报告及原始记录(1)
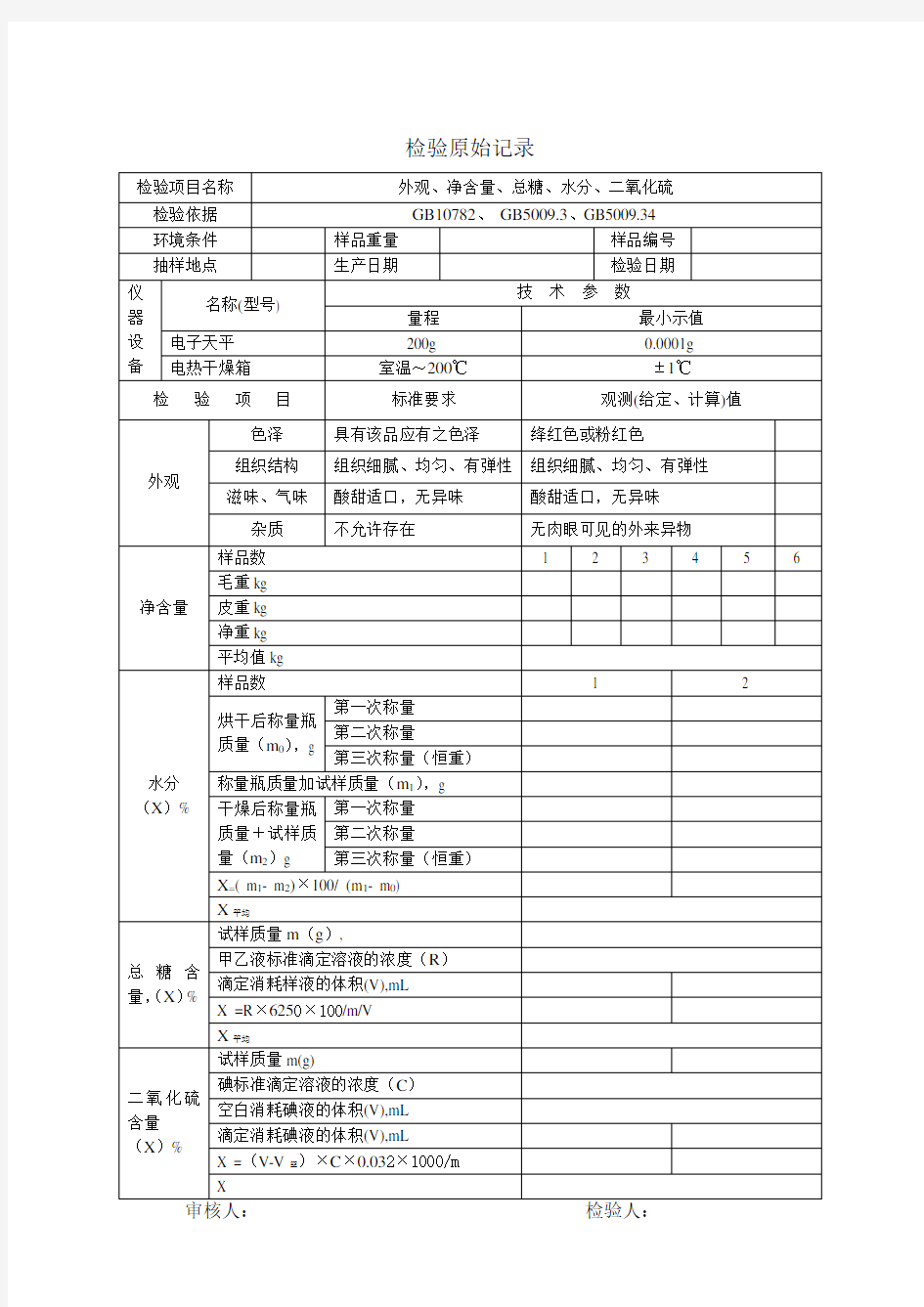
检验原始记录
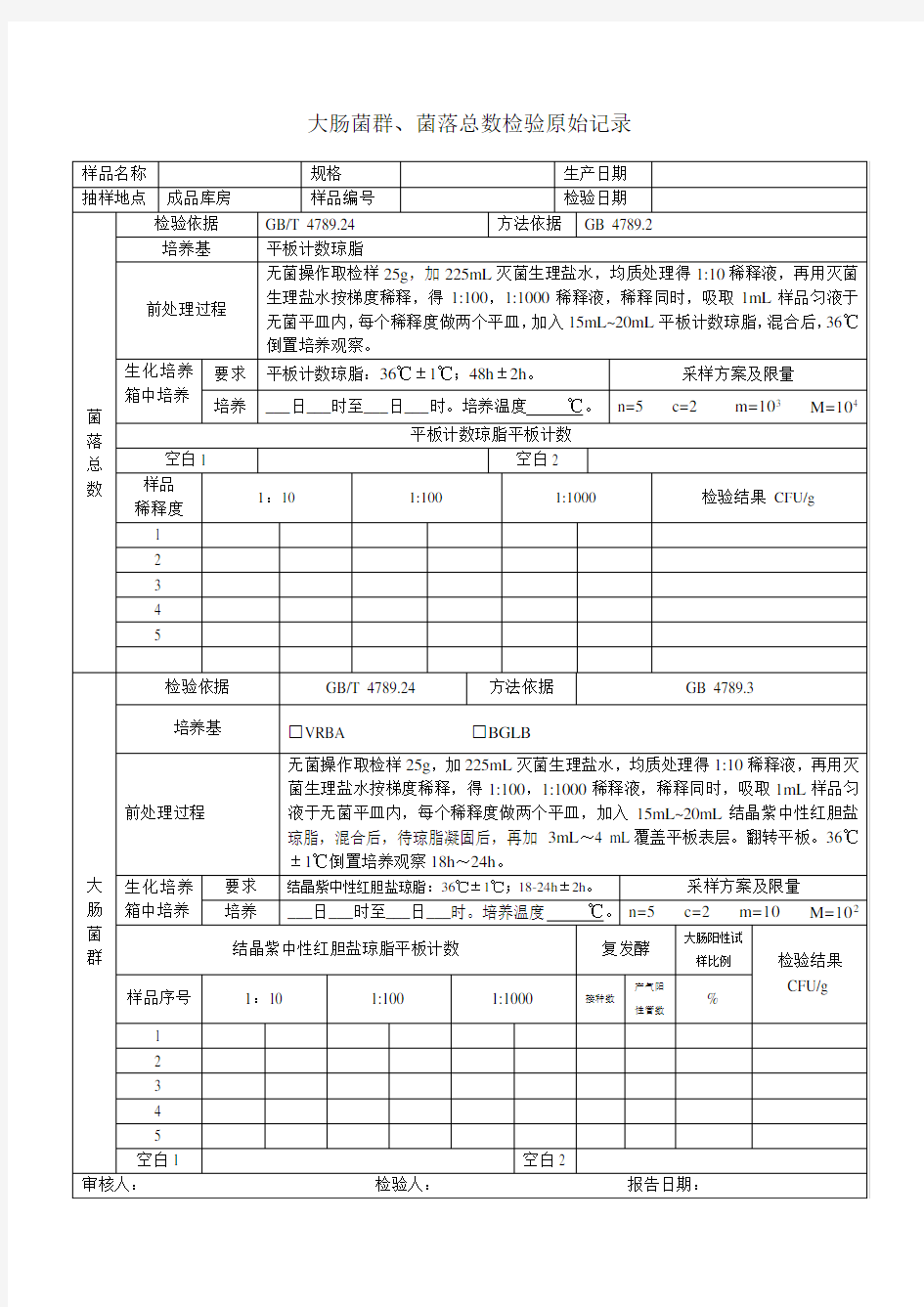
大肠菌群、菌落总数检验原始记录
出厂检验报告
审核:检验员:
检验原始记录和出厂检验报告
出厂检验原始记录 化验:审批: 产品名称样品数量抽样基数 规格型号抽样地点生产日期 检验依据 检验项目实测数据检测仪器 酒精度,%(V/V) GB/T10345.3酒精计法 总酸(以乙酸计),g/L GB/T10345.4 总酯(以乙酸乙酯计),g/L GB/T10345.5 第一法 固形物/(g/L) 感官取100mL酒样经蒸馏后定容至100mL备用。 测定值: 测定温度:℃ 吸取50.00ml样液进行测定。 样品测定消耗氢氧化钠标液(ml):V= V’= 氢氧化钠标液的浓度:c= mol/L = ? ? = 0. 50 60 V c X ()() 0. 50 60 ? ? = = X ()() 2 + = 上述样品加入25.00ml氢氧化钠标准溶液,在100℃水浴锅上回流1h,用 盐酸标准溶液滴至终点 测定时,消耗硫酸标液的体积(ml):V= V’= 硫酸标液的浓度:c= mol/L () 0. 50 88 V c ? - ? = V X= X ()() 2 + = 取50mL酒样注入恒重100mL瓷蒸发皿,置于水浴至干,在将蒸发皿放 入103℃干燥箱直至恒重。 1000 0. 50 1 ? - = m m X X1= X 2= 色泽和外观: 香气: 口味: 风格: 酒精计 电子天平
出厂检验报告 化验: 审批: 产品名称 抽样人员 生产日期 抽样数量 检验日期 报告日期 检验依据 项 目 检验标准值 检验结果 判定 感 官 色泽和外观 无色或微黄,清亮透明,无悬浮物, 无沉淀; 香气 香气自然纯正清雅; 口味 酒体醇和、甘冽净爽; 风格 具有本品的典型风格。 酒精度/%vol 41-68 总酸/(g/L ) ≥0.3 总酯/(g/L ) ≥0.5 固形物/(g/L ) ≤0.5 甲醇/(g/L ) ≤0.6 结论 该批产品 □符合 □不符合 要求。 日期:
原辅料进货检验操作规程
原辅料进货检验操作规程 1 目的 对进货原辅料进行检验,确保原辅料的质量合格。 2 范围 适用于公司各种原辅料(厂前收购的菜籽除外)的进货检验。 3 工作程序 3.1 原料到货检验 3.1.1采购部在签订《采购合同》时,应将品管部提供的质量要求纳入合同条款, 此要求也是货到检验和判定的依据。 3.1.2 采购部根据具体到货情况提前一天通知品管部。 3.1.3 货物到达后,品管部化验员首先要求对方提供随车的质检单,确认质检单 与到厂货物对应且各项指标合格开始取样化验。 A 取样时上、中、下部要均匀、够量,能反映整批货的质量。检测后的样品, 根据比例留存一部分样品,标清产地、品种、车号(船号)、取样日期、取样员等内容。每份样品保留至合同执行完毕后方可将旧样品清理。 B 袋装原料按照每车(仓、罐)不少于5%的件数进行抽样。 C 散装原料按照每车(仓、罐)上、中、下和表、里部位按比例抽取不少于 1.5kg的样品。 3.1.4 对原料进行取样必须有客户或客户代表在场,并共同完成取样,样品保存 至合同执行完毕。 3.1.5 经检验合格的原料,品管部出具《检验报告单》,及时送交相关部门办理入 库,并留存检验记录,整理归档,至少保留3个月或保留至采购合同执行完毕。 3.1.7检验不合格,品管部及时出具《检验报告》通知采购部,如因生产经营的要 求,需要让步接收的,由提出部门(生产部或销售部)、品管部和采购部共同进行评审,将评审结果报主管领导批准并征得供货方同意后执行,并将评审结果记录在《检验报告单》。 3.2 辅料到货检验 3.2.1 采购部应在到货前一天通知品管部,并告知品名、规格、数量、到达时间, 必要时提供进货合同的品质指标,作为检验和判定的依据。
鞋业行业标准之鞋类产品出厂前的最终检验标准(完整版)
鞋业行业标准之鞋类产品出厂前的最终检验标准 (1)实施原则 以全数及抽验的方式检查产品自成型结束后至装盒、配号、装箱、打包、进库、待运出厂的全部作业过程,保证产品品质正确。 检验分两个方面:一为品管检验,此为生产完成前对产品做100%全数检验;一为产品包装结束、进库待运出厂时,QC依公司所定的抽样比例抽样开箱检验,目的是防止厂方将不合格产品混装入箱出货。 (2)检验准备 A.QC应根据出货计划和工厂实际生产进度,安排最终检验时间。检验一般应安排在出运日的前两天。除特殊情况,QC应在生产和包装全部完成后进行检验;如情况特殊,也必须在生产和包装完成百份之八十后进行检验。 B.QC应要求工厂将待检产品按款式、颜色、配码、包装分类别整齐堆放。 C.检验前,QC应仔细查阅待检产品的有关物性测试记录,只有在确认所有测试项目都已完成并已达到规定要求后才能进行最终检验(参照物性测试标准) D.检验前,QC应带齐最终确认样、合同、包装资料及与产品检验相关的所有资料。 (3)检验方式 A.QC必须亲自到现场抽点箱号,严禁工厂人员替代抽点箱号。 B.检验以随机抽样方式进行,具体方法按AQL标准。抽检箱号必须至少间隔5箱,避免箱号连续,以保证被检产品的代表性。 (4)产品外观检验 外观检验原则以手感、目视方式进行,目测有疑义时以量具检验。 A.整体外观:手感与目测检查成鞋是否端正、对称、平附、色泽一致、清洁,标志齐全清晰及鞋帮、鞋里、鞋底、鞋眼等各部位有无缺陷,需要确认尺寸的点状缺陷时钢尺测量,确认线状的缺陷应以鞋用带尺测量。 B.前帮长度:以鞋用带尺贴紧前帮面,测量前帮子口端点至前帮面沿口边沿中点或特定部位(如前帮与鞋舌接缝处等),同方法可测外包头长度。 C.后帮高度:以鞋用带尺紧贴鞋后帮面,测量后帮子中点至后帮面沿口边沿中点的高度。D.特征部位:以鞋用带尺贴紧鞋,从某参照点量至某一考察点,检验同双两只鞋的差异。E.后缝歪斜:将鞋放置在水平物上,用宽座角尺垂直边对准后帮子口点,以钢尺测量帮后缝至角尺垂直边的最大距离。 F:缝线:目测缝线针码是否均匀,缝线是否整齐,是否有跳线、断线、翻线、开线、并线重针及缝线越轨等。针码密度用游标卡尺测量。 G.外包(后)跟、主跟(内后跟):目测外包(后)跟是否端正、平服,同双两只鞋的外包(后)跟两侧压,察看其变形及复原情况。 H.包头:目测外包头是否端正、平服,同双两只鞋的外包头是否对称,以拇指按压包头,察看其变形情况。 I.外底长度:以鞋用带尺(拉紧)测量外底面前端点至外底面(跟面)后端点之间的长度。J.外底宽度:将外底内侧底墙接触水平物体并垂直侧立,以钢尺垂直测量其外侧底墙距平板的最大距离即为外底宽度。 K.外底厚度:一般以钢尺测量底墙相关部位厚度,必要时沿外底轴线将鞋底切开,以钢直尺在切开处测量外底相关部位厚度,底墙异型或圆弧状等,用鞋用钢尺无法测量时可用游标卡尺测量。 L.内底长度:剪掉鞋带,以鞋用带尺贴紧内底,测量内底前后两点之间的距离,或抽取被检产品同品种同型号内底进行测量。
原始记录和检验报告管理制度
+ 原始记录和检验报告管理制度 一目的 规范原始记录和检测报告管理,防止原始数据记录与检验报告损坏、变质和丢失,结合本所实际情况制定本制度。 二范围 适用于所有质量检测的原始记录和检测报告。 三职责 1 检验人员应按规定正确规范书写原始记录和检验报告。 2 资料员应妥善保存原始记录和检验报告。 四管理规定 1 原始记录 ①原始记录应由检测员如实填写并盖章,不得由他人代笔; ②原始记录应采用规定表格在现场填写,不得事后补填; ③原始记录应字迹清晰,数据正确,内容完整,不得随意涂改; ④原始记录需要修改时,应按下述规定进行: a)用两条横线划去需要修改的部分; b)若是原始内容有误,应将正确的内容填写在横线的上方; c)若是要填写复测结果,应将新的结果填写在横线的下文; d)在修改处加盖更改人印章; ⑤原始记录有技术人员复核,签署意见后作为编写检测报告的依据; ⑥原始记录应由专人整理,随同检测报告按时装订成册,交由资料员存档备查,食品原始记录应至少保存5年。
2 检测报告 ①检测报告单应采用规定表格,以原始记录为准,如实填写,不得随意更改或涂写; ②检测报告单应打印清晰,内容完整;结论确切,全部数据单位均应采用法定计量单位; ③检测报告单应与原始记录一同交由技术负责人审核并签字,加盖单位印章后方可生效; ④对有异议的检测报告单,应按有关规定由质量负责人及时组织处理; ⑤审核后的检测报告单一式三份,一份交受检单位(个人),一份交由抽样科室存档备查,一份随同原始记录按时装订成册,交由资料员存档备查,食品检验报告应保存至少5年。 五附则 1 本制度有本所管理层负责解释。 2 未明确事宜由本所管理层研究决定。 3 本制度如有与上级文件精神相抵触的,由本所管理层适时调整。
原辅料检验验证规范
食品安全管理体系文件 CHX/ZY07-2011-A/0 原辅料检验/验证规范 编制: 批准: 发放号: 受控状态:■ 受控□ 非受控 ____________________________________________________________________________________________________ 2011-6-10发布2011-6-15实施
原辅料检验/验证规范 1 目的 1.1 确保进入生产的原辅料符合质量和卫生要求,保证产品质量。 1.2 使本公司产品满足国家标准及行业标准要求,保证本公司食品的质量安全。 2 职责 2.1 品控部负责原辅料的验收,对不合格的原辅料提出处理意见并监督执行。 2.2 品控部负责提出本规范,并负责成品检验;生产部负责组织实施生产过程的监控和过程产品的检验。 2.3 供销部负责就不合格的原辅料与供应商进行协商解决。 3 检验/验收规范 总体要求: 所有产品要有索证,索证包括营业执照、卫生许可证、检验合格证(畜禽类产品需有检疫证,无疫区证明和车辆消毒证明)、涉及许可证生产的必须有许可证书,;数量达到交货要求;包装完整,清洁。 抽样原则: 面粉及米粉类原料每批抽3-5袋。 猪肉和蔬菜、食盐、白砂糖、鸡精、酱油、黄酒、味精、白胡椒粉、葱、生姜按进货量的20%,少于10件,100%抽样。 包装袋、纸箱按进货量的5%抽样。 食品添加剂按进货量的100%抽样。 3.1 肉类 符合GB16869-2005 《鲜、冻禽产品》 感官要求符合表1要求 表1 鲜、冻禽产品感官要求 项目要求 色泽表皮和肌肉切面有光泽,具有固有的色泽 弹性、组织状态肌肉指压后凹陷部位恢复较慢,不容易完全恢复气味具有固有的气味,无异味 猪肉检验动物产品验疫合格证明
探伤报告原始记录
青岛信和钢结构有限公司 焊缝超声波探伤报告 工程 编号 中国铁塔股份有限公司济南分公司板厚T=10 构 件 名 称 地脚1#/2#/3#/4# 材料牌号Q345B 工件表面状态修整合格焊接方法CO2焊检测区域焊缝及两侧各5mm 坡口形式V 器材及参数仪器型号3600S 检测方法单面双侧 探头型号 2.5P9×9 K2.5 评定灵敏度DAC-16db 试块型号RB-1 CSK-ⅠA 扫查方式锯齿型扫查 耦合剂水基纤维素表面补偿4db 扫描调节深度1:1 检测面焊缝两侧各122mm 技术要求检测比例100% 合格级别Ⅱ级检测标准GB11345-2013 检测工艺编号 B 评 定结焊缝编 号 焊缝长 度 mm 检测结果返修情况 备 注最终 检测 扩检 长度 最 终 一次返修二次返修超次返修 部长部位长部位长
果总长 度mm mm 级 别 位 数 ( 处) 度 mm 数 (处 ) 度 mm 数 (处 ) 度 mm 1 190 190 Ⅱ 级 合格2 190 190 Ⅱ 级 合格3 160 160 Ⅱ 级 合格4 160 160 Ⅱ 级 合格5 160 160 Ⅱ 级 合格6 160 160 Ⅱ 级 合格缺陷及返修情况说明检测结果 1、最高返修次数为次。 2、超标缺陷部位经返修后经复检合格。本台产品焊缝质量符合Ⅱ级的要求,结果合格。
报告人:年月日审核人(资格):Ⅱ级 年月日 无损检测专用章 年月日 青岛信和钢结构有限公司 焊缝超声波探伤原始记录 工程 编号 中国铁塔股份有限公司济南分公司板厚T=8 构 件 名 称 一段(纵焊缝)材料牌号Q345B 工件表面状态修整合格焊接方法CO2焊检测区域焊缝及两侧各5mm 坡口形式V 器材及参数仪器型号3600S 检测方法单面双侧 探头型号 2.5P9×9 K2.5 评定灵敏度DAC-16db 试块型号RB-1 CSK-ⅠA 扫查方式锯齿型扫查 耦合剂水基纤维素表面补偿4db 扫描调节深度1:1 检测面焊缝两侧各122mm 技术要求检测比例100% 合格级别Ⅱ级检测标准GB11345-89 检测工艺编号 B 评焊缝编焊缝长检测结果返修情况备
产品型式检验报告
产品型式检验报告内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)
型式检验报告 报告是型式检验机构出具的型式检验结果判定文件。型式检验主要适用于对产品综合定型鉴定和评定企业所有产品质量是否全面地达到标准和设计要求的判定。目录 1 2 3 4 5 基本介绍 报告是机构出具的结果判定文件。 型式检验是为了证明产品质量符合产品标准的全部要求而对产品进行的,它是构成许多种类型认证的基础,是对一个或多个具有生产代表性的产品样品利用检验手段进行合格评价。这时检验所需样品数量由部门或确定和现场抽样封样;取样地点从制造单位的最终产品中随机抽取。检验地点应在经认可的独立的检验机构进行。 工作内容 1. 约请型式检验机构: 申请产品制造许可的单位,在获得受理通知后,应按相关管理办法向有型式检验资格的机构提出申请制造许可的产品型式检验意向,同时提交制造许可受理通知书(复印件)。型式检验机构根据受理通知书中申请制造许可的产品类别、品种进行型式检验。 2. 型式检验机构在接到申请单位的约请后,按双方应约定的时间,派出2~4名检验检测人员组成型式检验组,由一名具有评审资格的评审员担任组长,到制造单位进行产品抽样、并完成相关检查等工作。 3. 具体工作内容: 产品抽样:由型式检验组根据标准规定的产品抽样规则进行抽样。产品抽样应在制造单位库房中随机抽取经制造单位质检部门检验合格的库存产品。
设计资料审查:型式检验组对抽样产品的图纸、计算书等设计资料进行审查。 型式检验:制造单位现场具备型式检验条件的,产品抽样后在制造单位现场进行试验。制造单位现场不具备型式检验条件的,产品抽样后,由制造单位负责将封好的产品发运到型式检验机构所在地; 出具型式检验报告:型式检验机构在完成产品型式检验后规定日期内出具型式检验报告(三年有效期),报告一式数分制造单位、评审机构、受理机构并存档。 工作原则 人员应遵循的原则: —认真执行型式检验工作有关法律、法规、规章、标准的规定。 —积极宣传、贯彻、执行国家相关标准、规定、程序及型式检验机构的规定和程序,对所有委托者,保证型式检验工作的客观性和公正性。 —遵纪守法、团结协作、、。 —实事求是、作风正派、坚持原则、、勤奋工作,严格按型式检验范围从事型式检验工作,做到准确、公正。 —严格遵守保密规定。 —热情为客户服务,认真对待来信、来访,正确对待批评和投诉。 —不得以任何借口接受委托进行产品型式检验的组织或其工作人员及任何有利益关系的组织或个人的、礼品及以其他任何方式谋取私利。 —服从领导、钻研业务、不断提高工作质量和技能,维护型式检验机构的声誉和型式检验工作的权威性。 —接受安全监察行政部门的监督与管理。 检验情形 1. 新产品和老产品生产的试制定型鉴定。 2. 正式生产后,由于结构、材料、工艺有较大改变,可能影响产品性能时。 3. 正常生产时,定期或积累一定产量后,应周期性进行一次检验。
安全帽检测报告与原始记录文本
检测报告 试验编号:____________________ 产品名称_________________ 安全帽_______________________ 工程名称_______________________________________________ 委托单位_______________________________________________ 检验类别_________________ 见证取样_____________________ 报告日期_______________________________________________
XXXXXXXX有限公司 批准:审核:检测:
XXXXXXXXXXXX 有限公司 安全帽检测报告 报告编号:第1页共3页 批准:审核:检测:
第2页共3页报告编号: 批准:审核:检测:
报告编号: 第3页共3页 批准:审核:检测:
报告编号: 样品名称原始记录 第1页共3页 序号检测项目标准要求检测结果 单项 评定1帽舌尺寸:mm10-70mm35、34、36合格2帽沿尺寸:mm< 70mm11、10、11合格 3垂直间距:mm< 50mm B1149B1150B1149 合格X1131X1130X1131 B2126B2125B2125 X2154X2155X2155 232524 4佩戴高度:mm80-90mm A1195A1195A1196 合格858584 5水平间距:mm5-20mm10、12、11合格6质量:mm< 430g359 362 362合格7下刻带强度 破坏力 150N-250N 193 190 195合格 8侧向刚性 最大变形w 40mm Y1 200 Y1 Y1 合格Y2 160 Y2 Y2 检测日期 样品规格样品编号
产品最终检验规范
产品最终检验规范 文件编号: QD-T-02-003 文件名称:产品最终检验规范 版本号: A 编制: 审核: 批准: 制定日期: 2017-8-20 实施日期: 2017-8-25
1目的 为了进一步明确产品出厂检验标准和检测方法,提升产品品质控制手段。 2适用范围 适用于腾亚环境所有产品。 3引用标准 GB/T13914-2013 冲压件尺寸公差 GB/T 13915-2013 冲压件角度公差 GB/T 14295-2008 空气过滤器 GB/T 15055-2007 冲压件未注公差尺寸极限偏差 GB/T 18801-2008 空气净化器 GB/T 1804-2008 一般公差未注公差的线性和角度尺寸的公差 GB/T 21087-2007 空气-空气能量回收装置 JG/T 22-1999 一般通风用空气过滤器性能试验方法 GB/T 2408-2008 塑料燃烧性能的测定水平法和垂直法 GB/T 2423.8-1995 电工电子产品环境试验第2部分:试验方法试验Ed:自由落体 GB/T 2518-2008 连续热镀锌钢板及钢带 GB/T 2828.1-2012 计数抽样检验程序 JG/T 294-2010 空气净化器污染物净化性能测定 GB 3096-2008 声环境质量标准 GB/T 4706.1-2005 家用和类似用途电器的安全第一部分通用要求 GB/T 4706.45-2005 家用和类似用途电器的安全空气净化器的特殊要求 4矛盾处理 4.1本制度与上级制度有矛盾时,以上级制度为准。 4.2与原出厂检验规范冲突部分按本制度执行。 4.3未提及部分按原检验规范执行。 5质量符合性检验 5.1产品质量检查内容 5.1.1产品外观检验 a)外观要求 ?机组外表面无明显划伤、桔纹、流痕等缺陷 ?机组一级表面单面颗粒Ф≤0.4mm,数量≤2个;颗粒Ф≤0.2mm,数量≤4个,点距应大于50mm ?机组一级表面单面细划伤0.2×10mm,数量≤2个;0.2×5mm,,数量≤4个,线
肉制品检验报告与原始记录
出厂检验报告
出厂检验原始记录(肉质品) 以无菌操作:取25g均质剪碎的样品放入225ml灭菌生理盐水中配制成1:10稀释液,用1ml灭菌吸管吸取1:10稀释液放入9ml灭菌生理盐水中配制成1:100稀释液,另取1ml灭菌吸管吸取1:100稀释液放入9ml灭菌生理盐水中配制成1:1000稀释液,将以上稀释液以十倍递增方式各吸1ml分别放入两个灭菌培养皿内,交平板计数琼脂凉至50℃,注入培养基15ml,并转动使之均匀。同时将平板计数琼脂放入加有1ml灭菌生理盐水的灭菌培养皿内,以做空白对照。等待其冷却凝固,然后将凝固的琼脂翻转,置于36℃±1℃培养箱内培养48h±2h
4.大肠菌群检验方法依据:GB4789.3-2010 培养基:红胆盐琼脂(VRBA) 以无菌操作:取25ml均质剪碎的样品放入225ml灭菌生理盐水中配制成1:10稀释液,用1ml灭菌吸管吸取1:10稀释液放入9ml灭菌生理盐水中配制成1:100稀释液,另取1ml灭菌吸管吸取1:100稀释液放入9ml灭菌生理盐水中配制成1:1000稀释液,将以上稀释液以十倍递增方式各吸取1ml分别放入两个灭菌培养皿内。将红胆盐琼脂(VRBA)凉至46℃,注入培养皿15ml,并转动使之均匀。同时将红胆盐琼脂(VRBA)放入加有1ml灭菌生理盐水的灭菌培养皿内,以做空白对照。等待其冷却凝固后,再加3ml红胆盐琼脂(VRBA)覆盖平板表面。翻转平板,置于36℃±1℃培养箱内培养48h±2h。选取菌落数在15CFU-150CFU之间的平板,从红胆盐琼脂(VRBA)平板上选取10个不同类型的典型和可疑菌落,分别移种于煌绿乳糖胆盐肉汤(BGLB)内,以36℃±1℃培养48h±2h,观察产气情况。凡煌绿乳糖胆盐肉汤(BGLB)产气,即可报告为大肠菌群阳性。
检验原始记录和检验报告填写要求
h i 《检验原始记录》和《检验报告》填写要求 1. 《检验原始记录》要求 1.1 各栏目应当填写齐全,不适用的信息填写“—”。 1.2 文字、数字、符号等应当易于识别,无错别字,字迹清晰、工整。 1.3 书写信息若发生错误需要更正时,应当在错误的文字上,用平行双横划改线“=”划改,并 在近旁适当位置上(避免与其他信息重叠)填写正确的内容、划改人的签名和划改日期,如 “5”改为“3”应标识为“5 3王一10月10日”。不得涂改、刮改、擦改,或者用修正液修改。1.4 单项结论为“合格”的项目,填写“√”。 1.5 单项结论为“不合格”的项目,填写“×”,并对不合格的内容进行简要描述,如“缺 少……标志”、“……损坏”等。当检验项目出现部分“不合格”的分项目,还应在其编号上画 “×”,如“(1)……:a. ……;b.……。”中“b.……”项不合格,应标识为“(1)……:a. ……;×b.……。”。 1.6 无此项或者不进行的检验项目,填写“无此项”。 1.7 有数据填写要求的项目,除填写上述符号外还需填写相应数据。需要填写多个数据的,数据中间用“/”隔开,必要时用文字或者图示予以区别。 1.8 对需要计算、统计的项目,应当将计算、统计等过程记录在空白处。 2.《检验报告》要求 2.1 各栏目应当填写齐全,不适用的信息填写“—”。 2.2 文字、数字、符号等应当易于识别,无错别字,字迹清晰、工整。 2.3 书写信息若发生错误需要更正时,应当在错误的文字上,用平行双横划改线“=”划改,并 在近旁适当位置上(避免与其他信息重叠)填写正确的内容、划改人的签名和划改日期,如 “5”改为“3”应标识为“5 3王一10月10日”。不得涂改、刮改、擦改,或者用修正液修改。2.4 对于要求测试数据的项目,应在“检验结果”栏目中填写实际测量或者统计、计算处理后的数据。 2.5 对于无量值要求的定性项目,应在“检验结果”栏目中做简要说明。如:合格的项目,填 写“符合”、“有效”、“完好”;不合格的项目,应进行简要描述,填写“缺少……标志”、“…… 损坏”等。 2.6 对于不适用的项目,应在“检验结果”栏目中填写“—”。 2.7 “结论”栏目中只填写“合格”、“不合格”、“复检合格”、“自检不合格”和“无此项”等单项结论。 注:当在《检验原始记录》或《检验报告》答题过程中发生划改时,所有划改人的签名均填写为“王一”!
型式检验报告
型式检验 为了认证目的进行的型式检验,是对一个或多个具有生产代表性的产品样品利用检验手段进行合格评价。这时检验所需样品数量由质量技术监督部门或检验机构确定和现场抽样封样;取样地点从制造单位的最终产品中随机抽取。检验地点应在经认可的独立的检验机构进行。型式检验主要适用于对产品综合定型鉴定和评定企业所有产品质量是否全面地达到标准和设计要求的判定。 型式检验简介 型式检验(type inspection) 依据产品标准,由质量技术监督部门或检验机构对产品各项指标进行的抽样全面检验。检验项目为技术要求中规定的所有项目。 型式检验检验前提 往往在有下列情况之一时进行型式检验: 1、新产品或者产品转厂生产的试制定型鉴定; 2、正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时; 3、长期停产后恢复生产时; 4、正常生产,按周期进行型式检验; 5、出厂检验结果与上次型式检验有较大差异时; 6、国家质量监督机构提出进行型式检验要求时。 7、用户提出进行型式检验的要求时。 为了批准产品的设计并查明产品是否能够满足技术规范全部要求所进行的型式检验,是新产品鉴定中必不可少的一个组成部分。只有型式检验通过以后,该产品才能正式投入生产。 对于批量生产的定型产品,为检查其质量稳定性,往往要质量技术监督部门或检验机构进行定期抽样检验 (在某些行业该抽样检验又叫做确认检验)。 型式检验的依据是产品标准,为了认证目的所进行的型式检验必须依据产品国家标准。 型式检验流程 1. 约请型式检验机构:
申请产品制造许可的单位,在获得受理通知后,应按相关管理办法向有型式检验资格的机构提出申请制造许可的产品型式检验意向委托书,同时提交制造许可受理通知书(复印件)。型式检验机构根据受理通知书中申请制造许可的产品类别、品种进行型式检验。 2. 型式检验机构在接到申请单位的约请后,按双方应约定的时间,派出2~4名检验检测人员组成型式检验组,由一名具有评审资格的评审员担任组长,到制造单位进行产品抽样、并完成相关检查等工作。 3. 具体工作内容: 3.1 产品抽样:由型式检验组根据标准规定的产品抽样规则进行抽样。产品抽样应在制造单位库房中或在生产线末端经生产企业检验合格并包装好的产品中随机抽取经制造单位质检部门检验合格的库存产品。 3.2 设计资料审查:型式检验组对抽样产品的图纸、计算书等设计资料进行审查。 3.3 型式检验:制造单位现场具备型式检验条件的,产品抽样后在制造单位现场进行试验。制造单位现场不具备型式检验条件的,产品抽样后,由制造单位负责将封好的产品发运到型式检验机构所在地; 3.4 出具型式检验报告:型式检验机构在完成产品型式检验后规定日期内出具型式检验报告(三年有效期),报告一式数份,制造单位、评审机构、受理机构一并存档。
检验报告与原始记录的书写规程
一、目的 规范检验报告与原始记录的书写,保证检验报告与原始记录的书写规范与正确。 二、范围 适用于检验报告与原始记录的模板制作及书写。 三、职责 质量受权人负责组织制定检验报告与原始记录的统一书写规范,化验室各级检验人员负责相应检验模板的制作、规范书写与复核。 四、内容 1总体要求 1.1 检验报告和原始记录中表头基本信息应一致,表头各项目均不能为空,无内容或不便填写的均划“/”。 1.2 检验报告应检验依据准确,数据无误,结论明确,文字简洁,书写清晰,格式规范;同一品种的检验报告在质量标准统一时其格式、内容、描述应一致。原始记录应记录原始、数据真实,内容完整、齐全,书写清晰、整洁。检验报告和原始记录中划“/”修改处要签名或盖章。 1.3 每一份检验报告只针对一个批号。 1.4 本规范中未涵盖的检验项目,可参考相似检验项目进行书写,或由化验室提出模板并由品质部编号、备案。 1.5 检验报告必须在QA完成该批次审计追踪复核后方可出示;对于产生了偏差的检品,其检验报告必须在偏差关闭后才可出示。 2 检验报告的书写规范 2.1检验报告书表头书写要求 2.1.1 报告编号(检品编号):为检验样品的唯一性标识,具体编写及管理依照《SMP-QC0032 检验编号、报告单号管理规程》管理。
2.1.2检品名称:为样品包装上的规范化通用名称,不得缩略,不得填写俗称或商品名。规范化通用名称为质量标准上的名称。 2.1.3 批号:按样品包装实样上的生产批号填写,不能填写生产日期。如有内包装,以内包装上批号为准,若内外包装上批号不一致,由检验部门在备注栏中进行备注。有亚批号的要将亚批号一并填写。 2.1.4生产单位:填写样品包装上注明的生产单位全称,不得缩略或填写俗称。 2.1.5 供样单位:指检品的直接提供者,应写单位或部门的全称。 2.1.6 规格:按样品包装上标注的规格填写完整。若包装及说明书均未注明规格,则划“/”。2.1.7 检品数量:指收到检品的总量。 2.1.8 效期:按样品包装上注明的有效期或公司制定的效期填写,若无则划“/”。 2.1.9检验项目:有“全检”、“部分检验”或“单项检验”。“单项检验”直接填写检验项目名称,如“性状”。 2.1.10 检验依据:按样品监督管理部门批准的质量标准检验,不能采用缩略写法(如将“国家食品药品监督管理局”缩写为“SFDA”等),应与检验报告结论中的书写方式一致。 2.1.11收检日期:按收到检品的年、月、日填写。 2.1.12 报告日期:按出检验报告的实际时间打印年、月、日填写。 2.2 检验报告正文书写要求 2.2.1 检验报告中的检验项目顺序应与质量标准中的顺序一致,检查项中的其它项目按其相应附录的顺序要求排列。 2.2.2 标准规定栏的内容原则上按照质量标准内容书写。同时用文字和数值进行规定的书写数值要求。 2.2.3检验结果的描述应与标准规定对应,用数值表示的其有效数字位数应与标准规定的一致。不能用数值表示的每项检验结果应包括结论,“符合规定”或“不符合规定”。 2.2.4当测定值按有效数字位数修约后仍低于标准规定有效数字位数的最低值时,检验结果栏填写“小于有效数字位数的最小值”,如干燥失重规定不得过1.0%,实测值为0.05%,则检验结果栏填写“小于0.1%。”但炽灼残渣除外,其小于0.1%时,写“符合规定”。 2.2.5检验报告结论内容应包括检验依据和检验结论。全检合格,结论写“本品按×××(与检验依据应一致)检验,结果符合规定”。全检中有一项或以上不符合规定,即判为不符合规定;结论写“本品按××××检验,结果不符合规定”。非全项检验,合格的写“本品按×××检验上述项目,结果符合规定”;如有一项或以上不合格时,则写“本品按××××检验上述项目,结果
原辅材料技术要求和检验规范
原辅材料技术要求和检验规范 1.目的 本文件规定了单模光纤制造用原材料和辅助材料的技术要求和检验规范。 2.范围 本文件适用于青海中利光纤技术有限公司制造的光纤所用的原材料和辅助材料的检验。3.职责 1)光纤技术部负责技术要求和检验规范的制定和更新工作。 2)质保部负责检验操作规程的制定和质量判别工作。 4.相关文件 1)不合格品管理程序 5.主体内容 5.1 依照附件中的检验规范,对原材料、辅料和产品进行检验。 5.2 如出现检验不合格,依照附件检验规范的要求和《不合格品管理程序》做相应处理。6.记录保存: 原材料和辅助材料检验记录保存3年 7.发放范围: 光纤技术部,原材料仓库,质保部
预制棒技术要求 备注: (1)预制棒内部或外部出现光斑或缺陷,需要在供应商提供的预制棒检验报告上体现出来。 (2)根据历史检验数据、供应商的预制棒质量跟踪情况、预制棒检验带来污染的实际可操作性,技术部经过讨论决定不进行预制棒的进货检验工作,而利用生产过程进行检验,发现异常及时停用、隔离、联系供应商处理。 (3)预制棒的光学特性估计值,为预制棒生产厂商的推荐建议值,由于光纤的拉丝过程对光纤的光学特性有影响,因此该估计值只作为参考,最终要以光纤的实际测试值为准。如果拉制光纤的光学特性达不到公司的要求,则由供需双方共同分析提出解决方案。
涂料技术要求 1)存储条件:涂料在室内的保存温度为15~30℃,常温下有效期为12个月。 2)根据历史检验数据和供应商的涂料质量情况以及实际的可操作性,技术部经过讨论决定不进行涂料的进货检验,而利用生产过程进行检验,发现异常及时停用、隔离、联系供应商处理。
检验原始记录和检验报告填写要求
《检验原始记录》和《检验报告》填写要求 1. 《检验原始记录》要求 1.1 各栏目应当填写齐全,不适用的信息填写“—”。 1.2 文字、数字、符号等应当易于识别,无错别字,字迹清晰、工整。 1.3 书写信息若发生错误需要更正时,应当在错误的文字上,用平行双横划改线“=”划改,并在近旁适当位置上(避免与其他信息重叠)填写正确的内容、划改人的签名和划改日期,如“5”改为“3”应标识为“5 3王一10月10日”。不得涂改、刮改、擦改,或者用修正液修改。 1.4 单项结论为“合格”的项目,填写“√”。 1.5 单项结论为“不合格”的项目,填写“×”,并对不合格的内容进行简要描述,如“缺少……标志”、“……损坏”等。当检验项目出现部分“不合格”的分项目,还应在其编号上画“×”,如“(1)……:a. ……;b.……。”中“b.……”项不合格,应标识为“(1)……:a. ……;×b.……。”。 1.6 无此项或者不进行的检验项目,填写“无此项”。 1.7 有数据填写要求的项目,除填写上述符号外还需填写相应数据。需要填写多个数据的,数据中间用“/”隔开,必要时用文字或者图示予以区别。 1.8 对需要计算、统计的项目,应当将计算、统计等过程记录在空白处。 2.《检验报告》要求 2.1 各栏目应当填写齐全,不适用的信息填写“—”。 2.2 文字、数字、符号等应当易于识别,无错别字,字迹清晰、工整。 2.3 书写信息若发生错误需要更正时,应当在错误的文字上,用平行双横划改线“=”划改,并在近旁适当位置上(避免与其他信息重叠)填写正确的内容、划改人的签名和划改日期,如“5”改为“3”应标识为“5 3王一10月10日”。不得涂改、刮改、擦改,或者用修正液修改。 2.4 对于要求测试数据的项目,应在“检验结果”栏目中填写实际测量或者统计、计算处理后的数据。 2.5 对于无量值要求的定性项目,应在“检验结果”栏目中做简要说明。如:合格的项目,填写“符合”、“有效”、“完好”;不合格的项目,应进行简要描述,填写“缺少……标志”、“……损坏”等。 2.6 对于不适用的项目,应在“检验结果”栏目中填写“—”。 2.7 “结论”栏目中只填写“合格”、“不合格”、“复检合格”、“自检不合格”和“无此项”等单项结论。 注:当在《检验原始记录》或《检验报告》答题过程中发生划改时,所有划改人的签名均填写为“王一”!
药材检验原始记录样本
原药材检验报告单
原药材检验记录 【性状】 结果:【鉴别】(1)显微鉴别 横截面: 结果:粉末: 结果:(2)薄层鉴别
供试品溶液的制备:取粉末1g,加乙醇15ml,加热回流1小时,放冷,滤过,滤液蒸干,残渣加乙醇5ml使溶解。 对照药材、对照品溶液配制:取菊花对照药材1g,同法制成对照药材溶液。再取绿原酸对照品,加乙醇制成每1ml含O.5mg的溶液。 温度:(℃) 相对湿度:(%) 展开剂:三氯甲烷-丙酮-甲醇-5%浓氨试液 (6:1:1:0.1) 薄层板:硅胶G 显色剂:稀碘化铋钾试液 灯光:白光、紫外光灯(365nm) 展距:(cm) 供试品色谱中,在与对照药材色谱相对应的位置 上,显相同颜色的荧光斑点。 S1为对照药材(对照品为中检所提供编号为) S2为对照品(对照品为中检所提供编号为) T为样品 结果: 【检查】杂质不得过 XX % (附录IX A) 杂质称重: g 杂质计算结果为: % (标准规定不得过 XX %) 结果: 膨胀度应不低于4.0(附录IX O) 温度:(℃)相对湿度:(%) 电子天平型号:CP214 溶剂:水 样品编号 1# 2# 3# 干燥品称重: g g g 第一次样品膨胀后体积: ml ml ml
第二次样品膨胀后体积: ml ml ml (两次差异不超过0.1ml) 膨胀度计算结果为:(标准规定不低于4.0) 结果: 水分不得过12.0% (附录Ⅸ H 第一法)。 温度:(℃)相对湿度:(%) 烘箱型号:DHG-91012SA型电子天平型号:CP214 样品编号 1# 2# 第一次称量瓶干燥(105℃ 3h) (g)(g)第二次称量瓶恒重(105℃ 1h) (g)(g)样品称重(g)(g)第一次称量瓶+样品干燥(105℃ 5h) (g)(g)第二次称量瓶+样品恒重(105℃ 1h) (g)(g)水分计算结果为:(%)(标准规定不得过12.0%) 结果: 总灰分不得过4.0%(附录Ⅸ K) 温度:(℃)相对湿度:(%) 马福炉型号:SX2.5-10 电子天平型号:CP214 样品编号 1# 2# 第一次坩锅称重(600℃ 3h) (g)(g)第二次坩锅恒重(600℃ 0.5h) (g)(g)样品称重(g)(g)第一次坩锅+残渣称重(600℃ 3h) (g)(g)第二次坩锅+残渣恒重(600℃ 0.5h) (g)(g)总灰分计算结果为:(%)(标准规定不得过4.0%) 结果: 酸不溶性灰分不得过3.0%(附录Ⅸ K)。
粉末产品原辅材料入库检验规范
芜湖市四捍粉末涂料有限公司SH-GL-030 原辅材料入库检验规范版本号: 为了保证产品正常生产,使用合格的原辅材料,杜绝不合格原辅材料进入生产环节,原辅材料入库必须按下列步骤进行检验:1?检验项目: 供应商是否符合要求(根据“合格供应厂商清单”确定),应有明确的质量保证材料,凭检测报告入库。 包装质量:应有供应商标志,物料标识和型号,且包装整洁完好,无破损。 净重:符合来料包装标识。 色质:符合已封样的材料(小样)颜色。 细度和杂质含量:硫酸钡、碳酸钙等填料350目分样筛水洗完全通过,且无明显杂质、杂色;树脂完全粉碎后通过120目分样筛后喷涂应无不熔物和可见杂质、杂色。 填料挥发份:<% 综合性能:树脂和颜填料按4/3的比例制作的粉末涂膜性能常规指标应符合“企业标准”或“内控标准”。 环氧树脂604 (E-12)技术标准: 5:5型聚酯树脂技术标准
: 户外羟烷基酰胺固化型聚酯树脂技术标准 户外TGIC固化型聚酯树脂技术标准 TGIC固化剂技术标准: 钛白粉 批次色差w,且50um完全遮盖底材
ROHS/RECH 监控 监控供方环保物料有无ROHS/RECH环保标识,有无提供第三方检测合格报告。所有主要原材料供应商需每年提供更新的第三方检测报告,如逾期未提供,停止供货,直至提供后重新审核供货。 2.抽样方法:按每批次不低于5%的比例随机抽查,每样两份。检查结果不同时应重新取样检查。 3.检查方法: 供应商应符合要求:供应商应符合“合格供应厂商清单”,且每次送货必须有随货同行的合格证(或质检书)及送货单。 包装:应有供应商标志,物料标识和型号,且包装整洁完好,无破损。净重:应和送货单上注明的重量相同。 色泽:应符合已封样的小样颜色(目测对比)。 细度和杂色: 树脂:采用粗粉碎后,丙酮溶解检查,应无不溶物和杂色; 完全粉碎后应通过120目分样筛,静电喷涂样板(膜厚50士5um)检查,应无杂色,明显粗粒不多于2粒(m2);通过清洗后的挤出机进行挤出压成片状,对光检查,应显透明状,且无不熔物。以上三种方法可任选一种或两种进行检验其结果均有效。 钛白粉:采用350目的分样筛用水筛(干净的毛刷轻刷)的方法检查,无筛余物和可见的杂质、杂色。取上批次与本批次的样品,按相同的配方制作纯白色粉末(钛白粉含量/ 20%),喷涂固化后,相同膜厚色差应W,且50um完全遮盖底材。金红石型钛白粉TiO2含量》 94%,锐钛型》98% 颜填料:对亲水性的颜填料,采用350目的分样筛用水筛(干净的毛刷轻刷)的方法检
检验结果和检验报告审核标准
检验练习题 页脚内容1检验结果和检验报告审核标准 1 目的 建立实验室检验结果和检验报告审核的标准操作标准。 2 范围 公司所有物料检验结果和检验报告的审核。 3 责任者 质量技术部经理、QC主管、QC检验员对本规程的实施负责。 4 程序 4.1 QC检验员根据请验单按检验操作规程完成检验,填写检验原始记录,计算检验结果,经本人签字确认、汇总,连同请验单(原辅材料还应包括供应商的该批出厂检验报告单)一起交QC主管审核。 4.2 QC主管依据该样品的检验操作规程逐项审核原始记录和检验结果,并由QC检验员出具正式的成品检验报告单一式三份或原辅料、包装材料和中间产品检验报告单一式二份,签字确认。 4.3 QC主管审核项目及处理程序。 4.3.1 核对请验单与原始记录的品名(代号)、检验单号、批号(流水号)、规格是否一致,操作过程的记录,数据的书写、更改是否按规范要求签字。 4.3.2 核对原辅材料供应商出厂检验报告单的项目与指标是否符合我公司《原辅材料质量标准及验收要求》规定的要求,不符合的应向供应商重新索取,负责做检验不合格处理。 4.3.2 核对检验记录和报告应字迹清晰、内容真实、数据完整,并签名。记录应保持整洁,不得撕毁和任意涂改。更改时,应在更改处签名并使原数据仍可辩认。 4.3.3 逐项审查检验操作过程、检验结果、数据的处理和计算。属于检验员主观操作错误或客观误差超限的,即责成原检验员复检;属于数据的处理、计算错误的,即责成原检验员按规范要求更改并签字确认,待所有原始记录补齐后才予以审核。 4.4.经QC主管复核签字确认后的检验报告单,盖质量技术部质检专用章后,交质量技术部经理审核批准后,由QC发到仓库。
产品最终检验控制程序
产品最终检验控制程序 1目的 通过对将要进入成品进行抽样检验,确保符合质量要求的成品才能进入成品库,并提供产品符合规定要求的检测记录。 2适用范围 本公司生产的各型号成品及向外购入直接用于销售的其它产品。3相关责任单位 技术品保部——最终检验组,生产部——生产组、仓储组。 4工作程序 4.1生产成品检验 4.1.1最终检验组在接到生产组的《生产命令》通知后(参见《过程检验控过程序》),即安排人员到成口若悬河待检区,按照《成品检验抽样计划》抽取部分样品。 4.1.2对抽取样品按照《成品检验办法》进行检验,按照《现有成品一览表》进行判断,并将结果填入《QA检验报告》和《生产命令》相应栏位。 4.1.3检验合格之成品还须核对产品的型号、包装方式、数量等与《生产命令》是否相符,包装是否完好,标签是否完好和正确,并填入相应栏位。 4.1.4核对无误后,在每个已包装的成品外贴上“合格”标签,以《生产命令》通知生产组办理入库手续。 4.1.5核对有误后,立即用《生产命令》通知生产组改正后再
按4。1。3和4。1。4执行,直至合格。 4.1.6检验不合格的产品,按照《检验和试验状态的控过程序》贴上“不合格”标签后,按照《不合格品控过程序》予以处理。4.1.7生产线将《生产命令》交回生管驵归档,将《QA检测报告》交技术品保部经理审批后归档。 4.1.8最终检验组将每次检验结果填入《生产成品月合格率统计表》,并保存一年,作为过程能力评估的依据。 4.2进料成品的检验 4.2.1对于外购的直接用于销售的成品,最终检验驵在接到仓储组(参见〈进料检验控过程序〉)通知后,即安排人员到进料待验区,按照〈成品检验抽样计划〉抽取部分样品。 4.2.2对样品按照《进料成品检验办法》和《现有产品一览表》进行检验和判断,并将结果填入〈QA检测报告〉中。 4.2.3检验合格的产品,在每个包装外贴上“合格”标签,通知仓储组入库。 4.2.4检验不合格之产品,按照《检验和试验状态的控过程序》贴上“不合格”标签后通知仓储组将产品隔离后转入〈不合格品控过程序〉处理。 4.2.5将〈QA检测报告〉交技术品保部经理审核后归档。4.2.6最终检验组将每次检验结果填入〈供应商进料结果记录表〉,并保存一年,作为供应商评估的依据。 4.3销货退回的检验