橡胶输送带切割机整机结构设计
目录
中文摘要 (2)
英文摘要. (3)
1 引言 (4)
1.1 机床的基本组成 (4)
1.2 机床的运动 (5)
1.3 输送带切割机整机结构设计主要内容 (5)
2 输送带切割机整机方案设计 (6)
2.1 加工零件分析 (6)
2.2 输送带切割机整体结构方案设计 (6)
2.3 输送带切割机主传动系统方案设计 (8)
3 带传动设计计算 (11)
3.1 带传动概述 (11)
3.2 普通V带传动设计计算 (11)
3.3 V带传动的张紧、安装与防护 (13)
4 主轴及轴系零部件设计计算 (13)
4.1 概述 (13)
4.2轴的材料选择 (14)
4.3轴的结构设计 (14)
4.4 轴的校核 (15)
4.5 滚动轴承寿命的校核计算 (16)
5 丝杠选型计算 (16)
5.1 横向进给丝杠设计计算 (17)
5.2 竖直丝杠计算 (19)
6 夹紧装置设计 (19)
6.1 夹紧装置概述 (19)
6.2 夹紧装置的组成 (19)
6.3 夹紧力的确定 (20)
6.4 输送带切割机夹紧装置设计概要 (20)
7 送料机构设计 (21)
8 支承件设计 (21)
8.1 支承件概述 (21)
8.2 输送带切割机支承件的材料及制法 (22)
8.3 支承件截面形状的选择 (22)
8.4 输送带切割机支承件设计概要 (22)
8.5 圆柱导轨的校核 (23)
9 绘制输送带切割机整机装配图 (24)
总结 (24)
谢辞 (25)
[参考文献] (26)
附录 (26)
橡胶输送带切割机整机结构设计说明书
摘要:设计课题为“橡胶输送带切割机整机结构设计”,此专用机床要求能对橡胶输送带接头进行快速加工,并保证加工面的精度。机床整机结构设计,是对
机床总体布局及机床零部件进行设计计算。应对工件进行必要分析,选择机
械加工方法,设计机床进给、传动方案,对机床主要零部件,如带轮、主轴、丝杠等进行尺寸计算与强度刚度校核。提出工件专用夹紧装置和送料机构的
可能性结构并进行分析。
关键词:专用机床,夹紧装置,送料机构,机床设计
Abstract:The design task for this paper is “The whole structure design of Conveyer belt cutting machine”. This special machine tool is required to processing the
conveyer-belt-joint rapidly and ensure the precision of processing surface.
The design for the whole structure, is a process of framing and calculating
the general layout and parts of this machine. It’s necessary to analysis each
parts, choose mechanical method, devise the machine-tool-feed-program and
transmission-scheme, calculate size and check the strength stiffness of main
components in this machine, such as pulley, spindle, screm ect. Come up
with possible structure of workpiece special-clamping-device and
conveying-mechanism, and analysis their reliability.
Keywords:special machine tool, clamping-device, conveying-mechanism, design of machine.
1 引言
机床不同于一般机械,它是用来生产其他机械的工作母机,因此在刚度、精度及运动特性方面有其特殊要求。
1.1 机床的基本组成
各类机床通常都由下列基本部分组成。
1.1.1 动力源
为机床提供动力(功率)和运动的驱动部分,如各种交流电动机、直流电动机和液压传动系统的液压泵、液压马达等。
1.1.2 传动系统
包括主传动系统、进给传动系统和其他运动的传动系统,如变速箱、进给箱等部件,有些机床主轴组件与变速箱合在一起成为主轴箱。
1.1.3 支承件
用于安装和支承其他固定或运动的部件,承受其重力和切削力,如床身、立柱等。支承件是机床的基础构件,亦称机床大件或基础件。
1.1.4 工作部件
包括:
1.1.4.1 与最终实现切削加工的主运动和进给运动有关的执行部件,例如,主轴及主轴箱、工作台及其滑板和滑座、刀架及其溜板以及滑枕等,用来安装工件或刀具的部件;
1.1.4.2 与工件和刀具安装及调整有关的部件或装置,如自动上下料装置、自动换刀装置等。
1.1.4.3 与上述部件或装置有关的分度、转位、定位机构与操纵机构等。
1.1.5 控制系统
用于控制各工作部件的正常工作,主要包括电气控制系统、液压或气动控制系统、数控系统等。
1.1.6 冷却系统
用于对加工工件、刀具及机床的某些发热部位进行冷却。
1.1.7 润滑系统
用于对机床的运动副(如轴承、导轨等)进行润滑,以减小摩擦、磨损和发热。
1.1.8 其他装置
1.2 机床的运动
机床的切削加工是由工具(包括刀具、砂轮等)与工件之间的相对运动来实现的。机床的运动分为表面形成运动和辅助运动。
1.2.1 表面形成运动
表面形成运动是机床最基本的运动,亦称工作运动。表面形成运动包括主运动和进给运动,这两种不同性质的运动和不同形状的刀具配合,可以实现轨迹法、成形法和展成法等各种不同加工方法,构成不同类型的机床。
1.2.2 辅助运动
机床在加工过程中,加工工具与工件除工作运动以外的其它运动称为辅助运动。
1.3 输送带切割机整机结构设计主要内容
输送带切割机整机结构设计是在工件(输送带)外形尺寸固定、加工要求固定的情况下,设计一台只针对单一类型工件和加工方式的专用机床,其设计主要内容为:
(1)加工零件分析。
(2)机械加工方法的选择与确定。
(3)机床主运动及进给运动等传动方式设计。
(4)机床动力源、传动系统、支承件、工作部件以及专用夹具等机械部件或零件的选型、计算和校核。
(5)机床装配工艺设计。
(6)绘制机床装配图、机床主要零部件工作图。
设计完成后,机床零部件应保证尺寸、强度、精度的合理性及正确性,并能完成最后装配。
2 输送带切割机整机方案设计
2.1 加工零件分析
输送机在农业、工矿企业和交通运输业中广泛用于输送各种固体块状、粉状以及成件物品。输送带又叫运输带,是用于输送机中起承载和运送物料作用的橡胶与纤维、金属的复合制品,或者是塑料和织物的复合制品。输送带能连续化、高效率、大倾角运输,操作安全,使用简便,维修容易,运费低廉,并能缩短运输距离,降低工程造价,节省人力物力。
输送带根据运输量大小按宽带分为:B200、B300、B400、B500、B600、B650 B800、B1000、B1200、B1400、B1600、B1800、B2000等常用型号(B表示宽度,单位为mm)。
所有的输送带必须接成环形才能使用,所以输送带接头的好坏直接影响输送带的使用寿命和输送线能否平稳顺畅地运行。
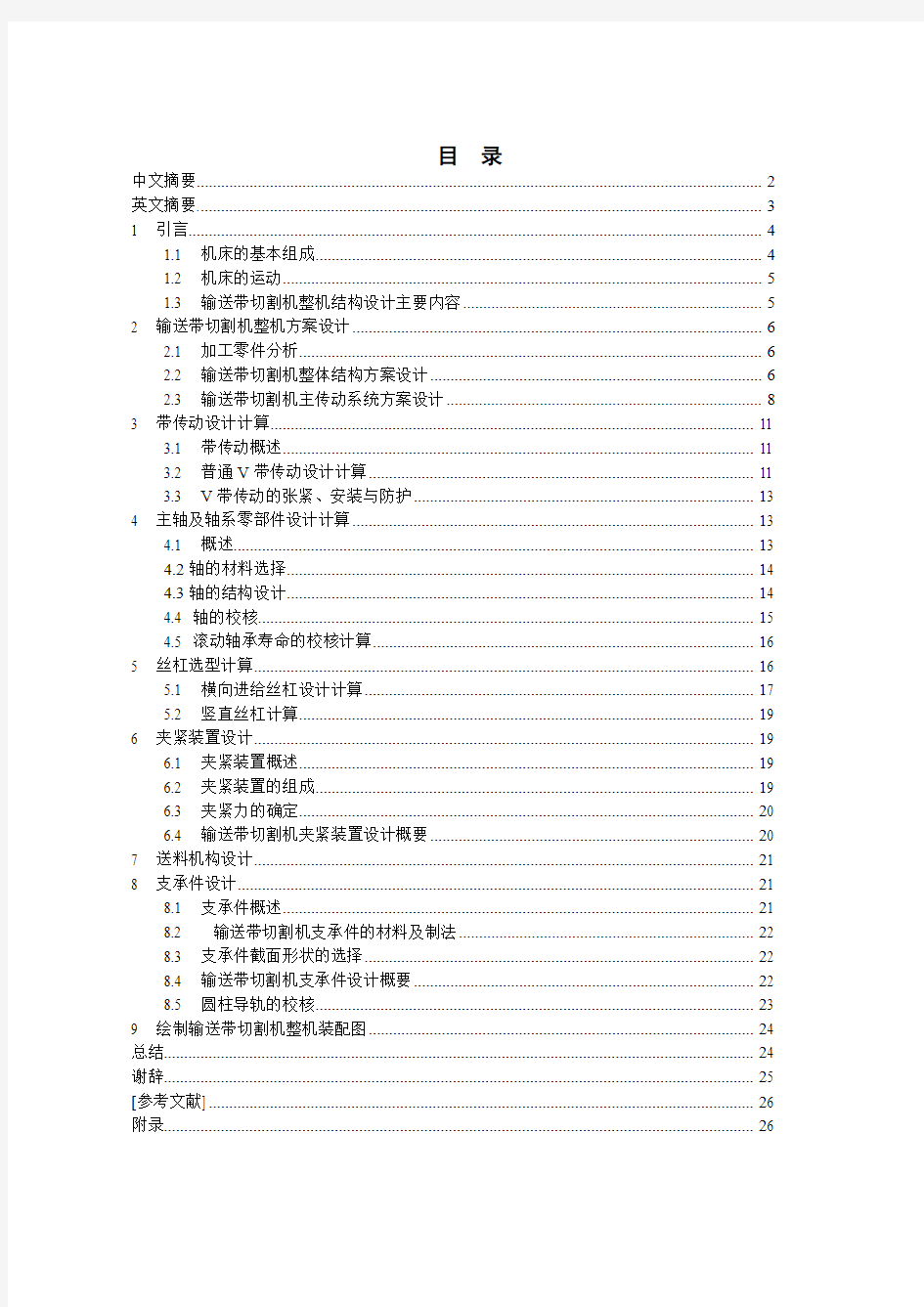
而本设计机床适用于B1000型号的橡胶输送带的接头加工,加工示意图如图2.1。
2.2 输送带切割机整体结构方案设计
2.2.1 机械加工方法设计
采用机械加工方法获得零件的形状,是通过机床利用刀具将工件上多余的材料切除来获得的。根据机床运动的不同、刀具的不同,可分为不同的加工方法,主要由:车削、铣削、磨削、钻削、镗削及特种加工等。
输送带为宽1000mm,厚10mm的板型工件,查看各机械加工方法的适用范围,得出适用于输送带加工的有铣削加工及刨削加工两种。
铣削加工特点:断续加工,有切削冲击,因而需要考虑刀具承受冲击载荷的问题;开放式加工,排屑比较容易;其为多齿工作,旋转运动利于快速切削,生产率较高;刀齿散热条件好;加工振动大,波动大,均匀性差,主轴需设计减震或卸荷装置。
刨削加工特点:往复运动加工,切削速度不可能太高,生产率低;刀具结构简单;惯性大;机床尺寸大。
图2.1 输送带接头加工示意图
综合加工工件、机床尺寸、加工效率、加工精度及加工经济性考虑,把机床设计为专用铣床。
2.2.2 输送带切割机整机结构方案设计
(1)机床运动的确定和分配
确定机床的运动时,应当在满足工作要求的前提下,尽可能减少运动数目。尽可能简化运动装置和传动装置的结构,减少运动执行件的的数目
加工输送带接头,只需要调整切深和加工宽度,就可进行横向铣削加工。调整输送带加工宽度,可设计进料机构,故机床所有运动由电机-主轴-铣刀(主运动)、电机-滚珠丝杠副(进给运动)、竖直滚珠丝杠副(切深调整)三个机构完成。
分配运动时,应把运动分配给重量轻的执行件,对于进给运动,应把运动分配给主轴而不是输送带,因为输送带尺寸大,工作台大,重量比定速主轴箱大。
(2)机床精度的确定
按一般机床精度选择,输送带切割机总精度为7级精度。
(3)机床的总体布局
机床总体布局的基本要求:保证刀具和工件间的相对运动和相对位置;足够的刚性;便于操作、维修、排屑等;结构紧凑,材料消耗低,占地面积小;造型美观。
根据机床布局的要求及输送带切割机机床类型、机床运动、工件类型,绘制机床布局草图。
2.3 输送带切割机主传动系统方案设计
2.3.1 传动方案概述
传动装置位于原动机与工作机之间,用于传递运动和动力,并可以改变运动的形式、速度和转矩大小。它的机械性能、技术水平和产品质量对整个机器的性能和工作状况影响很大。因此,合理设计传动方案具有重要意义。
合理的传动方案首先要满足机器的功能要求,如传递功率的大小、转速和运
动形式等。此外,还要适应工作条件和环境要求,也就是应保证工作可靠,满足结构简单、尺寸紧凑、加工方便、成本低廉等。设计时,要通过对多个可行方案进行分析、综合、比较,最终选择各项主要技术指标较优的传动方案。
在传动装置设计时,根据常见机械传动的主要性能,一般考虑以下几方面问题:(1)带传动的特点是传动平稳、能缓冲减震,但承载能力较小,即传递相同转矩时结构尺寸较其他传动形式大些。
(2)链传动的特点是运转不均匀、有冲击,不适于高速传动。
(3)蜗杆传动的特点是可以实现较大的传动比、结构紧凑、传动平稳,但效率较低,适用于中、小功率且间隙运转的场合。
(4)减速器具有固定传动比、结构紧凑、机体封闭。润滑良好、寿命长且传动可靠等特点。
2.3.2确定传动方案
输送带切割机传动装置原动机为电动机,工作机为主轴,主轴竖直放置,因此要求传动平稳,能缓冲减震,并根据常见传动的主要性能(表2.1)及参数确定传动机构为V带单级传动,如图2.1所示。
根据表1.1,V带传动工作平稳性好,缓冲吸震能力好,要求制造和安装精度低,但传动精度较低,寿命较短,且环境适应性差,需安装封闭罩;外廓尺寸大,但由于是单级传动,功率不高,故外廓可控制在合理范围内。
表2.1 常见机械传动的主要性能
图2.1输送带切割机传动方案简图
2.3.3 选择电动机
2.3.3.1 选择电动机类型。按要求和工况条件,选用三相笼型异步电动机,封闭式结构,电压为380V ,Y 型。
2.3.3.2 选择电动机容量。电动机所需工作功率为
kW Fv
P P a
a
w
d ηη1000=
=
式中kW P w 5.2=为主轴计算功率,96.0=a η为带传动效率,所以
kW P P a
w
d 6.296
.08
.2==
=
η 根据Y 系列三相异步电动机的技术数据,选择3kW 的电动机。
2.3.3.3 确定电机转速。主轴转速为300r/min ,根据带轮常用传动比4~2=i ,故电动机转速的可选范围为
min /1200~600r n i n d =?=
可见,电动机的同步转速可选750r/min 和1000r/min ,根据电机功率,可用电动机型号有Y 132S-6和Y 132M-8两种。综合电动机外形尺寸大小和传动比合理性,选择电动机型号为Y 132S-6,则电动机的参数如表2.2。
表2.2 选用电动机主要技术参数
2.3.3.4 带轮传动比。选定电动机后,实际带轮传动比为
2.3300
960===
n n i d 2.3.3.5 计算主轴输入功率。
kW P P a d 88.296.03=?=?=η
2.3.3.6 计算主轴输入转矩。
m N n P T ?=?==68.91300
88.295509550
3 带传动设计计算
3.1 带传动概述
带传动是一种挠性传动。带传动的基本组成零件为带轮(主动带轮和从动带轮)和传动带。当主带轮1转动时,利用带轮和传动带间的摩擦或啮合作用,将运动和动力通过传动带传递给从动轮,。带传动具有结构简单、传动平稳、价格低廉和缓冲吸振等特点,在近代机械中应用广泛。
本设计为输送带切割机电动机-主轴普通V 带传动,电动机功率kW P 3=,转速
min /9601r n =,传动比2.3=i 。
3.2 普通V 带传动设计计算
3.2.1 确定计算功率ca P
由《机械设计》表8-7查得工作情况系数1.1=A K ,故
kW P K P A ca 3.331.1=?==
3.2.2 选择V 带的带型
根据ca P 、1n 由《机械设计》图8-10选用A 型。 3.2.3 确定带轮的基准直径d d 并验算带速v
3.2.3.1 初选小带轮的基准直径1d d 。由《机械设计》表8-6和表8-8,取小带轮基准直径mm d d 901=。
3.2.3.2 验算带速v 。按公式验算带的速度
s m n d v d /1.51000
60960
901000
601
1=???=
?=
ππ
因为s m v s m /30/5<<,故带速合适。
3.2.3.3 计算大带轮的基准直径。根据公式,计算大带轮的基准直径2d d
mm id d d d 282902.312=?==
根据《机械设计》表8-8,圆整为mm d d 2802=。 3.2.4 确定V 带的中心距a 和基准长度d L
3.2.
4.1 根据)(2)(7.02121d d d d d d d d +≤+,初定中心距mm a 4000=。 3.2.4.2 计算带所需的基准长度
mm a d d d d a L d d d d d 5.14254)()(220
2
122100
=-+++≈π
由《机械设计》表8-2选带的基准长度mm L d 1400= 3.2.4.3 计算实际中心距a 。
mm L L a a d d 3752
0≈-+
≈ 根据
mm L a a d 354015.0min =-= mm L a a d 41703.0max =+=
中心距变化范围为mm 417~354。 3.2.5 验算小带轮上的包角1α。
o o
o
908.1523.57)(18012
1≥≈--≈a
d d d d α
3.2.6 计算带的根数z 。
3.2.6.1 计算单根V 带的额定功率r P 。由mm d d 901=和min /9601r n =,查《机械设计》表8-4a 得kW P 77.00=。
根据min /9601r n =,2.3=i 和A 型带,查《机械设计》表8-4b 得kW P 11.00=?, 查《机械设计》表8-5的95.0=a K ,表8-2得96.0=L K ,于是
kW K K P P P L a r 84.0)(00=???+=
3.2.6.2 计算V 带的根数z
9.384
.03
.3===
r ca P P z 取4跟。
3.2.7 计算单根V 带的初拉力最小值min 0)(F
由《机械设计》表8-3得A 型带的单位长度质量m kg q /1.0=,所以
N qv zv
K P K F a ca
a 135)5.2(500
)(2min 0=+-=
应使带的实际初拉力min 00)(F F >。 3.2.8 计算压轴力p F 压轴力最小值为
N F z F p 10482
sin
)(2)(1
min 0min ==α
3.2.9 V 带轮结构设计
根据V 带轮的基准直径和带轮轮速等已知条件,确定带轮材料为HT200;带轮基准直径d d d 5.2≤(d 为安装带轮的轴的直径,mm ),采用实心式带轮;轮槽截面尺寸参照《机械设计》表8-10进行设计。大带轮安装在主轴上,为了主轴传动平稳性,应加卸荷装置(见大带轮卸荷装置装配图),通过卸荷装置把V 带压轴力传递到主轴箱体。
3.2.10 绘制主动带轮零件图
3.3 V 带传动的张紧、安装与防护
3.3.1 V 带传动的张紧
V 带传动运转一段时间后,会因为带的塑性变形和磨损而松弛。为了保证带传动正常工作,应定期检查带的松弛程度,采取定期改变中心距的方法来调节带的初拉力,使带重新张紧。
3.3.2 V 带传动的安装
带轮的轴线应相互平行,各带轮相对应的V 型槽的对称平面应重合,误差不得超过'20。多跟V 带传动时,为避免各根V 带的载荷分布不均,带的配组公差应在规定的范围内(参见GB/T 13575.1—92)。
3.3.3 V 带传动的防护
为安全起见,带传动应置于保护罩之内,使之不能外露。
4 主轴及轴系零部件设计计算
4.1 概述
轴的设计包括结构设计和工作能力计算两方面的内容。
轴的零件结构设计是根据轴上零件的安装、定位以及轴的制造工艺等方面的要
求,合理地确定轴的结构形式和尺寸。轴的结构不合理,会影响轴的工作能力和轴上零件的可靠性,还会增加轴的制造成本和轴上零件装配的困难。
轴的工作能力计算指的是轴的强度、刚度和振动稳定性等方面的计算。多数情况下,轴的工作能力主要取决于轴的强度。而对刚度要求高的轴,如机床主轴,还应进行刚度计算。
4.2轴的材料选择
在一般工作温度下,碳钢和合金钢的弹性模量相差不多,因此在选择钢的种类和决定钢的热处理方式时,所根据的是强度和耐磨性,而不是轴的弯曲和扭转刚度。但为了配合轴系零部件和经济性,可选择强度较低的钢材,而适当增大轴的直径来提高轴的刚度。
根据以上要求,主轴材料选择45号钢,调质热处理,其主要力学性能见表4.1。
表4.1 45调质钢的主要力学性能
4.3轴的结构设计
4.3.1 初步确定轴的最小直径
选取轴的材料为45钢,调制处理。根据《机械设计》表15-3,去1200=A ,于是得
mm n
P A d 353
min ==
主轴的最大直径显然是安装刀具处,最小直径是安装带轮处。考虑主轴的强度,定mm d 50min =。
4.3.2 拟定轴上零件的装配方案
根据零部件和主轴上零件的定位要求,拟定装配方案:滚动轴承根据结构要求使用圆螺母定位,止动垫圈定位;飞轮使用过盈配合安装定位(参见输送带切割机装配图)。
4.3.3确定主轴各段直径、长度及精度
阶梯轴各轴段直径和长度的变化是根据主轴上零件的受力、安装、固定及对主轴表面粗糙度、加工精度要求而定的:
(1) 在装有密封元件的滚动轴承处的直径,应与密封元件和轴承内孔径尺寸一样。
(2) 当直径变化处端面是为了固定轴上零件或承受轴向力时,则直径变化值要大些,一般取6-10mm 。
(3) 如果两相邻轴段只是为了轴上零件装拆方便或区分加工表面时,两直径略有差值即可。
(4) 主轴各段长度应根据零件尺寸及装配方案设计。 4.3.4 确定轴上倒角尺寸
参考《机械设计》表15-2,取轴端倒角为o 452?,螺纹倒角为o 452?。初定主轴零件图。
4.4 轴的校核
4.4.1 轴的强度校核
在确定轴承的支点位置时,应从手册中查取a 值;因为带轮连接使用卸荷机构,带轮压轴力并不作用在主轴上;最大弯矩应在圆锥滚子轴承处,故应校核圆锥滚子轴承截面的强度。
按第三强度理论,计算应力
[]12
222)()(4-≤+=
+=σαατσσW
T M ca
式中:ca σ——轴的计算应力,MPa ;
M ——轴所受得弯矩,N ·mm ;
T ——轴所受得扭矩,N ·mm ;
W ——轴的抗弯截面系数;
[]1-σ——对称循环变应力时轴的许用弯曲应力。
对于圆柱截面,33
1.032
d d W ≈=
π,由公式得弯扭合成强度为
[]196.5-<=σσMpa ca 。
4.4.2 轴的弯曲刚度校核 轴的弯曲刚度条件为:
挠度 []mm y y 037.0=≤,偏转角[]rad 0016.0=≤θθ
mm mm EI Fl y 037.0012.033<<==
rad rad EI
Fl 0016.00005.022
<==θ
故轴的弯曲刚度满足要求。 4.4.3 轴的扭转刚度校核
轴的扭转变形用每米长的扭转角?来表示。圆轴扭转角?的计算为:
m I l T LG z i pi
i
i /53.011073.514
o =?=∑=? 达到扭转刚度要求。
4.5 滚动轴承寿命的校核计算
滚动轴承为机床主轴轴承,为重要部件轴承,故轴承预期寿命h L h 20000'=。以小时数表示的轴承基本稳定寿命h L 为
h P C n L h 3200060106=??
?
??=ε
计算出的轴承寿命达到要求。
5 丝杠选型计算
滚珠丝杠副是由滚珠丝杠、滚珠、滚珠螺母和相关循环零件组成的以圆柱螺旋线为运动轨迹的传动部件。用来将回转运动转化成直线运动(主要用途),或将直线运动转化成回转运动(大导程)。广泛应用于数控机床、自动化设备、测量仪器、印
刷包装机械、纺织机械、制药机械、玻璃机械以及其他需要精密路径定位的领域。
作为滚动摩擦的传动部件,它具有如下6点特性: (1)传动效率高
滚珠丝杠副的传动效率高达90%~98%,为滑动丝杠副的2~4倍,能高效地将扭力转化为推力,或将推力转化为扭力。
(2)传动灵敏平稳
滚珠丝杠副为点接触滚动摩擦,摩擦阻力小、灵敏度好、启动时无颤动、低速时无爬行,可μ级控制微量进给。
(3)定位精度高
滚珠丝杠副传动过程中温升小、可预紧消除轴向游隙和初级弹性形变、可对丝杠进行预拉伸以补偿热伸长,故可获得较高的定位精度和重复定位精度。
(4)精度保持性好
滚珠及滚道硬度达HRC58~63,滚道形状准确,滚动摩擦磨损极小,具有良好的精度保持性、可靠性和使用寿命。
(5)传动刚度高
滚珠丝杠副内外滚道均为偏心转角双圆弧面、在滚道间隙极小的时也能灵活传动。需要时加一定的预紧载荷则可消除轴向游隙和初级弹性形变以获得良好的刚性。
(6)同步性能好
滚珠丝杠副因具有导程精度高、灵敏度好的特点,在需要同步传动的场合,用几套相同导程的滚珠丝杠副可获得良好的同步性能。
5.1 横向进给丝杠设计计算
工作台总重估算值3000N ,导轨动摩擦系数1.0=μ,静摩擦系数2.00=μ,快速进给速度min /15max m V =,切削进给速度min /6.0m V =,定位精度mm m 300/20μ,全行程m μ80,要求寿命h 20000。
5.1.1 确定丝杠副导程
max
max
in V P h =
快进速度m i n /15max m V =,电机与丝杠传动比1=i ,选定丝杠快进转速
min /1500max r n =,则丝杠导程mm P h 10=。
5.1.2 确定当量转速及当量载荷 丝杠的轴向载荷为
N F W F x 1900=+=μ
当量转速
min /204100
1002211
r t
n t n n m =+= 当量载荷
N n t n F n t n F F m
m m 6.103310010032
232113
1
=+= 5.1.3 预期额定动载荷 按预期寿命估算
c
a w
m h
m am f f f F L n C 100603=
轻微冲击,取3.1=w f ,1=a f ,可靠性97%,取44.0=c f ,已知h L h 20000=,故丝杠预期额定动载荷N C am 19105=。
5.1.4 确定允许的最小螺纹底径 估算丝杠的最大轴向变形量
5/1~4/1≤m δ定位精度
m 4μδ=m 估算最小螺纹底径
m
L
F E L F δπδ0m 0m 2039.01010
d == h P S L )14~10()2.1~1.1(+≈,取mm L 1580=,静摩擦力N W F 60000==μ,代入的mm d m 2.232=。
5.1.5 确定滚珠丝杠副的规格代号
选择内循环浮动式法兰,直筒双螺母垫片预紧形式,由计算出的最小螺纹底径、额定动载荷、导程在样本内选择滚珠丝杠副FFZD4010-3。
滚珠丝杠副选型后,确定预紧力
N F F p 6343
1
==
5.1.6 滚珠丝杠副轴承选择
两端固定的支承形式,选用圆锥滚子轴承。
e F F r
a
≤,N C F P am r r 19105===, 选择30206圆锥滚子轴承。
5.2 竖直丝杠计算
竖直进给丝杠螺母副采用手动进给,故导程沿用横向进给丝杠导程mm P h 10=。竖直丝杠只负责调整加工切深,不承受切削力载荷,只承受工作台载荷,故丝杠的轴向载荷N W F 2000==,当量转速估算为min /10r n m =,则丝杠的预期额定载荷按预期寿命估算
N f f f F L n C c
a w
m h
m am 135********==
可沿用横向进给丝杠型号FFZD4010-3。
6 夹紧装置设计
6.1 夹紧装置概述
工件定位之后,在切削加工之前,必须用夹紧装置将其夹紧,以防止在加工过程中由于受到切削力、重力、惯性力等得作用发生位移和振动,影响加工质量,甚至使加工无法顺利进行。因此,夹紧装置的合理选用至关重要。
6.2 夹紧装置的组成
(1)力源装置 产生夹紧作用力的装置。所产生的力称为原始力,对于手动夹紧来说,力源来自人力。
(2)中间传力机构 介于力源和夹紧元件之间传递力的机构。在传递力的过程中,它能起到如下作用:改变作用力的方向;改变作用力的大小;使夹紧实现自锁。
(3)夹紧元件 夹紧装置的最终执行元件,与工件直接接触完成夹紧作用。
6.3 夹紧力的确定
6.3.1 夹紧方向的确定
(1)夹紧力方向应朝向主要定位基准面;
(2)夹紧力应朝向工件刚性较好的方向;
(3)夹紧力作用方向应使夹紧力最小。
6.3.2 夹紧力作用点的确定
(1)夹紧力的作用点应落在支承元件形成的稳定受力区域内;
(2)夹紧力作用点应落在工件刚性较好的部位;
(3)夹紧力作用点应尽可能靠近加工面。
6.3.3 夹紧力的大小确定
夹紧力的大小需根据切削力、工件重力大小、方向和相互位置关系具体计算。为安全起见,计算出夹紧力应乘以安全系数,故实际夹紧力一般比理论计算值大2-3倍。
6.4 输送带切割机夹紧装置设计概要
在设计输送带切割机夹紧装置时,除了工件尺寸及工件定位,还应考虑夹紧装置在机座上的安装空间与安装尺寸。根据机床整体结构设计,在横向进给机构、纵向进给机构以及主轴尺寸确定后,夹紧装置的最大外形尺寸为1585X685X410mm。在设计时,不仅要达到最大外形尺寸的要求,而且在确保夹紧力、工件定位等符合设计要求的情况下,尽量缩小夹紧机构的尺寸,使其结构紧凑,易于制造、安装与维修。
加工时输送带平置于机座上,通过机座对输送带进行初步定位,输送带为长形板料,宽度为1000mm,材料为橡胶、织物、金属的复合材料,刚度差,刚性模量较普通金属材料差,在夹紧时,应把夹紧应力平均分布在输送带上,以尽量减少输送带因夹紧力产生的应力变形。因此,设计时通过力的传递机构使夹紧元件(压板)与输送带的接触面积加大。
在夹紧机构的选择上,应优先选择典型夹紧机构,如斜楔夹紧机构、螺纹夹紧机构或其组合机构等。由于夹紧装置竖直方向空间不大,因此可设计一个传力机构,使摇动手柄的切向力改变为竖直方向的作用力,如夹紧装置装配图所示,通过楔形
钢结构工程量计算方法
钢结构工程量计算方法 (2015-03-30 14:07) 分享到: 0 钢结构是未来发展的方向,土建算量的不会钢结构算量的大有人在,但日后如果再不会,就要谈谈自己的工资是涨不上去了。钢结构一直以来是与土建分开的,后来的劲钢结构及钢组合结构在施工的过程中,都是先有钢结构公司安装再有总包施工砼,如此以来接合也会慢慢的相近,有时候基本上融合在一起,我只能说我会做钢结构的算量,报价谈不上,因为我的经验不足。 钢结构是由钢板、角钢、槽钢、钢管和圆钢等热轧钢材或冷加工成型的薄壁型钢制造而成的结构。钢结构具有材料强度高、重量轻、安全可靠、制作简便等优点。在房屋建筑中,主要用于厂房、高层建筑和大跨度建筑。常见的钢结构构件有屋架、檩条梁、柱、支撑系统等。 1。算量最基本的就是看图纸,土建的人都烦钢构图纸的太乱,其实我也有这种看法,因为平法并没有用在其上面,图样还保留了一前土建制图的原则,所以做为老人看比较习惯(101 图集出之前的人),后来像我这样人看钢结构图纸真的看不习惯,不过没有办法,还是要习惯的,我们知道麻烦,但任何事情都有规律的,钢结构的详图结点相当的多,但这些变化真的在算的时候影响相当的小,重要是大的方向把握好,钢结构的结点图也是相当科学的,都和科学受力相对应。有许多是重复或对称等。认真的看都会看出来。对于图纸的特点,我会在下面讲2。算重量,因为钢结构的算量基本上全是按吨计(板按 M2)。钢材钢材就是钢结构。而钢材多指型钢,对于型钢的分类算量的方法,我也会一一列出。并做出讲解。 3。统计汇总,哈哈,此类应该是不难的,以清单为基本,分类汇总而以了。 识图问路 1。我对钢结构的认识,应该比大家深一些,因为我毕业的时候就进了一家钢结构公司,工作不到两个月,经常的工作就是画一个图纸的钢构件,把这个钢构件看明白了,画出来,他们叫钢结构深化设计(细化方案)做加工所用,说白了,一张钢板怎么加工这样的东东的。我讲的图识别,其它就是 03G102 上面的东东,大家有机会可以去下载看一下。闲言碎语不多讲,说说吧,钢结构图应该怎么看不头痛。把握好看图不难的原则,其实很简单,比建筑的施工简单多了,因为他每个部分都有详图,哪里不明白了,就看此图有没有什么详图符号,有就找,其实我看明白的地方不是详图的地方,拿出来与原图一对就明白了,是什么柱,是什么梁就明白了许多。一. 钢结构 1 钢结构设计制图分为钢结构设计图和钢结构施工详图两阶段。 2 钢结构设计图应由具有设计资质的设计单位完成,设计图的内容和深度应满足编制钢结构施工详图的要求;钢结构施工详图(即加工制作图)一般应由具有钢结构专项设计资质的加工制作单位完成,也可由具有该项资质的其他单位完成。
橡胶带圆盘自动剪切机设计
龙源期刊网 https://www.360docs.net/doc/352135433.html, 橡胶带圆盘自动剪切机设计 作者:李晓琛 来源:《中国高新技术企业》2016年第04期 摘要:目前企业中常见橡胶切割机的切割方式是将橡胶带与衬纸一起切割,这种切割方式使其不易分离,效率较低。针对这种现状,提出了橡胶带圆盘刀切割机的设计方案。文章介绍了橡胶带圆盘刀切割机的设计过程,包括同步带、刀具轴、带轮轴、移动架、夹紧装置等部件的设计计算及Pro/E软件建模、装配以及电机、轴承、连轴器、键的选择与校核。 关键词:橡胶带;圆盘;自动剪切机;同步带;切割方式文献标识码:A 中图分类号:TG333 文章编号:1009-2374(2016)04-0027-02 DOI:10.13535/https://www.360docs.net/doc/352135433.html,ki.11-4406/n.2016.04.014 随着现代机械加工业的发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低成本、具有高智能化的自动切割功能的要求也在提升。切割技术是机械行业发展中不可或缺的关键技术之一。先进的切割技术是保证产品质量的关键因素,因此切割技术的发展将是我们关注的重点。为了顺应主流市场的需求,切割机将主要向着结构简单,操作便捷、高效、安全、可靠的方向发展。本课题拟采用圆盘刀切割的方法,实现对橡胶带和衬纸的分别切割,以消除传统切割方法中衬纸与橡胶分离难、效率低、安全系数低的弊端,达到橡胶带全自动连续切割。这种切割机结构简单、操作便捷、效率较高,具有很高的适用价值。 1 常见切割机的性能对比 随着机械行业各项技术水平的提高,人们对切割机的要求也在逐步增加。从最初对小型工件的高速度、高精度的要求慢慢演变为对大型工件的高速度、高精度切割要求。从以往对三维立体多轴的要求再发展到今天对全自动化和无人化的要求。等离子切割机、火焰切割机、激光切割机、高压水射流切割机在切割领域中充当着佼佼者。 等离子切割机:切割领域宽,几乎可以切割所有金属板材,它切割速度快、效率高。等离子在水下切割能消除切割时产生的噪声,粉尘、有害气体和弧光的污染,有效地改善工作场合的环境。采用精细等离子切割已使切割质量接近激光切割水平,目前随着大功率等离子切割技术的成熟,切割厚度已超过100mm,拓宽了数控等离子切割机切割范围。 火焰切割机:切割具有大厚度碳钢切割能力,但存在切割变形大、切割精度不高的问题,而且切割速度较低,切割预热时间,较难适应全自动化操作的需要。 激光切割机:它具有速度快、精度高等特点。激光切割机切割费用太高。
输送带技术标准及相关小知识g
橡胶输送带技术标准及相关小知识 标准编号标准名称发布部门实施日期状态 BB/T 0022-2004 瓦楞纸板输送带国家发展和改革委员会2004-06-01 现行 GB/T 10822-2003 一般用途织物芯阻燃输送带国家质量监督检验检疫. 2004-02-01 现行 GB/T 12736-1991 输送带机械接头强度的测定静态试验方法国家技术监督局1992-02-01 现行 GB/T 15902-1995 织物芯输送带弹性模量试验方法国家技术监督局1996-08-01 现行 GB/T 17044-1997 钢丝绳芯输送带覆盖层与带芯层粘合强度试验方法国家技术监督局1998-04-01 现行GB/T 20021-2005 帆布芯耐热输送带国家质量监督检验检疫. 2006-05-01 现行 GB 21352-2008 矿井用钢丝绳芯阻燃输送带国家质量监督检验检疫. 2008-07-01 现行 GB/T 3690-1994 织物芯输送带拉伸强度和伸长率测定方法国家技术监督局1994-10-01 现行 GB/T 4490-1994 输送带尺寸国家技术监督局1995-10-01 现行 GB/T 5752-2002 输送带标志国家质量监督检验检疫. 2002-12-01 现行 GB/T 5753-2008 钢丝绳芯输送带总厚度和覆盖层厚度的测定方法中国石油和化学工业协. 2008-09-01 现行 GB/T 5754.2-2005 钢丝绳芯输送带纵向拉伸试验第2部分:拉伸强度的测定国家质量监督检验检疫. 2006-05-01 现行 GB/T 5755-2000 钢丝绳芯输送带钢丝绳粘合强度的测定国家质量监督检验检疫. 2001-03-01 现行 GB/T 5756-1986 输送带与传送带术语国家标准局1986-10-01 现行 GB/T 6759-2002 织物芯输送带的层间粘合强度试验方法国家质量监督检验检疫. 2003-04-01 现行 GB/T 7983-2005 输送带横向柔性和成槽性试验方法国家质量监督检验检疫. 2006-05-01 现行 GB/T 7984-2001 输送带具有橡胶或塑料覆盖层的普通用途织物芯输送带国家质量监督检验检疫. 2001-10-01 现行 GB/T 7985-2005 输送带织物芯输送带抗撕裂扩大性试验方法国家质量监督检验检疫. 2006-05-01 现行GB/T 7986-1997 输送带滚筒摩擦试验方法国家技术监督局1998-04-01 现行 GB/T 9770-2001 普通用途钢丝绳芯输送带国家质量监督检验检疫. 2001-10-01 现行 HG 2014-2005 钢丝绳牵引阻燃输送带化学工业胶带标准化技. 2006-01-01 现行 HG/T 2194-2006 多层芯输送带结构要求2007-03-01 现行 HG 2297-1992 耐热输送带化学工业部1993-10-01 现行 HG/T 2410-2006 输送带取样2007-03-01 现行 HG 2539-1993 钢丝绳芯难燃输送带1990-10-01 现行 HG/T 2648-1994 输送带滚筒摩擦试验机技术条件1995-03-01 现行 HG 2805-1996 煤矿井下用织物芯阻燃输送带1993-05-01 现行 HG/T 2818-1996 轻型输送带1993-05-01 现行 HG/T 2820-1996 输送带用锦纶和涤锦浸胶帆布1993-05-01 现行 HG/T 3046-1999 织物芯输送带外观质量规定2000-12-01 现行 HG/T 3056-2006 输送带贮存和搬运通则2007-03-01 现行 HG/T 3646-1999 普通用途防撕裂钢丝绳芯输送带1999-06-04 现行 HG/T 3647-1999 耐寒输送带1999-06-04 现行 HG/T 3714-2003 耐油输送带国家发展和改革委员会2004-05-01 现行 HG/T 3782-2005 耐酸碱输送带化学工业胶带标准化技. 2006-01-01 现行 HG/T 3973-2007 一般用途钢丝绳芯阻燃输送带2008-04-01 现行
棒料切割机设计
引言 机电一体化产品广泛应用各种加工业,切割技术也有了飞速的发展,手工切割已经适应不了现代工业发展的要求。同时,切割机的夹紧机构也有了迅速的发展,一些简单的机械手已经得到广泛的应用。简单的机械手经过几十年的发展,如今已进入以通用机械手为标志的时代。几十年来,这项技术的研究和发展一直比较活跃,设计在不断的修改,品种也在不断的增加,应用领域也在不断的扩大。简单的机械手是一种仿人操作、自动控制、的机电一体化自动化生产设备。特别适合于多品种、变批量的柔性生产。它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。 我们设计的铸棒线切割机结构简单,性能安全可靠,操作方便可行,很好的实现了其预定功能。铸棒线切割机主要由三个大的部分组成,即切割部分、夹紧部分和纵横行走部分。 切割部分是由电极带动砂轮旋转,由气缸控制砂轮上下移动完成切割。夹紧部分主要采用了一个气动夹紧机械手,电磁阀控制气缸活塞的伸缩来实现夹紧和放松。纵横行走部分是由气缸控制纵向、横向行走板,使之沿直线导轨前进或返回。 整个机器由PLC控制各个气动换向阀的电磁铁,由气缸驱动完成顺序切割动作过程。而随动工作台的随动前进速度也可以通过夹紧机械手夹紧铸棒使之与铸棒速度同步。横向切割时的切割速度可以通过气缸来调节。 与一般的切割机相比,这种切割机有以下优点: 一、实现了机械工程和自动控制的有效结合,机械部分采用机械优化设计,
整个设计过程中都进行了综合技术比较与经济评价,实现了预定的功能。 二、整个运动过程都采用了气压传动控制,与液压传动相比,气压传动有无介质费用、处理方便、无泄露污染、无介质变质等优点。 三、在设计过程中,纵横行走装置采用了直线导轨,既提高了运动系统的运动精度,又很大程度的减小了摩擦力,达到了节能的效果。 四、整个切割过程都由PCL控制,以其结构简单合理、设备性能良好、使用寿命长、安全系数高等因素,满足了自动化大批量的生产要求。 这种切割机具有控制方便,性能稳定,结构简单,调节、修改方便、生产率高等优点,具有广阔的应用前景。
钢结构设计简单步骤和设计思路
钢结构设计简单步骤和设计思路 一、判断结构是否适合用钢结构 钢结构通常用于高层、大跨度、体型复杂、荷载或吊车起重量大、有较大振动、要求能活动或经常装拆的结构。直观的说:大厦、体育馆、歌剧院、大桥、电视塔、雕塑、仓棚、工厂、住宅、山地建筑和临时建筑等。这是和钢结构自身的特点相一致的。 二、结构选型与结构布置 结构选型及布置是对结构的定性,由于其涉及广泛,应该在经验丰富的工程师指导下进行。此处仅简单介绍,详请参考相关专业书籍。 在钢结构设计的整个过程中都应该被强调的是"概念设计",它在结构选型与布置阶段尤其重要。对一些难以做出精确理性分析或规范未规定的问题,可依据从整体结构体系与分体系之间的力学关系、破坏机理、震害、试验现象和工程经验所获得的设计思想,从全局的角度来确定控制结构的布置及细部构造措施。 在早期迅速、有效地进行构思、比较与选择,所得结构方案往往易于手算、力学行为清晰、定性正确,并可避免结构分析阶段不必要的繁琐运算。同时,它也是判断计算机内力分析输出数据可靠与否的主要依据。 林同炎教授在《结构概念和体系》一书中介绍了用整体概念来规划结构方案的方法,以及结构总体系和个分体系间的相互力学关系和简化近似设计方法。 钢结构通常有框架、平面桁架、网架(壳)、索膜、轻钢、塔桅等结构形式。 其理论与技术大都成熟。亦有部分难题没有解决,或没有简单实用的设计方法,比如网壳的稳定等。 结构选型时,应考虑不同结构形式的特点。在工业厂房中,当有较大悬挂荷载或大范围移动荷载,就可考虑放弃门式刚架而采用网架。基本雪压大的地区,屋面曲线应有利于积雪滑落(切线50度外不需考虑雪载),如亚东水泥厂石灰石仓棚采用三心圆网壳,总雪载和坡屋面相比释放近一半。降雨量大的地区相似考虑。建筑允许时,在框架中布置支撑会比简单的节点刚接的框架有更好的经济性。而屋面覆盖跨度较大的建筑中,可选择构件受拉为主的悬索或索膜结构体系。高层钢结构设计中,常采用钢混凝土组合结构,在地震烈度高或很不规则的高层中,不应单纯为了经济去选择不利抗震的核心筒加外框的形式。宜选择周边巨型SRC柱,核心为支撑框架的结构体系。我国半数以上的此类高层为前者,对抗震不利。 结构的布置要根据体系特征,荷载分布情况及性质等综合考虑。一般的说要刚度均匀.力学模型清晰,尽可能限制大荷载或移动荷载的影响范围,使其以最直接的线路传递到基础。
热硫化橡胶衬里工艺规程
热硫化橡胶板衬里工艺规程 1.目的 规范热硫化橡胶衬里各道工序作业。 2.适用范围 本工艺规程适用于硫化罐硫化,本体硫化,常压蒸汽、热水硫化橡胶衬里。 3.引用标准 GB18241.1-2001 橡胶衬里第一部分设备防腐衬里 HGJ32-90 橡胶衬里化工设备 4.职责 技术部: 负责控制工艺规程实施过程中的可操作性及工艺修订工作。 质检部:负责各道工序质量控制,协助工艺规程修订。 生产部:负责工艺规程的实施工作,并及时反馈意见,协助工艺规程修订。 5.热硫化橡胶衬里工艺流程 钢体检查处理胶板准备 喷砂下料 涂刷胶浆 底层贴衬检查处理 检查处理面层贴衬 硫化检查处理验收入库 6.橡胶衬里设备检查处理 6.1橡胶衬里设备、管道及管件结构设计制作应符合HGJ32-90标准中第4条规定。 6.2橡胶衬里设备金属壳体的制造、试验及验收执行HGJ32-90标准中第5条规定。 6.3新制设备钢板表面应符合GB8923-88标准中A、B两种表面要求。 6.4橡胶衬里设备壳体表面缺陷足以影响衬里质量时,必须在衬里施工前进行补焊、打磨处理。 6.5受压设备及真空设备壳体缺陷必须在衬里施工前全部进行补焊、打磨处理。 6.6橡胶衬里设备应符合图纸设计要求,并在衬里施工前完成所有检查、处理、验收工作。 6.7橡胶衬里设备设计时如需热处理,必须在衬里施工前按设计要求进行热处理。
6.8一般如管件等衬里件衬里施工(喷砂)前进行应酸洗处理。 7.胶浆制备工艺 7.1使用设备:立式打浆机(防爆电机) 7.2胶浆制备前应检查胶浆胶片及溶剂质量。 7.3胶浆制备条件见表1。 7.4胶浆制备过程中应远离火源,并控制打浆机温度。 7.5胶浆制备完毕检查质量合格后,倒入专用密封容器以备使用。 8.衬里施工工艺 8.1一般要求 8.1.1施工环境温度以15-30℃为宜,相对湿度不大于70%,温度低于15℃或不高于露点温度3℃时应采用增温措施,但不能使用明火,当温度高于35℃以上时应尽量缩短操作时间及避免阳光直照设备外壳。当相对湿度高于70%以上时应采用除湿措施。 8.1.2施工现场应防尘、防火,保持干燥,通风良好,施工人员的手、工作服及衬里用具应保持清洁。 8.1.3施工人员进入设备内施工应穿软底鞋以防止损坏衬里层。 8.2喷砂 8.2.1喷砂前橡胶衬里设备应完成所有检查处理验收工作。 8.2.2喷砂前应预先检查设备是否正常并穿戴劳保用品。 8.2.3喷砂用砂为钢砂,粒径为8-16目。钢砂应不含有粘土及其它杂物。使用前钢砂必须烘干或晒干,过筛后才能重新使用。 8.2.4喷砂时应从设备一端开始,逐渐向另一端移动。 8.2.5喷砂时喷嘴与金属表面一般距50-80mm;喷射角度不小于30o,走枪速度均匀,不能有漏喷和欠喷现象。 8.2.6喷砂质量等级应达到GB8923-88标准中Sa3级规定: (1)显出均匀一致的金属本色。 (2)除净金属氧化物和其它附着物。 (3)喷砂后应处于干燥状态,不得被其它物质污染。 8.3衬里施工 8.3.1除尘、清洗 橡胶衬里设备喷砂验收合格后及时除清灰尘、砂粒,用溶剂清洗,以便涂刷第一遍胶浆以防返锈。 8.4胶板准备 8.4.1衬里胶板质量应符合GB18241.1-2001标准规定。 8.4.2衬里胶板在使用前应检验合格。
【CN209956831U】一种橡胶输送带的清洗装置【专利】
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10)授权公告号 (45)授权公告日 (21)申请号 201920325072.1 (22)申请日 2019.03.14 (73)专利权人 山东山矿机械有限公司 地址 272000 山东省济宁市任城区济安桥 北路11号 (72)发明人 孙继征 邱雷明 彭长芹 梁勇 (74)专利代理机构 青岛致嘉知识产权代理事务 所(普通合伙) 37236 代理人 袁彤彤 (51)Int.Cl. B65G 45/12(2006.01) B65G 45/26(2006.01) B65G 45/22(2006.01) B65G 45/24(2006.01) (54)实用新型名称一种橡胶输送带的清洗装置(57)摘要本实用新型公开了一种橡胶输送带的清洗装置,包括漏斗体、R型清扫器、胶带回程托辊、第一喷水装置和第二喷水装置,第一喷水装置安装在漏斗体的前部,胶带回程托辊通过连接槽钢安装在回程胶带的上下端,R型清扫器通过支架安装在漏斗体上,第二喷水装置安装在漏斗体的后部;第一喷水装置和第二喷水装置上均设置有相互之间成10-30度夹角交替布置的蜂窝状喷嘴,R 型清扫器包括夹紧座、刮片和NPS型弹簧体。本实用新型能够彻底的清除胶带上附着的物料,既降低了带式输送机的运行阻力,降低了传动功率,保证了设备的安全稳定运行,又降低了托辊的磨损,减少了物料的浪费,维护检修方便,运行安全可靠, 环保还节能。权利要求书1页 说明书3页 附图3页CN 209956831 U 2020.01.17 C N 209956831 U
权 利 要 求 书1/1页CN 209956831 U 1.一种橡胶输送带的清洗装置,其特征在于,包括漏斗体(1)、R型清扫器(2)、胶带回程托辊(3)、第一喷水装置(4)和第二喷水装置(5),所述漏斗体(1)安装在带式输送机头部位置的胶带回程段(6)上,所述胶带回程段(6)的两端设置有立柱(9),两个立柱(9)之间设置有斜撑角钢(14)和连接角钢(15),所述漏斗体(1)通过第一漏斗支座(8)和第二漏斗支座(13)分别安装在斜撑角钢(14)和连接角钢(15)上,所述第一喷水装置(4)安装在漏斗体(1)的前部,所述胶带回程托辊(3)通过连接槽钢(16)安装在回程胶带的上下端,所述R型清扫器(2)通过支架(17)安装在漏斗体(1)上,所述第二喷水装置(5)安装在漏斗体(1)的后部;所述第一喷水装置(4)和第二喷水装置(5)上均设置有相互之间成10-30度夹角交替布置的蜂窝状喷嘴,所述R型清扫器(2)包括夹紧座(18)、刮片(19)和NPS型弹性体(20),所述夹紧座(18)连接支架(17),所述刮片(19)通过NPS型弹性体(20)安装在夹紧座(18)上。 2.根据权利要求1所述的橡胶输送带的清洗装置,其特征在于,所述蜂窝状喷嘴相互之间的夹角为10度。 3.根据权利要求1所述的橡胶输送带的清洗装置,其特征在于,所述胶带回程托辊(3)设有三组。 4.根据权利要求1或3所述的橡胶输送带的清洗装置,其特征在于,所述胶带回程托辊(3)设置在第一喷水装置(4)和第二喷水装置(5)之间。 5.根据权利要求1所述的橡胶输送带的清洗装置,其特征在于,所述胶带回程段(6)的上下端分别设置有上托辊组(11)和下托辊组(12)。 6.根据权利要求1所述的橡胶输送带的清洗装置,其特征在于,所述带式输送机的上方设置有防雨罩(10)。 2
机械毕业设计377棒料切割机设计
毕业设计(论文) 设计(论文)题目: 棒料切割机 系别:机械工程系 专业:机械制造/计算机 班级: 学号: 姓名: 引言 机电一体化产品广泛应用各种加工业,切割技术也有了飞速的发展,手工切割已经适应不了现代工业发展的要求。同时,切割机的夹紧机构也有了迅速的发展,一些简单的机械手已经得到广泛的应用。简单的机械手经过几十年的发展,如今已进入以通用机械手为标志的时代。几十年来,这项技术的研究和发展一直 1
比较活跃,设计在不断的修改,品种也在不断的增加,应用领域也在不断的扩大。简单的机械手是一种仿人操作、自动控制、的机电一体化自动化生产设备。特别适合于多品种、变批量的柔性生产。它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。 我们设计的铸棒线切割机结构简单,性能安全可靠,操作方便可行,很好的实现了其预定功能。铸棒线切割机主要由三个大的部分组成,即切割部分、夹紧部分和纵横行走部分。 切割部分是由电极带动砂轮旋转,由气缸控制砂轮上下移动完成切割。夹紧部分主要采用了一个气动夹紧机械手,电磁阀控制气缸活塞的伸缩来实现夹紧和放松。纵横行走部分是由气缸控制纵向、横向行走板,使之沿直线导轨前进或返回。 整个机器由PLC控制各个气动换向阀的电磁铁,由气缸驱动完成顺序切割动作过程。而随动工作台的随动前进速度也可以通过夹紧机械手夹紧铸棒使之与铸棒速度同步。横向切割时的切割速度可以通过气缸来调节。 与一般的切割机相比,这种切割机有以下优点: 一、实现了机械工程和自动控制的有效结合,机械部分采用机械优化设计,整个设计过程中都进行了综合技术比较与经济评价,实现了预定的功能。 二、整个运动过程都采用了气压传动控制,与液压传动相比,气压传动有无介质费用、处理方便、无泄露污染、无介质变质等优点。 三、在设计过程中,纵横行走装置采用了直线导轨,既提高了运动系统的运动精度,又很大程度的减小了摩擦力,达到了节能的效果。 四、整个切割过程都由PCL控制,以其结构简单合理、设备性能良好、使用寿命长、安全系数高等因素,满足了自动化大批量的生产要求。 这种切割机具有控制方便,性能稳定,结构简单,调节、修改方便、生产率 2
青饲料切割机设计
青饲料切割机的设计 摘要:一种青饲料切割机,由装在同一传动轴上的破碎,切碎两种功能的机构构成.破碎机构主要由刀齿板、切刀、刮刀及辊筒构成.加工块茎类物料时,经刀齿的划割,切刀的切割,刮刀的进一步破碎,完成加工过程;同时,可利用切碎机构加工藤蔓、杆叶类青饲料;并采用辊压轮对藤蔓进行自动进给.拆下破碎部件,换上磨碎齿板,又可作为薯类淀粉初加工机具.因此,既能满足青饲料加工要求,又能加工薯类淀粉,适应农村养殖业的需要. 关键词: 破碎、切碎、切刀、辊筒、辊压轮
Green fodder cutting machine design Abstract:A green fodder cutting machine ,By the same equipment on the drive shaft broken, shredding function of the two bodies constituted 。Broken bodies is main made up of plate cutters, machetes, blade and roller. Tuber processing materials, with the cutter tooth is removed, the cutter cutting, scraping further broken completed processing . Meanwhile, it will use the sap processing shredding bodies, leveraged leaf green fodder,and using roller round to get the sap Automatic Feed . Broken parts removed and replaced teeth grinding plate, and could serve as the beginning of potato starch processing machines , Therefore, it can satisfy green fodder processing requirements, while potato starch processing, aquaculture industry suitable to rural needs . Keywords:Breakers、Shredding 、Cutter 、Roller 、Rolling wheel
橡胶输送带切割机整机结构设计
目录 中文摘要 (2) 英文摘要. (3) 1 引言 (4) 1.1 机床的基本组成 (4) 1.2 机床的运动 (5) 1.3 输送带切割机整机结构设计主要内容 (5) 2 输送带切割机整机方案设计 (6) 2.1 加工零件分析 (6) 2.2 输送带切割机整体结构方案设计 (6) 2.3 输送带切割机主传动系统方案设计 (8) 3 带传动设计计算 (11) 3.1 带传动概述 (11) 3.2 普通V带传动设计计算 (11) 3.3 V带传动的张紧、安装与防护 (13) 4 主轴及轴系零部件设计计算 (13) 4.1 概述 (13) 4.2轴的材料选择 (14) 4.3轴的结构设计 (14) 4.4 轴的校核 (15) 4.5 滚动轴承寿命的校核计算 (16) 5 丝杠选型计算 (16) 5.1 横向进给丝杠设计计算 (17) 5.2 竖直丝杠计算 (19) 6 夹紧装置设计 (19) 6.1 夹紧装置概述 (19) 6.2 夹紧装置的组成 (19) 6.3 夹紧力的确定 (20) 6.4 输送带切割机夹紧装置设计概要 (20) 7 送料机构设计 (21) 8 支承件设计 (21) 8.1 支承件概述 (21) 8.2 输送带切割机支承件的材料及制法 (22) 8.3 支承件截面形状的选择 (22) 8.4 输送带切割机支承件设计概要 (22) 8.5 圆柱导轨的校核 (23) 9 绘制输送带切割机整机装配图 (24) 总结 (24) 谢辞 (25) [参考文献] (26) 附录 (26)
橡胶输送带切割机整机结构设计说明书 摘要:设计课题为“橡胶输送带切割机整机结构设计”,此专用机床要求能对橡胶输送带接头进行快速加工,并保证加工面的精度。机床整机结构设计,是对 机床总体布局及机床零部件进行设计计算。应对工件进行必要分析,选择机 械加工方法,设计机床进给、传动方案,对机床主要零部件,如带轮、主轴、丝杠等进行尺寸计算与强度刚度校核。提出工件专用夹紧装置和送料机构的 可能性结构并进行分析。 关键词:专用机床,夹紧装置,送料机构,机床设计
橡胶制品生产工艺
橡胶制品生产工艺公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-
橡胶制品生产工艺简要介绍 一、基本工艺流程 橡胶制品种类繁多,但生产工艺过程,却基本相同。以一般固体橡胶(生胶)为原料的橡胶制品的基本工艺过程包括:塑炼、混炼、压延、压出、成型、硫化6个基本工序。当然,原材料准备、成品整理、检验包装等基本工序也少不了。 橡胶的加工工艺过程主要是解决塑性和弹性性能这个矛盾的过程,通过各种工艺手段,使得弹性的橡胶变成具有塑性的塑炼胶,再加入各种配合剂制成半成品,然后通过硫化使具有塑性的半成品又变成弹性高、物理机械性能好的橡胶制品。 二、原材料准备: 1.橡胶制品的主要原料是以生胶为基本材料,而生胶就是生长在热带,亚热带的橡胶树上通过人工割开树皮收集而来。 2.各种配合剂:是为了改善橡胶制品的某些性能而加入的辅助材料。 3.纤维材料有(棉、麻、毛及各种人造纤维、合成纤维)和金属材料(钢丝、铜丝)是作为橡胶制品的骨架材料,以增强机械强度、限制制品变型。 在原材料准备过程中,配料必须按照配方称量准确。为了使生胶和配合剂能相互均匀混合,需要对材料进行加工: 生胶要在60--70℃烘房内烘软后,再切胶、破胶成小块; 配合剂有:块状的,如石蜡、硬脂酸、松香等要粉碎; 粉状的若含有机械杂质或粗粒时需要筛选除去;
液态的,如(松焦油、古马隆)需要加热、熔化、蒸发水分、过滤杂质; 配合剂要进行干燥,不然容易结块、混炼时若不能分散均匀,硫化时产生气泡,会影响产品质量; 三、塑炼 生胶富有弹性,缺乏加工时必需的可塑性性能,因此不便于加工。为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性(渗入纤维织品内)和成型流动性。 将生胶的长链分子降解,形成可塑性的过程叫做塑炼。 生胶塑炼的方法有机械塑炼和热塑炼两种。机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变为可塑状态。热塑炼是向生胶中通入灼热的压缩空气,在热和氧的作用下,使长链分子降解变短,从而获得可塑性。 四、混炼 为了适应各种不同的使用条件、获得各种不同的性能,也为了提高橡胶制品的性能和降低成本,必须在生胶中加入不同的配合剂。 混炼就是将塑炼后的生胶与配合剂混合、放在炼胶机中,通过机械拌合作用,使配合剂完全、均匀地分散在生胶中的一种过程。 混炼是橡胶制品生产过程中的一道重要工序,如果混合不均匀,就不能充分发挥橡胶和配合剂的作用,影响产品的使用性能。混炼后得到的胶料,人们称为混炼胶,它是制造各种橡胶制品的半成品材料,俗称胶料,通常均作为商品出
输送带的发展状况
输送带的发展状况 作者:输送带文章来源:https://www.360docs.net/doc/352135433.html,/ 输送带是一种传输工具,输送带的出现给工业行业带来了很多的好处,下面我们一起来看看输送带在我国的发展状况: 一、输送带生产能力及产量 我国是世界胶带生产及消费大国,全国具有一定规模的胶带生产企业上百家。粗略估计,2004年全国胶带产品年耗胶量(包括树脂)约10万t,约占世界胶带耗胶量的1/3,约占全国橡胶制品耗胶量的2.5%左右。据行业粗略统计,目前全国输送带的年生产能力约2.5亿m2,V 带年生产能力10亿Am以上,名列世界前列。据有关部门的统计数据,2001~2004年全国输送带的产量分别为7246、7327.52、8876.21、10000万m2,V带的产量分别为63700、65410.45、76341.2、88000万Am。据估算,2004年全国胶带产品的生产总值约60亿元,约占全国橡胶制品总值的4%左右。据海关统计,2001~2004年全国胶带产品的出口交货值分别为6300、6256、8635、12720万美元,进口分别为6011、6200、10415、11916万美元。可以看出,2004年我国胶带产品出口交货值比2003年有较大增长,但仍与进口基本持平。总的看来,我国胶带产品是自给自余,我厂生产的尼龙输送带、挡边输送带远销全国各地。并有部分出口,生产能力过剩;相反,由于品种规格和质量水平,以及其它因素所致,每年均需部分进口。
地区发展特点 我国胶带行业企业分布广、数量多,但相对又比较集中。全国各省市自治区几乎都有胶带生产企业,并有大小企业数百家;但胶带企业主要还是集中在浙江、山东、河北、河南、上海、江苏、辽宁、广东等省市。此外,我国胶带行业排名前10家的生产量约占全国胶带总产量的60%以上。例如,据浙江省橡胶工业协会统计,2004年全省V带产量达4.5亿Am,约占全国总产量的51.1%;输送带产量达1406万m2,约占全国总产量的14%;胶带出口交货值达到2.88亿元,约占全国胶带出口交货值的1/4。而浙江省的胶带工业又集中在宁波、绍兴、桐乡、三门、天台等地区。又如,据山东省橡胶工业协会统计,2004年全省规模以上企业输送带产量达到2940万m2,约占全国输送带总产量30%。再据管带分会调查,河北省的输送带主要集中在蠡县、博野一带,生产能力约5000万m2,年产量达3000万m2。 产品质量现状 近20年来,我国胶带产品发展很快,无论是输送带,还是传动带品种都比较齐全,并与国际接轨。在产品质量水平上,比较注意及时采用国际标准和国外先进标准。目前已有30余个产品国家标准或行业标准。这些国家或行业标准基本上都是参照国际标准或国外先进标准制定的。 目前,我国以合成纤维和钢丝绳芯作骨架的输送带约占输送带总量的80%;线绳结构的V带已接近V带总量的80%,接近国际先进水平。2003年起,国家又对阻燃输送带和汽车V带两类产品实施了生产许可证制度,这对我国胶带产品质量水平的提高又是一个极大的促进。阻燃输送带包括煤矿井下用织物芯阻燃输送带(PVC型和PVG型)、煤矿用钢丝绳芯阻燃输送带和一般用途阻燃输送带四种类型,另外还有耐热输送带、环形输送带等等,其产量约占输送带总产量的1/3左右。由于阻燃输送带要求阻燃和导静电,又用于国家重点
棒料切割机结构设计说明
**大学 毕业设计说明书 (雨)3260 棒料切割机结构设计.doc(全套图纸) 专业: 学号: 1334095854 : 指导教师:雨辰 完成日期: 摘要
通过对切割过程的观察和研究,本课题采用了机电一体化系统设计思想,对其整体造型、机械结构和控制系统进行设计,此棒料切割机电一体化系统主要由四个部分组成:机械本体、电子控制单元、执行器和动力源。工作原理是电动机通过带传动带动切割片做高速旋转运动,电机与工作台之间采用铰支撑方式,升降气压缸可推动切割片进行上下移动带动刀片完成顺序切割动作。切割机采用PLC控制各个气压换向阀的电磁铁,实现棒料的自动下料和切割以及检测工作。随动工作台前进速度也可以通过夹紧机械手夹紧棒料使之与棒料速度同步。横向切割时的切割速度可以通过气压缸来调节。现场运行情况表明,此切割机具有动作快、运动平稳以及与计算机联机方便等优点,能够降低工人的劳动强度,实现自动控制,提高劳动生产率。 铸棒线割机在连续的铸造中工作,它是一种既能有效的提高生产率,又在价格和使用方面能被广大用户所接受的一种新型的自动控制切割机。由PLC控制的气动铸棒切割机,其中融合了气压自动控制、机器人技术和PLC控制技术。PLC控制各个气动换向阀的电磁铁,由气缸驱动机械手完成顺序切割过程,实现了机械设计、电器控制和气动控制的有效结合。这种切割机具有控制方便,性能稳定,结构简单,调节、维修方便,生产率高等优点,具有广泛的应用前景。 关键词:切割机机电一体化气压棒料 PLC控制
Abstract Based on the research of the cutting process, this subject adopts mechanical and electrical integration of system design idea, the overall modeling, mechanical structure and control system design, bar stock cutting the mechanical and electrical integration system is mainly composed of four parts: the basic machine, electronic control unit, actuators, and power supply. Working principle is the motor drives the cutting piece of high-speed movement, motor and adopts the hinged support method between the workbench, a falling cylinder can be driven to move up and down push cutting disc blade cutting action completed order, each hydraulic cutting machine adopts PLC control reversing valve electromagnet, implement automatic cutting and blanking bar work and tests. And servo table speed can also be through the clamping manipulator clamping bar to that of the bar speed synchronization. Transverse cutting when the cutting speed can be adjust by hydraulic cylinder. Field operation shows that, the design of the cutting machine is fast, smooth movement, and convenient with computer on line, it can improve the labor intensity of workers, to achieve automatic control, improve labor productivity. Casting rod wire cutting machine in continuous casting, it is a can effectively improveproductivity, but also in terms of price and use can be accepted by the majority of usersof a new automatic control cutting machine. PLC controlled pneumatic casting rodcutting machine, which combines automatic pressure control, robotics and PLC control technology. PLC control various pneumatic solenoid valve, cylinder driven by a robot to complete the sequence of the cutting process, to achieve an effective combination of mechanical design, electrical controls and pneumatic controls. This cutting machine haseasy to control, stable performance, simple structure, regulation, easy maintenance,high productivity advantages, has broad application prospects. Keywords:Cutting machine Mechanical and electrical integration Air pressure Bar PLC control
钢结构设计步骤
钢结构设计步骤和设计思路 摘要:钢结构设计简单步骤和设计思路关键词: 钢结构结构设计步骤 (一) 判断结构是否适合用钢结构 钢结构通常用于高层、大跨度、体型复杂、荷载或吊车起重量大、有较大振动、高温车间、密封性要求高、要求能活动或经常装拆的结构。直观的说:大厦、体育馆、歌剧院、大桥、电视塔、仓棚、工厂、住宅和临时建筑等。这是和钢结构自身的特点相一致的。 (二) 结构选型与结构布置 此处仅简单介绍. 详请参考相关专业书籍.由于结构选型涉及广泛,做结构选型及布置应该在经验丰富的工程师指 导下进行。 在钢结构设计的整个过程中都应该被强调的是\"概念设计\",它在结构选型与布置阶段尤其重要.对一些难以作出精确理性分析或规范未规定的问题,可依据从整体结构体系与分体系之间的力学关系、破坏机理、震害、试验现象和工程经验所获得的设计思想,从全局的角度来确定控制结构的布置及细部措施。运用概念设计可以在早期迅速、有效地进行构思、比较与选择。所得结构方案往往易于手算、概
念清晰、定性正确,并可避免结构分析阶段不必要的繁琐运算。同时,它也是判断计算机内力分析输出数据可靠与否的主要依据。 林同炎教授在《结构概念和体系》一书中介绍了用整体概念来规划结构方案的方法,以及结构总体系和个分体系间 的相互力学关系和简化近似设计方法。[20] 钢结构通常有框架、平面(木行)架、网架(壳)、索膜、轻钢、塔桅等结构型式。 其理论与技术大都成熟。亦有部分难题没有解决,或没有简单实用的设计方法,比如网壳的稳定等。 结构选型时,应考虑它们不同的特点。在轻钢工业厂房中,当有较大悬挂荷载或移动荷载,就可考虑放弃门式刚架而采用网架。基本雪压大的地区,屋面曲线应有利于积雪滑落(切线50度内需考虑雪载),如亚东水泥厂石灰石仓棚采用三心圆网壳。总雪载释放近一半。降雨量大的地区相似考虑。建筑允许时,在框架中布置支撑会比简单的节点刚接的框架有更好的经济性。而屋面覆盖跨度较大的建筑中,可选择构件受拉为主的悬索或索膜结构体系。高层钢结构设计中,常采用钢混凝土组合结构,在地震烈度高或很不规则的高层中,不
机械毕业设计1239青饲料切割机
毕业设计说明书题目:青饲料切割机的设计 学院:机械工程学院 专业:机械设计制造及其自动化学号: 姓名: 指导教师: 完成日期: 6月5日
目录 摘要 (2) ABSTRACT (3) 第一章绪论 (1) § 1-1 农业机械在现代化建设中的作用 (1) § 1-2 市场前景分析 (1) § 1-2 QSJ-200型青饲料切割机简介 (2) 第二章总体设计 (4) § 2-1 方案的筛选 (4) § 2-2 实现原理介绍 (6) § 2-3 整体传动比的分析计算 (7) 第三章传动设计 (10) § 3-1 电动机的选型 (10) § 3-2 V带传动的设计 (11) § 3-3 锥齿轮的设计 (15) § 3-4 圆柱齿轮的设计 (19) 第四章轴与校核 (25) § 4-1 轴的设计 (25) § 4-2 校核 (28) 第五章刀的设计 (36) § 5-1 切割的基本概念 (36) § 5-2 切刀的设计 (36) § 5-3 破碎辊筒的设计 (42) 第六章进给机构与机架的设计 (45) § 6-1 进给机构的设计 (45) § 6-2 机架的设计 (46) 设计心得与致谢 (47) 参考文献 (48) 附录Ⅰ外文文献翻译....................................................... 错误!未定义书签。附录Ⅱ外文翻译原文..................................................... 错误!未定义书签。
青饲料切割机的设计 摘要:一种青饲料切割机,由装在同一传动轴上的破碎,切碎两种功能的机构构成.破碎机构主要由刀齿板、切刀、刮刀及辊筒构成.加工块茎类物料时,经刀齿的划割,切刀的切割,刮刀的进一步破碎,完成加工过程;同时,可利用切碎机构加工藤蔓、杆叶类青饲料;并采用辊压轮对藤蔓进行自动进给.拆下破碎部件,换上磨碎齿板,又可作为薯类淀粉初加工机具.因此,既能满足青饲料加工要求,又能加工薯类淀粉,适应农村养殖业的需要. 关键词: 破碎、切碎、切刀、辊筒、辊压轮