规范标准工时评定规则(mod)

標準工時評定規則
1.目的:為公平設定本公司之動作單元之時間標準,以資評估產品之標準工時及生產線人力之依
據,故制定此細則.
2.範圍:凡本公司之所有產品之操作員正常操作時間均適之.
3.本標準工時系統採用模特排時間法(Modolar Arrangement of Predetermined Time Standard,簡
稱:MOD法)
4.MOD法說明:
模特法的基本原理來源於大量人體工程學的試總結,歸納有以下幾個方面:
(1)所有由人進行的作業,均是共通的基本動作組成的,模特法將實際生產作業中的人體動作
歸納為21種.
(2)不同的人做同一動作(在作業條件相同的情況下)所需時間基本相等.
(3)人體不同部位的動作,所用時間值是相互成比例的,如手的動作時間是手指動作時間的2
倍,小臂的動作時間是手指動作時間的3倍,由此就可以定義手指一次動作時間為人體動作的基本單位時間,同時其他動作與之成倍數關係計算求得.
模特法根據人的動作級次,選擇以一個正常人的級次最低、速度最快、能量消耗最小的一次,即手指動作的時間消耗值,作為它的時間單位,即1MOD=0.129S
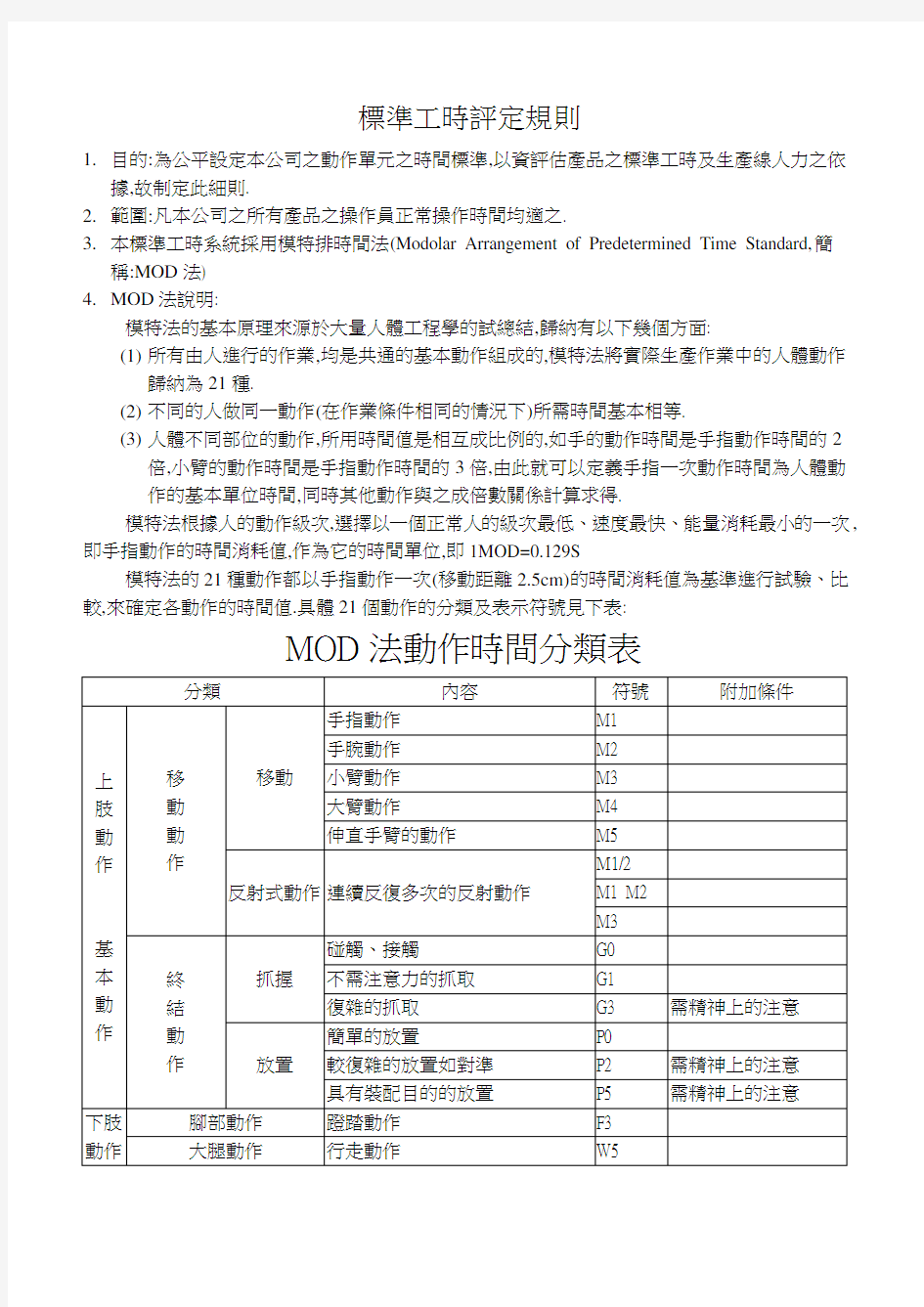
模特法的21種動作都以手指動作一次(移動距離2.5cm)的時間消耗值為基準進行試驗、比較,來確定各動作的時間值.具體21個動作的分類及表示符號見下表:
MOD法動作時間分類表
由上表知,MOD法把人的動作分成上肢、下肢、其他等動作,分別由符號M、G、P、F、W……代表,符號後僅賦予數字1、2、3……代表模特時間值,如M1代表1MOD=0.129SEC,M2即代表2MOD、以此類推.
5.本公司MOD法制定標準工時基準如下:
(1)以MOD分析之正常時間(即100%效率水準).
(2)本細則規定之標準作業距離為20CM.
(3)私事寬放:因本廠採取中休制度,故寬放率為0%.
(4)疲勞寬放:因本廠作業強度屬輕、中度作業,故取寬放標準為15%.
(5)作業寬放:如,a.臺及場地的簡單清潔與準備,包括轉換產品品種時的時間消耗.
b.來料及零件不良造成的停頓.(SMT零件腳寬不準)
c.現場監督者與檢查員臨時抽檢及口頭指示造成的偶發停頓.
d.上下工位的傳遞中偶發問題等.
以上各寬放平均取:3%.
(6)特殊寬放:如管理寬放、小批量的寬放、獎勵寬放、機械幹擾的寬放、不同作業人群
的寬放等,平均取:2%.
和計以上可知本公司取平均寬放率為20%.以上為一般正常狀況之基準,如產品設計或工作環境等有異常時,得酌情修正.
6.標準工時如下各頁所示.
6.1.1 DIP H/I段插件工時如下:
線圈(二)
二极體
高腳二极體
晶體(一)
跳線
晶體(二)
IC
F USE(一)
F USE(二)
IC
線材(一)
線材(一)
Component Component
Type of Comportment
MOD 數
(Sec)
備注
線圈(二) coil 2
左手: M4M2G3M4R2*4P5
33
2.6
右手: G3M4R2*4P5M4M2
二極體 horizontal diode 左手: M4M2G3M4R2*3P5
31
2.4
右手: G3M4R2*3P5M4M2
二極體 high lead dopde
左手: M4M2G3M4R2*3P5R2
33
2.6
右手: G3M4R2*3P5R2M4M2
晶體(一) transistor 1
左手: M4M2G3M4R2*3P5
30 2.3
右手: G3M4R2*3P5M4M2 跳線 jumper wire
左手:M4M2G3M4R2*3P5
31
2.4
右手: G3M4R2*3P5M4M2 晶體(二) transistor 2
左手: M4M2G3M4R2*3P5
31
2.4
右手: G3M4R2*2P5R2M4M2 IC ic<101eads
左手: M4M2G3M4R2R2*2R2*2P5
33 2.6
右手: G3M4R2R2*2R2*2P5M4M2 FUSE(一)
左手: M4M2G3M4R2*2P5
27
2.1
右手: G3M4R2*2P5M4M2 FUSE(二)
左手: M4M2G3M4R2*3P5
31
2.4
右手: G3M4R2*3P5M4M2 IC ic>101eads
左手: M4M2G3M4R2R2*3R2*3P5
40
3.1
右手: G3M4R2R2*3R2*3P5M4M2
線材(一) 插單邊
左手: M4M2G3M4R2P5BD
29 2.2
右手: BDM4M2G3M4R2P5
線材(一) 插雙邊 L<20CM
左手: M4M2G3M4R2P5M4R2P5BD
43
3.3
右手: BDM4M2G3M4R2P5M4R2P5
排線(一)
線材(一)
排線(一)排線(一)Soc ke t(1)
Soc ke t(2)
P in1
P in2
Slide s w itc h 線材(二)
Component Component
Type of Comportment
MOD 數
(Sec)
備注
線材(一) 插雙邊 L>20CM
左手:M4M2G3M4R2P5M4M4R2P5BD
47
3.6
右手:BDM4M2G3M4R2P5M4M4R2P5 排線(一)
插單邊
Ribbon wire2 (insert 1 ends)
左手: M4M2G3M4M2R2P5BD
33
2.6
右手: BDM4M2G3M4M2R2P5
排線(一)
插雙邊
Ribbon wire2 (insert 2 ends)
L<20CM
左手: M4M2G3M4M2R2P5M4M2R2P5BD
55
4.3
右手: BDM4M2G3M4M2R2P5M4M2R2P5
排線(一) 插雙邊 Ribbon wire2 (insert 2 ends) L>20CM 左手:
M4M2G3M4M2R2P5M4M4M2R2P5BD
55
4.3
右手:
BDM4M2G3M4M2R2P5M4M4M2R2P5 Socket(一) <=4way
左手: M4M2G3M4R2*3P5
30
2.3
右手: G3M4R2*3P5M4M2 Socket(二) >=5way
左手:M4M2G3M4R2*4P5
33
2.6
右手: G3M4R2*4P5R2M4M2
pin one pin 左手: M4M2G3M4R2P5
25
1.9
右手: G3M4R2P5M4M2 端子 solder tag
左手:M4M2G3M4R2*2P5
27 2.1
右手:G3M4R2*2P5M4M2 slide switch/ detector assembly
左手: M4M2G3M4R2*3P5
31
2.4
右手: G3M4R2*2P5R2M4M2 線材(二)
插單邊
wire assembly 2 (insert ends)
左手: M4M2R2G3M4(R2P5)*N*BD
23+7*N
1.8+0.9*N
右手:G3M4(R2P5)*N*BDM4M2R2
T unc r
LED
T r 1
T r 2
Component
Shape of Component
Type of Comportment
MOD 數
Insertion (Sec)
備注
Tuncr
左手: M4M2G3M4R2R2*3R2*3P5
40 3.1
右手: G3M4R2R2*3R2*3P5M4M2 LED
左手: M4M2G3M4M2R2P5
29 2.2
右手: G3M4M2R2P5M4M2 Line Drier
transformer(一)
左手: M4M2G3M4R2*3P5
31
2.4
右手: G3M4R2*3P5M4M2 Transformer(二)
左手: M4M2G3M4M2R2P5
29 2.2
右手: G3M4M2R2P5M4M2
CONN 4P
CONN 9P -M
COP WRCO2*10P
CONN 6P
CONN 4P DP 2X13P
DP 2X20P
DP 2X2P
DP 2X3P
DP 2X4P Component
Component
Type of Comportment
MOD 數
(Sec)
備注
CONN-4P WAFER(L) CD-IN 連接器-4P
左手: M4M2G3M4M2R2P5
29
2.2
右手: G3M4M2R2P5M4M2 CONN-9P-M
COM1
左手: M4M2G3M4R2*3R2*3P5 37 2.9
右手: G3M4R2*3R2*3R5M4M2 CONN-ATX PWR
POWER CONN
2X10P
左手: M4M2G3M4R2R2*3R2*3P5
40
3.1
右手: G3M4R2R2*3R2*3P5M4M2
CONN-CIN 6P
DUAL
MOUSE/KEYB
OARD
左手: M4M2G3M4R2R2*3R2*3P5
40
3.1
右手: G3M4R2R2*3R2*3P5M4M2 CONNECTOR 4X1P
左手:M4M2G3M4R2*4P5
33
2.6
右手: G3M4R2*4P5R2M4M2 DOUBLE PIN 2X13-25 FEATURE
左手: M4M2G3M4R2R2*3R2*3P5
40
3.1
右手: G3M4R2R2*3R2*3P5M4M2 DOUBLE PIN
2X20P
左手: M4M2G3M4R2R2*3R2*3P5
40
3.1
右手: G3M4R2R2*3R2*3P5M4M2 DOUBLE PIN
2X2P WIE 左手: M4M2G3M4R2*3P5
31
2.4
右手: G3M4R2*3P5M4M2
DOUBLE PIN 2X3P BUS RATIO 左手: M4M2G3M4R2R2*2R2*2P5
33
2.6
右手: G3M4R2R2*2R2*2P5M4M2 DOUBLE PIN
2X4P
VCORE CPU CLOCK
左手: M4M2G3M4R2R2*2R2*2P5
33
2.6
右手: G3M4R2R2*2R2*2P5M4M2
DP 2X5P
DP 2X8P
EP R32P
F USE
HEAT SINK ACE P J5P
P H2*20P
P H2*5P
P WRCONN12P
REG
SLP 2P
Component
Component
Type of Comportment
MOD 數
(Sec)
備注
DOUBLE PIN
2X5P
左手: M4M2G3M4R2R2*2R2*2P5
33
2.6
右手: G3M4R2R2*2R2*2P5M4M2 DOUBLE PIN
2X8P-14
SLEEP PWR
S/W
左手: M4M2G3M4R2*3R2*3P5
37
2.9
右手: G3M4R2*3R2*3R5M4M2 F EPROM LCC
32P
左手: M4M2G3M4R2R2*3R2*3P5
40
3.1
右手: G3M4R2R2*3R2*3P5M4M2
FUSE(POLY SW)1.6A 2腳
左手: M4M2G3M4R2*3P5R2
33
2.6
右手: G3M4R2*3P5R2M4M2
HEAT SINK ACE (有鎖螺絲)
左手: M4M2G3M4R2*3R2*3P5
37 2.9
右手: G3M4R2*3R2*3R5M4M2 PHONE JACK
5P
左手: M4M2G3M4R2R2*2R2*2P5
33
2.6
右手: G3M4R2R2*2R2*2P5M4M2
PIN HEADER
2X20P IDE 左手: M4M2G3M4R2R2*3R2*3P5
40
3.1
右手: G3M4R2R2*3R2*3P5M4M2
PIN HEADER
2X5P WIE 左手: M4M2G3M4R2*3R2*3P5
37
2.9
右手: G3M4R2*3R2*3R5M4M2 POWER CONN
12P
左手:M4M2G3M4R2*4P5
33
2.6
右手: G3M4R2*4P5R2M4M2
REGULATOR
左手: M4M2G3M4R2R2*2R2*2P5
33
2.6
右手: G3M4R2R2*2R2*2P5M4M2
SINGLE PIN 2P
左手: M4M2G3M4M2R2P5
29 2.2
右手: G3M4M2R2P5M4M2
插件時間研究一覽表
插件時間研究一覽表
6.1.2 DIP H/I段切板、上插銷及目檢工時:
6.2 DIP T/U段一般動作標準:
标准工时评定方法
标准工时评定方法 标准工时是指在标准工作环境下,进行一道加工所需的人工时间。 标准工时=观测时间×评定系数×(1+宽放率) 观测时间 将每道工序的工作分成若干个工作单元,分别进行计时。 注:重点强调:测时前操作方法应已标准化。操作方法不同,所消耗的时间也不同。若操作方法尚未标准化,操作单元的划分及其时间研究将毫无意义。 划分单元时应注意: 1、每一个单元应有明确且易辨识的起点和终点。在工作循环中,一个操作单元中止另一个操作单元开始的瞬间,称为分解点或定时点。 2、人工操作单元与机器单元应分开,时间研究主要是测定人工单元。 3、不变单元和可变单元应分开,不变单元是指在各种情况下,其操作时间基本相等的单元,如焊接操作中的手拿焊枪为不变单元。可变单元是指因加工对象尺寸、大小、重量的不同而变化的单元。在焊接操作中的焊缝所需时间是随焊缝的长短而变化的,故为可变单元。 4、物料搬运时间应与其他单元时间分开。因为搬运时间受工作场所布置的影响很大,分离出来便于单独研究。 测时方法: (1)归零测时法,即在每一个操作单元终了时,使指针回零的方法。现场记录时,因为要归零,所以费时,且易漏记。 (2)累计测时法,即每次按停显示当时时间,再按则显示累计走时。 (3)连续测时法,在整个过程中,秒表不停的连续走动,直到整个研究结束为止,观测者将每个操作单元的终点时间读出,记录在表格内。研究结束后,将相邻两个操作单元的终点时间相减,即得出操作单元实际的持续时间。 优点是现场记录时,因秒表开动后不再归零,任其连续走动至各单元末记录时间,比较方便,且一直连续计时,能保证所有时间均可记录无遗漏。 缺点是各单元的持续时间必须通过减法求得,处理数据的工作量较大。 评定系数 评比时需要将操作者的速度和理想速度作精确的比较,所以必须有具体的数字来表示其快慢,为了达到这个目的,就必须有一个评比的尺度。 评比方法: 1、速度评定法,是比较简单的评定方法,它完全根据观测者关于理想速度概念评定工人
标准工时管理规范
标准工时管理规范公司管理文件 标准工时管理规范 文件编号: 秘密等级:发出部门 : 颁发日期 :版本号 : 发送至: 抄送: 总页数: 5页 附件:无 主题词:标准工时、产能,生产周期 编制 : 审核 : 批准 : 文件分发清单 分发部门/人数量签收人签收日期分发部门/人数量签收人签收日期 文件更改历史 更改日期版本号更改原因
标准工时管理规范 目录 1目的 (3) 2适用范围 (3) 2.1产品范围 (3) 2.2工序范围 (3) 3定义 (3) 3.1标准工时 (3) 3.2观测时间 (3) 3.3观测时间的测量方法 (3) 3.4宽放时间 (4) 3.5节拍时间 (4) 3.6产品生产周期 (4) 3.7工序平衡率、工序饱和率、产线饱和率 (4) 3.8标准产能 (4) 4工作职责 (4) 4.1产品工艺部 (4) 4.2生产管理部 (4) 4.3计划管理部 (4) 5工作程序 (4) 5.1标准工时的制定与发布 (4) 5.2日常维护 (5) 5.3标准变更 (5) 5.3.1 变更类别 (5) 5.3.2 变更验证 (5) 5.3.3变更要求 (5) 6涉及文件、模板 (5) 《标准工时产能周期表》 (5) 第 3 页共5 页
1目的 建立合理、标准的工时定额体系; 依据工时定额规范生产作业; 并作为制造工艺改进、产能提升、人员合理利用的依据; 提高计划管理水平,增加经济效益,并为成本核算、劳动定员提供数据,实现生产制造的精细化管理。2适用范围 2.1产品范围 1.已经正式量产、正常生产的产品; 2.通过TR6小批量验证的新产品; 3.不涵盖对于返工、返修、逆向物流,非标产品相应的作业工时定额。 2.2工序范围 1.生产管理部作业人员的正常生产作业工序。 2.不包括管理人员、辅助人员等非生产作业工作时间等。 3定义 3.1标准工时 是指在正常条件下,一位合格适当且受过一定训练的工作者,按规定作业,完成一定数量和质量的工作所需要的时间。 标准工时的计算公式为:标准工时= 工序时间(观测)×(1+宽放率); 注:正常条件: 根据产品特性,要求制造环节具备的基本作业条件,例如,环境要求、人员条件等。 ◆合格适当: 表示该操作者具备担任此项工作之能力,包括体力和智力。 ◆受过一定训练: 表示该操作者受过此项工作的专业培训,并获得相关上岗资格或考核通过。 ◆正常速度: 通常的能力发挥的作业速度。 ◆规定作业: 表示为了达成某效果或目的之特定作业标准及先后次序,如SOP所要求的作业规范和步骤。 3.2观测时间 观测者测得现场操作者实际作业之所需时间。 3.3观测时间的测量方法 观测时间的测量方法(包括但不局限于以下方法): ①秒表测时法 ②摄影测时法 ③动作要素法 ④预置时间法 ⑤经验估计法 ⑥工作抽样法
工时测定方法
文件编号 C1-3-001 生效日期 2010年10 月18日 版次修订 A/2 制 定 审 查 批 准 标准工时制定管理规定 一、目的 为了能够准确的制定计件产品单价,计算成品成本,设定生产能力,编订生产计划,评 价作业效率,选定最佳作业方法等。 二、适用范围 技术中心、生产部、财务部、营销中心 三、制定标准工时的时机 新产品或生产工艺经过调整的产品,在原材料、设备、工艺稳定之后,批量生产达到50 ㎡时,需制定出标准工时。 四、制定方法 标准工时就是在标准作业条件下,中等熟练作业人员按正确的工艺以正常的努力完成一 道工序所需要的时间。 1、工时的测定方法:采用秒表直接测定。 2、制定标准工时的步骤: 2.1选择中等熟练的工人(入厂6-12个月)。 2.2确定工作开始的准备时间。 2.3确定测量的次数和人次 ,制定好测量表格。 2.4测量每一工作时间并做好记录。 2.5对各工作时间加以评比,并计算出平均实测工时。 2.6决定宽放率。 2.7计算并订定标准工时。 3、计算公式: 标准工时=实测工时*(1+宽放率) 实测工时=实际测量工时的加权平均值
4、宽放率的计算与范围 4.1宽放率=宽放时间/规定工作时间*100% 4.2管理宽放时间:在工厂现有条件下完成工作不可避免的耽误时间,如:设备调整、物 料准备、整理整顿等。 4.3生理宽放时间:如上厕所、喝水等。 4.4疲劳宽放时间:长时间工作会产生疲劳,因恢复体力而花费的时间。 4.5管理宽放率:3%—5% 4.6生理宽放率:5%—7%(8小时—12小时) 4.7疲劳宽放率:5%—10% 5、注意事项: 5.1选择5位不同中等熟练工人测量,每人测量至少一次,计算出他们的平均数(对异常 数据要适当处理) 5.2对工作时间的测量一定要准确,特别是工作准备时间的测量。 5.3对宽放率的选择要合适。不同的工作,宽放率的比例是不一样的。 举例:贴网组的雨滴摆板工序 选择5位不同的中等熟练工人A B C D E 每位工人开始摆板的准备工作时间分别为0.15小时,0.17小时,0.15小时,0.18小时, 0.13小时。 确定5位工人做同样的工作,每人测一次,制定好测量表。 每位工人摆1平方米雨滴所花费的时间如下: A工人 8小时 B工人 8.2小时 C工人 8.3小时 D工人 8.1小时 E工人 8.4小时 计算出平均工时: 选定的5位工人摆 1平方米雨滴花费的时间分别为: A工人:0.15小时+8小时=8.15小时
标准工时管理办法
文件更改历史 1.0 目的 1.1 规范标准工时管理,相关操作标准化制度化. 1.2 使相关人员对操作加深了解,更好的开展工作. 2.0 适用范围
适用于广东品胜电子股分有限公司和四川品胜电子有限公司所有产品标准工时的管理. 3.0 名词解释 标准工时: 合格的作业人员(具有正常的体力和智力,在劳动技术方面受过良好的训练,并具有一定熟练度的工人)在标准的作业方法和条件下,以正常的作业速度完成某一工作所需的時间﹔其计算公式为:标准工时=实际作业时间×(1+评比系数)×(1+宽放率)=正常作业时间×(1+宽放率)宽放率(%): 指为剔除操作者因生理限制、操作方法、客观条件等造成的时间延误影响, 给正常作业时间加入的修正系数,通常以工作抽样法获取基础数据来确定; 其计算公式为: 宽放率= 宽放时间/净工作时间*100% 评比系数:是校正正常作业速度差异的系数。 其计算公式为: 评比系数= 实际速度评定值/正常速度评定值 影像分析:通过作业录像进行分析,可以精确地对作业时间及动作要素,进行测定及研究分析; MOD法:根据人体动作的部位、动作的距离和工作的重量,预测操作所需标准时间的方法; 生产线平衡:工序流动间负荷之差距最小﹐流动顺畅﹐减少因时间差所造成的等待或滯留现象; 生产线平衡率计算公式为: 生产线平衡率=(各工序时间总和/(生产节拍*投入人数))*100% 生产节拍:通常把一个流程中生产节拍最慢的环节叫做“瓶颈“(Bottleneck),其工位的标准工时就称之为生产节拍。 CT:是Cycle time的缩写,即生产周期,两个相同工序之间的时间间隔; SMT: 电子电路表面组装技术(Surface Mount Technology, SMT),称为表面贴装或表面安装技术 生产部:包括生产一部、生产二部、注塑部 4.0 部门职责 IE部/生产工程部:负责所有产品标准工时的管理、制定和复核; 监察审计部:负责参与处理生产线的标准工时问题的申诉评估; 生产部:严格按照IE部/生产工程部提供的标准工时作业. 5.0 运作程序 5.1 标准工时制定的手法 5.1.1 使用影象分析和MOD法时,其分析的重点在操作动作分析,可只取一个正常的生产周期; 5.1.2 使用秒表法测量,作业时间一致性较好的普通工位最少测量5次连续作业的产品;除此情形外, 应延伸作业测量的次数. 5.1.3 具有通用性、标准性工位应建立标准工时库,作为部门内部参考资料直接引用;(如:注塑车
标准工时定额制定流程及方法
1目的 确定公司产品生产的标准工时制定流程及方法,制订合理的标准工时定额,是安排生产计划和进行经济核算的基础,在现有设备及生产技术组织条件下,尽可能的精益生产,使大多数员工经过努力都可以达到,先进员工可以超过。制定和管理制造部生产管理指标,评价各部门的生产能力。 2适用范围 本规定适用于公司制造部对产品标准工时定额的制定、修改及管理的全过程。 3职责 3.1 计划管理部职责 3.1.1 计划管理部负责对制造部制定的标准工时定额表进行审核、发布。 3.1.2 计划管理部负责对各制造部制定、下发标准工时测定计划。 3.1.3 计划管理部负责对各制造部进行工时效率考核、UST奖金考核。 3.1.4 计划管理部负责更新并保存日常工时数据。 3.1.5 计划管理部对各部门工时负责人员的资格评定及评价。 3.2 各制造部职责 3.2.1 各制造部按照标准工时的计算方法制定所有产品的标准工时定额表,定期按计划或因需要对标准工时定额表进行修订。 3.2.2 各制造部门工时负责人员任职条件及工作内容 4程序要求 4.1标准工时定额表制定、发布流程
图1 4.1.1 各制造部工时测定员生产现场实地观摩测出各工序的实际作业时间值记入工序作业时间记录表并进行现场评价,将现场记录的手写版工序作业时间记录表交至计划管理部存档、备查。 4.1.2 各制造部由根据LS/WI014.034标准工时宽放率的制定及变更的管理规定确定各工序宽放率,并将宽放率填入宽放率评价表,交至计划管理部存档、备查。 4.1.3 各制造部工时测定员根据各工序的实际作业时间及宽放率计算出各工序的标准时间,编制标准工时定额表。产品的标准工时的计算方法参考下述(标准工时的计算方法)。 4.1.4 各制造部工时测定工程师对工时测定员测定的标准工时进行复核,确认后加入作业指导书中等待审批。 4.1.6 各型号产品的各工序标准工时定额表制定后,经生产技术科科长审批后,再由计划管理部进行审核,计划管理部汇总编制标准工时汇总表。 4.1.7 当对产品的标准工时产生异议时,由制造部工时管理员安排进行重新测定,修订后再次报送计划管理部进行审核。 4.1.8 对同一种产品的标准工时进行两次审核后若仍产生异议,标准工时按照计划管理部测算出的结果进行颁布实施。 4.1.9 各制造部在测定标准工时需通知计划管理部该型号、该工序的具体生产时间,以便掌握现场测定及复核时间,否则无法复核造成的WI批准延迟责任归该制造部。 4.2 标准工时的制定方法 4.2.1 标准工时:标准工时是在正常的作业条件下,以标准的作业方法和设备,在合理的劳动强度和正常的作业速度下完成达到规定的质量要求的单位作业量所需的作业时间。 4.2.2 标准工时申请条件:有受控工艺文件、工艺流程图支持且可增值的工序。 4.2.3 标准工时的基本构成:标准时间 = 正常作业时间×(1+宽放率) 4.2.4 宽放率的构成、定义、计算方法详见LS/GWI012.005标准工时宽放率的制定及变更 4.2.5 时间测定方法 4.2. 5.1 选定被测时间的作业工序,将每一单位作业分割成具体的作业要素、必要时再对作业要素分割成具体的动作要素。
标准工时管理规定
标准工时管理规定 1.目的: 1.1推动生产体系效率的改进,实现公司效益增长方式由粗放型向集约型转变。 1.2为制定生产计划和标准成本提供基本数据;为生产能力、作业效率、薪资支付、人 员配置等方面管理提供依据。 2. 适用范围: 适用于所有机型的生产加工。 3. 权责: 3.1工程部IE专项小组负责标准工时和标准产能的制定和发布;负责推动生产体系效率 的改进、提高和监督。 3.2生产工程课工艺组负责制定作业标准书、工艺流程图、QC工程图等相关文件,参与效 率体系的改进、提高。 3.3 PMC负责依据标准工时、人均产能等相关信息,合理制定生产计划。 3.4制造部组织人员按时按质按量完成生产任务,积极参与效率的改进和提高。 3.5品质部负责对生产过程进行有效的管控,并积极参与效率的改进和提高。 4. 规定: 4.1标准工时定义: 是指在正常的操作条件下,一位受过训练的熟练作业者,以标准的作业方法及合理 的劳动强度和速度下完成符合质量要求的工作所需的作业时间。 4.2标准工时的应用: 标准工时可以使参与工作的全体人员都可以客观准确的计划、实施并评价其工作结 果,是DXC的作业管理基准,其应用在以下几个方面: 4.2.1制定生产计划。 4.2.2 人工工时计划及人员计划。 4.2.3可以在“4M1E”的其中某个因素不同或发生改变时进行评价。如:不同作业方
法的优劣。 4.2.4用作产品的人工成本控制与管理基准。 4.2.5对客户的估价和报价。 4.2.6设备与工装的需求计划。 4.2.7革新与改善的成绩评价。 4.3标准工时的测量方法: 采用秒表法或MOD法。 4.4生产线的标准工时制定: 在作业方法及作业条件进行标准化以后,每3个月由工程部IE工程师进行工时测量 和调整,作成“制程规划及标准工时表”(DXC-EDFM-18/2)和“各机种产能表” (DXC-EDFM-10)。 4.5标准工时的管理: 4.5.1随着作业方法及工艺改进而不断更新与提高,需要重新制定标准工时。 4.5.2新产品及新作业量产前的作业时间由生产工程课助理工程师以上人员来测量 和评估,为设备、工装、人员的配备提供参考依据。 4.5.3标准工时制订出来后,相关部门按照标准工时合理制定产能、人员需求、工装 配置等方面计划。 4.5.4工程部要不断分析和改进影响标准工时的因素,切实提高生产效率。 4.5.5制造部门应严格执行工艺纪律,并如实记录生产过程中的工时损失时间,每 月进行一次汇总,以对损失工时的责任进行明确区分。 5、记录表格: 5.1 “制程规划及标准工时表”(DXC-EDFM-18/2) 5.2“各机种产能表”(DXC-EDFM-10)
标准工时管理制度
1目的 为规范本公司标准工时制定与管理,方便生产效率计算。 2 适用范围 适用于本公司产品作业标准工时的测定、制定、修改等。 3 职责 精工部加工工艺科及生产部装配工艺科工艺人员负责标准工时的测定、制定、修改。 4 标准工时管理规定 4.1定义 4.1.1 标准工时 某一加工工序,在标准的作业条件下,中等熟练作业人员以正常之努力,完成一件工作的时间,称为标准工时,单位为分·人/件(或秒·人/件、小时·人/件)。 4.1.2 标准产量 某一加工工序,在标准的作业条件下,中等熟练人员以正常努力,在一个工作日内( 一般为8小时),可以加工完成的产品数量,称为标准产量,单位为件。 4.1.3 标准工时与标准产量的关系 标准产量(件)=每日工作时间(分)×80% 标准工时(分/件) 4.2 标准工时的测算方法 4.2.1 作业时间测算 4.2.1.1新产品小批试制时,精工部加工工艺科及生产部装配工艺科工艺人员按作业指导书工序要求持秒表在作业现场对每一工序作业时间进行实际测算。 4.2.1.2 应选择生产较为顺畅时进行测算,并连续测试10个以内的周期时间。 4.2.1.3周期时间系指作业人员从取料开始到下一次取料的总时间。 4.2.1.4工序实测时间=测试总时间/测试周期数。 4.3 标准工时管理 4.3.1标准工时制定与作用 4.3.1.1精工部加工工艺科及生产部装配工艺科测标准工时,并填入作业指导书及工序卡片,分发相关部门。 4.3.1.2如系流水作业,精工部加工工艺科及生产部装配工艺科测定每个工作站标准工时后,应利用工业工程、平衡手法,对每个工作站工作内容、人数进行平衡分析,必要时应对工艺流程作调整,以利生产线平衡。 4.3.1.3流水作业标准产量以该流水线瓶颈站位标准产量为准,即各工作各标准产量最低的一站。 4.3.1.4生产部依据标准工时制定生产计划中产量定额。 4.3.1.5精工部及生产部依据标准工时进行效率管理等作业。 4.3.1.6财务部依标准工时制订标准成本制造费率等作业。 4.3.1.7市场科依据标准式时评估接单量等作业。
实用的标准工时定额制定流程及方法
1。 2目的 确定公司产品生产的标准工时制定流程及方法,制订合理的标准工时定额,是安排生产计划和进行经济核算的基础,在现有设备及生产技术组织条件下,尽可能的精益生产,使大多数员工经过努力都可以达到,先进员工可以超过。制定和管理制造部生产管理指标,评价各部门的生产能力。 3适用范围 本规定适用于公司制造部对产品标准工时定额的制定、修改及管理的全过程。 4| 5职责 计划管理部职责 3.1.1 计划管理部负责对制造部制定的标准工时定额表进行审核、发布。 3.1.2 计划管理部负责对各制造部制定、下发标准工时测定计划。 3.1.3 计划管理部负责对各制造部进行工时效率考核、UST奖金考核。 3.1.4 计划管理部负责更新并保存日常工时数据。 3.1.5 计划管理部对各部门工时负责人员的资格评定及评价。 各制造部职责 & 3.2.1 各制造部按照标准工时的计算方法制定所有产品的标准工时定额表,定期按计划或因需要对标准工时定额表进行修订。 3.2.2 各制造部门工时负责人员任职条件及工作内容
6程序要求 4.1标准工时定额表制定、发布流程 图1 4.1.1 各制造部工时测定员生产现场实地观摩测出各工序的实际作业时间值记入工序作业时间记录表并进行现场评价,将现场记录的手写版工序作业时间记录表交至计划管理部存档、备查。 4.1.2 各制造部由根据LS/标准工时宽放率的制定及变更的管理规定确定各工序宽放率,并将宽放率填入宽放率评价表,交至计划管理部存档、备查。 4.1.3 各制造部工时测定员根据各工序的实际作业时间及宽放率计算出各工序的标准时间,编制标准工时定额表。产品的标准工时的计算方法参考下述(标准工时的计算方法)。 4.1.4 各制造部工时测定工程师对工时测定员测定的标准工时进行复核,确认后加入作业指导书中等待审批。 4.1.6 各型号产品的各工序标准工时定额表制定后,经生产技术科科长审批后,再由计划管理部进行审核,计划管理部汇总编制标准工时汇总表。 | 4.1.7 当对产品的标准工时产生异议时,由制造部工时管理员安排进行重新测定,修订后再次报送计划管理部进行审核。 4.1.8 对同一种产品的标准工时进行两次审核后若仍产生异议,标准工时按照计划管理部测算出的结果进行颁布实施。 4.1.9 各制造部在测定标准工时需通知计划管理部该型号、该工序的具体生产时间,以便掌握现场测定及复核时间,否则无法复核造成的WI批准延迟责任归该制造部。 标准工时的制定方法 4.2.1 标准工时:标准工时是在正常的作业条件下,以标准的作业方法和设备,在合理的劳动强度和正常的作业速度下完成达到规定的质量要求的单位作业量所需的作业时间。 4.2.2 标准工时申请条件:有受控工艺文件、工艺流程图支持且可增值的工序。
规范标准工时评定规则(mod)
標準工時評定規則 1.目的:為公平設定本公司之動作單元之時間標準,以資評估產品之標準工時及生產線人力之依 據,故制定此細則. 2.範圍:凡本公司之所有產品之操作員正常操作時間均適之. 3.本標準工時系統採用模特排時間法(Modolar Arrangement of Predetermined Time Standard,簡 稱:MOD法) 4.MOD法說明: 模特法的基本原理來源於大量人體工程學的試總結,歸納有以下幾個方面: (1)所有由人進行的作業,均是共通的基本動作組成的,模特法將實際生產作業中的人體動作 歸納為21種. (2)不同的人做同一動作(在作業條件相同的情況下)所需時間基本相等. (3)人體不同部位的動作,所用時間值是相互成比例的,如手的動作時間是手指動作時間的2 倍,小臂的動作時間是手指動作時間的3倍,由此就可以定義手指一次動作時間為人體動作的基本單位時間,同時其他動作與之成倍數關係計算求得. 模特法根據人的動作級次,選擇以一個正常人的級次最低、速度最快、能量消耗最小的一次,即手指動作的時間消耗值,作為它的時間單位,即1MOD=0.129S 模特法的21種動作都以手指動作一次(移動距離2.5cm)的時間消耗值為基準進行試驗、比較,來確定各動作的時間值.具體21個動作的分類及表示符號見下表: MOD法動作時間分類表
由上表知,MOD法把人的動作分成上肢、下肢、其他等動作,分別由符號M、G、P、F、W……代表,符號後僅賦予數字1、2、3……代表模特時間值,如M1代表1MOD=0.129SEC,M2即代表2MOD、以此類推. 5.本公司MOD法制定標準工時基準如下: (1)以MOD分析之正常時間(即100%效率水準). (2)本細則規定之標準作業距離為20CM. (3)私事寬放:因本廠採取中休制度,故寬放率為0%. (4)疲勞寬放:因本廠作業強度屬輕、中度作業,故取寬放標準為15%. (5)作業寬放:如,a.臺及場地的簡單清潔與準備,包括轉換產品品種時的時間消耗. b.來料及零件不良造成的停頓.(SMT零件腳寬不準) c.現場監督者與檢查員臨時抽檢及口頭指示造成的偶發停頓. d.上下工位的傳遞中偶發問題等. 以上各寬放平均取:3%. (6)特殊寬放:如管理寬放、小批量的寬放、獎勵寬放、機械幹擾的寬放、不同作業人群 的寬放等,平均取:2%. 和計以上可知本公司取平均寬放率為20%.以上為一般正常狀況之基準,如產品設計或工作環境等有異常時,得酌情修正. 6.標準工時如下各頁所示. 6.1.1 DIP H/I段插件工時如下:
标准工时计算方法
标准工时计算方法 一、目的:规范标准工时制定与修改作业,使标准工时具有完整性,使ERP系统运行之排程合理和成本准确。 二、名词定义: 2.1、标准工时:在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。 2.2、宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间。 2.3、标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。 三、标准工时的构成: 3.1、标准时间=正常时间+宽放时间=观测时间*(1+熟练修正数+努力修正数)+观测时间*宽放率 3.2、正常时间: 3.2.1、主体作业时间:按照作业目的进行的作业。指能创造价值的作业,如改变产品外形,改变产品性能等。 3.2.2、副作业时间:与主体作业同步发生,起附属作用。如取放工具、检查等。 正常时间设定方法如下: 直接观测法:秒表观测法;摄影分析法;work sampling法。 优点:比较简单;任何人都可以做。 缺点:难于跟标准速度相比较,需要评价标准速度;生产之前不能设定。 合成法:动作分析法、历史数据法。 优点:信赖程度和一贯性高;客观性和普遍性高;不需要评价标准速度;可在生产之前设定;容易消除不必要动作。 缺点:需要教育和训练。 3.3、宽放时间: 3.3.1、私事宽放时间:作业过程中,满足生理要求的宽放时间,如上厕所,喝水,擦汗。 3.3.2、疲劳宽放时间:为了补偿工作过程中体力和精神疲劳,采取的休息或操作速度减弱的宽放时间。 3.3.3、特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其它宽放. 作业宽放时间:补偿作业过程中发生不规则的要素作业。如用处理不良品等。 3.3.4、集体宽放时间:集体作业时,对于个体差异产生损失的补偿。如熟练度的差异,工位编排产生的损失等。 3.3.5、宽放系数表
标准工时测定方法
标准工时测定方法 一、标准工时定义 标准工时指对于必要能力受过充分训练的作业人员,在适当的速度和作业环境下执行作业所需要的时间。 即是在下列条件下,完成一单位作业所需的时间: 1.采用标准作业及标准设备 2.在标准化的作业条件下 3.作业者均具备制程所要求的熟练度和适应度 4.在不妨害生理健康的情況下熟练度与适应度 5.以企业所设定的正常作业速度,完成一個单位作业量 二、标准工时的角色 三、标准工时的构成 四、宽放时间种类 a. 生理宽放:又称私事宽放。 标准工时 标准准备时间 标准主体时间 净准备时间 宽放时间 净作业时间 宽放时间 一般时间 特殊时间 特殊时间 一般时间 标准工时 工厂管理 外包价格的決定 标准价目格的決定 的決定 设备管理 设备机种的选定 设备台数的決定 设备定位的決定 生产管理 生产计划 日程计划 作业管理 适当的人员配置 作业制程改善 效率管理 工程管理 价格管理 效率与生产性能的评价 奖励津帖的策略 价格的预估
b.疲劳宽放:分为体力疲劳和精神疲劳。 c.管理宽放:又称连接宽放。 五、标准工时测定方法 a.秒表测时法 b.PTS测时法(多采用MTM法) c.MOD测时法 标准工时测定方法有很多种,各IE作业者由于喜好及运用熟练程度不同而选择不同的动作方法。以上三种方法各有优缺点,实际操作中往往结合运用。 a.秒表测时法 秒表测时法是最古老、最常用的测时方法,目前多数企业广泛采用。 1.局限性 1>必须在生产效率达到一定水平时采集到数据才有效。 2>评比比较困难,人为因素较多。 3>采集数据周期比较长,时间成本耗费较大。 2.优势性 1>采集数据简单,较为直接,操作比较简单。 2>IE人员能更多了解生产实际,采集数据更据有说服力。 3.具体操作方法 1>操作要素 测时人员必须了解被测对象(包括:a.工件的制作流程;b.作业的工作方法和 作业标准;c.进行作业的人和设备。)
标准工时的定义
标准时间的设定 一﹑标准工时概要 1﹑什么是标准工时(Standard Time) 标准工时是在正常的操作条件下﹐以标准的作业方法及合理的劳动强度和速度完成符合质量要求的工作所需的作业时间。 它具有以下五项主要因素﹕ (1)正常的操作条件﹕工具条件及环境条件都符合作业内容要求并且不易 引起疲劳﹐如女子搬运重量不超过4.5公斤。 (2)熟练程度﹕大多数中等偏上水平作业者的熟练度﹐作业员要了解流程﹐ 懂得机器和工具的操作与使用。 (3)作业方法﹕作业标准规定的方法。 (4)劳动强度与速度﹕适合大多数普通作业者的强度与速度。 (5)质量标准﹕以产品的质量标准为准﹐基本原则是操作者通过自检及互检完成。 由上述的定义可知标准时间是衡量一切工作的标准﹐它具有相当高的客观性与公平性。IE的全部方法与手段都是为了保证所制定的标准时间公平合理﹐因为它是衡量效率的基准﹐同时也是进行科学的效率管理的基础﹐并最终被应用到销售﹑设计﹑采购﹑成本管理等相关领域。 2﹑标准时间的意义与用途 制定合理的标准时间是科学管理的最基本工作﹐也是最重要的工作。无标准时间就无管理的第一步。通过标准时间的应用使参与工作的全部人都可以客观准确地计划﹑实施并评价工作结果。标准时间的应用非常广泛﹐是制造业必不可少的作业管理基准。标准时间的应用具体有以下几个方面﹕ (1)制定生产计划﹔ (2)人工工时计划及人员计划﹔ (3)评价﹕不同作业者的工作表现﹐不同的供货商的效率成本﹐不同的作业方法的优劣﹔ (4)用于制造产品的人工成本控制与管理﹐包括记件工资的标准﹔ (5)对客户的估价与报价﹔ (6)设备及工装的需求计划﹔ (7)革新与改善的成绩评价。 特别要强调的是标准时间不是一成不变的﹐随着作业方法及产品工艺的改进﹐标准 时间也是在不断更新与提高的。 3﹑标准时间的构成 大多数的标准时间是由“标准主体作业时间”和“标准准备时间”构成。此两项又分别由净作业时间和宽放时间构成。如下图(1) 标准主体作业时间与标准准备时间是完成工作所必须进行的作业包括有效的机械作业以及事前准备和中间准备所消耗的时间。两项净时间总和称为正常时间。宽放时间普遍以相对于正常时间的比率﹐即宽放率的形式表示﹐标准时间的表述公式如下﹕
工时定额管理办法
A公司 工时定额管理办法 1目的 建立合理化、标准化的工时管理体系, 依据工时定额规范生产,并作为合理利用人员、工艺改进的依据,从而提高公司经营管理及生产管理水平,增加公司经济效益,并为成本核算、劳动定员提供数据,体现按劳分配的原则。 2 适用范围 本办法适用于公司量产品制造过程工时定额的形成、变更、维护等管理;适用于公司各部门、各子公司及其下属单位。 3 使用术语及定义 3.1工时定额:是指在正常生产技术组织条件下,采用科学合理的方法,对生产单位合格产品或完成一定工作任务的劳动消耗量所预先规定的限额(单位:小时)。计算方式为:加工(注:装配过程含包装)过程中所有工序工时定额的总和。工时定额是公司进行成本核算,确定设备数量和人员编制,规划生产的基本依据。 3.2 工时定额由基本时间(Tj)和辅助时间(Tf)组成.其中:辅助时间又包括:服务时间(Tw)、休息和生理需要时间(Tx)和准备与终结时间(Tz)。 用公式表示为:工时定额工时定额=基本时间Tj+辅助时间Tf 序号项目主要内容备注 3.2.1 基本时间(Tj) 直接改变生产对象的尺寸、形状、相对位置以及表面状态等工艺过程所消耗的时间,称为基本时间。 3.2.2 辅助时间(Tf) 各种辅助动作所消耗的时间,称为辅助时间。包括:服务时间(Tw)、休息和生理需要时间(Tx)和准备与终结时间(Tz)。 3.2.2.1 服务时间Tw 为正常操作服务所消耗的时间,称为服务时间。主要指:换刀、修整刀具、润滑机床、清理切宵、收拾工具等所消耗的时间。计算方法:一般按操作时间的2%~7%进行计算。
3.2.2.2 休息时间(Tx) 为恢复体力和满足生理卫生需要所消耗的时间,为休息时间。计算方法:一般按操作时间的2%进行计算。 3.2.2.3 准备与终结时间(Tz) 为生产一批零件,进行准备和结束工作所消耗的时间,称为准备与终结时间。主要指:熟悉工艺文件、领取毛坯、安装夹具、调整机床、拆卸夹具等所消耗的时间。计算方法:一般按操作时间的2%~7%进行计算。 3.3 产品工时定额管理是对产品工时定额的制定、贯彻、统计分析和修订的管理过程。 4 管理体系 公司工时定额管理实行统分结合的管理体系,公司授权人力资源科统筹公司劳动工时定额形成、变更、维护等管理,负责相关的国家有关劳动及工时定额工作的方针、政策和规定的贯彻执行。各独立经营、自负盈亏的子公司及控股公司在公司管理框架下,根据自身经营特点,组织自己的工时管理体系。 4.1 职责分工 4.1.1 人力资源科职责 4.1.1.1 负责相关的国家有关劳动及工时定额工作的方针、政策和规定的贯彻执行。 4.1.1.2 负责公司劳动工时定额政策、制度的制定、核查、申报等工作。 4.1.1.3 公司经营范围内各类产品及服务的工时定额的形成、变更、维护的具体管理工作。 4.1.1.4 负责公司工时定额管理工作的日常指导、检查、分析调研及宣传、培训工作。 4.1.1.5 根据工时定额核定生产类人员的岗位设置。 4.1.2 产品设计及技术部门职责 4.1.2.1 负责提供产品或服务的完整产品工艺技术资料, 4.1.2.2 负责提供产品或服务改进或革新后完整的产品工艺技术资料。 4.1.2.3 为工时定额的管理提供专业技术支持。 4.1.3 生产部职责 4.1.3.1 根据公司工时定额管理办法,对当期发生临时工时的派工、检查、验收、核准等日常管理工作。 4.1.3.2 负责劳动工时定额的在实际使用过程中,统计分析及异常情况的分析、反馈工作。 4.1.3.3 根据工时定额审核生产类人员的岗位设置情况。 4.1.4 各级工时定额使用部门的职责 4.1.4.1 负责贯彻执行公司劳动定额管理制度。
标准工时制定规范
标准工时制定规范
目录 1 目的 (3)
2 范围 (3) 3 定义 (3) 4 角色与职责 (3) 5 规范要求 (3) 6 标准工时的计算和发布 (5) 7 相关文件 (5) 8 附件 (5) 1 目的 建立标准工时管控体系,规范标准工时的制定标准和优化制度,为核算生产效率、人机产能、计划排产及制造成本等提供数据支撑。 2 范围 此文件适用于公司内部所有正式生产的产品。 3 定义 3.1标准工时:所谓的标准时间,就是指在正常条件下,一位受过训练的熟练工作者, 以规定的作业方法和用具,完成一定的质和量的工作所需的时间。 3.2作业工时:一个经过足够训练的合格员工,在特定的工作环境中,以正常的速度完 成某项作业所需要的时间。作业工时是在现场实测工时的基础上经过速度评比计算 而得的; 3.3 宽放工时:不符合规则或不直接作用于作业,但又无法完全避免发生的延迟时间, 在一定基础上维持作业时间的所必须需要的时间。以相对于作业时间的比率来设 定,即宽放系数。 4 角色与职责
4.1 工程部: 4.1.1 负责标准工时的维护与管理; 4.1.2 负责对新产品标准工时进行验证。 4.2 生产部: 4.2.1 负责标准工时执行与问题反馈。 4.3 计划部: 4.3.1 负责根据产品标准工时排产。 5 规范要求 5.1 标准工时的制定: 5.1.1 新产品工时:工程部负责对新产品工时进行测试核算并发布归档。 5.1.2 老产品工时:工程部每三个月需要更新一次产品工时。 5.2 标准工时的制定方法: 标准工时我司采用秒表测时法,现场作业实测,再经速度评比与时间宽放后计算而得的。 标准时间= 观测时间×评价系数×(1+宽放率) = 实际时间×(1+宽放率) 5.3 标准工时的制定过程: 5.3.1 前期准备 (1)工具准备:秒表、记录板与工时记录表、铅笔; (2)资料准备:熟悉SOP作业流程以及作业工序; (3)掌握评比因素的有关知识,正确理解正常速度的概念。 速度评价法以100%作为正常速度的基准,如果评价系数为1.1(即110%),代表比正常速度快10%左右,如果评价系数为0.6(即60%),由代 表作业速度相当于正常速度的60%。
标准工时测定规定
文件编号: 标准时间测定管理规定 版本:01 页号: 1/7 生效日期版本变更说明编写 编写审核审核批准签署 姓名
1.目的: 明确标准时间的测定方法,作为提供管理生产活动的有效活动,使其更具科学性和规范化,建立一种标准时间测定管理制度。 2.范围: 适用于xx公司 3.定义: 标准时间:在规定的动作条件下,用标准方法作业所用必要时间。 评估系数:评估作业者当时实际作业的速度与正常速度的比值。 净时间:用秒表进行实际观测而得的时间值(除去异常值以外的平均值)乘以评估系数所得到的时间。 余裕率:又叫放宽率,是指作业时出现疲劳,生理上须喝水上厕所,作业变更,发生事故作业中断等这些余裕时间,与净时间的百分比。 4.职责: 三部生产技术课IE技术人员负责实施本规定。 5.程序: 5.1明确理解标准时间的意义 5.1.1 设立标准时间,可作为管理生产活动的有效尺度。 5.1.2 在两个以上的作业方法时,可以分析确立最合适的作业方法。 5.1.3 有利于在作业中,每一个作业者之间的平衡和作业效率的提高。 5.1.4 确定作业人员每天作业的台数。 5.1.5 生产计划的基础数据。 5.1.6 测定生产效率和工作效率的基础效率。 5.2 标准时间测定前的准备和前提 5.2.1在MP十天后在进行测量,用指定的作业方法(SOP)和设备。 5.2.2测量时作业条件必须在规定的作业条件下进行。 5.2.3作业人员对工作十分熟练。 5.2.4体力能适应,工作每天能坚持,具有平均水平的作业人员。 5.3时间测定的方法顺序(秒表测量) 5.3.1分解观测作业对象(工位),将其分解为几个作业要素,如可以分为拿取、操作、放下。 5.3.2按照作业顺序在记录表上记录作业要素。 5.3.3仔细观察作业员工的动作,眼睛观察动作要和秒表数据跳动的视线一致,要保持随时能 读取时间值的姿势,在眼睛和秒表的延长线上确定观察点的位置。 变更时间变更频次变更内容编写 审核 审核
工时工价管理制度
工时工价管理制度 一、范围 公司生产部 二、目的 为了提高公司计划管理水平,增加公司经济效益,并为成本核算、劳动定员提供数据,特制定本规定。 三、原则 1、遵循能者多劳、多劳多得的原则。 2、遵循同工同酬和公平、公正、公开,一视同仁的原则。 3、工价从优的原则。即在工价标准制定中,采用同类企业普遍较高工价标准 三、程序 1.工时标准的制定由公司生产部牵头组织根据工艺方案和实际生产情况提供数据支持,技术部审核 2.工价标准的制定由总经办依据同业调查结果和“相对较高”的原则,提交工价建议方案批准后执行。 四、标准 1、实时工时的原则。即在工时标准制定中,立足我司生产实际情况和用时情况为主的原则。 2、适时规范的原则。即随着企业产品发展,对新增的产品(工序),生产部负有即时制定工时方案,报批后执行. 3、适时调整的原则。即随着生产状况的变化,生产部负有适时调整相关标准,使工时标准客观反映生产实际情况。 4、先试行后实行的原则。即新的工时标准出台后,由生产部牵头、技术部配合进行试行或实测,并根据情况调整后批准执行。 5,对于不同型号的同类产品(工序),以生产量相对较大产品(工序)的工时为基准,结合实测数据,以系数形式确定其它产品(工序)的工时标准。 6.对于临时性生产任务,由生产部根据实际完成任务时间给出临时性工时。在月底上报综合管理部。 五.实施 1,员工如遇工时不合理的地方,应立即向工艺工程师反映,不得以任何借口消极怠工或停工,一旦发现公司将给予处理。 2,生产管理人员合理安排各员工工作,尽量做到公平合理,如遇员工反映工时不合理,应立即上报及时做出回应 3、生产管理人员需及时对返修件、零星加工件的计时工时签字确认, 对于返修件,原则上不计本工序的加工工时,不做另外的处罚;另外考虑员工的经济承受,最高扣除工时不超过2小时 4、对于报废零件,给予每月1%的报废率,具体分以下几种情况: ⑴、当材料价值小于100元,全工序的加工工时小于2小时,免于处罚 ⑵、当材料价值大于100元小于200元,全工序工时小于4小时,按损失(材料+工时费用)的20%处罚 ⑶、大于以上两种情况,经生产部提出处理意见报总经办审批,酌情处理。六、工时计算与工价标准
IE标准工时的计算方法
标准工时的计算方法 文件类型:体系文件 作者:刘刚 审阅者:徐xx 批准者:xx 部门:TD运营部 保密申明 版本历史 版本号时间作者备注 0.1 Dec.26th 2006 刘刚第一版 批准信息 签名日期 审阅者 批准者 目录
1. 目的---------------------------------------------------------------------------------------------------------------------3 2. 范围---------------------------------------------------------------------------------------------------------------------3 3. 职责---------------------------------------------------------------------------------------------------------------------3 4. 程序---------------------------------------------------------------------------------------------------------------------3 4.1 名词定义----------------------------------------------------------------------------------------------------------3 4.2 规范重点----------------------------------------------------------------------------------------------------------3 5.缩略词-------------------------------------------------------------------------------------------------------------------5 6.附录----------------------------------------------------------------------------------------------------------------------5 7.质量记录----------------------------------------------------------------------------------------------------------------5 目的 规范标准工时制定与修改作业,使标准工时具有完整性,使ERP系统运行之排程合理和成本准确。 范围 xxxxxxxx有限公司 职责 质量经理对于本文件的实施与监督执行负责。 程序 4.1.名词定义: a)标准工时:在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作 者的正常速度完成一定质量和数量的工作所必需的时间。 b)宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。包括操作者个 人事情引起的延迟,疲劳或无法避免的作业延迟等时间。对于没有规定 发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范 围之内,而属于宽放时间。 C) 标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达 到标准作业成果的速度。 4.2.规范重点: 4.2.1标准工时的建立 4.2.1.1构成: a) 标准时间=正常时间+宽放时间 =观测时间*(1+熟练修正数+努力修正数)+观测时间*宽放率 b) 宽放时间: 人为宽放:私事宽放、疲劳宽放; 非人为宽放:作业宽放、集体宽放; 特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其它宽放.