车床日常点检表
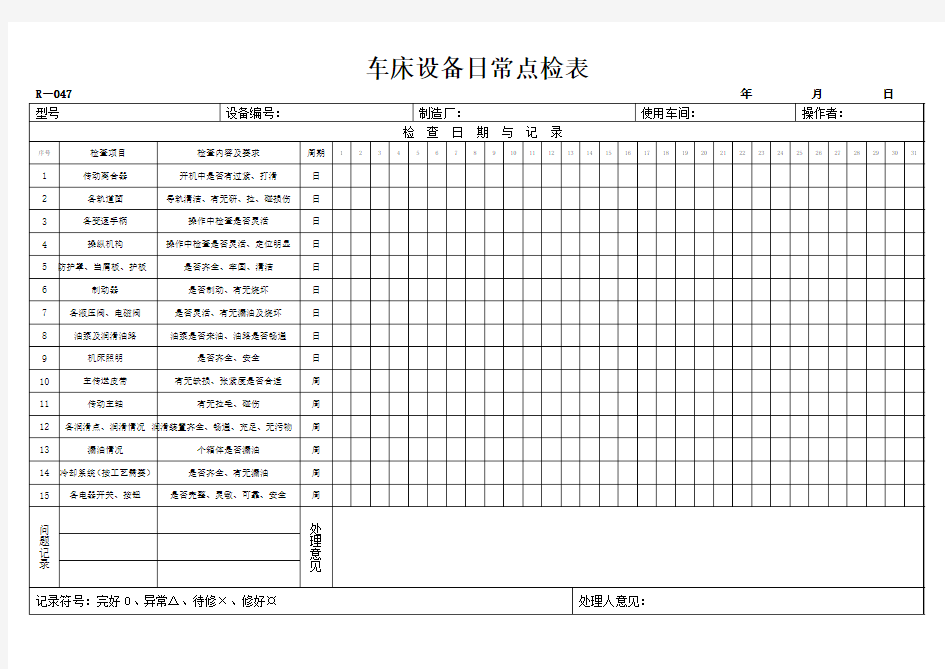
车床设备日常点检表
设备维护保养点检表大全002
费降表格编号 设备名称型号出厂编号购置日期自编号检查、维护记录 马鞍车床12345678910111213141516171819202122232425262728293031操作工 负责设备点检工作: 检查卡盘扳手有无取下,检查防护件是否关闭好开机前 手转主轴检查传动链是否有卡阻现象开机前 检查润滑油泵工作是否正常,待油窗有油后方可启动主轴开机后 检查床头箱润滑油箱油位,不足时添加8小时 检查床鞍下部导轨前后储油杯及后托架油池油量,不足添加8小时 向床鞍上部导轨、横向丝杆、上刀架丝杆、刀座、尾座套筒和尾座丝杆部位加油点加注润滑油8小时 检查挂轮架惰轮轴与轴套润滑情况,适量加注润滑脂(轴头螺塞旋转一圈)8小时 清洁、润滑导轨面下班前 清洗滤油器和导油毛线、毛毡每周 检查进给箱废油量,必要时放掉废油每周 检查切削液有无分层、异味,有则更换并清洁冷却液箱每周 清除刀座和上刀架之间的污物,以保持刀座的重复定位精度每月预计 日进行,实际维护日期: 检查三爪卡盘座安装是否牢固每月预计 日进行,实际维护日期: 维修工 负责下述各项工作,并检查督促操作工进行的设备保养、维护工作: 常规检查:急停按钮、其他开关按钮、各操作手柄、挂轮间隙、 轴套间隙、刮屑板、溜板限位、卡盘防护、前挡屑板、三角带、带轮 500小时预计 日进行,实际维护日期: 检查、调整离合器离合片间隙打滑或操纵预计 日进行,实际维护日期: 检查、调整制动器带闸刹车失灵时预计 日进行,实际维护日期: 调整主轴游隙;调整后应高速空运转不少于1小时,测量温度不高于70℃,温升不超过40℃主轴精度下预计 日进行,实际维护日期: 检查、调整电机传动皮带的松紧每月预计 日进行,实际维护日期: 故障维修记录 注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105
机械设备日常点检表
机械设备日常点检表目录 1、固定式螺杆空压机 2、储气罐 3、起重机械 4、造型机 5、转子混砂机 6、袋式除尘器 7、内燃式叉车 8、中频感应无芯熔炼炉 9、抛丸清理机 10、三坐标测量机 11、数控车床 12、数控镗铣床 13、加工中心 14、普通车床 15、立式钻床
16、摇臂钻床 17、普通铣床 18、插床 固定式螺杆空压机日常点检表 年月 规格型 号 设备编号操作者A 操作者B 操作者C 使 录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2 检查压缩机油 位。 检查显示屏的读 数。 检查加载中是否 有冷凝液排出。 检查空气过滤器 保养指示器。 检查空压机机组 有无异常声响和 泄漏;
责) 隐患 记录 注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表 示有异常情况,应在“异常情况记录”栏予以记录。 储气罐日常点检表 年月 规格型 号 设备编号操作者A 操作者B 操作者C 使 录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2 对储气罐外壳表面 进行日常清扫(擦 拭灰尘) 检查储气罐压力表 压力是否在规定内 (0.4~0.65MPa) 检查储气罐安全阀 有无漏气 每日进行储气罐排 水
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。 起重机械日常点检表 年月
号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2录 检查钢丝绳润滑磨 损情况,断裂数 >12更换 检查吊钩防脱卡是 否灵敏可靠 检查警告信号铃性 能是否灵敏、可靠 卷扬机构的上限位 开关无缺损、性能 可靠 升降机构的制动器 无缺损件,性能可 靠 紧急制动机构性能 可靠 手把操作灵活、定 位可靠 大小车限位开关性 能可靠 大车小车在运行中 无明显啃轨或振动 大车小车的制动器
机械设备日常点检表
精品文档你我共享 机械设备日常点检表 目录 1、固定式螺杆空压机 2、储气罐 3、起重机械 4、造型机 5、转子混砂机 6、袋式除尘器 7、内燃式叉车 8、中频感应无芯熔炼炉 9、抛丸清理机 10、三坐标测量机 11、数控车床 12、数控镗铣床 13、加工中心 14、普通车床 15、立式钻床 16、摇臂钻床 17、普通铣床 18、插床
固定式螺杆空压机日常点检表 年月 设备名称规格型号设备编号操作者A 操作者B 操作者C 使用部门 检查日期 点检内容点检记录 1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 每日点检1 检查压缩机油位。 2 检查显示屏的读数。 3 检查加载中是否有冷凝液排出。 4 检查空气过滤器保养指示器。 每周点检5 检查空压机机组有无异常声响和泄漏; 6 检查仪表读数是否正确; 7 检查温度显示是否显示正常。 8 检查工作压力是否正常? 9 安全阀及其他零件无缺损,工作正常。 10 无漏气、漏油、漏水现象。 每月点检11 检查机内有无锈蚀,必要时去锈涂漆; 12 检查机内有无松动,如有则将其紧固; 13 排放冷凝水; 异常情况记录1 8 15 2 9 16 3 10 17 4 11 18 5 12 19 6 13 20 7 14 21 备注1.检查方法:看、听、试 2.检查周期:每天。(由白班操作者负责) 重大 安全 隐患 记录 注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
数控车床检验标准
一.写出CAK6140数控车床检验标准 1.机床外观的检查 机床外观的检查一般可按通用机床的有关标准进行,但数控机床是高技术设备,其外观质量的要求更高。外观检查内容有:机床有无破损;外部部件是否坚固;机床各部分联结是否可靠;数控柜中的MDI/CRT单元、位置显示单元、各印制电路板及伺服系统各部件是否有破损,伺服电动机(尤其是带脉冲编码器的伺服电机)外壳有无磕碰痕迹。 2.机床几何精度的检查 数控机床的几何精度综合反映机床的关键零部件组装后的几何形状误差。数控机床的几何精度检查和普通机床的几何精度检查基本类似,使用的检查工具和方法也很相似只是检查要求更高。每项几何精度的具体检测办法和精度标准按有关检测条件和检测标准的规定进行。 同时要注意检测工具的精度等级必须比所测的几何精度要高一级。现以一台普通立式加工中心为例,列出其几何精度检测的内容: 1)工作台面的平面度。 2)各坐标方向移动的相互垂直度。 3)X坐标方向移动时工作台面的平行度。 4)Y坐标方向移动时工作服台面的平行度。 5)X坐标方向移动时工作台T形槽侧面的平行度。 6)主轴的轴向窜动。 7)主轴孔的径向圆跳动。 页脚内容1
8)主轴沿Z坐标方向移动时主轴轴心线的平行度。 9)主轴回转轴心线对工作台面的垂直度。 10)主轴箱在Z坐标方向移动的直线度。 对于主轴相互联系的几何精度项目,必须综合调整,使之都符合允许的误差。如立式加工中心的轴和轴方向移动的垂直误差较大,则可以调整立柱底部床身的支承垫铁,使立柱适当前倾或后仰,以减少这项误差。但是这也会改变主轴回转轴心线对工作台面的垂直度误差,因此必须同时检测和调整,否则就会由于这一项几何精度的调整造成另一项几何精度不合格。 机床几何精度检测必须在地基及地脚螺栓的混凝土完全固化以后进行。考虑到地基的稳定时间过程,一般要求在机床使用数月到半年以后再精调一次水平。 检测机床几何精度常用的检测工具有:精密水平仪、900角尺、精密方箱、平尺、平行光管、千分表或测微仪以及高精度主轴心棒等。各项几何精度的检测方法按各机床的检测条件规定。各种数控机床的检测项目也略有区别,如卧式机床比立式机床多几项与平面转台有关的几何精度。 在检测中要注意消除检测工具和检测方法的误差,同时应在通电后各移动坐标往复运动几次,主轴在中等转速回转几分钟后,机床稍有预热的状态下进行检测。 3.机床性能及数控功能的试验 根据《金属切削机床试验规范总则》的规定,试验项目包括可靠性、静刚度、空运转振动、热变形、抗振性切削、噪声、激振、定位精度、主轴回转精度、直线运动不均匀性及加工精度等。在进行机床验收时,各验收内容需按照机床出厂标准进行。 1.机床定位精度的检查 数控机床的定位精度是表明机床各运动部件在数控装置控制下所能达到的运动精度。因此,更具 页脚内容2
设备维护保养点检表(汇总)
注:1、机床加工能力参数——工件最大直径Φ320;工件最大长度1000;轴孔Φ52 2、每天分早、中时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"
注:1、机床加工能力参数——工件最大直径f500;刀架处工件最大直径f300;马鞍部位工件最大直径f710;轴孔f105 2、每天分早、中班时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"
注:1、机床加工能力参数——最大工件直径Φ400;床鞍上工件最大直径Φ200;最长工件L710;主轴孔Φ52;行程:x275×z650 2、每天分早、中班时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"
注:1、机床加工能力参数——工件最大Φ400;滑板处工件最大Φ210;最大加工Φ280;工件最大L400;顶尖间距最大560;轴孔Φ62;各轴行程x200z400 2、每天分早、中班时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"
注:1、机床加工能力参数——各轴行程x787×y406×z406; 2、每天分早、中班时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"
注:1、机床加工能力参数——磨削外圆直径范围Φ8~Φ200;工件最大重量50kg;最小进给0.001;工件最大长度500 2、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直 径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,要在丝杆螺母副中、各移动面、各中心轴上加上润滑油脂;油池换油时要进行清洗,清洁时只能用刷帚刷或者冲洗,严禁纱头或纱布擦;维修液压、冷却系统时,应先切断动力电源,待压力回复至零位后才可以缓慢拧动管接头。d、禁止披散长发或戴手套操作或维护本机床。 3、每天分早、中班时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"