打孔与攻丝标准
打孔与攻丝标准
令狐采学
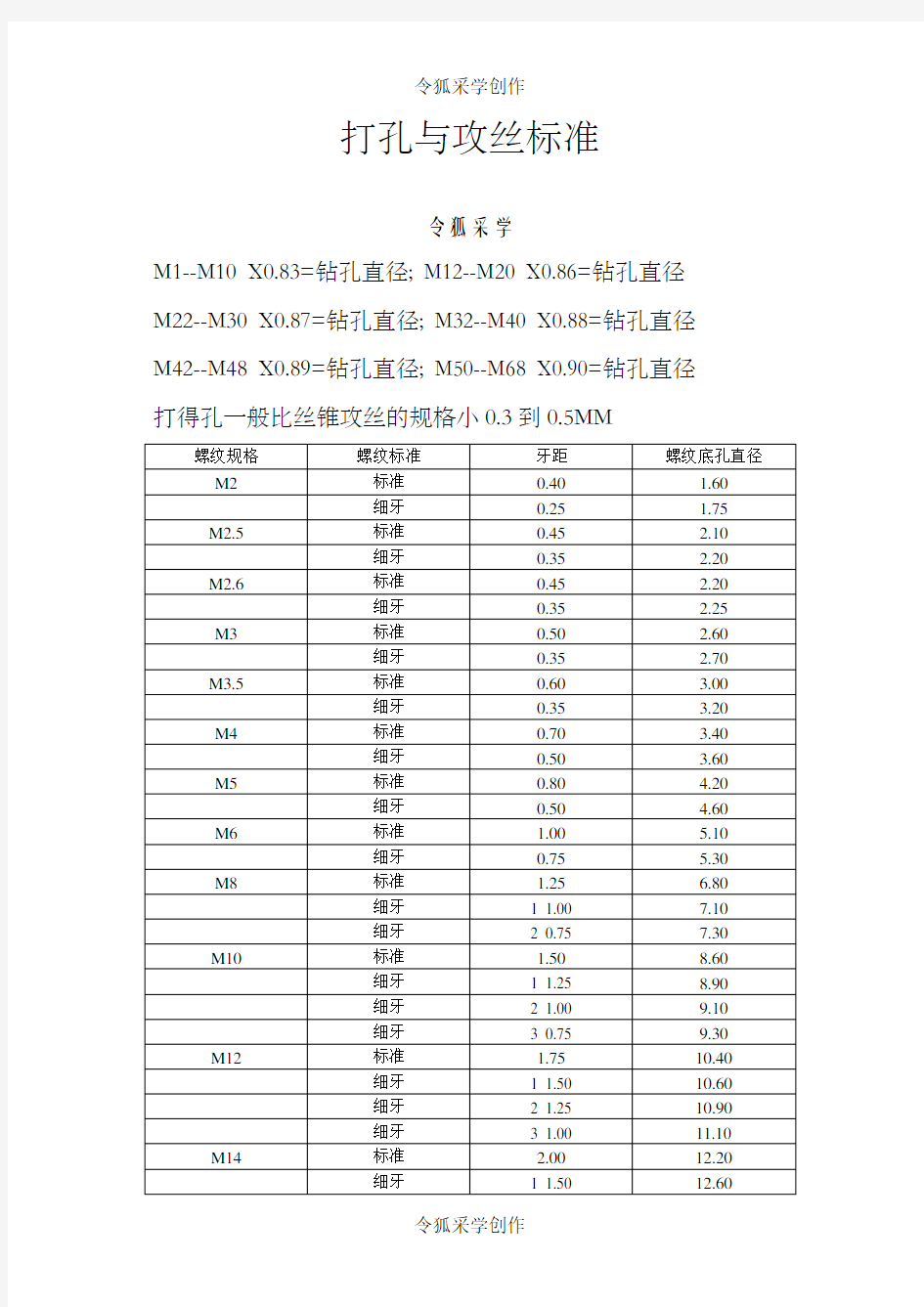
M1--M10 X0.83=钻孔直径; M12--M20 X0.86=钻孔直径M22--M30 X0.87=钻孔直径; M32--M40 X0.88=钻孔直径M42--M48 X0.89=钻孔直径; M50--M68 X0.90=钻孔直径打得孔一般比丝锥攻丝的规格小0.3到0.5MM
攻丝钻孔直径大全
螺纹 第一章国标螺纹的一般知识 一.螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24× 1.5LH; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二.米制普通螺纹 1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距
3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。 三.用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。 2.用螺纹密封的管螺纹内螺纹有圆锥、圆柱两种形式。外螺纹只有圆锥一种形式。牙型如下:锥度1:16,牙形角55°,旧螺纹标准示例:ZG3/8; 3.标记示例: 圆锥内螺纹Rc 3/8 圆柱内螺纹Rp3/8 圆锥外螺纹R3/8 当螺纹为左旋螺纹时Rc 3/8-LH(LH表示左旋螺纹) 常用螺纹(标记:Rc 3/8、Rp3/8、R3/8)的基本尺寸: 表2 4.GB 7306规定的标记方法与ISO7/1的规定是一样的。在ISO 7/1作出统一之前,各国的标记方法如下: 表3
丝锥钻孔攻丝全部讲解
第一章国标螺纹的一般知识 一.螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24*1.5LH; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二. 米制普通螺纹 1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距
3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。 三. 用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。 2.用螺纹密封的管螺纹内螺纹有圆锥、圆柱两种形式。外螺纹只有圆锥一种形式。牙型如下:锥度1:16,牙形角55°,旧螺纹标准示例:ZG3/8; 3.标记示例: 圆锥内螺纹Rc 3/8 圆柱内螺纹Rp3/8 圆锥外螺纹R3/8 当螺纹为左旋螺纹时Rc 3/8-LH(LH表示左旋螺纹) 常用螺纹(标记:Rc 3/8、Rp3/8、R3/8)的基本尺寸: 表2
【打孔与攻丝标准】 钻孔攻丝标准
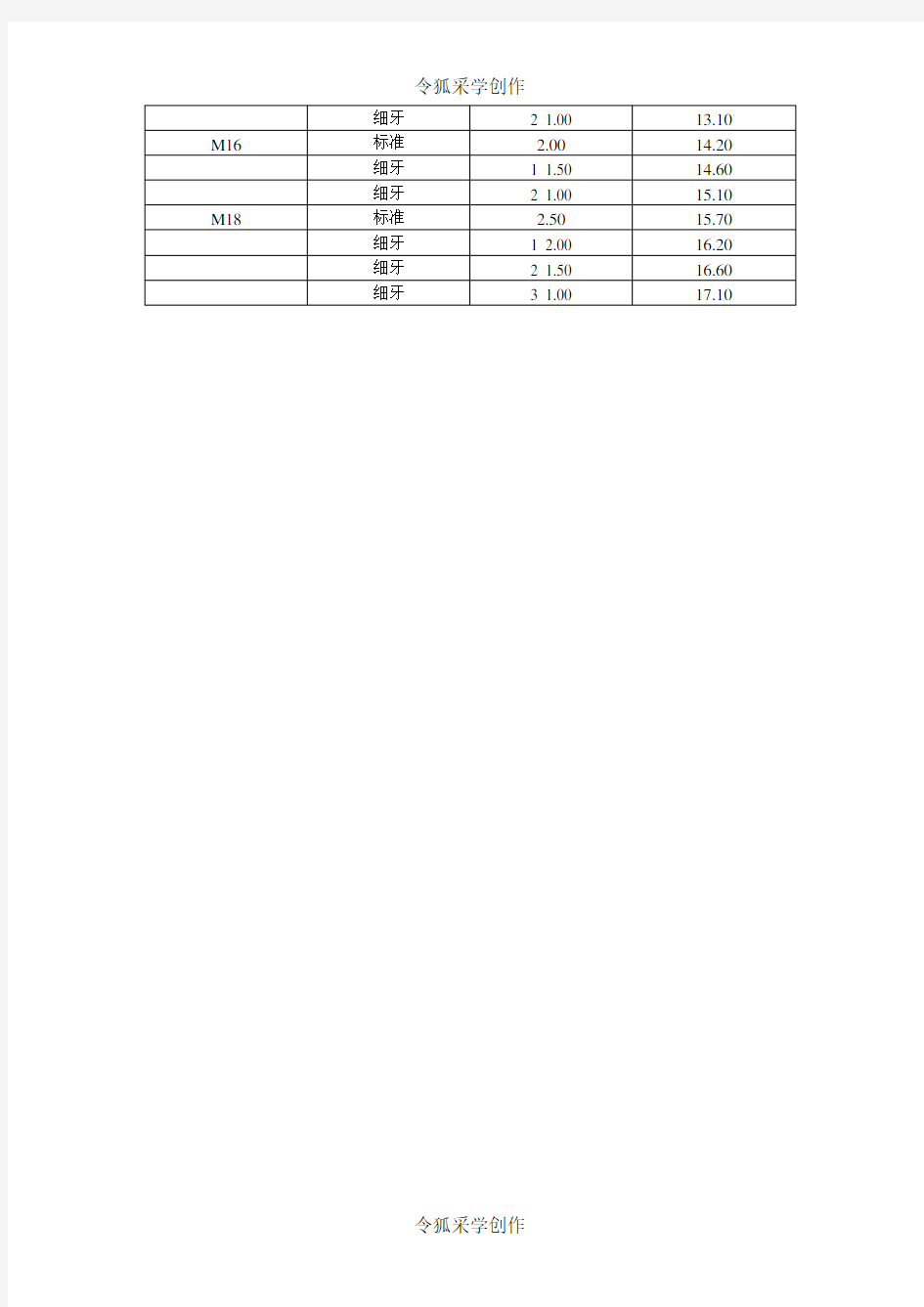
【打孔与攻丝标准】钻孔攻丝标准 打孔与攻丝标准 M1--M10 X0.83=钻孔直径; M12--M20 X0.86= 钻孔直径 M22--M30 X0.87=钻孔直径; M32--M40 X0.88=钻孔直径 M42--M48 X0.89=钻孔直径; M50--M68 X0.90=钻孔直径打得孔一般 比丝锥攻丝的规格小0.3到0.5MM 螺纹规格螺纹标准 牙距螺纹底孔直径 M2 标准 0.40 1.60 细牙 0.25 1.75 M2.5 标准 0.45 2.10 细牙 0.35 2.20 M2.6 标 准 0.45 2.20 细牙 0.35 2.25 M3 标准 0.50 2.60 细牙 0.35 2.70 M3.5 标准 0.60 3.00 细牙 0.35 3.20 M4 标准 0.70 3.40 细牙 0.50 3.60 M5 标准 0.80 4.20 细牙 0.50 4.60 M6 标准 1.00 5.10 细 牙 0.75 5.30 M8 标准 1.25 6.80 细牙 1 1.00 7.10 细牙 2 0.75 7.30 M10 标准 1.50 8.60 细牙 1 1.25 8.90 细牙 2 1.00 9.10 细牙 3 0.75 9.30 M12 标准 1.75 10.40 细牙 1 1.50 10.60 细牙 2 1.25 10.90 细牙 3 1.00 11.10 M14 标准 2.00 12.20 细牙 1 1.50 12.60 细牙 2 1.00 1 3.10 M16 标准 2.00 1 4.20 细 牙 1 1.50 14.60 细牙 2 1.00 15.10 M18 标准 2.50 15.70 细牙 1 2.00 16.20 细牙 2 1.50 16.60 细牙
螺丝攻牙钻孔径对照表
螺纹种类 依螺紋用途不同可分为: 1.国际公制标准螺纹(International Metric Thread System): 我国国家标准CNS采用之螺纹。牙顶为平面,易於车削,牙底则为圆弧形,以增加螺纹强度。螺纹角为60度,规格以M表示。公制螺纹可分粗牙及细牙二种。表示法如M8x1.25。(M:代号、8:公称直径、1.25:螺距)。 2.美国标准螺纹(American Standard Thread): 螺纹顶部与根部皆为平面,强度较佳。螺纹角亦为60度,规格以每英寸有几牙表示。此种螺纹可分为粗牙(NC);细牙(NF);特细牙(NEF)三级。表示法如1/2-10NC。(1/2:外径;10:每寸牙数;NC 代号)。 3.统一标准螺纹(Unified Thread): 由美国、英国、加拿大三国共同制订,为目前常用之英制螺纹。螺纹角亦为60度,规格以每英寸有几牙表示。此种螺纹可分为粗牙(UNC);细牙(UNF);特细牙(UNEF)。表示法如1/2-10UNC。(1/2:外径;10:每寸牙数;UNC代号) 4.V形螺纹(Sharp V Thread): 顶部与根部均成尖状,强度较弱,亦坏不常使用。螺纹角为60度。
5.惠式螺纹(Whitworth Thread): 英国国家标准采用之螺纹。螺纹角为55度,表示符号为”W”。适用於滚压法制造。表示法如W1/2-10。(1/2:外径;10:每寸牙数;W代号)。 6.圆螺纹(Knuckle Thread): 为德国DIN所定之标准螺纹。适用於灯泡、橡皮管之连接。表示符号为”Rd”。 7.管用螺纹(Pipe Thread): 为防止泄漏用的螺纹,经常用於气体或液体之管件连结。螺纹角
钻孔.攻丝操作规程
钻孔、攻丝操作规程REV.1.0 1.0 适用范围 本操作规程规定了钻床钻孔、攻丝机攻丝的操作方法及工艺要求、使用安全注意事项及日常维护与保养。 2.0操作方法 2.1 认真阅读图纸及技术文件,以免造成工件加工错误。 2.2 开机前检查电缆、插头、开关、皮带、卡头、升降小柄是否良好,开机后检查主轴旋转方向 是否正确。 2.3 严禁主轴未停稳拆卸、装卡钻头、丝攻。装卡、拆卸钻头、丝攻要用夹头钥匙,不得用榔头 敲打夹头,以免造成人身或设备事故。 2.4 工件夹持必须稳固可靠,必要时可借助钳、夹等工具辅助,以防工件飞击伤人。 2.5 打孔、攻丝时若孔深≥3倍孔径时应分多次进刀,以免钮断钻头、丝攻,影响加工精度。 2.6 打孔攻丝时应借助毛刷及时排屑,严禁用气枪吹屑,以防切屑飞击伤人。 2.7 打孔、攻丝时原则上不允许带手套作业,对有特殊要求的工件加工时,可戴皮手套,但应特 别注意安全,以防手套卷入钻头、丝锥造成事故。 2.8 设备在作业过程中出现异常现象应及时停机并反馈设备维修组处理,严禁私自拆卸设备。 2.9下班或设备长时间待用时应关闭电源,清洁设备及工作现场。 3.0 工艺要求 3.1 沉孔、扩孔、钻孔光滑无毛刺,沉孔注意方向,薄板沉孔反面不允许有凸起现象。 3.2 除工艺和图纸特别说明,攻牙M2~M3至少2.5道有效螺纹,M4~M6至少4道有效螺纹。 3.3 对所有内螺纹,不允许漏攻牙或无牙、螺纹质量差、牙型不饱满,目视所有螺纹完好率100%。 3.4 钻孔、沉孔、扩孔应明显圆形,严禁多边形孔或三角形出现。 3.5 沉孔深度用相应沉头螺丝试配。 3.6 图纸及作业指导书已注公差及要素,按图纸及作业指导书要求执行 3.7 图纸及作业指导书上未注公差的尺寸和要素,按下列要求执行。 3.7.1 沉孔用相应沉头螺钉试配,深度应水平或略深0.1mm。 3.7.2 钻孔、扩钻直径应符合表一要求。 编制:技术部作成/日期:杨聿利/2001、11、08 批准/日期:许成火/2001、11、08 抄送:□总经理□副总经理□管理者代表□市场部□供应部□计划部□技术部□生产钣金部□生产喷涂部□生产装配部□品质部□人力资源部□文控中心FORM NO: WI-1- 07 共2页第1页
非常全的攻丝钻孔直径表
螺纹底孔直径 一、螺纹底孔直径计算式 螺纹底孔直径可参照表1、表2的公式计算,也可查表3至表11。 表1 加工米制普通螺纹底孔钻头直径D的计算公式 适用范围 1 D = d – t 式中 d:螺纹的公称直径 t:螺距 (1)螺距t<1; (2)工件材料塑性较大; (3)孔扩张量适中。 2 D = d – (1.04~1.08)t (1)螺距t<1; (2)工件材料塑性较小;(3)孔扩张量较小。 表2 加工英制螺纹底孔钻头直径的计算公式 (mm) 螺纹公称直径 (英寸) 铸铁与青铜 钢与黄铜 3/16"~5/8" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.1 3/4"~1 1/2" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.2注:n—每英寸牙数
·2· 二、螺纹底孔直径表 表3 米制粗牙螺纹攻丝前用的钻头直径(mm) 螺 纹 小 直 径 级 别 公称直径 螺距5H max 6H max 7H max 5H、6H、7H min 钻头 直径 1 1. 2 1.6 2 2.5 3 4 5 6 8 10 12 14 16 18 20 22 24 0.25 0.25 0.35 0.4 0.45 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 2.5 2.5 3 0.785 0.985 1.301 1.657 2.112 2.571 3.382 4.294 5.007 6.859 8.612 10.371 12.135 14.135 15.649 17.649 19.649 21.152 1.321 1.679 2.138 2.599 3.422 4.334 5.153 6.912 8.676 10.441 12.210 14.210 15.744 17.744 19.744 21.252 2.639 3.466 4.384 5.217 6.982 8.751 10.531 12.310 14.310 15.854 17.854 19.854 21.382 0.729 0.929 1.221 1.561 2.013 2.459 3.242 4.134 4.917 6.647 8.376 10.106 11.835 13.835 15.294 17.294 19.294 20.754 0.75 0.95 1.25 1.60 2.05 2.50 3.30 4.20 5.00 6.80 8.50 10.2 12.0 14.0 15.5 17.5 19.5 21.0
钻孔.攻丝操作规程
适用范围 本操作规程规定了钻床钻孔、攻丝机攻丝的操作方法及工艺要求、使用安全注意事项及日常维护与保养。 2.0操作方法 认真阅读图纸及技术文件,以免造成工件加工错误。 开机前检查电缆、插头、开关、皮带、卡头、升降小柄是否良好,开机后检查主轴旋转方向是否正确。 严禁主轴未停稳拆卸、装卡钻头、丝攻。装卡、拆卸钻头、丝攻要用夹头钥匙,不得用榔头敲打夹头,以免造成人身或设备事故。 工件夹持必须稳固可靠,必要时可借助钳、夹等工具辅助,以防工件飞击伤人。 打孔、攻丝时若孔深≥3倍孔径时应分多次进刀,以免钮断钻头、丝攻,影响加工精度。 打孔攻丝时应借助毛刷及时排屑,严禁用气枪吹屑,以防切屑飞击伤人。 打孔、攻丝时原则上不允许带手套作业,对有特殊要求的工件加工时,可戴皮手套,但应特别注意安全,以防手套卷入钻头、丝锥造成事故。 设备在作业过程中出现异常现象应及时停机并反馈设备维修组处理,严禁私自拆卸设备。 下班或设备长时间待用时应关闭电源,清洁设备及工作现场。 工艺要求 沉孔、扩孔、钻孔光滑无毛刺,沉孔注意方向,薄板沉孔反面不允许有凸起现象。 除工艺和图纸特别说明,攻牙M2~M3至少道有效螺纹,M4~M6至少4道有效螺纹。 对所有内螺纹,不允许漏攻牙或无牙、螺纹质量差、牙型不饱满,目视所有螺纹完好率100%。 钻孔、沉孔、扩孔应明显圆形,严禁多边形孔或三角形出现。 沉孔深度用相应沉头螺丝试配。 图纸及作业指导书已注公差及要素,按图纸及作业指导书要求执行 图纸及作业指导书上未注公差的尺寸和要素,按下列要求执行。 沉孔用相应沉头螺钉试配,深度应水平或略深。 钻孔、扩钻直径应符合表一要求。 编制:技术部作成/日期:杨聿利/2001、11、08 批准/日期:许成火/2001、11、08 抄送:□总经理□副总经理□管理者代表□市场部□供应部□计划部□技术部□生产钣金部□生产喷涂部□生产装配部□品质部□人力资源部□文控中心 FORM NO: WI-1- 07 共2页第1页表一钻孔扩孔直径公差单位: mm
自制内螺纹钻孔尺寸规定
文件编号xxxxx / JS xxx 自制内螺纹钻孔尺寸规定 (版次/修订:A/0) 批准: 审核: 编制: 2015-1-X 发布 201-1-X 实施 xxxxxxxxxx有限公司
前言 本规定是根据有关国家标准和行业标准,推荐优先采用的螺纹规格范围,考虑到设计和生产的需要而制定的。 本文规定了本公司常用的不同规格的自制内螺纹底孔直径、钻头直径及其公差,以保证连接扭矩,本规定作为设计和生产加工的依据。 本规定由XXXXXXX有限公司技术中心提出。 本规定由XXXXXXX有限公司技术中心归口管理。 本标准由XXXXXXX有限公司技术中心负责解释。 收件单位:准备 1份;焊装1份;总装1份;底盘1份;调试1份; 生产部1份;技术部1份;质保部1份;工机部1份;资料室1份
1 范围 本文规定了自制内螺纹底孔直径、钻头直径及其公差要求。 本规定适用于公司内,所有汽车产品自制内螺纹底孔的加工,(用以钻孔或冲孔方式而得到的螺纹底孔)。 公称直径相同的其它螺纹底孔,需用其它加工方法加工底孔时,可以参照使用。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准发布时,所示版本均为有效。 GB/T193 —1981 普通螺纹 直径与螺距系列 GB/T197 —1981 普通螺纹 公差与配合 3 螺纹底孔直径 3.1 螺纹底孔直径计算式 螺纹底孔直径可参照表 1 的公式计算,也可查表 2至表 3 表 1 加工普通螺纹底孔钻头直径 D 的计算公式 3.2 螺纹底孔直径表 表 2 粗牙常用螺纹攻丝前用的钻头直径(mm) 适 用 范 围 1 D = d – t 式中 d :螺纹的公称直径 t :螺距 (1) 螺距 t<1; (2) 工件材料塑性较大; (3) 孔扩张量适中 2 D = d - (1.04~1.08)t (1) 螺距 t<1; (2) 工件材料塑性较小; (3) 孔扩张量较小。 螺 纹 钻头 直径 公称直径 螺 距 5H max 6H max 7H max 5H 、6H 、7H min 3 0.5 2.571 2.599 2.639 2.459 2.50 4 0.7 3.382 3.422 3.466 3.242 3.30 5 0.8 4.294 4.334 4.384 4.134 4.20 6 1 5.007 5.153 5.217 5.217 5.00