,如美国的诺顿(NORTON)、奥地利的泰利莱(TAROLIT)、德国的温特(WINTER)、英国的尤尼康(UNICON)意大利的文森特(VINCENT)、美国的贝斯登(BAY STA TE)、瑞士的温特苏尔(WINTERTHUR)等,这是由于上个世纪九十年代以来国际上企业并购、强强联合的结果。因此可以说本次展会展出的磨具产品代表了国际最高的水平。 圣戈班集团是总部设在法国的跨国公司,年销售额达304亿欧元,拥有三大产品部门、八大分支。圣戈班磨料磨具分支拥有NORTON、FLEXOVIT、CORA、WINTER、UNICON等全球知名磨料磨具品牌。圣戈班磨料磨具(上海)有限公司是圣戈班集团在中国的独资企业,以磨料磨具分会会员的身份加入磨料磨具分会展团,参加本次展出。该公司于1995年通过ISO9001质量体系认证,展出的展品包括各种刚玉陶瓷结合剂磨具、陶瓷结合剂CBN磨具和涂附磨具等。NORTON SG磨料是圣戈班公司开发并拥有专利的超微晶烧结刚玉磨料,采用引晶凝胶烧结工艺生产,具有比普通白刚玉小几千倍的晶粒尺寸,磨粒强度高,有微破碎性能,在磨削难磨材料的场合,要求高磨削效率和高精度的场合,具有优异的特性,同时可以大大减少砂轮的修整量,延长砂轮的使用寿命。由于SG磨料价格较贵,使用时根据不同要求按比例与刚玉磨料混合,形成不同牌号。为充分发挥其性能,开发了专用的陶瓷结合剂,一种是高效低温结合剂,还有一种是大气孔高效低温结合剂,后者主要用于强力磨削。该公司针对轿车工业加工的需求,开发了系列普通陶瓷结合剂磨具和超硬材料(CBN、金刚石)磨具及其它工具。公司还根据不同工件和不同磨削要求,推荐用于粗磨、精磨的各种价位的砂轮,给出了它们磨削效果的比较,以利于用户选用。用于轿车发动机、变速箱零件磨削的普通磨料砂轮使用速度通常为45~63m/s。圣戈班公司拥有WINTERT和UNICONR的超硬材料工具制造技术,其CBN磨具和金刚石修整滚轮具有独到之处,面向飞速发展的汽车工业,进行专用产品开发。其超硬材料磨具设置了四个硬度等级,更好地适应了不同磨削的要求。其磨具基体材料不仅有钢、铝合金、铜和陶瓷,还有其它一些合成材料,对于改进在某些条件下超硬材料磨具的使用效果,起到很好的作用。WINTER公司的各类高精度金刚石
CBN砂轮的修整方法及其应用
CBN砂轮的修整方法及其应用 作者:冯宝富蔡光起盖全文 1 引言 CBN砂轮以其优良的磨削性能和磨削表面质量在高速、超高速磨削、难加工材料的高性能磨削、高效成型磨削等加工领 域获得了广泛应用。在磨削过程中,由于磨削力和磨削区域高温、粘附等作用,砂轮工作表面的磨粒会逐渐钝化;同时,砂轮工作表面的磨粒会因不均匀磨损而失去正确的原始几何形状;此外,由于高速磨削的磨屑非常细小,很容易 堵塞砂轮工作表面空隙。为使CBN砂轮始终保持良好的磨削状态,在磨削过程中必须对砂轮进行修整。CBN砂轮的整形、 修锐技术是CBN砂轮应用领域一个相当重要的研究课题。 CBN砂轮的修整可分为整形和修锐两个步骤。整形是通过改变砂轮的宏观形状,使砂轮达到要求的几何形状和尺寸精度, 并使磨粒尖端微细破碎形成锋利的磨刃;修锐则是通过去除砂轮磨粒间的结合剂,使磨粒凸出结合剂表面,形成必要的容屑空间,使砂轮具有最佳磨削能力。根据具体情况,整形和修锐可统一进行或同时完成,也可分步进行。 2 CBN砂轮的整形方法 CBN砂轮的整形方法较多,常用的有车削整形法、滚压整形法、磨削整形法、电加工整形法等,近年来又出现了激光整形法。 2.1 车削整形法 车削法是采用单颗粒金刚石笔、粉末冶金金刚石笔或金刚石修整片等整形工具车削砂轮,以达到整形目的。 1) 单颗粒金刚石笔整形 单颗粒金刚石笔具有极高硬度和良好的耐磨性,因此常用于陶瓷结合剂或树脂结合剂CBN砂轮的修整。金刚石笔的尖 端由于受到热和力的集中连续作用,磨损剧烈,因此修整时应通过合理供给冷却液进行充分冷却。采用单颗粒金刚石笔修整陶瓷结合剂CBN 砂轮后,砂轮表面状态不易达到磨削加工要求,容屑空间较小,切削刃较宽,磨削刃不锋利,若直接用于磨削,初期磨削力和磨削温度均较大,容易出现磨削烧伤和振纹,因此必须用油石对修整后的砂轮表面进行合理修锐。 2) 金刚石片状修整器整形 采用粉末冶金方法将小粒度金刚石颗粒固结在硬质合金基体上,制成片状修整器。用金刚石片状修整器修整CBN砂轮 的优点是费用较低,且片状修整器磨损后性能变化不大,整形时可以采用较大的修整进给量而不会增大修整后砂轮的表面粗糙度。 2.2 滚压整形法 滚压整形法是利用旋转的砂轮和滚压轮之间的相对滚动压裂结合剂桥,使磨粒表面崩碎出现微刃。滚压轮可用硬质合金或淬硬钢制成。滚压整形法的特点是修整压力大、修整效率及修整精度较低、修整后砂轮表面损伤层较深、切削刃密度较低、磨粒较尖锐、易磨损但不易堵塞。为降低滚压力,增加滚压稳定性,可在滚压轮表面开出斜槽或螺旋槽。为避免砂轮表面产生周期性波纹,必须控制砂轮轴与滚轮轴的同轴度。 2.3 磨削整形法 磨削整形法是用普通磨料砂轮、金刚石砂轮、金刚石滚轮等与CBN砂轮对磨整形,或用CBN砂轮磨削低碳钢进行整形。 1) 普通砂轮磨削整形 用绿色碳化硅或白刚玉陶瓷结合剂砂轮作为整形砂轮,用外圆磨削法对CBN砂轮进行整形。在整形砂轮轴上安装制动 器,使整形砂轮与CBN砂轮之间产生相对速度,可提高整形效率,相对速度越大,整形效率越高。该方法也可用于修锐,但应采用细粒度(150#?220#)修整砂轮。制动整形法的特点是整形压力较大、对磨床刚性要求高,对树脂结合剂砂轮容易产生过整形。 2)低碳钢磨削整形
超硬磨料砂轮使用规范及要求
磨削液厂家“联诺化工”发现在进行磨削加工时,超硬磨料砂轮的使用很常见。但是为了保证超硬磨料砂轮磨削产品的精度以及质量,在加工中需要对超硬磨料砂轮有一定的要求。超硬磨料砂轮在加工中需要减小振动,提高加工稳定性,避免加工表面质量以及尺寸精度的误差。那么,超硬磨料砂轮使用要求还有哪些呢? 一、超硬磨料砂轮使用要求 1、砂轮主轴回转精度高,一般要求轴向窜动小于0.005mm,径向振摆小于0.01mm。 2、磨床应有足够的刚度,要求比普通磨床刚度提高50%左右。当机床静刚度提高20% 时,则砂轮寿命可提高50%以上。 3、磨床的密封必须可靠,尤其是头架主轴和轴承部分密封要可靠。 4、磨床进给机构的精度要高,应保证均匀准确送进,平稳无窜动,有0.005mm次以下的进给机构。 5、磨床应有防震措施。 二、磨削液选择要求 超硬磨料砂轮磨削对磨削液除一般磨削要求外,还应考虑砂轮本身的特殊性。与普通砂轮比较,其硬度高、组织致密、气孔少,磨削过程中易被堵塞,要求磨削液具备良好的浸润性和清洗性,黏度要小,可选用磨削液厂家“联诺化工”SCC750BS水性环保磨削液。SCC750BS水性环保磨削液选用特制的高性能极压添加剂、防锈剂等其它添加剂复配而成,与水混合时可形成稳定的透明浅黄色溶液。该款水性环保磨削液具有良好的极压润滑性、防锈性、冷却性、沉降性和清洗性。以及具有极强的抗微生物分解能力,在不同的水硬度条件下,仍可保持其稳定性,是新一代高性能的多用途的无泡磨削液。而当用树脂结合剂砂轮时,湿磨可降低磨削温度,减少磨粒附近结合剂的热分解,比干磨可提高砂轮寿命40%左右,并可提高加工表面质量。 金刚石砂轮磨削液常用洗涤性强的煤油,也可用轻柴油或低号机械油和煤油的混合油1:10。还可用各种水溶性磨削液及弱碱性乳化液,如磨削液厂家“联诺化工”水性环保磨削液SCC750B。其中以煤油、柴油和水溶性磨削液效果较好。例如,磨硬质合金普遍采用煤油,如磨削时烟雾较大,可用混合水溶液,但不宜使用乳化液。树脂结合剂砂轮不宜使用苏打水及碱性强的乳化液,其PH不超过9,液温不超过30度。 仿形磨削、螺纹磨削与齿轮磨削用极压油性磨削液效果较好,能相应提高加工表面质量,磨削刻痕纹路浅,同时增加砂轮使用寿命。可选用磨削液厂家“联诺化工”SCC790E极压磨削液。SCC790E极压磨削液是一种高档、硬质合金(钨钢)专用全合成水性环保切削液,用水稀释后形成清澈透明的荧光绿色溶液。精选的添加剂及独特的配方确保了其极佳的加工性能,特别适用于硬合金研磨、切削等加工。SCC790E极压磨削液有极好的生物稳定性和防锈性能。SCC790E极压磨削液不含氯、亚硝酸盐、苯酚等有害物质,属于环保磨削液。 SCC790E极压磨削液优点: ●SCC790E极压磨削液含有精选的极压添加剂,使其具有极佳的加工能力,防止“钴”元素的析出; ●SCC790E极压磨削液极好的抗生物稳定性能,使其具有很长的使用寿命,最长使用寿命可超过二年;防锈性能好,减少的切削液消耗量,不会刺激皮肤,保护操作者的健康。 CBN砂轮一般不用水溶性磨削液,而多用轻质矿物油(煤油、柴油等)。因CBN磨粒在高温下与水会起化学反应,称水解作用,加剧了磨料的磨损。当必须用水溶液时,应加极压添加剂以减轻水解作用。 超硬磨料砂轮如采用干磨工艺时,应适当选择结合剂与粒度,并减少背吃刀量和进给量,以降低磨削温度。 磨削液厂家“联诺化工”发现这些超硬磨料砂轮使用要求在进行磨削加工时都需要严格
中小企业成本控制存在的问题和对策—以杭州环山磨料磨具有限公司为例
本科毕业论文 (2012届) 中小企业成本控制存在的问题和对策—以杭州环山磨料磨 具有限公司为例
诚信承诺 我谨在此承诺:本人所写的毕业论文《中小企业成本控制存在的问题和对策--以杭州环山磨料磨具有限公司为例》均系本人独立完成,没有抄袭行为,凡涉及其他作者的观点和材料,均作了注释,若有不实,后果由本人承担。 承诺人(签名): 年月日
摘要 中小企业是我国国民经济的重要组成部分,为国民经济的快速增长和吸纳劳动就业,构建和谐社会发展,发挥着不可替代的作用。随着我国经济不断发展,中小企业在我国经济中起到的作用日益明显,要想实现企业价值最大化,提高经济效益的根本途径就是要积极开展成本管理活动,加强成本控制。 成本控制是企业成本管理的重要手段之一,主要起到了改善企业经营管理;提高企业竞争力等作用。本文从员工成本控制参与意识淡薄;成本控制目标设定存在问题;成本核算方法落后;成本控制范围有限的问题出发,研究了成本控制的对策和建议。提出从强化企业全员成本管理意识;转变成本控制目标;确立合适的成本核算方法;注重事前、事中、事后各阶段的成本控制几个方面加强成本控制,以实现企业价值最大化。 最后通过对杭州阿莱西澳机械制造有限公司的案例分析,提出了该公司具体存在的问题和解决对策,也提出了由于每个企业都有各自的特点,因此在选择成本管理方式时,也要充分考虑自身特点、现状,选择适合自身发展的成本管理模式。 关键词:成本控制;问题;对策;作业成本法
目录 引言 ------------------------------------------------------------------- 1 一、成本控制的概述 ------------------------------------------------------- 2 (一)成本的概念------------------------------------------------------ 2 (二)成本控制的含义-------------------------------------------------- 2 (三)企业成本控制的意义---------------------------------------------- 2 (四)成本控制的方法-------------------------------------------------- 3 1.传统成本法 ------------------------------------------------------ 3 2.作业成本法 ------------------------------------------------------ 3 二、国内外研究现状 ------------------------------------------------------- 4 (一)国内研究概况---------------------------------------------------- 4 (二)国外研究概况---------------------------------------------------- 5 三、我国中小企业成本控制存在的主要问题 ----------------------------------- 6 (一)员工参与成本控制意识淡薄---------------------------------------- 6 (二)成本控制目标设定存在问题---------------------------------------- 6 (三)成本核算方法选择不当-------------------------------------------- 7 (四)成本控制范围有限------------------------------------------------ 8 四、中小企业成本控制--以杭州环山磨料磨具有限公司为例 --------------------- 9 (一)杭州环山磨料磨具有限公司企业简介-------------------------------- 9 (二)杭州环山磨料磨具有限公司财务状况------------------------------- 10 (三)杭州环山磨料磨具有限公司成本控制存在的问题及分析--------------- 10 1.砂轮厂员工成本控制意识淡薄 ------------------------------------- 10 2.砂轮厂成本控制范围有限 ----------------------------------------- 10 3.成本控制目标设定存在问题 --------------------------------------- 11 4.砂轮厂成本控制方法落后 ----------------------------------------- 12 五、中小企业改善成本控制的对策与建议 ------------------------------------ 16 (一)强化企业全员成本管理意识--------------------------------------- 16 (二)转变成本控制目标----------------------------------------------- 16 (三)确立合适的成本核算方法----------------------------------------- 16 (四)注重事前、事中、事后各阶段的成本控制--------------------------- 17 1.成本的事前控制 ------------------------------------------------- 17 2.成本的事中控制 ------------------------------------------------- 17 3.成本的事后控制 ------------------------------------------------- 17
初二生物会考知识点总结大全最详细
基础义务教育资料 2017年初二生物会考知识(一) 一、生物多样性的内涵:它包括三个层次:生物种类多样性(即物种多样性),基因多样性,生态系统的多样性。 生物种类多样性,基因多样性,生态系统的多样性三者关系: (1)生物种类的多样性是生物多样性的最直观的体现,是生物多样性概念的中心。生物种类多样性影响生态系统多样性。 (2)基因的多样性是生物多样性的内在形式。基因多样性决定种类多样性,种 类多样性的实质是基因多样性。 (3)生态系统的多样性是生物多样性的外在形式。生态系统发生剧烈变化时也会加速 生物种类多样性和基因多样性的丧失。所以保护生物多样性的根本輕是保护生物的栖息环境,保护生态系统的多样性。 二、我国是生物种类最丰富的国家之一。其中苔薛、蕨类和种子輕仅次于巴西和哥伦比亚,居世界第三。我国是裸子植物最丰富的国家,被称为“裸子植物的故乡”。 三、生物的各种特征是由基因控制的。不同生物的基因有较大差别,同种生物的个体之间,在基因组成上也不尽相同,因此每种生物都是一个丰富的基因库。 种类的多样性实质上是基因的多样性。
四、我国是世界上基因多样性最丰富的国家之一,特别是家养数物、栽培植物和野生亲缘种的基因多样性十分丰富,为动植物的遗传育种提供了宝贵的遗传资源。 五、每种生物都是由一定数量的个体组成的,这些个体的基因组成是有差别的,它们共同构成了一个基因库,每种生物又生活在一定的生态系统中,并且与他的生物种类相联系。 某种生物的数量减少或绝灭,必然会影响它所在的生态系统;当生态系统发生剧烈变化时,也会加速生物种类的多样性和基因多样性的丧失。 因此,保护生物的栖息环境,保护生态系统的多样性,是保护生物多样性的根本措施。 六、造成生物多样性面临威胁的原因: (1)生态环境的改变和破坏 (2)掠夺式的开发和利用 (3)环境污染 (4)外来物种的影响 七、被称为植物中的“活化石”是银杉;被称为中生代动物的“活化石”的是扬子鳄;中国鸽子树(琪桐)也是植物界的“活化石”。 八、保护生物多样性的措施 1、建立门然保护区是保护生物多样性最为有效的措施。我国现已 建成许多保护生态系统类型的自然保护区和保护珍稀动植物的白然保护区。 自然保护区是“天然基因库”,能够保护许多物种和各种类型的生态系
山东信发磨料磨具有限公司
1.1 Straight Wheels (Shape Code 1) 1.2 Tapered One Side Grinding Wheel(Shape Code 3) 1.3 Tapered Wheel Two Sides(Shape Code 4) 1.4 Cup Wheel(Shape Code 6) Email:sales5@https://www.360docs.net/doc/1f18053121.html, Msn:xinfa-abrasive-grindingwheel@https://www.360docs.net/doc/1f18053121.html, Skype: chinaabrasivefactory Shandong Xinfa Abrasives and Grinding Tools Co.,Ltd/Cara Liu
3.1 Crankshaft and Cam Shaft Grinding Wheel/ Straight Wheels (Shape Code 1) 3.2 Crankshaft and Cam Shaft Grinding Wheel / Recessed Wheel Two Side (Shape Code 7) 4.1 Centerless Grinding Wheels /Straight Wheel (Shape Code 1) 1.5 Bowl Type Wheel (Shape Code 11) 2. Cylinder Wheels Shandong Xinfa Abrasives and Grinding Tools Co.,Ltd/Cara Liu Email:sales5@https://www.360docs.net/doc/1f18053121.html, Msn:xinfa-abrasive-grindingwheel@https://www.360docs.net/doc/1f18053121.html, Skype: chinaabrasivefactory
砂轮选用情况
平面磨床磨削砂轮的选择 砂轮磨具是磨削加工不可缺少的一种工具,砂轮选择合适与否,是影响磨削质量,磨削成本的重要条件。本公司生产一系列的平面磨床,需配置不同的砂轮来适应各种工件的平面加工。为方便用户及本公司设计、工艺人员选择,本文针对平面磨床磨削砂轮的选择,常用不同工件材料的砂轮选择进行汇总,以供大家使用参考(见附表)。 砂轮的种类很多,并有各种形状和尺寸,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,各种砂轮就具有不同的工作性能。每一种砂轮根据其本身的特性,都有一定的适用范围。因此,磨削加工时,必须根据具体情况(如所磨工件的材料性质、热处理方法、工件形状、尺寸及加工形式和技术要求等),选用合适的砂轮。否则会因砂轮选择不当而直接影响加工精度、表面粗糙度及生产效率。下面列出砂轮选择的基本原则以供参考。 一、普通砂轮的选择 1. 磨料的选择磨料选择主要取决于工件材料及热处理方法。 a. 磨抗张强度高的材料时,选用韧性大的磨料。 b. 磨硬度低,延伸率大的材料时,选用较脆的磨料。 c. 磨硬度高的材料时,选用硬度更高的磨料。 d. 选用不易被加工材料发生化学反应的磨料。 最常用的磨料是棕刚玉(A)和白刚玉(WA),其次是黑碳化硅(C)和绿碳化硅(GC),其余常用的还有铬刚玉(PA)、单晶刚玉(SA)、微晶刚玉(MA)、锆刚玉(ZA)。 棕刚玉砂轮:棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。 白刚玉砂轮:白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。 黑碳化硅砂轮:黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。 绿碳化硅砂轮:绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。 铬刚玉砂轮:适于磨削刀具,量具、仪表,螺纹等表面加工质量要求高的工件。
磨料磨具基础知识
磨具是用以磨削、研磨和抛光的工具。大部分的磨具是用磨料加上结合剂制成的人造磨具,也有用天然矿岩直接加工成的天然磨具。 磨具按其原料来源分,有天然磨具和人造磨具两类。机械工业中常用的天然磨具只有油石。人造磨具按基本形状和结构特征区分,有砂轮、磨头、油石,砂瓦和涂附磨具五类。此外,习惯上也把研磨剂列为磨具的一类。 磨具除在机械制造和其他金属加工工业中被广泛采用外,还用于粮食加工、造纸工业和陶瓷、玻璃、石材、塑料、橡胶、木材等非金属材料的加工。 ◆磨具的主要特征包括磨料、粒度、硬度、组织和结合剂等五个因素。根据不同用途进行适当的选择可直接提高加工质量和生产效率。 * 磨料 * →磨具使用的磨料主要有棕刚玉、白刚玉、黑碳化硅和绿碳化硅等。 →棕刚玉韧性高,适宜磨削碳钢、合金钢、可锻铸铁、硬青铜等抗张强度高的材料。白刚玉比棕刚玉有较高的硬度,切削性能较好,适于淬火钢、高碳钢、高速工具等材料的精磨工序。 →黑碳化硅硬度高,性脆而锋利,适于磨削、切割抗张强度低的材料,如:铸铁、玻璃、陶瓷、石料、耐火物等。 →绿碳化硅较黑硅化硅纯度高。适于磨削硬质合金、光学玻璃、宝石、玛瑙等硬脆材料。 * 粒度* →粒度的选择主要取决于对工件表面的加工精度和生产效率的要求。粗粒度及中等粒度的磨具适用于粗加工及半精加工,而细粒度磨具,则应用于精加工及超精加工。被磨削的物理机械性能也系决定粒度的因素,硬度低,延展性及韧性大的材料宜用粗粒度磨具加工,而硬度高性脆的材料宜用细粒度的磨具。 * 组织 * →磨具的组织指组成磨具的磨料,结合剂和气孔三者的体积比例关系。磨料少、气孔率大称为松组织,反之为紧密组织。 →紧密组织的磨具,宜用于精磨,成型磨及加工留间小而表面光洁度要求高的工件。 →中等组织的磨具广泛用于一般留量工件的磨削工作。 →松组织的磨具适用于平面,内圆等接触面大的磨削加工及磨削膨胀敏感的工件及软质材料的工件。 * 硬度 * →磨具表面的磨料被结合剂固定在一起的强度。或在外力作用下,脱落的难易程度,称为磨具的硬度。 磨削工具简称为磨具.磨具有固结磨具、涂附磨具及超硬磨具三个大系列.各有特点,独立存在,各有所长,使用于世界各国国民经济之中.除涂附磨具另立篇章叙述之外,此处仅对固结磨具作简要的介绍. 1. 固结磨具 固结磨具是用磨料(磨削材料)与结合剂制成的具有一定形状和一定磨削能力的工具. 固结磨具的标记示例: 形状尺寸磨料粒度结合剂硬度组织 35M/S GB/T2485 形状代号 300×50×75 磨料种类磨料粒度 结合剂磨具硬度 组织号最高工作速度磨具技术条件
高中生物知识点总结完整版
高三第二轮复习生物知识结构网络 第一单元生命的物质基础和结构基础 (细胞中的化合物、细胞的结构和功能、细胞增殖、分化、癌变和衰老、生物膜系统和细胞工程) 1.1 化学元素与生物体的关系 最基本元素: C C、 H、 O、N、 大量元素P、 S、基本元素: C、 H、 O、 N K、Ca、 Mg 主要元素: C、H 、O、 N、 P、S 必需元素 微量元素Fe、 Mn 、 B、 Zn、Cu 、 Mo 等 化学元素 无害元素Al 、 Si 等 非必需元素 有害元素Pb、Hg 等 1.2 生物体中化学元素的组成特点 C、 H、 O、 N 四种元素含量最多 不同种生物体中化学元素的组成特点元素种类大体相同 元素含量差异很大 1.3 生物界与非生物界的统一性和差异性 统一性组成生物体的化学元素,在无机自然界中都能找到 差异性组成生物体的化学元素,在生物体和无机自然界中含量差异很大
1.4 细胞中的化合物一览表 化合物分类元素组成主要生理功能 ①组成细胞 ②维持细胞形态 ③运输物质 水④提供反应场所 ⑤参与化学反应 ⑥维持生物大分子功能 ⑦调节渗透压 ①构成化合物( Fe、 Mg ) 无机盐 ②组成细胞(如骨细胞) ③参与化学反应 ④维持细胞和内环境的渗透压)单糖①供能(淀粉、糖元、葡萄糖等) 糖类二糖 C、H、O ②组成核酸(核糖、脱氧核糖)多糖③细胞识别(糖蛋白) ④组成细胞壁(纤维素) 脂肪C、H、O ①供能(贮备能源) ②组成生物膜 脂质磷脂(类脂)C、H、O、N、P ③调节生殖和代谢(性激素、 Vit.D ) 固醇C、H、O ④保护和保温 ①组成细胞和生物体 蛋白质单纯蛋白(如胰岛素)C、H、O、N、S ②调节代谢(激素) 结合蛋白(如糖蛋白)( Fe、Cu 、P、Mo ??)③催化化学反应(酶) ④运输、免疫、识别等DNA ①贮存和传递遗传信息 核酸C、H、O、N、P ②控制生物性状 RNA ③催化化学反应(RNA 类酶) 1.5 蛋白质的相关计算 设构成蛋白质的氨基酸个数m,构 成蛋白质的肽链条数为 n, 构成蛋白质的氨基酸的平均相对分子质量为a, 蛋白质中的肽键个数为 x,蛋白 质的相对分子质量为 y, 控制蛋白质的基因的最少碱基对数为r, 则肽键数=脱去的水分子数,为x m n??????????????①蛋白质的相对分子质量y ma18 x ????????????????② 或者y r a 18 x ????????????????③ 3
砂轮修整
用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。砂轮修整一般有车削、用金刚石滚轮、磨削和滚轧等方法。 1 车削修整法 以单颗粒金刚石(或以细碎金刚石制成的金刚笔金刚石修整块)作为刀具车削砂轮是应用最普遍的修整方法。安装在刀架上的金刚石刀具通常在垂直和水平两个方向各倾斜约5°~15°;金刚石与砂轮的接触点应低于砂轮轴线0.5~2mm,修整时金刚石并作均匀的低速进给移动。要求磨削后的表面粗糙度越小,则进给速度应越低,如要达到Ra0.16~0.04μm的表面粗糙度,修整进给速度应低于50mm/min。修整总量一般为单面0.1mm左右,往复修整多次。粗修的切深每次为0.01~0.03mm,精修则小于0.01mm。 图1 车削修整砂轮示意图 2 金刚石滚轮修整法 采用电镀或粉末冶金等方法把大量金刚石颗粒镶嵌在钢质滚轮表面制成的金刚石滚轮,以一定转速旋转(藉以降低滚轮与砂轮的相对速度),对高速旋转的砂轮表面产生磨削和辗压作用,使砂轮获得与滚轮型面吻合的锋利工作表面。金刚石滚轮制造复杂、造价高,但经久耐用、修整效率高,适于在大批量生产中修整磨削特殊成形表面(如螺纹、齿轮和涡轮叶片榫齿等)的砂轮。 3 砂轮磨削修整法 采用低速回转的超硬级碳化硅砂轮与高速旋转的砂轮对磨,以达到修整的目的。
图2 金刚石滚轮修整成形砂轮 4 滚轧修整法 采用硬质合金圆盘、一组由波浪形白口铁圆盘或带槽的淬硬钢片套装而成的滚轮,与砂轮对滚和挤压进行修整。滚轮一般装在修整夹具上手动操作,修整效率高,适于粗磨砂轮的修整。
砂轮片按所用磨料的种类
砂轮片的分类 砂轮片按所用磨料可分为普通磨料(刚玉和碳化硅等)砂轮和天然磨料超硬磨料和(金刚石和立方砂轮氮化硼等)砂轮; 金刚石砂轮 以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成的中央有通孔的圆形固结磨具称作金刚石砂轮(合金砂轮)。金刚石砂轮结构一般由工作层、基体、过渡层三部分组成。工作层又称金刚石层,由磨料、结合剂和填料组成,是砂轮的工作部分。过渡层又称非金刚石层,由结合剂、金属粉和填料组成,是将金刚石层牢固地连接在基体上的部分。 不锈钢砂轮片 不锈钢砂轮片是一款专业切割不锈钢的砂轮片,想必大家都知道,不锈钢是一种比较硬的材质,想要把它切断,那种厚的砂轮片难度非常大。 砂轮的特性参数主要有磨料、粘度、硬度、结合剂、形状、尺寸等。 砂轮片型号 砂轮片上面有写明规格,印刷上面都可以看到比如A30Q4B这样的字样,这个说明很多东西。首先A代表了磨料棕刚玉,磨料还有其他的WA白刚玉BA黑刚玉等。A后面的30是代表粒度,细的粒度磨的光滑一些,表面粗糙程度较低,但是磨的速度慢;粗的粒度呢表面粗糙程度较大,但是磨的快。Q代表硬度。4 代表组织号。最厚的BF代表树脂结合剂 砂轮片规格 砂轮片有不同的的形状和尺寸,适用于不同的磨削加工。砂轮片由此旋转时受到很大的离心力的作用,如果没有足够的强度,砂轮片就会爆裂而引起严重事故。 离心力的大小与砂轮片圆周速度的平方成正比,所以当砂轮片圆周速度增人到—定数值别,离心力就会超过砂轮强度所允许的范围,使砂轮片爆裂,故各种砂轮片都规定了安全工作速度,具速度要远低个砂轮片爆裂的速度。砂轮片的安全工作速度在砂轮片上以最高工作速度标识,其安全系数为 1.5 1.磨料及其选择原则 磨料是砂轮的基本材料,在磨削时主要起切削的作用。 磨料硬度是指磨料这种物质本身所具有的硬度。 磨料分为天然磨料和人造磨料两大类。
高中生物基础知识大全
高中新课标生物基础知识大全 第一单元细胞的分子组成与结构 1.蛋白质、核酸的结构和功能 (1)蛋白质主要由C、H、O、N 4 种元素组成,很多蛋白质还含有P、S 元素,有的也含有微 量的Fe、Cu、Mn、I、Zn 等元素。 (2)氨基酸结构通式的表示方法(右图): 结构特点是:每种氨基酸分子至少都含有一个氨基和一个羧基,并且都有一个氨基和一个 羧基连接再同一个碳原子上,这个碳原子还连接一个氢原子和一个侧链基团。 (3)连接两个氨基酸分子的化学键叫做肽键。化学式表示为—NH—CO— 拓展: ①失去水分子数=肽键数=氨基酸数—肽链数(对于环肽来说,肽键数=氨基酸数) ②蛋白质相对分子质量=氨基酸平均相对分子质量×氨基酸数量-失去水分子数×水的相对分子质量 ③一个肽链中至少有一个游离的氨基和一个游离的羧基,在肽链内部的R 基中可能也有氨基和羧基。 (4)蛋白质结构多样性的原因是:组成不同蛋白质的氨基酸数量不同,氨基酸形成肽链时,不同种类氨基酸的排列顺序千变万化,肽链的盘曲、折叠方式及其形成的空间结构千差万别。蛋白质多样性的根本原因是基因中碱基排列顺序的多样性。 (5)有些蛋白质是构成细胞和生物体的结构成分,如结构蛋白;有些蛋白质具有催化作用,如胃蛋白酶;有些蛋白质具有运输载体的功能,如血红蛋白;有些蛋白质起信息传递作用,能够调节机体的生命活动,如胰岛素;有些蛋白质具有免疫功能,如抗体。 (6)核酸的元素组成有C、H、O、N 和P。核酸是细胞内携带遗传信息的物质,在生物体的遗传、变异和蛋白质的生物合成中具有重要作用。
(7)核酸的基本单位是核苷酸,一个核苷酸是由一分子含氮的碱基、一分子五碳糖和一分子磷酸组成的。 (8)DNA 中的五碳糖是脱氧核糖,RNA 中的五碳糖是核糖;DNA 中含有的碱基是腺嘌呤、鸟嘌呤、胞嘧啶和胸腺嘧啶,而RNA 中含有的碱基是腺嘌呤、鸟嘌呤、胞嘧啶和尿嘧啶;DNA 中含有两条脱氧核苷酸链,而RNA 中只含有一条核糖核苷酸链。 (9)生物的遗传物质是核酸。 拓展: ①因为绝大多数生物均以DNA作为遗传物质,只有RNA 病毒以RNA 作为遗传物质,所以说DNA 是主要的遗传物质? ②真核生物、原核生物的遗传物质都是DNA。 ③DNA 病毒的遗传物质是DNA,RNA 病毒的遗传物质是RNA。 ④真核生物细胞中含有的RNA 不是遗传物质,DNA 是遗传物质。 ⑤细胞质内的遗传物质是DNA。 2.糖类、脂质的种类和作用 (10)组成糖类的化学元素有C、H、O。 (11)葡萄糖是细胞生命活动所需要的主要能源物质;核糖是核糖核苷酸的组成成分;脱氧核糖是脱氧核苷酸的组成成分。 (12)糖类的主要作用是主要的能源物质。 (13)植物细胞特有的单糖是果糖,特有的二糖是麦芽糖、蔗糖,特有的多糖是淀粉和纤维;动物细胞所特有的二糖是乳糖,特有的多糖是糖元。 (14)组成脂质的元素主要是C、H、O,有些脂质还含有P 和N。 (15)脂肪是细胞内良好的储能物质,此外还是一种很好的绝热体,分布在内脏器官周围的脂肪还具有缓冲和减压的作用,可以保护内脏器官。磷脂作用是构成细胞膜和多种细胞器膜的重要成分。 (16)固醇类包括胆固醇、性激素和维生素D。 (17)组成细胞膜的脂质有磷脂和胆固醇。 (18)因为等量的脂肪氧化分解比糖类释放的能量多,所以说脂肪是动物细胞中良好的储能物 3.水和无机盐的作用
砂轮修整技巧
砂轮修整的技巧 修锐是一个将超硬磨粒砂轮的磨粒修磨锋利的处理过程。在这一过程中,需去除磨粒间的结合剂和磨钝的砂轮磨粒,使具有很强磨削性能的砂轮磨粒突出结合剂之外,形成锐利的切削刃。修锐也必须从砂轮表面的气孔中,去除微小的材料,防止作用于砂轮上的磨削力增大,砂轮上的磨削力增大,将会引起振动和造成零件表面烧伤。 没有适当的修锐,即使是最好的砂轮也不可能获得加工零件的高质量和尺寸一致性。实际上,当你投资了高质量的砂轮,为了获得高的磨削性能,很好地修整它们就显得非常重要。 整形可以说是砂轮准备工作的一部分,它与普通砂轮的修锐同时进行。对于超硬磨料砂轮,两道工序是分开进行的,首先对砂轮进行整形。在使用超硬磨料砂轮磨削中,整形是使用整形工具或滚轮进行,修锐经常是使用一个陶瓷结合剂的修整棒,在整形完成后,对砂轮进行修锐处理。 在砂轮包括整形与修锐的修整之前,保证主轴轴承在一定的温度下(如通常的砂轮磨削状态)是很重要的。这样可避免损伤零件几何形状以及砂轮和修整工具的非正常磨损。对于修整用的工具必须小心处理,因为它一般由质硬、耐磨但又很脆的金刚石材料制成,且对因轻微碰撞、受力引起微小裂纹和破碎都非常敏感。 因为金刚石整形器本身就是一把刀具,需保持非常锋利。使用一个磨钝了的修整工具来修整砂轮表面,会使砂轮变钝。为了保持一个高质量和锋利的金刚石修整工具,每隔一定时间,需要1/8圈地旋转单点或带锥尖的修整工具。旋转次数可根据修整情况决定,根据经验,最少每天旋转一次。对于凿子头和成型的修整工具,一般需在它们磨钝前180°地旋转一次。大多数外圆磨床是将零件和砂轮置于一个水平线上。零件外圆的最高点与砂轮外圆的最高点称为零件/砂轮接触点,金刚石修整工具应尽可能地在接近零件/砂轮接触点处修整砂轮。对于内圆磨床用砂轮,将金刚石修整工具接近砂轮外圆的最高点(即磨孔时零件/砂轮接触点)进行修整,这一点更为重要。 采取微量修整 为减少修整时间,好象总存在一种想选择大些修除深度的诱惑。这是一种极其错误的想法。必须选择最合适的修除深度对砂轮进行修整。选择太大的修除深度,会产生高的切削温度,减少修整器的使用寿命,还会将有用的砂轮层切除。最终结果是使修整器和砂轮两者受损,适得其反。最佳的修整量为经几次修除后,既能恢复砂轮的几何形状,又能刚好产生出良好的磨削锋刃为准则。使用单点修整工具,应以10-15°的轴心线倾斜角接触砂轮的直径方向。这样将使单点修整工具在定期转动时,产生一个削尖的作用。以多点接触的修整工具不需要倾斜这一角度。改为用修整工具的整个端面与砂轮表面接触。 横向移动速度是修整工具在修整中通过砂轮表面的速度。它对加工零件要求的表面粗糙度和金属切削率都起有关键的作用。横向移动速度太慢,将会堵塞砂轮,损害零件的表面粗糙度和金属切削率。太慢的横向移动速度还可以引起砂轮振动和烧伤零件表面。均匀较快的横向移动速度能修整出好的砂轮表面,提高砂轮的磨削性能,增加磨削效率,降低零件表面粗糙度。 保持冷却 适当地使用冷却液,能加快修整速度和提高修整效率。根据经验,选用一股3/8英寸直径的冷却液,能够从修整器上排除大量热量,延长修整器的使用寿命。当金刚石修整工具通过砂轮时,安装一个冷却液喷管,充满整个砂轮表面或不断地加注冷却液到金刚石修整工具。当修整工具与砂轮接触开始修整后,决不允许修整工具,从冷却液中退出。否则会使金刚石