金刚石水磨片 用途
金刚石水磨片用途
金刚石水磨片的用途:
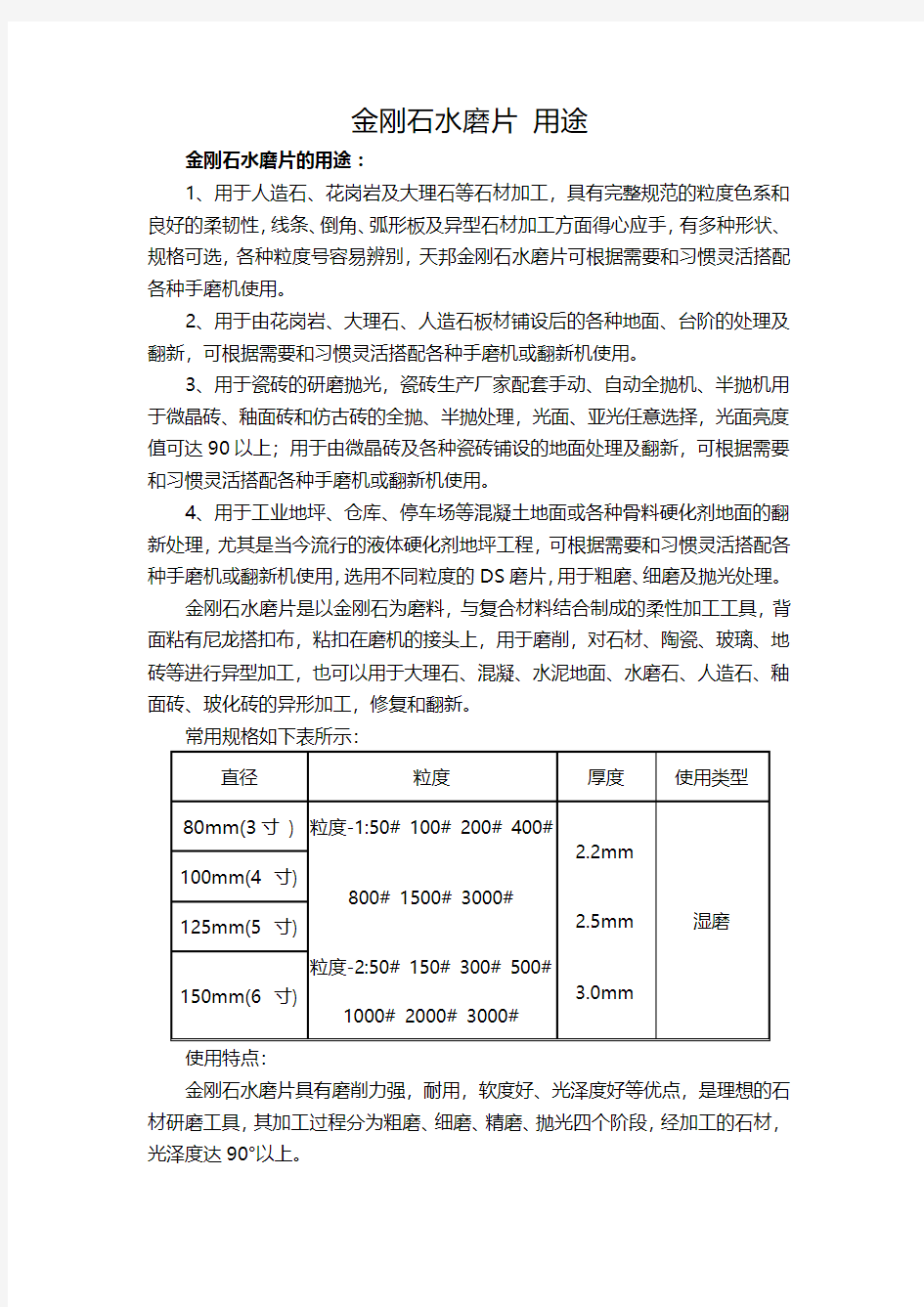
1、用于人造石、花岗岩及大理石等石材加工,具有完整规范的粒度色系和良好的柔韧性,线条、倒角、弧形板及异型石材加工方面得心应手,有多种形状、规格可选,各种粒度号容易辨别,天邦金刚石水磨片可根据需要和习惯灵活搭配各种手磨机使用。
2、用于由花岗岩、大理石、人造石板材铺设后的各种地面、台阶的处理及翻新,可根据需要和习惯灵活搭配各种手磨机或翻新机使用。
3、用于瓷砖的研磨抛光,瓷砖生产厂家配套手动、自动全抛机、半抛机用于微晶砖、釉面砖和仿古砖的全抛、半抛处理,光面、亚光任意选择,光面亮度值可达90以上;用于由微晶砖及各种瓷砖铺设的地面处理及翻新,可根据需要和习惯灵活搭配各种手磨机或翻新机使用。
4、用于工业地坪、仓库、停车场等混凝土地面或各种骨料硬化剂地面的翻新处理,尤其是当今流行的液体硬化剂地坪工程,可根据需要和习惯灵活搭配各种手磨机或翻新机使用,选用不同粒度的DS磨片,用于粗磨、细磨及抛光处理。
金刚石水磨片是以金刚石为磨料,与复合材料结合制成的柔性加工工具,背面粘有尼龙搭扣布,粘扣在磨机的接头上,用于磨削,对石材、陶瓷、玻璃、地砖等进行异型加工,也可以用于大理石、混凝、水泥地面、水磨石、人造石、釉面砖、玻化砖的异形加工,修复和翻新。
使用特点:
金刚石水磨片具有磨削力强,耐用,软度好、光泽度好等优点,是理想的石材研磨工具,其加工过程分为粗磨、细磨、精磨、抛光四个阶段,经加工的石材,光泽度达90°以上。
具有统一规范的粒度色系和良好的柔韧性,在花岗岩、大理石、石英石,人造石等线条、倒角、台面板、弧形板及异型石材加工方面运用较广,有多种形状、规格可选,各种粒度号用不同颜色来区分,50#是蓝色,150#黄色,300#橘红,500#深红,800#粉红,1000#绿色,1500#棕色,2000#浅绿,3000#白色可根据客人需要和习惯灵活搭配各种手磨机、地面石材翻新机、陶瓷抛光机使用。
检验科含氯消毒片使用指南
检验科含氯消毒片使用指南 1、我科使用爱尔施牌消毒片,有效氯含量为450mg/片-550mg/片。 2、必须在空气流通的环境下进行稀释配液。 3、消毒片有强烈腐蚀性,因此稀释前请尽量戴上手套。 4、如有需要,可穿上围裙及戴上口罩。 5、检验科所有污染物都被当做HIV潜在污染物。 6、检验科所有仪器设备均用清水檫拭,如果发生标本溅洒,请用采用75%乙醇擦拭,严禁使用消毒液擦拭。 7、稀释时,应按照以下用途配置浓度: 消毒对象配置方法有效氯含 量 消毒方法消毒时间 用于清理一般桌面、地面等物表1片+1000ml水 500mg/L擦拭、浸 泡、喷洒 30分钟 用于清理被血液、体液 污染的物表10片+1000ml水5000mg/ L擦拭、浸 泡、喷洒 60分钟 用于HIV室桌面、地面等物表消毒4片+1000ml水 2000mg/ L擦拭、浸 泡、喷洒 60分钟 用于标本运输箱4片+1000ml水2000mg/ L擦拭、浸 泡、喷洒 30分钟 普通检验科废液处理4片+1000ml废液2000mg/ L浸泡60分钟 不同区域(清洁区、污 染区与半污染区)清洁用具1片+1000ml水 500mg/L 浸泡30分钟 8、在完成稀释后,立即用清水冲洗戴着的手套。 9、将手套除去并立即洗手。 10、如眼睛被消毒液意外溅到,请立即用大量清水冲洗十五分钟,并报告科室负责人,然后尽快前往眼科接受治疗。
11、未经配置的消毒片避光、密封、阴凉处保存。 12、浓度监测。消毒液现配现用,每天配液后及时进行浓度监测,抽取一段测氯试纸,浸入待测液中,立即取出,15秒内与色卡比较。 13、本办法参考2012版《消毒技术规范》。 14、使用后的消毒液和处理过的废液请直接倒入医院的污水处理系统。 15、使用过后的清洁工具,应该按照污染区与半污染区、清洁区分类放置。
金刚石锯片规格型号【大全】
金刚石锯片规格 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展 金刚石锯片规格 目前,国内石材加工锯片基体规格通常为105--3500mm(国外最大国锯片的规格为5000mm).其中,250mm以下规格锯片主要用在手持式、半专业型切割机上进行装修、饰材加工;P350-500mm规格据片主要用于半成品板材的建材加工成工程切槽(断);600-900mm规格据片主要用于类似墓碑、墓柱等较厚石板(柱)的成型锯切加工。1000mm 以上的规格锯片主要用于荒料的锯切成材(板)加工,目前尤以例1600mm锯片使用最为普遍。 一般称250mm以下规格的圆锯片为小直径锯片,适用于切割大理石、花岗岩、瓷砖、混凝土、装饰材料及建筑物飞破坏开槽等,具有切割快、割缝孝功耗低、缝里、耐磨等特点,可采用干切和湿切两种类型。 用于板材切割圆锯片主要是指半成品板的切割用锯片。直径一般在900mm以下。适用于花岗石、大理石、石灰石、砂岩及板岩等各种石材的切边加工,适用于桥式切机及各种手动锯机。 石材荒料切别是指将从矿山开采出来的立体石材切割成板材,石材荒料的圆锯片切割需要采用大直径锯片,据片直径一般在1600-4500mm之间。切割荒料的金刚石大据片采用基体和刀头焊接而成。一般采用高频焊接。刀头多采用三层、截面为梯形的结构,以消除侧面摩攘和横向偏差,改善刀头导向性能。提高锯切精度和质最。根据锯切石材硬度的不同,
石材翻新工艺及流程
For personal use only in study and research; not for commercial use 石材翻新工艺及流程 石材翻新就是对受损的石材利用石材翻新机配合专用磨片将石材受损表面粗磨、细磨、抛光,再配合结晶处理工艺做护理,使其恢复天然质感及光泽度。需要翻新的石材:装饰工程施工多工种混合作业,大量的人员及物资的移动或装饰材料的腐蚀直接损害已铺设的石材,造成大面积污损,无法达到交工的标准;地面铺装完成后参差不齐或有剪口差位,石材经过长期使用后因为合理的磨损而失去原有的装饰效果;都需要进行翻新。 翻新工艺与流程:不同的石材,石材翻新工艺各不相同,下述列举了几种常见的石材翻新工艺与流程。石可用磨具:金刚石水磨片、马蹄形(菱钴土、炭化硅)磨块、金刚石树脂磨盘、纤维树脂磨片等流程:以上各种磨具根据云石磨损状况来确定,50# 100# 300# 500# 800# 1500# 3000# 6000#中的相连和间隔四种号数即可。最后程序分别用草酸抛光块、6000#纤维树脂磨片。花岗石可用磨具:金刚石水磨片,金刚石树脂磨盘流程:以上相应磨具根据花岗石磨损状况来确定,50# 100# 300# 500# 800# 1500# 3000#;50# 200# 400# 500# 800# 1500# 特光块。水磨石可用磨具:金刚石水磨片,金刚石树脂磨盘流程、马蹄形(菱钴土、炭化硅)磨块流程:以上相应磨具根据客户对水磨石打磨要求或水磨石磨损状况来确定,50# 100# 300# 500# 800# 1500# 3000#;36# 60# 320# 600# 1200# 特光;这些号数中的相连和间隔两道或三道程序即可。人造石可用磨具:金刚石水磨片,金刚石树脂磨盘、马蹄形(菱钴土、炭化硅)磨块。流程:以上相应磨具根据人造石的磨损程度来确定,50# 100# 300# 500# 800# 1500# 3000#;36# 60# 320# 600# 1200# 特光;这些号数中的相连和间隔四道程序即可。 石材翻新步骤:无缝处理:用电动工具将原有破损的表面及石材缝隙切割,采用专用石材胶进行修补,使其接近石材颜色。剪口打磨:采用专用剪口研磨片对剪口位进行重点打磨,使其接近石材水平面。研磨抛光:采用磨片由粗到细进行研磨,地面光滑平整、石材晶粒清晰为宜。防护:采用石材养护剂,使其充分渗透到石材部并形成保护层,达到防水、防污、防腐,抗氧化能力。结晶处理:采用针对性的结晶粉或结晶剂,在专用设备重压及其与石材磨擦产生的高温双重作用下,通过物理和化学综合反应,在石材表面进行结晶排列,形成一层清澈、致密、坚硬的保护层,起到为石材表面加光、加硬的作用 第一步、先将石材缝隙间原有的填充物和渣滓全部清理干净,然后用专用的石材开缝机(注意片子的厚薄不要大于0.5毫米,若以前已经做过中缝处理则无需从新开缝)对原来石材安装的中缝重新整齐切割开缝,使石材间缝隙的宽度差降至最低。 第二步、使用接近石材本身颜色的云石胶并将云石胶进行完美的调色,使之充分接近原来石材的颜色来提高整体感,达到最理想的视觉效果。 第三步、将调好的云石胶进行填充,由于云石胶完全凝固后会有一定程度的收缩,所以应使云石胶稍微高于石材水平面,这样不至于多次填充。 第四步、采用打磨抛光片和打磨填充剂,使之与石材成为一个水平面,增加石材整体平面感,并解决缝隙间高低位问题,防止石材缝隙再次返黑。使用花岗岩翻新机配合专用剪口研磨片对剪口位进行精心打磨,使其与石材成为一个平面整体。
水磨石机安全操作规程(正式)
编订:__________________ 单位:__________________ 时间:__________________ 水磨石机安全操作规程 (正式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-3443-72 水磨石机安全操作规程(正式) 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 (1) 操作人员必须穿胶靴,戴好绝缘手套。 (2) 水磨石机宜在混凝土达到设计强度70%~80%时进行磨削作业。 (3) 作业前,应检查并确认各连接件紧固,当用木槌轻击磨石发出无裂纹的清脆声音时,方可作业。 (4) 电气线路,必须使用耐气候型的绝缘四芯软线,电门开关应使用按钮开关,并安装在磨石机的手柄上。电缆线应离地架设,不得放在地面上拖动。电缆线应无破损,保护接地良好。 (5) 水磨石机手柄,必须套绝缘管,线路采用接零保护,接点不得少于两处,并须安设漏电保护器(漏电动作电流不应大于15mA,动作时间应小于0.1s)。 (6) 在接通电源、水源后,应手压扶把使磨盘离开地面,再启动电动机。并应检查确认磨盘旋转方向
含氯消毒剂常用浓度及配制方法
含氯消毒剂常用浓度及配制方法 一、含氯消毒剂常用浓度 1、诊疗用品的消毒 (1)一般病人污染后诊疗用品用250?500mg/L有效氯浸泡。 (2)肝炎和结核菌病人污染后诊疗用品的消毒,用1000?2000mg/L有效氯。2、抹布、拖把的消毒 (1)擦床抹布:使用时用500mg/ L有效氯,用后用250mg/ L有效氯浸泡. (2)拖把:应用后用500mg/L有效氯消毒液浸泡30 min,清洗干净,晒干备用。 3、病区地面的消毒 (1)地面没有明显污染时,湿式清扫,每日用清水擦1?2次。 ⑵地面被病原菌污染时,用200~500mg/L有效氯消毒液擦洗后再清扫。 (3)地面被肝炎病毒污染,用1000mg/ L有效氯消毒液擦洗后再清扫。 4、病房各类用品(桌子、椅子、凳子、床头柜等)表面的消毒 病人出院或终末处理时,用含有效氯250~500m$ L的消毒剂溶液擦抹 消毒液配制方法:(消佳净原液为含有效氯5%以上) 1.250mg / L有效氯 配制:消佳净(原液)5ml +水995ml. 倍)2. 500mg / L有效氯 配制:消佳净(原液)10ml +水990ml. 3. 1000mg /L 有效氯 配制:消佳净(原液)20ml +水980ml. 4. 2000mg /L 有效氯 消毒剂有效成份含量的计算公式如下: 1. V=( C7 x V )/C ; 2. X二V—V; (稀释浓度200 (稀释浓度100 倍) 配制:消佳净(原液)40ml + 水960ml. (稀释浓度25倍)
C为使用说明书中标识的消毒剂原液的有效成份含量(浓度) V为所需消毒剂原液的体积。 C为欲配制消毒剂溶液的有效成份含量(浓度)。 W为欲配制消毒剂溶液的体积。 X为所需自来水的体积。 为便于大家尽快掌握消毒剂浓度的换算和使用液的配制,特举例如下: 例1,某含氯消毒剂的有效氯含量为50000mg/L ,需要配制有效氯含量为1000mg/L 的消毒剂溶液10升(10000ml),应取消毒剂原液多少毫升?加水多少升? V=( C7 x V )/C ; =(1000mg/L x 10000ml) /50000mg/L =200ml X=10000- 200=9800ml=9.8 升 故应取消毒剂原液200ml,加水9.8升,即可配制有效氯含量为1000 mg/L的消毒剂溶液10升。 例2,某含氯消毒剂的有效氯含量为0.5%,需要配制有效氯含量为1000mg/L 的消毒剂溶液10升(10000ml),应取消毒剂原液多少毫升?加水多少升? 有效氯含量为0.5%相当于100ml消毒剂中含有0.5g (500mg有效
金刚石锯片资料文章
【免责声明】该电子书由高速钢锯片网(https://www.360docs.net/doc/3915945181.html,)整理制作,所有内容均来源于互联网,我们不保证其内容或资料的真实性和合法性,文章资料的知识产权归原作者所有,该电子书仅限于个人学习和交流之用,不得用于商业用途,由此产生的后果,本网站概不承担任何法律责任。锯片从业者交流群:118477369,欢迎大家来这里推广你的锯片品牌。【温馨提示】为了方便同行学习与交流,欢迎大家任意转发该电子书
金刚石锯片资料文章 目录 金刚石(CBN)有序排列及择优取向工具的研发与应用 (5) 有序排列与择优取向技术现状 (5) 金刚石均匀分布/有序排列的性能 (6) 有序排列/均匀分布方法 (7) 金刚石有序排列/均匀分布的应用 (9) 展望 (12) 金刚石刀具在高速切削领域的优势分析 (12) 金刚石粒度 (18) 制造金刚石工具如何选择金刚石粒度 (19) 金刚石刀具使用注意事项 (20) 金刚石刀头烧结技巧 (21) 烧结机理简述 (21) 烧结因素对刀头质量的影响 (25) 烧结因素的检测 (26) 烧结因素的确定 (27) 金刚石刀头在锯切中常见故障的探讨(一) (27) 金刚石刀头在锯切过程中常见故障探讨(二) (28) 什么叫金刚石锯片? (29) 金刚石锯片反倾销之战 (30) 金刚石锯片能否反转 (31) 金刚石锯片相关专业知识 (32) 金刚石锯片对石材三大影响不可忽视 (35) 金刚石锯片寿命的主要因素 (36) 锯切参数 (36) 干切花岗岩的金刚石小锯片试验研究 (39) 透析金刚石锯片在销售过程中的“质量”现象 (39) 提高金刚石锯片质量的技术方案 (43) 优质金刚石锯片的研制方案 (45) 专家分析影响金刚石锯片寿命的因素 (46) 五金知识:金刚石锯片刀头的工艺选择摘要 (49) 影响金刚石锯切工具性能的主要因素分析 (50) 1、概述 (51) 1.1金刚石圆锯片定义及分类 (51) 1.2金刚石圆锯片的使用场所 (52)
聚晶金刚石复合片及其生产工艺简述
聚晶金刚石复合片及其生产工艺简述 (1)聚晶金刚石复合片 全部选用国产原材料,经过重新整形、提纯、净化、配料、组装等工序,在国产六面顶(液)压机上,采用先进的超高压-高温合成工艺,生产聚晶金刚石 复合片坯料 (1)???? Polycrystalline diamond compact (PDC) ?Select and use domestic raw materials, and after the procedures of re-coining, purification, purging, burdening and assembling, use advanced ultra high pressure-high temperature synthesis technology to produce polycrystalline diamond compact (PDC) billet on the domestic cubic (hydraulic) press. ? 聚晶金刚石复合片具体生产工艺简述: 1)根据订单和公司计划下达生产任务单; 2)原料、辅料的购置; 3)整形:对金刚石的形状进行严格控制,对所购原料进行重新整形,尽量去除长条形等不规则形状的金刚石颗粒,获得圆度好的、基本上为球形的金刚石 颗粒; Introduction of the specific production technology of polycrystalline diamond compact (PDC): 1) Assign production tasks in accordance with the orders and company plan; 2) Purchase raw materials and auxiliary materials; 3) Coining: strictly control the diamond shape, re-coin the purchased raw materials, and do the best to eliminate the diamond particles with irregular shapes such as strip ones to obtain diamond particles with good roundness and which are basically spherical. ? 4) 分级:将混合粉料放入烧杯中,加入超净化去离子水,搅拌混合均匀,根据不同粒度沉降时间不同的原理选取所需粒度,使用激光粒度分析仪对粒度的 分布进行精确测量; 5)净化:对金刚石微粉、钴粉及其他原料进行氢气还原处理;氢气还原处理工艺:在氢气还原炉中处理,依据材料的不同选择不同的处理温度,大致范围 为500-800℃; 4) Classification: put the mixed powder into the beaker, add super-purgative deionized water, stir and mix it evenly, select required particle size in accordance with the settling time theory of different particle sizes, and use the laser particle size analyzer to accurately measure the distribution of particle sizes; 5) Purification: perform hydrogen reductive treatment to diamond micro-powder, cobalt powder and other raw materials; hydrogen reductive treatment techniques: process it in the hydrogen reducing furnace, select different treatment temperatures in accordance with different materials, and the proximate range should be between 500-800℃; ? 6)配料:按照一定的比例将金刚石与钴粉、以及少量的微量元素进行混合,其中金刚石的粒度严格控制,强调平均粒度以及不同粒度的配合比例。所配原料
石材翻新实用工艺及流程
石材翻新工艺及流程 石材翻新就是对受损的石材利用石材翻新机配合专用磨片将石材受损表面粗磨、细磨、抛光,再配合结晶处理工艺做护理,使其恢复天然质感及光泽度。需要翻新的石材:装饰工 程施工多工种混合作业,大量的人员及物资的移动或装饰材料的腐蚀直接损害已铺设的石材,造成大面积污损,无法达到交工的标准;地面铺装完成后参差不齐或有剪口差位,石 材经过长期使用后因为合理的磨损而失去原有的装饰效果;都需要进行翻新。 翻新工艺与流程:不同的石材,石材翻新工艺各不相同,下述列举了几种常见的石材翻 新工艺与流程。大理石可用磨具:金刚石水磨片、马蹄形(菱钴土、炭化硅)磨块、金刚石树脂磨盘、纤维树脂磨片等流程:以上各种磨具根据云石磨损状况来确定,50# 100# 300# 500# 800# 1500# 3000# 6000# 中的相连和间隔四种号数即可。最后程序分别用草酸抛光块、6000#纤维树脂磨片。花岗石可用磨具:金刚石水磨片,金刚石树脂磨盘流程:以上相应磨具根据花岗石磨损状况来确定,50# 100# 300# 500# 800# 1500# 3000# ;50# 200# 400# 500# 800# 1500# 特光块。水磨石可用磨具:金刚石水磨片,金刚石树脂磨盘流程、 马蹄形(菱钴土、炭化硅)磨块流程:以上相应磨具根据客户对水磨石打磨要求或水磨石 磨损状况来确定,50# 100# 300# 500# 800# 1500# 3000# ;36# 60# 320# 600# 1200# 特光;这些号数中的相连和间隔两道或三道程序即可。人造石可用磨具:金刚石水磨片,金刚石树脂磨盘、马蹄形(菱钴土、炭化硅)磨块。流程:以上相应磨具根据人造石的磨损程度来确定,50# 100# 300# 500# 800# 1500# 3000# ;36# 60# 320# 600# 1200# 特光;这些号数中的相连和间隔四道程序即可。 石材翻新步骤:无缝处理:用电动工具将原有破损的表面及石材缝隙切割,采用专用石材胶进行修补,使其接近石材颜色。剪口打磨:采用专用剪口研磨片对剪口位进行重点打
水磨石机说明书
水磨石机说明书 一、用途及特性 DMS250、DMS340、DMS350型金刚石地面水磨石机,按照JG/T5008《金刚石地面水磨石机》标准进行设计与生产,适用于大面积水磨石、大理石地坪的磨削,本机具有转速高、压力适宜,运转平稳,中心水冷和磨盘角度自动微调等特点。 本机采用金刚石磨具,由于金刚石特别坚硬、锋利、耐磨,所以该磨盘磨削地坪效率高、质量好、使用寿命长。 二、主要技术参数 磨盘直径250mm 340mm 350mm 磨盘转速1800r/min 2000r/min 2150r/min 磨削效率粗磨7~11m2/h 17~20~30m2/h 细磨15~25m2/h 50~70m2/h 磨盘寿命700~1200m2/单盘2000~3500m2/单盘 电机型号Y132S1-2 Y132S1-2 电机功率3kw 5.5kw或7.5kw 外形尺寸长×宽×高980×350×930 1320×460×950 整机质量100kg 150kg 155kg 三、设备主要机构 序号名称序号名称序号名称 1 扶把10 机壳19 磨块 2 开关11 立轴座20 调节杆 3 电机12 7208轴座21 行走轮轴 4 电动皮带轮13 立轴22 行走轮 5 三角皮带14 空心螺杆23 行走轮调节 螺钉座 6 上盖15 半球碗 7 立轴皮带轮16 橡胶拨盘24 后盖板
8 水管接头座17 磨盘25 三角带张紧 螺栓 9 N307 18 调节盘 1、本机的传动结构,采用Y系列电机,通过三角带,带动立轴转动,工作平稳,噪音低。 2、立轴由立轴座支撑在机壳上,立轴下端装有半球碗与调节盘半球,用空心螺杆及弹垫连接,起定心和角度微调作用。 3、立轴与调节盘之间装有橡胶拨盘上、下扣合保持架,以传递扭矩和缓冲减震。 4、工作时从立轴中心通入冷却水,可以保护金刚石磨块,冲洗磨屑灰浆,提高磨削效率,延长磨盘寿命,并能随时观察地面磨削情况。 四、设备的总装与机壳的组装 如早机器在运输中分解为几部分包装,可按下列顺序安装。 1、磨头总成与机壳的组装 机壳倒置,将三根三角皮带放入机壳内,将磨头总成皮带轮向下放入即可,套上三角带,立轴座与机壳用五个螺栓加弹性垫圈紧固。 2、安装金刚石磨盘 将磨盘上面Φ187阶梯孔套在调节盘外圆上,用四只M10×30沉头螺钉紧固。 3、安装行走轮总成 先将两调节杆安装在机壳上,再把行走轮轴用螺栓固定在调节杆上(可将行走轮轴向前后移动,以调节磨头的压力)。 4、安装电机调整三角皮带 将即可翻转,磨块和两轮着地,再将机壳后部垫平,把电机上的皮带轮插入机壳内,用4只电机螺栓把电机连接在机壳上,使电机位置尽量靠前。打开上盖板和后盖板,将三角皮带依次套入皮带榜中,并通过调节螺杆将电机向后拉至三角皮带松紧适合后,紧固电机螺栓。 5、安装扶把 将扶把插入机壳后部的相应孔中,并用螺钉紧固。 6、磨盘与行走轮的调子 各部安装完毕,将机器搁置在比较平的平板上,调整调节杆后边的螺母,使行走轮与金刚石磨块,相对距离机壳底面高度误差不大于2mm。 五、半球碗、橡胶拨盘的拆装 当机器使用一个时期以后需要检查或更换半球碗和橡胶拨盘时按下列顺序拆装。 1、拆下磨盘周围的防污罩。 2、拆掉M10×20四只沉头螺钉,取下磨盘 3、撬开空心螺杆下端止退垫包爪,退下圆螺母,取下调节盘同时拿掉橡胶拨盘,再从立轴下端缺口处撬出半球碗。 4、安装时依后拆下的先装和先拆下的后装次序进行。 六、更换金刚石磨块 当金刚石磨块的厚度还剩(2-3)mm左右时,金刚石已消耗完,此时应及时更换新磨块。 1、更换方法 拆掉M10×30四只沉头螺钉取下磨盘,去掉旧磨块,换上新磨块,安装时将磨块上的定位销对正磨盘上销孔(加皮革垫)插入孔内,加弹性垫圈,紧固螺母。 2、金刚石磨块的选择
浅谈聚晶金刚石复合片(2)
这种情况下会造成初期的时候机械钻度速度很快但又会很快下降并使钻头报废。采用切割片,可选用较大尺寸的复合片,使钻头底唇在钻进过程中保持比较好的圆弧底唇,使复合片得到充分的利用,从而使钻头获得较长的寿命。 4、钻头的制造,除了机械加工,复合片钻头制造的关键环节是基体的制造和复合片的焊接。基体制造。聚晶金刚石复合片钻头模具是由底模、中模、上模三部分组成,中模和上模设计、加工都很容易实现,但底模是具有复杂曲面特征的实体,钻头冠部形状参数、切削齿位置和方向参数、水力结构参数等都是通过底模的形状来保证的,因此,聚晶金刚石复合片钻头底模的设计和加工是聚晶金刚石复合片钻头模具设计和加工的关键。目前我国聚晶金刚石复合片钻头模具的制造主要有二种方法。一是普通车床车削,通过手工划线定位、普通铣床铣削完成加工,再通过多道工序最终。这种加工方法设备的精度低、人为误差大,难以控制和保证质量,工人劳动强度大、生产成本高、工作效率低。二是通过数控机床加工,通过数控加工指令,利用数控机床进行加工,形成钻头的冠部形状和切削齿的定位,再通过手工修模等工序形成模具。这种加工方法并未实现完全意义上的数控加工,切削平面确立、过渡等过程仍需手工进行,同样存在人为误差,加工出的钻头底模模具精度低。另外,由于复合片其基体为硬质合金,聚晶层为单晶的金刚石微粉和粘接金属,是由两层不同的材料组成,因此,在加热时,由于两层的不同材料的热膨胀系数不同,于是在粘接金属和金刚石之间聚晶层与基体之间产生一定程度的应力,这种应力导致复合片在不高的温度时就容易破坏。为了避免复合片的破坏,目前来说复合片的焊接温度均小于750° 二、钻头失效原因及对策 聚晶金刚石复合片具有一些特殊的性能比如:(1)硬度极高。聚晶金刚石复合片是目前人造材料中最硬的,硬度大约为10000HV左右,甚至其硬度比硬质合金都要高很多;(2)耐磨性很高;(3)热稳定性好;在聚晶金刚石复合片钻头的工作环境中,井底环境较为复杂,另外钻进过程中会产生并累积大量的热量,热量累积过多的时候就会影响钻头使用。(4)抗冲击能力好。聚晶金刚石复合片抗冲击以及韧性、粘结强度是一个综合性能指标,很大程度上决定聚晶金刚石复合片钻头使用效果。 钻头失效一般有以下磨损。 1、平滑磨损 PDC切削齿的平滑磨损的特征是磨损面宏观上表现为较为平整,其金刚石层和WC基托均在切削过程中被磨损而形成磨损平面。在切削过程中,因为WC硬度要比金刚石低,所以WC基托会最早遭受磨损,一旦WC基托被磨损之后临近WC基托的金刚石就失去了有效支撑,容易形成唇边. 在唇边生成之后又在频繁的切削力作用下,唇边承受着拉应力,并导致拉应力裂纹出现并逐渐扩展,最终唇边断裂,唇边破裂之后会导致未破裂的金刚石层与岩石接触面积减少,承受应力更大,恶性循环之后又加速导致金刚石片的破裂,一旦金刚石片整个接触面均遭到破坏,就又会造成基托重新有效地接触岩石,平滑磨损过程是缓慢的,属
金刚石水磨片使用方法 使用要求
金刚石水磨片使用方法使用要求 金刚石水磨片的具体使用方法: 金刚石水磨片适用于手提电动或气动磨机上,然后接头联结,功率750-1500W,转数2000-10000转。 工作时边通水边对机器施加一定的压力在被磨石材表面往返4-5次,就可以更换更细一号磨片。很多人习惯于用水磨片,因为水磨片打磨的更深,也不容易出现划痕,并且不会有灰尘。干磨相对打磨的就比较浅,出尘量比较大,较容易出现划痕。 这是大家所了解并认同的,其实不然,单一的水磨也无法满足所有不同的地坪,尤其是强度特别差,严重起砂的地面,这样的地面是不能水泡的,若是水磨只怕能见到黄土了,没关系,可以选择干磨,打磨时只要保证地面清理干净没有砂石带入底盘就不会出现划痕。 干磨出来的地面会更细腻,光泽度更好。据多年的经验就是选择高品质的水磨片(如江苏天邦),磨片的耐磨性更好,能为您节省更多的费用。 金刚石水磨片使用要求: 1.工作时,工件应确保被固定,型材定位符合吃刀方向,以免造成异常切入,不要施加侧压力或曲线切割,进刀要平稳,避免刀刃冲击性接触工件,从而导致水磨片破损、或工件飞出,发生意外事故。 2.工作时,发现声音和振动异常、切割面粗糙、或产生异味时,必须立即终止作业,及时检查,排除故障以免发生意外事故。 3.在开始切削及停止切削时,不要进刀太快,避免造成断齿及破损。 4.如果切割铝合金或其他金属,要使用专用的冷却润滑液,以防水磨片过热,产生糊齿,和其他损坏,影响切割质量。 5.设备排屑槽和吸渣装置确保畅通,以防积渣成块,影响生产和安全。 6、干切时,请不要长时间连续切割,以免影响水磨片的使用寿命和切割效果;湿片切割,应加水切割,谨防漏电。 金刚石水磨片使用范围:金刚石水磨片是最长使用的一种打磨刀片,因为可以根据不同的打磨材质来选择不同粒度的水磨片,主要可以用于细磨、粗磨和抛光等打磨处理上,还可以根据不同的需要和习惯来搭配不同的翻新机,根据不同的打磨材质和打磨方式来进行相应的处理加工,最终达到理想中的效果。 因为金刚石水磨片具有比较完整的粒度色系和比较良好的柔韧性,不管是使用在大理石、花岗岩等异型石材的加工上都比较得心应手。
水磨石机安全技术交底(2021版)
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 水磨石机安全技术交底(2021 版) Safety management is an important part of enterprise production management. It promotes the progress of enterprise work and promotes economic efficiency.
水磨石机安全技术交底(2021版) 1.水磨石机宜在混凝土达到设计强度70%~80%时进行磨削作业。 2.作业前,应检查并确认各连接件紧固,当用木槌轻击磨石发生无裂纹的清脆声音时,方可作业。 3.电缆线应离地架设,不得放在地面上拖动。电缆线应无破损,保护接地良好。 4.在接通电源、水源后,应手压扶把使磨盘离开地面,再起动电动机。并应检查确认磨盘旋转方向与箭头所示方向一致,待运转正常后,再缓慢放下磨盘,进行作业。 5.作业中,使用的冷却水不得间断,用水量宜调至工作面不发干。 6.作业中,当发现磨盘跳动后异响,应立即停机检修。停机时,
应先提升磨盘后关机。 7.更换新磨石后,应先在废水磨石地坪上或废水泥制品表面磨1~2h,待金刚石切削刃磨出后,再投入工作面作业。 8.作业后,应切断电源,清洗各部位的泥浆,放置在干燥处,用防雨布遮盖。 9.长期搁置再用的机械,在使用前除必要的机械维修和保养外,必须测量电动机的绝缘电阻,合格后方可使用。 10.现场补充交底内容: 云博创意设计 MzYunBo Creative Design Co., Ltd.
PCD金刚石锯片
PCD金刚石锯片 Pcd金刚石锯片广泛用于木工切削、石材切削、金刚石木工锯片采用碳素工具钢锯片基体,使基体具有持久不变形精度恒久保持;优质的金刚石锯齿材料,使产品具有超强稳定性和耐用度. 金刚石是目前世界上最硬的刀具材料,比硬质合金材料硬50-150倍,金刚石PCD圆锯片具有硬度高,耐磨性能超强,并具有高韧性,高耐热等特性,其使用寿命是硬质合金锯片的50倍,一张金刚石PCD圆锯片胜过50张进口合金锯片,PCD耐酸性强,刀口不易钝化,更锋利,切割质量好,减少每天换刀磨刀时间,减少生产成本,提高加工质量及效率。木业加工中,尤其刨花板,贴面板,高中密度板,中纤板,防火板,木地板等含杂质及高硬度材料, PCD锯片锯切实木、刨花板、中密板应选左右齿,能锐利地将木纤维组织切断,切口平滑;为了保持槽底平整的开槽,则用平齿齿形或者用左右平组合齿;锯切贴面板、防火板一般选择梯平齿,计算机开料锯由于锯切切率大,用的合金锯片直径和厚度都比较大,直径在350-450mm左右,厚度在4.0-4.8mm之间,多数采用梯平齿,以减少崩边、锯痕。平齿锯口较粗糙,切削速度较慢,修磨最为简单。主要用于普通木材的锯切,成本较低,多用于直径较小的铝用锯片,以保持切削时减少粘连,或用于开槽锯片以保持槽底平整。 株洲三鑫针对的木工板料进行加工生产的金刚石锯片,在材料上使用硬质合金与金刚石相结合的,基体采用硬质合金刀头采用金刚石,大大提高了产品本身的耐磨度和使用的寿命,由于金刚石制造成本高、硬度高、耐磨性强、加工难度大、制造门槛高、价格昂贵,一直以来难以普及木工机械加工切削作业。我公司针对“刨花板、密度板、硫酸钙板、水泥纤维板等一系列的木工板料进行切削作业,生产制造的金刚石木工锯片进行了多方面的研发和实验,表现出卓越的切削性能。
浅谈聚晶金刚石复合片(1)
浅谈聚晶金刚石复合片(PDC)钻头失效的原因及解决对策 作者:冯强 【摘要】聚晶金刚石复合片目前应用广泛,但是仍有存在钻头失效的问题,本文将就PDC钻井钻头的设计 及生产工艺进行分析,并对失效形式和形成原因进行探讨,一定程度上预防PDC钻头的早期失效。 【关键词】聚晶金刚石、复合片、失效、钻头、完善 一、聚晶金刚石PDC钻头设计及生产工艺。 1、聚晶金刚石复合片(Poly crystalline Diamond Compact ),简称PDC。随着材料工业技术水平和PDC 钻头设计技术的发展,硬地层PDC钻头技术也随之出现了较快的发展。它可用较低钻压和较高转速,钻头进尺高,单位进尺成本低。中国某些油田利用金刚石聚晶复合片镶焊在刮刀上,也获得了良好的效果。复合片外形是圆形被镶焊在圆柱的切削具上,将切削具镶装在钻头体上,成为PDC钻头。PDC钻头远比天然金刚石钻头成本低,但是只适用于软到中硬地层。随着石油勘探工业的发展及其相关技术水平的不断提高,加上目前钻探深探井的数量逐年增加,钻井难度也在逐步加大。因此,钻头的设计和生产工艺成为提高深探井钻探的钻井速度、降低全井钻进成本的关键因素。 2、在材料性质而言,聚晶金刚石复合片是一种新型复合材料,已经广泛应用于是有钻探、地质勘探等多方面领域,并已经开始逐渐涉及到一些需要的材料切削加工领域等。无论是油井复合片钻头或地勘复合片钻头,其钻头通常都是由复合片和钻头基体两部分组成。聚晶金刚石复合片也是,聚晶金刚石和硬质合金层是聚晶金刚石复合片的主要材料,需要通过高温高压压制而成的,其中金刚石层是厚度较薄的一层,钨钻类硬质合金材料的厚度一般稍厚作为基底,聚晶金刚石复合片具有很多有益的性能,比如有比硬质合金更 高的硬度和耐磨性,强于硬质合金的抗冲击性。 3、钻头设计方面的问题,钻头的设计包括有复合片的定向、排粉、保径的方法、冲洗等。其中钻头的基体是复合片的载体,是钻头的主要部分。因此它的质量问题直接影响了钻头的使用效果。根据材料使用的不同,钻头基体大致上可以分为钢体式和胎体式。目前,国内的地勘复合片钻头大多数采用的是钢体式,其中钢体式钻头的基体大多直接采用钢材加工而成。钢体式钻头具有制造简单、材料费用低等优点,但同时也有存在保径效果较差、基体易被冲刷磨损、复合片支撑体易损坏等缺点,钻头的最终使用寿命较短。随着复合片质量的提高,钢体超前损坏已成为复合片钻头损坏的主要形式之一,在钢体钻头中可以使用喷焊工艺,可在钢体上喷焊碳化钨粉,增加抗磨性能。胎体式钻头的基体采用粉末冶金的方法制造,制造费用较高,但其它性能明显优于钢体式。但是如果采用圆片状的复合片,其弧度太小,速度高但同时磨损也快,
石材水磨片的使用
石材水磨片的使用 石材水磨片的使用: 大理石轻度翻新:石材表面被轻微划伤,可采用轻度翻新工序进行翻新处理。如地面有旧蜡则先起蜡,再使用800#金钢石水磨片加清水打磨十分钟。 注意:在打磨过程中加水,以保持地面湿润,并用吸水机吸走污水,以防止污水第二次污染地面。再换1500#、3000#抛光片、金钢石水磨片,用上述方法进行逐一打磨。翻新程序全部完成后,用清水洗净并吸干石材表面的水,大理石轻度翻新工作完成。 大理石中度翻新:当石材表面失去光泽,完全不能够映照物体却没有过深划痕,可采用中度翻新工序进行翻新处理。使用200#、400#、800#、1500#、3000#抛光片,金钢石水磨片进行逐一打磨,打磨方法、注意事项与上述一致。 大理石深度翻新:当石材表面出现孔洞、风化、严重腐蚀,完全失去光泽并有深度划伤,可采用深度翻新工序进行翻新处理。 翻新前先要将孔洞进行修补,方法如下:先将孔洞内的污物清洗干净,再晾干石材,根据原石材的颜色和反光特性采用进口的环氧树脂胶或不饱和树脂胶,经调色后再进行修补,使用加重机、配翻新盘和50#、150#、200#、400#、800#、1500#、3000#抛光片金钢石水磨片进行逐一的打磨。打磨方法、注意事项与轻度翻新一致。 使用注意事项: 1.使用手提水磨抛光机时,电机转速莫大于4500转/分;最大压力在3kgs/cm2以内。 2.最好选用与石材种类相近颜色的软(水)磨片,以防止染色。 3.研磨顺序:由粗号到细号,最后抛光。整个过程需要充分的水冷却,但在抛光阶段水量不宜太多。 应用于石材磨削的水磨片一般是金刚石水磨片较多,金刚石水磨片使用优质金刚石微粉和树脂结合剂材料、以精湛技术及先进生产工艺制作而成,主要用于各种形状天然石头或人造石的打磨抛光加工,也可用于装饰性石头保洁、修整和更新。 天邦此水磨片可根据客户需要和习惯灵活搭配于各种手磨机、地板翻新机、陶瓷抛光机、角磨机、地平研磨机等。研磨顺序由粗号到细号,最后抛光,获得理想表面效果。 特点: 1.磨片出刃均匀,锋利耐用,质量稳定,使用寿命长,工作效率高,表面上
砂轮片品牌-砂轮片生产厂家【大全】
砂轮片品牌_砂轮片生产厂家 内容来源网络,由深圳机械展收集整理! 更多砂轮、数控刀具及工具、机床设备,就在深圳机械展! 砂轮在于选择,磨削的材料与砂轮参数对应,还有就是根据磨削方式来选择砂轮。所以磨削的砂轮,砂轮片品牌,砂轮片生产厂家有哪些呢?倍耐利、握手、金象、奥拓夫、白鸽、永康、金利威、得力、羚羊、蓝鸟等等。 砂轮片品牌厂家——沈阳市盛世磨料磨具有限公司(盛世砂轮) 沈阳市盛世磨料磨具有限公司成立于1999年,是生产制作陶瓷砂轮、树脂砂轮、橡胶砂轮、金刚石和立方氮化硼(CBN)砂轮、重负荷砂轮、大型切割砂轮片、磨头及涂附磨具的公司。产品直径在Φ5mm-Φ1840mm,厚度在 0.5mm-500mm之间,用在切、磨、抛光等领域。产品销往钢厂、船厂、轴承厂、汽车制造厂、机械厂、曲轴厂、弹簧厂、铸造厂及非金属制造等各行各业。
砂轮片品牌厂家——圣戈班磨料磨具(上海)有限公司(诺顿) 圣戈班磨料磨具中国目前在上海、苏州、邯郸等地拥有五家工厂,为客户提供产品咨询、技术培训、现场产品试验和售后服务等解决方案,帮助用户选择磨削产品来提高生产效率及产品质量,降低生产成本。 砂轮片品牌厂家——北京雅努斯磨具有限公司(欧迪夫) 北京雅努斯磨具有限公司是1997年4月份建立的生产系列磨具产品的德资企业。公司通过引进德国的技术、检测手段以及企业管理措施生产叶轮网片基体、纤维增强树脂磨片、切片砂轮和可弯曲弹性磨片等系列产品。出口市场是:德国、泰国、马来西亚、印尼、香港等国家和地区。 厂区占地面积6500m2,其中建筑面积2500m2 。员工60人其中有中国和德国的技术人员。 砂轮片品牌厂家——郑州博尔德磨料磨具有限公司(博尔德) 郑州博尔德磨料磨具有限公司是从事立方氮化硼(CBN)及人造金刚石等磨具制品的生产和销售的企业公司位于南省郑州市。
金刚石锯片知识全解答
金刚石锯片知识全解答 ——湖北银天 金刚石锯片是一种切割工具,广泛应用于石材,陶瓷等硬脆材料的加工.金刚石锯片主要由两部分组成;基体与刀头.基体是粘结刀头的主要支撑部分,而刀头则是在使用过程中起切割的部分,刀头会在使用中而不断地消耗掉,而基体则不会,刀头之所以能起切割的作用是因为其中含有金刚石,金刚石作为目前最硬的物质,它在刀头中摩擦切割被加工对象.而金刚石颗粒则由金属包裹在刀头内部。 在使用过程中,金属胎体与金刚石一起消耗,一般较理想的情况是金属胎体消耗较金刚快,这样就既能保证刀头的锋利度又能确保刀头有较长的寿命. 金刚石锯片的分类: 越来越多的行业在生产过程当中使用金刚石锯片,随着行业的整合细分,金刚石锯片的种类愈见细化。 一.制造工艺分类: 1、烧结金刚石锯片:分冷压烧结和热压烧结两种,压制烧结而成。 2、焊接金刚石锯片:分高频焊接和激光焊接两种,高频焊接通过高温熔化介质将刀头与基体焊接在一起,激光焊接通过高温激光束将刀头与基体接触边缘熔化形成冶金结合。 3、电镀金刚石锯片:是将刀头粉末通过电镀方法附着在基体上。 二.外观分类: 1、连续边缘锯片:连续锯齿金刚石锯片,一般通过烧结方法制作,常用青铜结合剂作为基础胎体料,切割时须加水以保证切割效果,并有用激光将刀头切割缝隙的种类。 2、刀头型锯片:锯齿断开,切割速度快,适合干、湿两种切割方法。 3、涡轮型锯片:结合了前面1、2两项的优势,锯齿连续呈现涡轮状均匀凸凹,提高了切割速度,增加使用寿命。 不同的材料选用不同种类的金刚石锯片,不同粉类配方适合不同材质的特性,对材料产品的质量、效果、合格率乃至成本和效益造成直接的影响。 影响金刚石圆锯片效率和寿命的因素有锯切工艺参数和金刚石的粒度、浓度、结合剂硬度等。据切能数有锯片线速、锯切浓度和进刀速度。
含氯消毒剂配制及使用说明
含氯消毒剂配制及使用说明 如何配置成500mg/l的含氯消毒液 按照原液的浓度来配制。一般的84原液浓度为4-6%,(包装瓶上有说明),即每100ml含有效氯4g-6g,也就是100ml含有效氯4000mg-6000mg,我们一般为了方便计算取中间值,即原液为100ml含有效氯5000mg。 要配制含有效氯500mg/L的消毒液1000ml,取原液10ml(500mg)+水990ml即可。 以此类推,配制含有效氯250mg/L的消毒液1000ml,取原液5ml(250mg)+水995ml 配制含有效氯1000mg/L的消毒液1000ml,取原液20ml(1000mg)+水980ml 序号有效氯浓度84消毒液单位水单位 1 250mg/L 1 199 2 500 mg/L 1 99 3 1000 mg/L 1 49 4 1500 mg/L 1 33.2 5 2000 mg/L 1 24.75 6 2500 mg/L 1 19.9 7 3000 mg/L 1 16.6 8 5000 mg/L 1 9.9 9 10000 mg/L 1 4.95
含氯消毒剂是指溶于水后能产生次氯酸的消毒剂。最常用的有次氯酸钠消毒液、漂白粉、三氯异氰尿酸泡腾消毒片等。 一、消毒液的配制: 根据不同含氯消毒剂产品的有效氯含量,用自来水将其配制成所需浓度消毒液。 1、市场销售的次氯酸钠消毒液(如施康消毒液、康威达消毒液、84消毒液等)含有效氯5%左右,取1份消毒液加99份水混匀后就配成了有效氯500mg/L的消毒液;加199份水就配成了有效氯250mg/L的消毒液。 2、泡腾消毒片(三氯异氰尿酸)每片含有效氯500mg,取1片放入装有1L水的容器内,5-10分钟后泡腾片会自己溶解,稍搅拌即成有效氯500mg/L的消毒液;放入2L水中就配成了有效氯250mg/L的消毒液。泡腾片的配制、使用相对比较方便。 3、漂白粉是含有效氯25%左右的消毒粉,称2g放入装有1L水的容器内搅拌至全部溶解,待溶液澄清后取其上清液即为有效氯500mg/L的消毒液;如称1g放入1L水中按前法配制,就配成了有效氯250mg/L的消毒液。 二、注意事项: 1、应选择有卫生部卫生许可批件的消毒剂使用。 2、调配或使用时应开门窗,保持空气流通。由于含氯消毒液有一定的刺激性,最好应佩戴口罩和手套进行操作。配制时应有量杯或汤勺计算份量。 3、消毒好的物品应以清水冲洗及抹干,以免对表面有腐蚀。 4、经配制的消毒液应当天用完。 5、消毒液应放在小孩拿不到的地方。如不慎接触眼睛,应立即用清水冲洗15分钟,如仍不适可求医。消毒期间不要随意用手揉擦眼睛,触摸鼻子或嘴,及时洗手。 我补充一点注意事项:用粉剂配制时,最好先准备好适量的水,再按浓度要求放入消毒剂;否则先放入消毒剂,再加入水,会造成类似气溶胶的,经常这样配制对人的眼睛有影响。我们供应室的一个工人以前就出现类似的情况,好在及时发现问题,及时改变方法,没造成大碍。 (洗消配比表 洗消对象原液:水有效氯(mg/l)作用时间使用方法 餐饮食具1:100 500 10分钟去除油污、浸泡、清水冲洗 瓜果蔬菜1:500 100 10分钟浸泡刷洗、清水冲洗