焊接工艺作业指导书

焊接工艺作业指导
书
1.目的:
明确工作职责,确保加工的合理性、正确性及可操作性。规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。
2.范围:
2.1.适用于本公司所有的焊接作业。
2.2.不适用有特殊焊接要求的产品及压力容器等。
3.职责:
指导焊接操作者实施焊接作业等工作。
4. 工作流程:
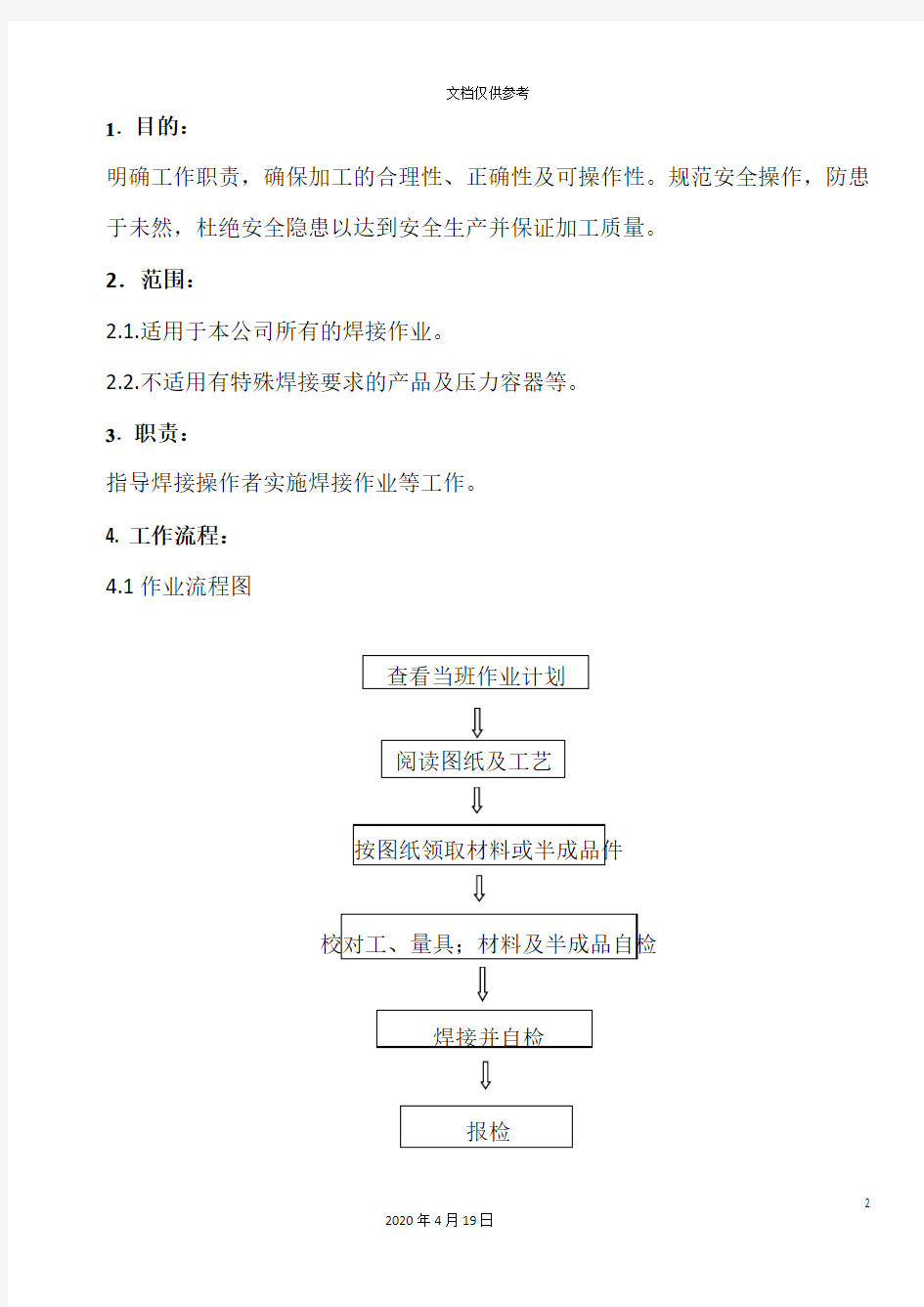
4.1作业流程图
阅读图纸及工艺
按图纸领取材料或半成品件
校对工、量具;材料及半成品自检
焊接并自检
报检
4.2.基本作业:
4.2.1.查看当班作业计划:按作业计划顺序及进度要求进行作业,以满足生产进度的需要。
4.2.2.阅读图纸及工艺:施焊前焊工应仔细阅读图纸、技术要求及焊接工艺文件,明白焊接符号的涵义。确定焊接基准和焊接步骤;自下料的要计算下料尺寸及用料规格,参照工艺要求下料。有半成品分件的要核对材料及尺寸,全部满足合焊图纸要求后再组焊。
4.2.3.校准:组焊前校准焊接所需工、量具及平台等。
4.2.4.自检、互检:所有焊接件先行点焊,点焊后都要进行自检、互检,大型、关键件可由检验员配合检验,发现问题须及时调整。
4.2.
5.首件检验:在批量生产中,必须进行首件检查,合格后方能继续加工。
4.2.6.报检:工件焊接完成后及时报检,操作者需在施工单上签字。
5.工艺守则:
5.1二氧化碳气体保护焊焊接工艺守则
5.1.1 焊前准备
①检查电源极性:焊接一般材料时,采用直流反接;在进行高速焊接、堆焊和铸铁补焊时,应采用直流正接。
②检查送丝系统:推丝式送丝机构要求送丝软管不宜过长(2~4m之间),确保送丝无阻。
③检查焊枪:检查导电咀是否磨损,若超标则更换。出气孔是否出气通畅。
④检查供气系统:预热器、干燥器、减压器及流量计是否工作正常,电磁气阀是否灵活可靠。
⑤检查焊材:检查焊丝,确保外表光洁,无锈迹、油污和磨损,焊丝直径应符合工艺参数要求。检查CO2气体纯度(应大于99.5%,含水量和含氮量均不超过0.1%),压力降至0.98Mpa时,禁止使用。
⑥检查施焊环境:确保施焊周围风速小于2.0m/s。
5.1.2 施焊操作
①根据焊丝直径选择适宜的焊接电压和焊接电流。
②引弧采用直接短路法接触引弧,引弧前使焊丝端头与焊件保持5~10mm 的距离,若焊丝头呈球状则去掉。
③施焊过程中灵活掌握焊接速度,防止未焊透、气孔、咬边等缺陷。
④熄弧时禁止突然切断电源,在弧坑处必须稍作停留,待填满弧坑后收弧以防止裂纹和气孔。
⑤焊缝接头连接采用退焊法。
⑥尽量采用左焊法施焊。
⑦摆动与不摆动可根据焊件厚度及材质热输入要求定。
⑧对T型接头平角焊,应使电弧偏向厚板一侧,正确调整焊枪角度以防止咬边、未焊透、焊缝下垂并保持焊角尺寸。
⑨正确选择焊接顺序,减小焊接变形和焊后残余应力。
⑩焊后关闭设备电源,目测焊缝表面是否有气孔、裂纹、咬边等缺陷。
5.1.3 焊接参数规定
①焊丝直径:根据焊件厚度、焊接位置及生产进度要求综合考虑,可按下表进行选择。
过渡形式选择。
④ CO2气体流量:细丝焊时取8~15L/min,粗丝焊时取15~25L/min。
⑤回路电感:一般随焊丝直径增大而调大,但原则上应力求使焊接过程稳定,飞溅小,可经过试焊确定。
⑥焊接速度:半自动焊根据保护效果、焊缝成形和防止焊接缺陷及材料热输入要求来定,一般在15~40m/h范围内调节。
5.1.4 注意事项
①二氧化碳气体瓶宜放在阴凉处,并应放置牢靠,不得靠近热源。
②焊接操作及配合人员必须按规定穿戴劳动防护用品。
③电焊机如安装在室外,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。
5.2氩弧焊焊接工艺守则
5.2.1 焊前准备
①穿戴好各自的防护用品.
②检查作业区域周围有无易燃、易爆、有毒、有害等物品。作业环境一定要安全,通风条件一定要良好。
③准备纯度在99%以上的焊接用氩气。
④检查氩气瓶胶管接关、阀门、紧固件有无松动、破损、漏气等现象。
⑤若用冷却焊矩时,查看水管接头是否有松动和漏水现象。
5.2.2 施焊操作
①按生产指令熟读产品图纸和工艺文件,了解焊接件的特点和焊接要求。
②将需作业的工件转入作业区域内,放在适宜的地方。
③打开电源,若使用水冷焊矩时,则打开水阀门。
④根据零件的技术要求,焊接件的特点和材料的厚度,调节适当的电流,调节适当的气体流量(见下表)。
⑤用与焊接件相当的材料进行试焊,查看焊接效果。
⑥根据试焊的效果再次调节各参数,直到满足要求。
⑦用工件试焊,使之达到工艺要求。
⑧对焊后的工件进行自检、整形、打磨表面。自检合格后报检。
5.2.3注意事项
①焊接作业人员要经过专业培训,经考试合格发有上岗证的操作人员才能操作。
②在作业过程中出现故障时,必须立即关掉总电源,方可检查故障。
③焊接结束后,请勿马上关闭电源,等待2-3分钟后再断电源,关闭氩气阀门,可延长焊机使用寿命。
④清理作业场地,打扫作业场地环境卫生。