汽车后桥壳开裂的分析与改进
科技与企业 221
科技专论汽车后桥壳开裂的分析与改进
【摘要】针对某汽车在丘陵地带矿区路上行驶过程中出现故后桥壳
一侧弹簧座附近、近似垂直于轴向短焊缝末端开裂现象,通过桥壳断口形
貌进行了宏微观观察,对桥壳基体进行了组织检查,确定了桥壳的开裂性
质,分析了开裂的可能原因并提出改进方向。
【关键词】后桥壳;分析;开裂性质;改进
随着汽车底盘技术日新月异的发展,汽车用高强度金属板材的应用
与研究已经逐步引起了汽车制造厂商的重视,关于汽车桥壳强度的分
析,有必要得到更深层次研究和开发。
1.概述
某汽车在丘陵地带矿区路上行驶过程中出现故障,停车分解检查,
发现后桥壳一侧弹簧座附近、近似垂直于轴向短焊缝末端开裂。截止
至发现后桥壳开裂时,汽车累计行驶路程为27662km。故障发现前司机
没有发现行车异常情况。该桥壳为冲焊结构,首先经弯曲对接,然后用
CO
2
气体保护焊焊接成型。桥壳材料为A510L钢。
2.试验过程与结果
2.1外观检查
板桥外观及开裂位置均在桥壳的背面,位于弹簧座附近,与车辆的
前进方向相反,沿桥壳周向分布;开裂区域未见异常损伤。
2.2断口宏观观察
断口的整体形貌显示断口表面较为平整,有少量的塑性变形。断口
上可观察到较为明显的疲劳源区和疲劳弧线,裂纹扩展方向为沿桥壳
周向,瞬断区出现了严重的磨损。源区起源于焊缝区外表面一侧。为进
一步对断口进行观察,将断口放于体视显微镜下进行观察。桥壳断口的
宏观形貌分别见图1。由图1可以看出,桥壳的源区起源于焊缝外表面
一侧,为点源特征。源区被少量油污覆盖,但仍能观察到明显的疲劳弧
线,弧线大小间距不等。疲劳扩展区所占面积较小,而在整个断口上瞬
断区所占面积较大,瞬断区大部分区域都因磨损而呈现光亮。
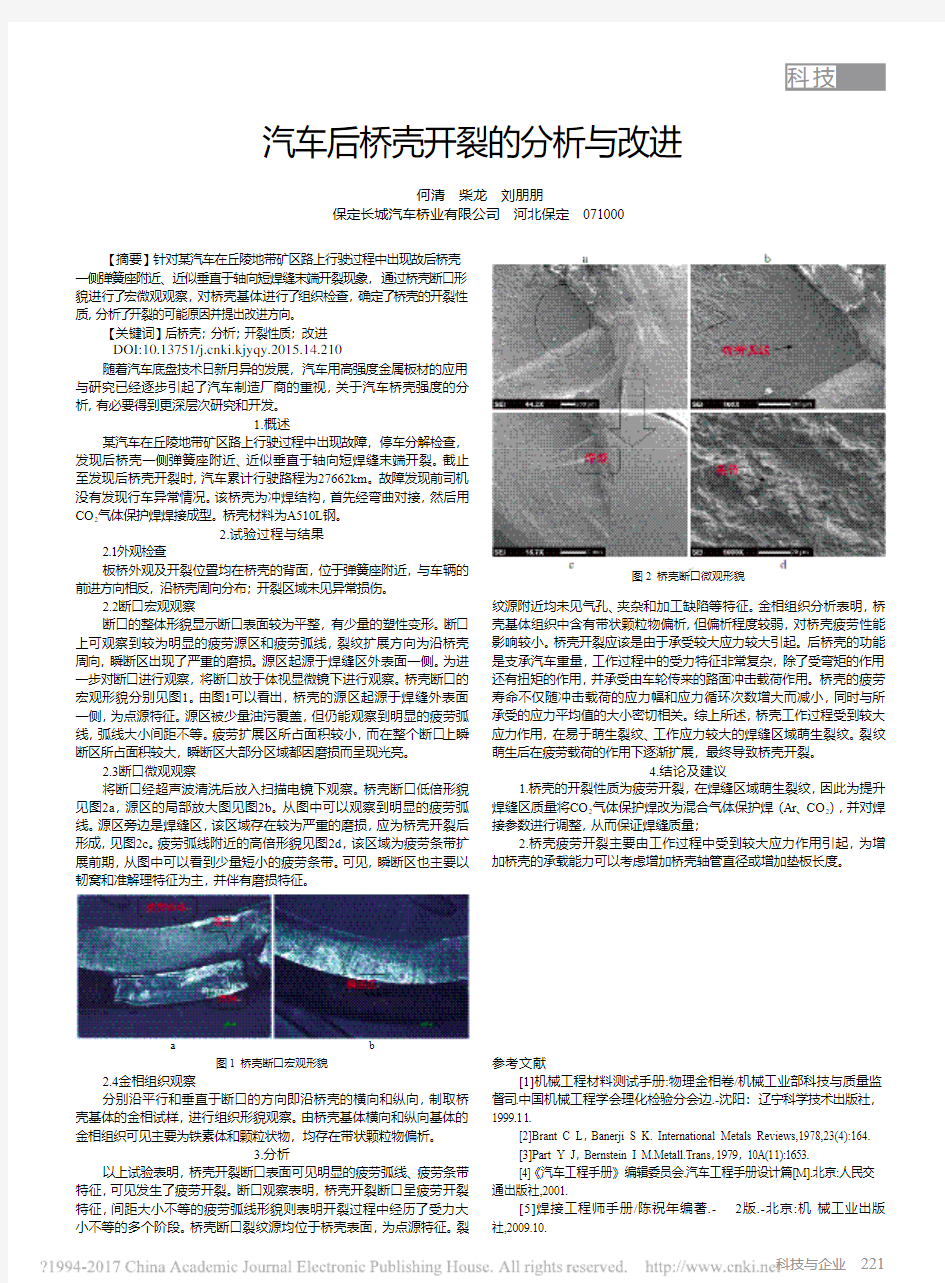
2.3断口微观观察
将断口经超声波清洗后放入扫描电镜下观察。桥壳断口低倍形貌
见图2a,源区的局部放大图见图2b。从图中可以观察到明显的疲劳弧
线。源区旁边是焊缝区,该区域存在较为严重的磨损,应为桥壳开裂后
形成,见图2c。疲劳弧线附近的高倍形貌见图2d,该区域为疲劳条带扩
展前期,从图中可以看到少量短小的疲劳条带。可见,瞬断区也主要以
韧窝和准解理特征为主,并伴有磨损特征。
2.4金相组织观察
分别沿平行和垂直于断口的方向即沿桥壳的横向和纵向,制取桥
壳基体的金相试样,进行组织形貌观察。由桥壳基体横向和纵向基体的
金相组织可见主要为铁素体和颗粒状物,均存在带状颗粒物偏析。
3.分析
以上试验表明,桥壳开裂断口表面可见明显的疲劳弧线、疲劳条带
特征,可见发生了疲劳开裂。断口观察表明,桥壳开裂断口呈疲劳开裂
特征,间距大小不等的疲劳弧线形貌则表明开裂过程中经历了受力大
小不等的多个阶段。桥壳断口裂纹源均位于桥壳表面,为点源特征。裂
何清 柴龙 刘朋朋
保定长城汽车桥业有限公司 河北保定 071000
纹源附近均未见气孔、夹杂和加工缺陷等特征。金相组织分析表明,桥
壳基体组织中含有带状颗粒物偏析,但偏析程度较弱,对桥壳疲劳性能
影响较小。桥壳开裂应该是由于承受较大应力较大引起。后桥壳的功能
是支承汽车重量,工作过程中的受力特征非常复杂,除了受弯矩的作用
还有扭矩的作用,并承受由车轮传来的路面冲击载荷作用。桥壳的疲劳
寿命不仅随冲击载荷的应力幅和应力循环次数增大而减小,同时与所
承受的应力平均值的大小密切相关。综上所述,桥壳工作过程受到较大
应力作用,在易于萌生裂纹、工作应力较大的焊缝区域萌生裂纹。裂纹
萌生后在疲劳载荷的作用下逐渐扩展,最终导致桥壳开裂。
4.结论及建议
1.桥壳的开裂性质为疲劳开裂,在焊缝区域萌生裂纹,因此为提升
焊缝区质量将CO
2
气体保护焊改为混合气体保护焊(Ar、CO
2
),并对焊
接参数进行调整,从而保证焊缝质量;
2.桥壳疲劳开裂主要由工作过程中受到较大应力作用引起,为增
加桥壳的承载能力可以考虑增加桥壳轴管直径或增加垫板长度。
参考文献
[1]机械工程材料测试手册:物理金相卷/机械工业部科技与质量监
督司.中国机械工程学会理化检验分会边.-沈阳:辽宁科学技术出版社,
1999.11.
[2]Brant C L,Banerji S K. International Metals Reviews,1978,23(4):164.
[3]Part Y J,Bernstein I M.Metall.Trans,1979,10A(11):1653.
[4]《汽车工程手册》编辑委员会.汽车工程手册设计篇[M].北京:人民交
通出版社,2001.
[5]焊接工程师手册/陈祝年编著.- 2版.-北京:机械工业出版
社,2009.10.
a b
图1 桥壳断口宏观形貌
图2 桥壳断口微观形貌DOI:10.13751/https://www.360docs.net/doc/352956677.html,ki.kjyqy.2015.14.210
材料失效分析
材料失效分析 ——金属的疲劳破坏 1.1材料失效简介 材料失效分析在工程上正得到日益广泛的应用和普遍的重视。失效分析对改进产品设计、选材等提供依据,并可防止或减少断裂事故的发生;可以提高机械产品的信誉,并能起到技术反馈作用,明显提高经济效益。大力开展失效分析研究,无论对工业、民生、科技发展,都具有极其重要的作用。 所谓失效——主要指机械构件由于尺寸、形状或材料的组织与性能发生变化而引起的机械构件不能完满地完成指定的功能。亦可称为故障或事故。一个机械零部件被认为是失效,应根据是否具有以下三个条件中的一个为判据: (1)零件完全破坏,不能工作; (2)严重损伤,继续工作不安全; (3)虽能暂时安全工作,但已不能满意完成指定任务。 上述情况的任何一种发生,都认为零件已经失效。 机械零部件最常见的失效形式有以下几种: 1.断裂失效:通常包括塑性(韧性)断裂失效;低应力脆性断裂失效;疲劳断裂失效; 蠕变断裂失效;应力腐蚀断裂失效。 2.表面损伤失效:通常包括磨损失效;腐蚀失效;表面疲劳失效 3.变形失效:包括塑性变形失效;弹性变形失效,同一种零件可有几种不同失效形式。一个零件失效,总是由一种形式起主导作用,很少以两种形式主导失效的。但它们可以组合为更复杂的失效形式,例如腐蚀磨损、腐蚀疲劳等。 2.1疲劳破坏 飞机、船舶、汽车、动力机械、工程机械 、冶金、石油等机械以及铁路桥梁等的主要零件和构件,大多在循环变化的载荷下工作,疲劳是其主要的失效形式。 金属疲劳是指材料、零构件在循环应力或循环应变作用下,在一处或几处逐渐产生局部永久性累积损伤,经一定循环次数后产生裂纹或突然发生完全断裂的过程。当材料和结构受到多次重复变化的载荷作用后,应力值虽然始终没有超过材料的强度极限,甚至比弹性极限还低的情况下就可能发生破坏,这种在交变载荷重复作用下材料和结构的破坏现象,就叫做金属的疲劳破坏。 2.2疲劳断裂的特征 1、疲劳断裂应力1σ(周期载荷中的最大应力 max σ)远比静载荷下材料的抗拉强度 b σ低,甚至比屈服强度s σ也低得多。 2、不管是脆性材料或延性材料,其疲劳断裂在宏观上均表现为无明显塑性变形的脆性突然断裂,故疲劳断裂一般表现为低应力脆断。 3、疲劳破断是损伤的积累,积累到一定程度,即裂纹扩展到一定程度后才突然断裂。 断裂前要经过较长时间的应力循环次数N (=104;105;106……)才断裂,所以疲劳断 裂是与时间有关的断裂。在恒应力或恒应变下,疲劳将由三个过程组成:裂纹的形成(形核);裂纹扩展到临界尺寸;余下断面的不稳定断裂。在宏观上可清楚看到后二个过程。 4、材料抵抗疲劳载荷的抗力比一般静载荷要敏感得多。疲劳抗力不仅决定于材料本 身,而且敏感地决定于构件的形状,尺寸、表面状态、服役条件和所处环境等。
桥壳项目报告.
《汽车制造工艺》 三级项目报告书 载荷1.5吨桥壳结构设计及制造工艺制定 班级:12级车辆工程卓越班 组员:梁宏宇陈尔康黄业兴 指导教师:董国疆 日期:2014年12月22日
一、汽车桥壳的功能及特征分析 (1)驱动桥壳的功用 1、和从动桥一起承受汽车质量 2、使左、右驱动车轮的轴向相对位置固定 3、汽车行驶时,其作为行驶系的组成部分时功用主要是安装悬架或轮毂,支撑汽车悬架以上各部分重量,承受驱动轮传来的反力和力矩,并在驱动轮与悬架之间传力 (2)桥壳的特征 桥壳是安装主减速器、差速器、半轴、轮毂和悬架的基础件,主要作用是支承并保护主减速器、差速器和半轴等。同时,桥壳又是行驶系的主要组成件之一。 驱动桥壳应有足够的强度和刚度,质量小,并便于主减速器的拆装和调整。 (3)驱动桥壳的设计要求 ⑴应具有足够的强度和刚度,以保证主减速器齿轮啮合正常并不使半轴产生附加弯曲应力。 ⑵在保证强度和刚度的前提下,尽量减轻质量以提高行驶的平顺性。 ⑶结构工艺性好,成本低。 ⑷拆装、调整、维修方便 ⑸保护装于其上的传动系部件和防止泥水侵入。 ⑹保证足够的离地间隙。
二、汽车桥壳制造方法的确定 驱动桥壳可分为整体式桥壳和分段式桥壳,分段式桥壳一般分为两段,因而易于铸造加工,但检修及拆卸很不方便。目前较少采用分段式桥壳,使用较为广泛的是整体式桥壳。 常见的整体式桥壳制造方式有整体铸造式、钢板冲压焊接式、钢管扩张成形式以及液压涨形式等. 1.整体铸造式 整体铸造式桥壳的主要优点在于刚性好、塑性变形小、强度高、易铸成等强度梁,可根据各截面不同的强度要求设计铸造不一样的壁厚。其缺点是弹性及韧性较冲焊桥壳差、铸造质量不易保证,且整体质量大、成本较高,不适合整车进行轻量化及降成本设计。整体铸造式桥壳在现今的汽车工业市场上仍有大量的应用,世界范围内的重型车辆上仍普遍采用铸造桥壳,只是材料及结构作了一些变化,包括采用高强度QT及高牌号铸钢,结构设计更加合理等。 铸造整体桥壳通常采用球墨铸铁、可锻铸铁或铸钢铸造。铸造整体桥壳的主要优点在于可制成复杂面和理想的形状,壁厚可以变化,易得到理想的应力分布,其强度及刚度均较好,工作可靠,故要求负载较大的中型重型汽车,适于采用这种。然而由于其质量大、加工面多、制造工艺复杂。且需要相当规模的铸造设备,在铸造时质量不易控制,也容易出现废品,故仅用于载荷大的重型汽车,不适用于载重1.5吨的货车。 2.钢板冲压焊接式 钢板冲压焊接式桥壳具有质量小、制造工艺简单、材料利用率
汽轮机轴断裂失效分析
汽轮机轴断裂失效分析 发表时间:2018-08-07T09:40:45.057Z 来源:《电力设备》2018年第12期作者:沈健青吴金山[导读] 摘要:在电厂的日常生产过程之中汽轮机是一个相当关键的设备,与电厂的经济及社会效益紧紧相关,其主要是将热能转化成为机械能,进而对整个电厂的运作以及各个项目的生产起到巨大的推动作用。(山东齐鲁电机制造有限公司山东省济南市 250100)摘要:在电厂的日常生产过程之中汽轮机是一个相当关键的设备,与电厂的经济及社会效益紧紧相关,其主要是将热能转化成为机械能,进而对整个电厂的运作以及各个项目的生产起到巨大的推动作用。轴承是汽轮机设备上的一个非常重要的部件,但是在日常的使用和操作过程当中难免会出现相应的问题。基于此,文章就对汽轮机轴断裂失效展开分析和探讨,希望可以提供一点帮助。 关键词:汽轮机;机轴;断裂失效 1电厂汽轮机轴承概述分析 汽轮机轴承在电厂的日常生产当中可以分为两种基本的类型,这两种是推力轴承以及支撑轴承。支撑轴承主要有三种类型,分别是三油轴承、圆筒型轴承还有椭圆型轴承;而推力轴承则是由多个瓦块以及零部件组合而成。在电厂的生产当中汽轮机轴承有着非常重要的作用。在电厂工作过程当中,轴承主要是以支撑转子的力量和质量作为基础,借助支撑转子的质量存在的不平衡性,引发出巨大的离心力,使得支撑转子的中心部位可以始终与电厂的气缸设备等维持一致,确保汽轮机等重要零部件能够正常运转。在汽轮机操作的具体过程当中,其内部轴承的轴向移动状况可以非常明确并且直观的展现出机组推力变化状况。如果轴向有较大移动,则汽轮机设备就会发出相应的警告信号,而如果轴向的移动超过了一定的界限,则汽轮机就会做出相应的保护动作,停止运行,来确保电厂内部其他设备的安全性。 2汽轮机轴断裂失效分析 2.1案例介绍 某汽轮机轴在使用过程中发生断裂,断裂汽轮机轴的材料为25Cr2MoV,使用温度为450℃,工况压力4.2MPa,为分析汽轮机轴断裂的原因,对断裂的汽轮机轴进行了失效分析。 2.2理化检验及结果 (1)宏观形貌分析 汽轮机轴断口宏观形貌照片见图1,汽轮机轴端面可以分为两个半圆的平整区和心部的“一字”花样粗糙区构成,为典型的双向弯曲疲劳断裂断口。断裂源起源于汽轮机轴的外表面,裂纹呈现多源的特征,裂纹从断口两侧开始向内扩展,最终在汽轮机轴心部断裂,呈现心部的“一”字型花样。根据汽轮机轴的断口特征可以确定在结构上断裂位于螺纹处,该处应力集中,在受力方面汽轮机轴断裂的原因为受到左右两侧的弯曲应力,根据汽轮机轴的工况条件,汽轮机轴受到振动,可以确定汽轮机轴的断裂原因在结构上该处应力集中,汽轮机轴受到受迫振动。 图1 汽轮机轴断口宏观形貌照片(2)化学成分分析 断裂汽轮机轴的化学成分检测结果见表1,从表1可以看出两根汽轮机轴的化学成分都满足:《GB/T3077-1999合金结构钢》规定的25Cr2MoV A要求,可以确定两根汽轮机轴材料均为25Cr2MoV A。表1 汽轮机轴化学成分检测结果% (3)力学性能测试 汽轮机轴的拉伸性能和冲击性能测试结果见表2,从表2可以看出汽轮机轴的所有力学性能指标皆低于《GB/T3077-1999合金结构钢》国家标准规定25Cr2MoV A的力学性能要求,说明汽轮机轴的材质在运转中发生了劣化。(4)金相显微组织分析 汽轮机轴外表面金相显微组织照片见图2,从图2中可以看出汽轮机轴外表面有一层6~9μm化合物层,近外表面金相组织中有大量的颗粒状石墨析出,说明汽轮机轴外表面金相组织发生了严重的石墨化。表2 汽轮机轴力学性能检验结果
疲劳断裂失效分析与表面强化预防
栏目主持李牟翔疲劳断裂失效分析与表面强化预防 北京航空材料研究院(100095)高玉魁 对于航空航天零部件而言,随着结构设计不断使用高强度结构材料来制造承力构件,越来越多的零件以疲劳断裂的方式发生失效事故。因此,总结疲劳断裂的失效特征,分析其影响凶素,探讨疲劳失效的预防措施一直是材料和力学等学科的研究工作者和工程师们所关心的课题。 对疲劳断裂失效而言,应该将疲劳裂纹的萌生与疲劳裂纹的扩展(包括疲劳小裂纹和长裂纹的扩展)结合起来,综合考虑疲劳裂纹的“裂”与“断”的过程,定量计算疲劳寿命,以便为设计提供数据支持和依据。目前的研究,材料工作者多从材料的组织结构特征方面来分析组织结构对疲劳寿命的影响,而断裂力学研究者则多从疲劳裂纹扩展寿命来计算安全的使用寿命。这两种方法都有一定的道理,并分别侧重于裂纹的萌生与扩展阶段的研究。对于疲劳断裂失效而言,疲劳断裂的过程都是先“裂”后“断”的。“疲劳断裂”不如“疲劳裂断”科学,这不仅是因为“疲劳裂断”可反映疲劳裂纹的萌生、扩展与断开的先后次序,而且“裂”还同时强调了裂纹的萌生和扩展两个阶段。一个零件要“裂”必须有裂纹的产生并使裂纹长大,要想“断”必须是零件上一定尺寸的裂纹在一定外力或环境的单独或共同作用下才能发生。因此,从“疲劳裂断”的进程来看,如何“防裂”、“止裂”、“防断”和“止断”不仅在科学理论上,而且在工程应用中都具有十分重要意义的研究课题。的强度潜力和使用性能;另一方面可提前预防失效事故并避免灾难的发生。为便于理解和使用,除了在此强凋“裂”外,下文仍采用“疲劳断裂”来描述疲劳失效。 1.结构材料的疲劳失效特征 疲劳失效是材料在循环载荷作用下发生的损伤和破坏过程。一般而言疲劳断裂包括裂纹的萌生、裂纹的扩展和最终的断裂三个过程,因此疲劳断口上有三个相对应的区域,即裂纹源区、裂纹扩展区和瞬断区。根据所受载荷的水平、材料的力学特性、试样的形状尺寸与约束条件的不同,这三个区域的大小、形状和分布特征也不尽相同,但总体而言可归纳为下列的4个宏观规律特征: (1)疲劳失效为低应力长时间无明显塑性变形的宏观脆性断裂。 (2)疲劳失效是由材料局部的组织不断发生损伤变化并且逐渐累积而成,疲劳总是从最薄弱的区域开始(见图1)。 图l疲劳裂纹萌生于内部的夹杂物缺陷 (3)疲劳断裂必须在循环应力和微观局部发生塑性 “防裂”和“止裂”是在“裂”上下功夫,通过分变形,以及拉伸应力作用下发生。前者是裂纹形成的条析裂的规律,找出裂的原因,提出防裂的措施,采用合 理的结构设计、合适的材料、适宜的热处理制度及可靠 的零件加工与适当的表面强化来改进开裂的方式,提高 开裂的抗力。“防断”和“止断”是在“断”字上做文 章,对存在一定尺寸的裂纹或缺陷,通过分析剩余寿命 /剩余强度来计算构件的安全,一方面可充分发挥材料 囵踅Q里堡箜!!塑整丝型堡旦箜蕉www.machinist.com.cn参磊卢工热lm-r 件,后者是裂纹扩展的需要。 (4)疲劳失效具有随机性,裂纹的形成与扩展都需 要一定的晶体学条件、力学条件和变形的协调条件,而 且材料本身的组织结构、成分偏析与夹杂缺陷等的不均 匀性,决定了疲劳失效具有随机性。 从疲劳失效的断口分析而言,微观上讲具有以下 万方数据
汽车驱动桥的详细结构与分类
驱动桥的详细结构及分类 我爱车网类型:转载来源:腾讯汽车时间:2011-03-02 作者: 驱动桥主要由主减速器、差速器、半轴和驱动桥壳等组成。它的作用是将万向传动装置传来的动力折过90°角,改变力的传递方向,并由主减速器降低转速,增大转矩后,经差速器分配给左右半轴和驱动轮。 驱动桥的结构型式按工作特性分,可以归并为两大类,即非断开式驱动桥和断开式驱动桥。当驱动车轮采用非独立悬架时,应该选用非断开式驱动桥;当驱动车轮采用独立悬架时,则应该选用断开式驱动桥。因此,前者又称为非独立悬架驱动桥;后者称为独立悬架驱动桥。独立悬架驱动桥结构较复杂,但可以大大提高汽车在不平路面上的行驶平顺性。 (1)非断开式驱动桥 普通非断开式驱动桥,由于结构简单、造价低廉、工作可靠,广泛用在各种载货汽车、客车和公共汽车上,在多数的越野汽车和部分轿车上也采用这种结构。他们的具体结构、特别是桥壳结构虽然各不相同,但是有一个共同特点,即桥壳是一根支承在左右驱动车轮上的刚性空心梁,齿轮及半轴等传动部件安装在其中。这时整个驱动桥、驱动车轮及部分传动轴均属于簧下质量,汽车簧下质量较大,这是它的一个缺点。 整体式驱动桥即非断开式驱动桥组成 驱动桥的轮廓尺寸主要取决于主减速器的型式。在汽车轮胎尺寸和驱动桥下的最小离地间隙已经确定的情况下,也就限定了主减速器从动齿轮直径的尺寸。在给定速比的条件下,如果单级主减速器不能满足离地间隙要求,可该用双级结构。在双级主减速器中,通常把两级减速器齿轮放在一个主减速器壳体内,也可以将第二级减速齿轮作为轮边减速器。对于轮边减速器:越野汽车为了提高离地间隙,可以将一对圆柱齿轮构成的轮边减速器的主动齿轮置于其从动齿轮的垂直上方;公共汽车为了降低汽车的质心高度和车厢地板高度,以提高稳定性和乘客上下车的方便,可将轮边减速器的主动齿轮置于其从动齿轮的垂直下方;有些双层公共汽车为了进一步降低车厢地板高度,在采用圆柱齿轮轮边减速器的同时,将主减速器及差速器总成也移到一个驱动车轮的旁边。 在少数具有高速发动机的大型公共汽车、多桥驱动汽车和超重型载货汽车上,有时采用蜗轮式主减速器,它不仅具有在质量小、尺寸紧凑的情况下可以得到大的传动比以及工作平滑无声的优点,而且对汽车的总体布置很方便。
汽车后桥壳体的工艺工装设计
学科门类:单位代码: 毕业设计说明书(论文) 汽车后桥壳体的工艺规程及工装夹具设计 学生姓名 所学专业 班级 学号 指导教师
XXXXXXXXX系二○**年X X月 开题报告
填表说明:题目类型:1.工程设计;2.应用研究;3.理论研究;4.其它题目来源: A.自拟课题B.民用科研课题C.国防科研课题
摘要 毕业设计的课题基本分为三大类,即工艺工装设计类、组合机床设计类和计算机课题类。本课题所涉及的是第一类,设计任务为汽车后桥壳体的工艺工装设计,在壳体内部装有主传动器、差速器、半轴等传动机构。 壳体起保证和支撑的作用,其主要加工表面为端面外圆、法兰平面、弹簧座平面、以及内孔等。 本次设计主要包括工艺规程、夹具、刀具和量具的设计。此次设计共分三个阶段,即:(1)毕业实习阶段(2)课题设计阶段(3)考核答辩阶段。结合本次设计零件的特点,在设计中完成工艺规程一套,夹具两套:(1)铣床夹具(2)钻床夹具,其中,前者为手动夹紧。另外还据任务书分别设计刀具——铣刀一把和量具——单头双极限卡规一套,共完成图纸近5张,基本完成老师所交给的任务。 关键词:汽车后桥;工艺分析;设计任务
ABSTRACT The subject of the graduation project is divided into three big classes,namely the frock designing type of craft ,making up the designingtype of lathe and comper subjects basically.What this subject involved is the first kind,designing the task for the rear axle of automobile,the craft frock of the shell is designed.Equipped with the organizations of the transmission,such as main hammer mechanism actuator,differential mechanism,semi-axis,ect,within the shell.The shell plays a role in guatanteeing and support,it processes flange,spring seat plane,and interior hole round for outside of the terminal surface of surface,ect,mainly. This design includes the design of rules of craft,jig,cutter and measuring tool mainly.This design divides three stages altogether,namely:(1)Graduation field work stage(2)Ddeign phase of subject(3)Examine the stage of https://www.360docs.net/doc/352956677.html,bine this charateristic of designing the part,finisshes one set of rules of craft in the design,two sets of jigs:(1)Jig of the milling machine(2)The jig of the drilling machine,among them,the former,in order to clamp manually.Still design the cutter sepatately according to the task book in addition—One milling cutter is with measuring,finish drawing amount nearlu 5 altogether,finish the task that a teacher assigns basically. Key word:The rear axle of automobile;the crafu analuses;designs the task
汽车后桥壳
摘要 汽车后桥壳是汽车的重要组成部分,它与主减速器、差速器和车轮传动装置组成驱动桥。驱动桥处于动力传动系的末端,其机动功能是增大由传动轴或变速器传来的转矩,并将动力合理的分配给左、右驱动轮,另外驱动桥桥壳是汽车上重要的承载件和传力件。驱动桥的桥壳不仅支承汽车重量,将载荷传递给车轮,而且还承受由驱动车轮传递过来的牵引力、制动力、侧向力、垂向力的反力以及反力矩,并经悬架传给车架或车身。在汽车行驶过程中,由于道路条件的千变万化,桥壳受到车轮与地面间产生的冲击载荷的影响,可能引起桥壳变形或折断。因此,驱动桥壳应具有足够的强度、刚度和良好的动态特性,合理地设计制造驱动桥壳是提高汽车行驶稳定性的重要措施,汽车后桥壳广泛应用于各种车辆当中。 所设计的后桥壳夹具可广泛应用于卡车的后桥壳加工中,后桥壳起保护和支撑的作用,其主要加工表面为端面外圆、法兰平面、弹簧座平面、以及内孔等。 本次设计的内容主要包括机械加工工艺规程、夹具的设计。结合本次设计零件的特点,在设计中完成工艺规程一套,夹具一套。铣床夹具,采用手动夹紧。通过对汽车后桥壳夹具的学习和设计,可以更好的学习并掌握现代夹具设计与机械设计的全面知识和技能。 关键词:汽车后桥;工艺规程;夹具 、
Abstract ! Automobile rear bridge is an important part of the car, with the main reducer, differential and integral drive axle wheel transmission device. Drive bridge at the end of power transmission lines, the motor function is increased by transmission or gearbox transmission of torque, and power distribution to the left and right driving wheel, and the automobile drive axle housing is the important load bearing and power transmission. Drive axle housing not only supports the weight of the car, will load to the wheel, and also bear the drive wheels pass over the traction force, braking force, lateral force, vertical force reaction force and torque, and the suspension to the frame or body. In the process of moving vehicle, the myriads of changes due to road conditions, the bridge shell under wheel and the ground produces effect of impact load, may cause the axle casing deformation or breaking. Therefore, drive axle housing should have enough strength, stiffness and good dynamic characteristics, reasonable design and manufacture of drive axle housing is the important measure to improve vehicle stability, auto rear bridge shell is widely used in various vehicles. The design of rear axle housing clamp can be widely used in truck rear axle shell processing, rear axle housing for protection and support role, its main working surface to face circular, flat flange, spring seat, and the inner hole of the plane. This design content mainly includes the process, fixture design. Combined with the design of parts of the characteristics, in the design of a set of complete procedure, a set of clamps. Milling fixture, manually clamping. The automobile rear axle housing clamp study and design, can be a better learning and mastery of modern design and the mechanical design of the comprehensive knowledge and skills. Key words: the rear axle of automobile;the crafu analuses;machine tool fixture (
汽车桥壳的结构设计及制造工艺制定
《汽车制造工艺》课程三级项目 6.5t汽车桥壳的结构设计及制造工艺制定 2016年11月6日
目录 一、汽车桥壳的功能及特征分析 (3) 1.汽车桥壳的主要功能 (3) 2.汽车桥壳的种类及特征 (3) 二、汽车桥壳冲压焊接制造方法简述 (5) 三、汽车桥壳冲压焊接工艺设计 (6) 四、汽车桥壳冲压焊接工艺工序图的绘制 (9) 五、材料利用率计算及成本预测 (10) 1.材料利用率计算 (10) 2.成本预测 (10) 六、汽车桥壳的强度计算及校核 (10) 七、汽车桥壳的结构设计 (13) 八、项目心得体会 (14) 九、参考资料 (15)
一、汽车桥壳的功能及特征分析 1.汽车桥壳的主要功能 1、和从动桥一起承受汽车质量 2、使左、右驱动车轮的轴向相对位置固定 3、汽车行驶时,其作为行驶系的组成部分时功用主要是安装悬架或轮毂,支撑汽车悬架以上各部分重量,承受驱动轮传来的反力和力矩,并在驱动轮与悬架之间传力 2.汽车桥壳的种类及特征 1、铸造式桥壳 整体铸造式桥壳是汽车发展史上最早采用的结构,整体铸造桥壳优缺点都较为明显。整体铸造式桥壳可采用可锻铸铁、球墨铸铁以及铸钢铸造,为进一步提高整体铸造式桥壳的刚度和强度,还可以在整体铸造式桥壳两端压入较长的无缝钢管作为半轴套管,并用销钉固定。整体铸造式桥壳的主要优点在于刚性好、塑性变形小、强度高、易铸成等强度梁,可根据各截面不同的强度要求设计铸造不一样的壁厚。其缺点是弹性及韧变较冲焊桥壳差、铸造质量不易保证,且整体质量大、成本较高,不适合整车进行轻量化及降低成本设计。 2、冲压焊接式 钢板冲压焊接式整体桥壳主要组成部分包括上下对焊的一对桥壳主件、两个突缘、四块三角钢板、两个半轴套管、加强圈、一个后盖以及两个钢板弹簧座,整体沿其间接缝组焊而成。桥壳主件是由钢板冲压而成的上下两半桥壳,具体焊
汽车中的板簧的断裂失效分析
材料断裂理论与失效分析汽车中的板簧的断裂失效分析 专业:材料工程(锻压) 类型:应用型 姓名:*** 学号: 15S******
汽车中的板簧的断裂失效分析 引言 汽车板簧是汽车悬架系统中最传统的弹性元件,由于其可靠性好、结构简单、制造工艺流程短、成本低而且结构能大大简化等优点,从而得到广泛的应用。汽车板簧一般是由若干片不等长的合金弹簧钢组合而成一组近似于等强度弹簧梁。在悬架系统中除了起缓冲作用而外,当它在汽车纵向安置,并且一端与车架作固定铰链连接时,即可担负起传递所有各向的力和力矩,以及决定车轮运动的轨迹,起导向的作用,因此就没有必要设置其它的导向机构,另外汽车板簧是多片叠加而成,当载荷作用下变形时,各片有相对的滑动而产生摩擦,产生一定的阻力,促使车身的振动衰减,但是板簧单位重量储存的能量最低,因些材料的利用率最差。 1.材质是什么?65Mn/低碳钢哪一类合适? 材质一般为硅锰钢。因为碳素弹簧钢因淬透性低,较少使用于汽车中;锰钢淬透性好,但易产生淬火裂纹,并有回火脆性。因此,硅锰钢在我国应用在汽车的板簧上较为广泛。 65Mn钢更为合适,因为: 低碳钢为碳含量低于0.25%的碳素钢,因其强度低、硬度低而软,又称软钢。它包括大部分普通碳素结构钢和一部分优质碳素结构钢,大多不经热处理用于工程结构件,有的经渗碳和其他热处理用于要求耐磨的机械零件。低碳钢退火组织为铁素体和少量珠光体,其强度和硬度较低,塑性和韧性较好。因此可以看出,低碳钢不符合板簧材料高强度和高硬度的要求。 65Mn弹簧钢,含有0.90%~1.2%的Mn元素,提高了材料的淬透性,φ12mm 的钢材油中可以淬透,表面脱碳倾向比硅钢小,经热处理后的综合力学性能优于碳钢,但有过热敏感性和回火脆性。Mn是弱碳化物形成元素,在钢中主要以固溶的形式存在于基体中。一部分固溶于铁素体(或奥氏体),另一部分形成含Mn的合金渗碳体(Fe、Mn)。Mn还能显著提高钢的淬透性,改善热处理性能,强化基体、降低珠光体的形成温度,细化珠光体的片间距离,从而提高钢的强度和硬度。总体上,钢中加入锰为0.9%~1.2%,使淬透性和综合性能有所提高,脱
金属断裂与失效分析刘尚慈
金属断裂与失效分析(刘尚慈编) 第一章概述 失效:机械装备或机械零件丧失其规定功能的现象。 失效类型:表面损伤、断裂、变形、材质变化失效等。 第二章金属断裂失效分析的基本思路 §2—1 断裂失效分析的基本程序 一、现场调查 二、残骸分析 三、实验研究 (一)零件结构、制作工艺及受力状况的分析 (二)无损检测 (三)材质分析,包括成分、性能和微观组织结构分析 (四)断口分析 (五)断裂力学分析 以线弹性理学为基础,分析裂纹前沿附近的受力状态,以应力强度因子K作为应力场的主要参量。 K I=Yσ(πα)1/2 脆性断裂时,裂纹不发生失稳扩展的条件:K I<K IC 对一定尺寸裂纹,其失稳的“临界应力”为:σc=K IC / Y(πα)1/2 应力不变,裂纹失稳的“临界裂纹尺寸”为:αc=(K IC / Yσ)2/π 中低强度材料,当断裂前发生大范围屈服时,按弹塑性断裂力学提出的裂纹顶端张开位移[COD(δ)]作为材料的断裂韧性参量,当工作应力小于屈服极限时: δ=(8σsα/πE)ln sec(πσ/2σs) 不发生断裂的条件为:δ<δC(临界张开位移) J积分判据:对一定材料在大范围屈服的情况下,裂纹尖端应力应变场强度由形变功差率J来描述。张开型裂纹不断裂的判据为:
J<J IC K IC——断裂韧性;K ISCC——应力腐蚀门槛值 (六)模拟试验 四、综合分析 分析报告的内涵:①失效零部件的描述;②失效零部件的服役条件;③失效前的使用记录;④零部件的制造及处理工艺;⑤零件的力学分析;⑥材料质量的评价;⑦失效的主要原因及其影响因素;⑧预防措施及改进建议等。 五、回访与促进建议的贯彻 §2—2 实效分析的基本思路 一、强度分析思路 二、断裂失效的统计分析 三、断裂失效分析的故障树技术 第三章金属的裂纹 §3—1 裂纹的形态与分类 裂纹:两侧凹凸不平,偶合自然。裂纹经变形后,局部磨钝是偶合特征不明显;在氧化或腐蚀环境下,裂缝的两侧耦合特征也可能降低。 发纹:钢中的夹杂物或带状偏析等在锻压或轧制过程中,沿锻轧方向延伸所形成的细小纹缕。发纹的两侧没有耦合特征,两侧及尾端常有较多夹杂物。 裂纹一般是以钢中的缺陷(发纹、划痕、折叠等)为源发展起来的。 一、按宏观形态分为: (1)网状裂纹(龟裂纹),属于表面裂纹。产生的原因,主要是材料表面的化学成分、金相组织、力学性能、应力状态等与中心不一致;或者在加工过程中发生过热与过烧,晶界性能降低等,导致裂纹沿晶界扩展。如: ①铸件表面裂纹:在1250~1450℃形成的裂纹,沿晶界延伸,周围有严重的氧化和脱碳。
驱动桥壳毕业设计
驱动桥壳毕业设计 【篇一:驱动桥毕业设计111】 某型重卡驱动桥设计 摘要 驱动桥是构成汽车的四大总成之一,一般由主减速器、差速器、车 轮传动装置和驱动桥壳等组成,它位于传动系末端,其基本作用是 增矩、降速,承受作用于路面和车架或车身之间的力。它的性能好 坏直接影响整车性能,而对于载重汽车显得尤为重要,采用传动效 率高的单级减速驱动桥已经成为未来载重汽车的发展方向。 本文参照传统驱动桥的设计方法进行了载重汽车驱动桥的设计本次 设计首先对驱动桥的特点进行了说明,根据给定的数据确定汽车总 体参数,再确定主减速器、差速器、半轴和桥壳的结构类型及参数,并对其强度进行校核。数据确定后,利用autocad建立二维图,再 用catia软件建立三维模型,最后用caita中的分析模块对驱动桥壳 进行有限元分析。 关键词:驱动桥;cad;catia;有限元分析 abstract drivie axle is one of the four parts of a car, it is generally constituted by the main gear box, the differential device, the wheel transmission device and the driving axle shell and so on it is at the end of the powertrain.its basic function is increasing the torque and reducing speed and bearing the force between the road and the frame or body.its performance will have a direct impact on automobile performance,and it is particularly important for the truck. using single stage and high transmission efficiency of the drive axle has become the development direction of the future trucks. this article referred to the traditional driving axles design method to carry on the truck driving axles design.in this design,first part is the introduction of the characteristics of the drive axle,according to the given date to calculate the parameters of the automobile,then confirm the structure types and parameters of the main reducer, differential mechanism,half shaft and axle housing,then check the strength and life of them.after confirming the
某汽车后桥减速器壳工艺规程毕业设计及其夹具设计
优秀设计 引言 毕业设计是学生的最后一个教学环节,我这次毕业设计的题目是某汽车后桥减速器壳工艺规程设计及其夹具设计。 汽车在正常行驶时,发动机的转速很高,只靠变速箱来降低,会使变速箱的尺寸增大。同时,转速下降,扭矩必然增加,也就加大了变速箱与变速箱后一级传动机构的传动负荷。因此,在动力向左右驱动轮分流的差速器之前需要设置一个主减速器。而主减速器壳是汽车后桥主减速器的一部分。主减速器壳体加工精度的高低直接影响着差速器壳及主、被动齿轮的配合精度,因而其加工工艺直接影响车桥和整车质量。 我此次毕业设计的任务是对汽车后桥减速器壳进行工艺分析并且设计其夹具。经过查阅相关资料,并且结合所学的机械知识,对该零件进行工艺分析,确定出合理的加工工艺方案,并选择切削用量及其工艺装备。了解零件的结构特点及技术要求,查阅相关书籍,例如夹具方面的教材及图册,经过反复的研究、设计、比较、试验,最终设计出一套合理的夹具,即车法兰止口的夹具。 最后在老师和同学的帮助下,经过不断地修改、检查,最终完成了汽车后桥减速器壳工艺规程及其夹具设计。 本次毕业设计使我在机械方面受益匪浅。特别是刘老师在工作中对我的耐心辅导,他对学生强烈的责任感和严谨的治学态度,无不给我以深刻的影响。 由于类似的大型课题很少接触,经验能力方面的欠缺,错误之处一定存在,恳请各位老师给予批评指正,以便今后的工作尽善尽美。
目录 目录 (2) 第1章零件的分析 (4) 1.1减速器壳在汽车上的位置及功用 (4) 1.2减速器壳的结构特点及技术要求 (4) 1.2.1结构特点 (4) 1.2.2技术要求分析 (5) 第2章工艺规程的设计 (7) 2.1生产类型的确定 (7) 2.1.1生产纲领的确定 (7) 2.1.2零件年产量的确定 (7) 2.1.3生产类型的确定 (7) 2.1.4生产类型对应的工艺特征 (7) 2.2毛坯的选择 (8) 2.2.1铸件的精度等级选择: (8) 2.2.2毛坯余量及偏差的选择 (8) 2.3各加工表面的加工方法的选择 (10) 2.3.1加工方法的确定 (10) 2.3.2加工阶段的划分 (12) 2.4制定加工工艺路线 (13) 2.5工艺方案的分析 (17) 2.6确定各工序的加工余量、工序尺寸、切削用量及工时定额 (18) 2.6.1确定各工序的加工余量 (18) 2.6.2确定各工序的工序尺寸 (19) 2.6.3确定各工序的切削用量 (20) 2.6.4确定各工序的工时定额 (26) 2.7确定各工序的工艺装备和机床的选择 (43) 2.7.1刀具的选择 (43) 2.7.2量具的选择: (44) 2.7.3夹具的选择 (45) 2.7.4机床设备的选择: (46) 2.8选择定位基准的原则 (46) 2.8.1粗基准的选择 (46) 2.8.2精基准的选择 (47) 2.9合理夹紧方法的确定 (48) 2.9.1夹紧力的方向 (48) 2.9.2夹紧力的作用点 (48) 第3章夹具的设计 (50)
汽车桥壳的结构设计及制造工艺制定
《汽车制造工艺》课程三级项目6.5t汽车桥壳的结构设计及制造工艺制定 2016年11月6日
目录 一、汽车桥壳的功能及特征分析 (3) 1.汽车桥壳的主要功能 (3) 2.汽车桥壳的种类及特征 (3) 二、汽车桥壳冲压焊接制造方法简述 (5) 三、汽车桥壳冲压焊接工艺设计 (6) 四、汽车桥壳冲压焊接工艺工序图的绘制 (9) 五、材料利用率计算及成本预测 (10) 1.材料利用率计算 (10) 2.成本预测 (10) 六、汽车桥壳的强度计算及校核 (11) 七、汽车桥壳的结构设计 (14) 八、项目心得体会 (14) 九、参考资料 (15)
一、汽车桥壳的功能及特征分析 1.汽车桥壳的主要功能 1、和从动桥一起承受汽车质量 2、使左、右驱动车轮的轴向相对位置固定 3、汽车行驶时,其作为行驶系的组成部分时功用主要是安装悬架或轮毂,支撑汽车悬架以上各部分重量,承受驱动轮传来的反力和力矩,并在驱动轮与悬架之间传力 2.汽车桥壳的种类及特征 1、铸造式桥壳 整体铸造式桥壳是汽车发展史上最早采用的结构,整体铸造桥壳优缺点都较为明显。整体铸造式桥壳可采用可锻铸铁、球墨铸铁以及铸钢铸造,为进一步提高整体铸造式桥壳的刚度和强度,还可以在整体铸造式桥壳两端压入较长的无缝钢管作为半轴套管,并用销钉固定。整体铸造式桥壳的主要优点在于刚性好、塑性变形小、强度高、易铸成等强度梁,可根据各截面不同的强度要求设计铸造不一样的壁厚。其缺点是弹性及韧变较冲焊桥壳差、铸造质量不易保证,且整体质量大、成本较高,不适合整车进行轻量化及降低成本设计。 2、冲压焊接式 钢板冲压焊接式整体桥壳主要组成部分包括上下对焊的一对桥壳主件、两个突缘、四块三角钢板、两个半轴套管、加强圈、一个后盖以及两个钢板弹簧座,
汽车板弹簧材料的选择
汽车板弹簧材料的选择 汽车钢板弹簧在汽车行驶过程中承受各种应力的作用,其中以反复弯曲应力为主,绝大多数是疲劳破坏。所以要求弹簧钢应有高的弹性极限以及弹性减退抗力好,较高的屈强比,为防止在交变应力下发生疲劳和断裂,弹簧应具有高的疲劳强度和耐蚀等性能。其性能要求:σ0.2≥1160MPa;σb≥1280MPa;δ10≥5%;ψ≥25%,而且,同样材料处理是否正确,其寿命相差也很大。 图(1)板弹簧实物图 一、板簧材料的选择及分析 备选材料钢号有:20Cr、40CrNiMn、60Si2Mn、65Mn。下面比较一下这四种材料的性能及用途。 1、20Cr 该钢是我国目前产量最大的几个合金结构钢之一,用途广泛。硬度较高。且此钢比相同含碳量的碳素钢具有较好的淬透性、强度和韧度。为了提高该模具钢的耐磨性,常进行渗碳处理(注意:渗碳时钢的晶粒有长大倾向),然后进行淬火和低温回火,从而保证模具表面具有很高硬度、高耐磨性而心部具有很好的韧度。 常用于制造截面小于30mm的、形状简单的、转速较高的渗碳件或氰化件,如活塞销、小轴等;也可以用于调制钢零件。 2、40CrNiMn 高淬透性的调质钢,有高的强度、韧度和良好的淬透性和抗过热的稳定性,但白点敏感性高,有回火脆性。焊接性较差,焊前需经高温预热,焊后需消除应力,经调质后使用。 应用:一般制作强度高、塑性好的重要零部件,氮化处理后制作特殊性能要求的重要零件,如轴类、齿轮、紧固件等;在低温回火或等温回火后可作超高强度钢使用。 3、60Si2Mn
由于硅含量高,其强度和弹性极限均比55Si2Mn高抗回火稳定性好,淬透性不高,易脱碳和石墨化。主要用作汽车拖拉机上的板弹簧、螺旋弹簧等。也用于制造承受交变载荷及高应力下工作的重要弹簧、抗磨损簧等。 4、65Mn 钢中加入锰为0.8%~1.2%,使淬透性和综合性能有所提高,脱碳倾向减小,但有过热倾向及回火脆性,易出现淬火裂纹。且锰钢价格便宜,资源丰富。 应用:(1)可用于普通模具弹簧;(2)冷冲模具凸模;(3)弹簧环、汽门簧。 通过以上比较,我们发现60Si2Mn淬透性号、弹性极限、屈强比和疲劳极限均较高,能符合汽车板簧的性能要求。因此我们选择60Si2Mn作为所需材料。 二、60Si2Mn的各项指标 1、化学成分 硅锰弹簧钢(60Si2Mn)是同时加入硅、锰,能显著强化基体铁素体,大为提高了钢的弹性极限,屈强比可达到0.8~0.9,而且疲劳强度也显著提高。硅锰元素的共同作用提高了钢的淬透性,硅还有效地提高了回火稳定性,锰提高了耐磨性。但硅促进脱碳倾向,锰增大了钢过热敏感性,但是两者复合加入后,硅锰钢的脱碳和过热敏感性较硅钢、锰钢为小,但还是会因过热敏感性产生淬火裂纹,因脱碳对工件耐磨性、疲劳强度产生显著影响。 2、临界点 3、60Si2Mn的拉伸性能 三、板弹簧加工工艺 加工工艺路线:下料→校直→钻孔→卷耳→淬火+中温回火→喷丸→装配→预压缩。 1、热处理工艺
汽车后桥壳开裂的分析与改进
科技与企业 221 科技专论汽车后桥壳开裂的分析与改进 【摘要】针对某汽车在丘陵地带矿区路上行驶过程中出现故后桥壳 一侧弹簧座附近、近似垂直于轴向短焊缝末端开裂现象,通过桥壳断口形 貌进行了宏微观观察,对桥壳基体进行了组织检查,确定了桥壳的开裂性 质,分析了开裂的可能原因并提出改进方向。 【关键词】后桥壳;分析;开裂性质;改进 随着汽车底盘技术日新月异的发展,汽车用高强度金属板材的应用 与研究已经逐步引起了汽车制造厂商的重视,关于汽车桥壳强度的分 析,有必要得到更深层次研究和开发。 1.概述 某汽车在丘陵地带矿区路上行驶过程中出现故障,停车分解检查, 发现后桥壳一侧弹簧座附近、近似垂直于轴向短焊缝末端开裂。截止 至发现后桥壳开裂时,汽车累计行驶路程为27662km。故障发现前司机 没有发现行车异常情况。该桥壳为冲焊结构,首先经弯曲对接,然后用 CO 2 气体保护焊焊接成型。桥壳材料为A510L钢。 2.试验过程与结果 2.1外观检查 板桥外观及开裂位置均在桥壳的背面,位于弹簧座附近,与车辆的 前进方向相反,沿桥壳周向分布;开裂区域未见异常损伤。 2.2断口宏观观察 断口的整体形貌显示断口表面较为平整,有少量的塑性变形。断口 上可观察到较为明显的疲劳源区和疲劳弧线,裂纹扩展方向为沿桥壳 周向,瞬断区出现了严重的磨损。源区起源于焊缝区外表面一侧。为进 一步对断口进行观察,将断口放于体视显微镜下进行观察。桥壳断口的 宏观形貌分别见图1。由图1可以看出,桥壳的源区起源于焊缝外表面 一侧,为点源特征。源区被少量油污覆盖,但仍能观察到明显的疲劳弧 线,弧线大小间距不等。疲劳扩展区所占面积较小,而在整个断口上瞬 断区所占面积较大,瞬断区大部分区域都因磨损而呈现光亮。 2.3断口微观观察 将断口经超声波清洗后放入扫描电镜下观察。桥壳断口低倍形貌 见图2a,源区的局部放大图见图2b。从图中可以观察到明显的疲劳弧 线。源区旁边是焊缝区,该区域存在较为严重的磨损,应为桥壳开裂后 形成,见图2c。疲劳弧线附近的高倍形貌见图2d,该区域为疲劳条带扩 展前期,从图中可以看到少量短小的疲劳条带。可见,瞬断区也主要以 韧窝和准解理特征为主,并伴有磨损特征。 2.4金相组织观察 分别沿平行和垂直于断口的方向即沿桥壳的横向和纵向,制取桥 壳基体的金相试样,进行组织形貌观察。由桥壳基体横向和纵向基体的 金相组织可见主要为铁素体和颗粒状物,均存在带状颗粒物偏析。 3.分析 以上试验表明,桥壳开裂断口表面可见明显的疲劳弧线、疲劳条带 特征,可见发生了疲劳开裂。断口观察表明,桥壳开裂断口呈疲劳开裂 特征,间距大小不等的疲劳弧线形貌则表明开裂过程中经历了受力大 小不等的多个阶段。桥壳断口裂纹源均位于桥壳表面,为点源特征。裂 何清 柴龙 刘朋朋 保定长城汽车桥业有限公司 河北保定 071000 纹源附近均未见气孔、夹杂和加工缺陷等特征。金相组织分析表明,桥 壳基体组织中含有带状颗粒物偏析,但偏析程度较弱,对桥壳疲劳性能 影响较小。桥壳开裂应该是由于承受较大应力较大引起。后桥壳的功能 是支承汽车重量,工作过程中的受力特征非常复杂,除了受弯矩的作用 还有扭矩的作用,并承受由车轮传来的路面冲击载荷作用。桥壳的疲劳 寿命不仅随冲击载荷的应力幅和应力循环次数增大而减小,同时与所 承受的应力平均值的大小密切相关。综上所述,桥壳工作过程受到较大 应力作用,在易于萌生裂纹、工作应力较大的焊缝区域萌生裂纹。裂纹 萌生后在疲劳载荷的作用下逐渐扩展,最终导致桥壳开裂。 4.结论及建议 1.桥壳的开裂性质为疲劳开裂,在焊缝区域萌生裂纹,因此为提升 焊缝区质量将CO 2 气体保护焊改为混合气体保护焊(Ar、CO 2 ),并对焊 接参数进行调整,从而保证焊缝质量; 2.桥壳疲劳开裂主要由工作过程中受到较大应力作用引起,为增 加桥壳的承载能力可以考虑增加桥壳轴管直径或增加垫板长度。 参考文献 [1]机械工程材料测试手册:物理金相卷/机械工业部科技与质量监 督司.中国机械工程学会理化检验分会边.-沈阳:辽宁科学技术出版社, 1999.11. [2]Brant C L,Banerji S K. International Metals Reviews,1978,23(4):164. [3]Part Y J,Bernstein I M.Metall.Trans,1979,10A(11):1653. [4]《汽车工程手册》编辑委员会.汽车工程手册设计篇[M].北京:人民交 通出版社,2001. [5]焊接工程师手册/陈祝年编著.- 2版.-北京:机械工业出版 社,2009.10. a b 图1 桥壳断口宏观形貌 图2 桥壳断口微观形貌DOI:10.13751/https://www.360docs.net/doc/352956677.html,ki.kjyqy.2015.14.210