焊接作业指导书样本
作业指导书
RPN 值
SRA编号
共 页
版本号
A
第 1 页
版本日期
快速转换
SMF 要求事项
手动NVA 手动VA
机器走路
1300
1802
180 NBC-315气体保护焊机
3
300
1
5焊接夹具
2
注:时间标尺每一小格代表实际时间的三秒钟。
120
75603
5
10105
1602
300
2目视
100%石笔记号2目视1次/H 记录表
6
1目视
100%—
1目视
首件、末件
记录表
5
№
检查方法频次
记录方法
№
检查方法
频次
记录方法4
3
22
11
更改标记
处数更改日期有效期备注№
备注
№
单车用量备注个人防护用品耳塞手套
组长
工程师
安全
环保
维护
制造部经理
作业者
口罩
围裙
袖套
其他
安全锁安全帽合格(OK)标记。
消耗定额
更改文件号
辅料清单
安全眼镜
安全鞋
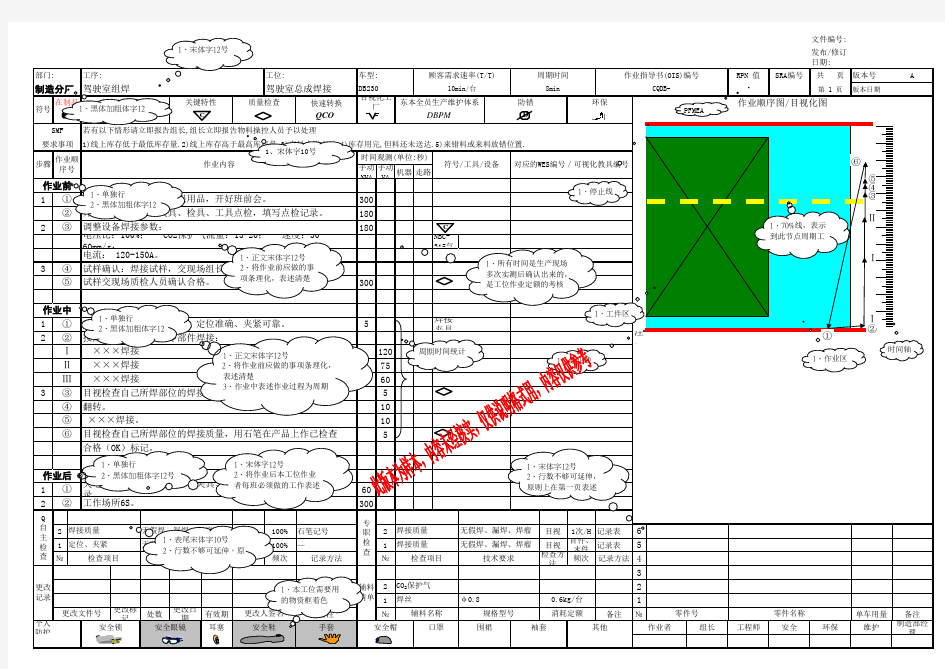
①关电、关气,作业后设备、夹具、检具、工具点检,填写点检记录。作业后工作场所6S。②
更改记录
Q 自主检查
焊丝
φ0.8
辅料名称
规格型号
⑥
目视检查自己所焊部位的焊接质量,用石笔在产品上作已检查更改人签名
作业顺
序号④翻转。
①Ⅰ ×××焊接
Ⅱ ×××焊接⑤ ×××焊接。
Ⅲ ×××焊接
③目视检查自己所焊部位的焊接质量,用石笔作已检查标记。②确认夹具上零部件不缺件、定位准确、夹紧可靠。按图示作业顺序实施零部件焊接:电流: 120-150A。 试样确认:焊接试样,交现场组长确认后交检。
试样交现场质检人员确认合格。
电压比:100%; CO2保护气流量:15-20; 速度:30-60mm/s; ②开线前完成设备、夹具、检具、工具点检,填写点检记录。③调整设备焊接参数:作业内容时间观测(单位:秒)符号/工具/设备对应的WES编号/可视化教具编号
①班前会:穿戴好个人劳保用品,开好班前会。作业前
在制品
安全/人机工程关键特性
质量检查
目视化工厂东本全员生产维护体系DB230
顾客需求速率(T/T)
车型:作业顺序图/目视化图
作业指导书(OIS)编号
10min/台
8min
CQDB-
周期时间
环保
焊接质量定位、夹紧检查项目
防错焊接质量
焊接质量若有以下情形请立即报告组长,组长立即报告物料操控人员予以处理
部门:
制造分厂工序:
工位:
驾驶室组焊
驾驶室总成焊接
1)线上库存低于最低库存量.2)线上库存高于最高库存量.3)来料未附卡片.4)库存用完,但料还未送达.5)来错料或来料放错位置.
检查项目
CO 2保护气 专职检查
零件号
零件名称0.6kg/台步骤符号
作业中
④⑤
技术要求无漏件,定位夹紧可靠无假焊、漏焊、焊瘤 技术要求
无假焊、漏焊、焊瘤
无假焊、漏焊、焊瘤 C
C
D
DBPM
QCO C
1、正文宋体字12号
2、将作业前应做的事项条理化,表述清楚1、单独行
2、黑体加粗体字12
1、黑体加粗体字12
1、单独行
2、黑体加粗体字12
1、单独行
2、黑体加粗体字12号
1、宋体字10号
1、表尾宋体字10号
2、行数不够可延伸,原1、宋体字12号
2、行数不够可延伸,原则上在第一页表述
1、正文宋体字12号
2、将作业前应做的事项条理化,表述清楚
3、作业中表述作业过程为周期
1、本工位需要用的物资框着色
1、宋体字12号
2、将作业后本工位作业者每班必须做的工作表述
1、所有时间是生产现场多次实测后确认出来的,是工位作业定额的考核
1、70%线,表示到此节点周期工
1、工件区
1、停止线
1、停止线
1、作业区
①②
③④⑤ⅠⅡ
Ⅲ
周期时间统计
⑥时间轴
PFMEA