比较特殊的模具(行位)设计

上传一个产品,外型设计没有拨模斜度,模具排位一出二,为保证产品外观不变,允许在产品的中间可有一条夹口线,望名位同袍多多思考,大家可以分好模具上传砌磋,但要设置成仅楼主可见,计没合理的给于加分,一个礼拜后公布答案!!!
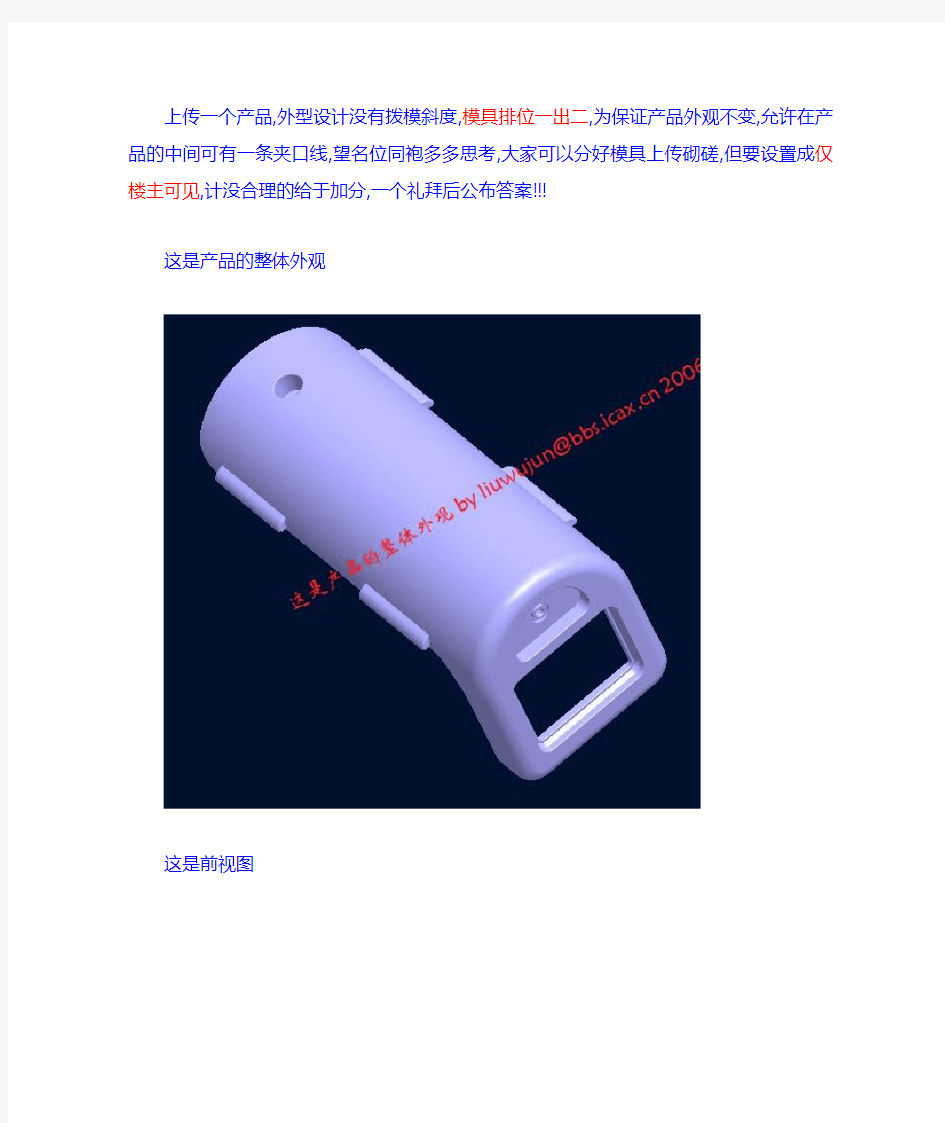
这是产品的整体外观
这是前视图
这是上色的前视图
这是侧视图
这是上色的侧视图
从另一角度看产品外侧视图
产品的内部上色图
这是剖视图
这是产品内部的下方有倒扣上色图
从另一角度看产品内部的下方有倒扣上色图
这是Step图档的产品图!
答案来了,这是爆炸图
由于这个产品比较特殊,产品外形沒有斜度,没有脱模斜度注塑开模及顶出时外观会拖花,常况下产品外形光面最保守的脱模斜度1.5度,砂面的脱模斜度不能低于2.5度,这是做模的口诀!
所以这个产品的模具行位只能用开边线条的方法设计了(当然啦前提是:注塑出来的产品外观问题须得到客户同意),这种模具设计有两种方法,笫一种用斜弹(较胚)方法开模,另一种是开边线条行位开模,斜弹开模方法有弊端见仁见智,偶偏向于第二种做法
第二种做法在注塑产品锁模力不够时会出现跑披锋的可能,所以两侧行位须加虎口锁住大行位,如下图所示
这产品内外行位都较有代表性,分两部分讲,偶先讲第一部分!
两侧行位须加虎口必须考虑开合模时会有先后顺序问题,也就是说闭合模时先合大行位再合两侧行位,开模时先开两侧行位再开大行位,这样只能在铲基上出术了,也就是说B铲鸡要比A铲鸡长,合模时先把大行位闭合,B铲基要有一段直身位(为防止擦伤须加啤把)作延时,这段直身位相当重要,因为开模时要B铲鸡的T翼带动先跑两侧行位,B铲基这段直身位能锁住大行位起到延时作用,同时B铲基这段直身位长度是决定A铲鸡角度的关键,还有决定行位的先后顺序与铲鸡T翼长度亦相当关键,B铲基T翼长度决定两侧行位的行程,如下图所示
这是A铲鸡与行位的上色图,T翼沒延伸到铲基底部,大家仔细观察,如下图所示
时能起到闭合行位和延时的作用.大家仔细观察,如下图所示
下面是模具闭合状态示意图,留意红色圆圈所示大家仔细思考,如下图所示
这是局部开模时A铲鸡T翼带动两侧行位跑一段行程,但大行位因还有直身位锁住,且B铲鸡前段距离避空,T翼与行位没有干涉,如下图所示
从另一角度看B铲鸡直身位还锁住行位,T翼与行位还有一段距离,如下图所示
这是当行程一定距离后,A铲鸡与行位完全脫离时,B铲鸡T翼带动行位的状况,如下图所示
离后,大行位才开始移动,反之先合大行位再合两侧行位,大家明白了吧,如下图所示
接着偶来讲第二部分,上个礼拜偶已讲过产
品里面有个扣位,如下图所示
其实这部份的设计很简单,只是行斜顶里再加一个斜顶就OK了,这和斜顶里加顶针顶出产品时托住骨位以免变形的原理一样,只不过一个平行一个斜行而已,关键部位是下图红色线,这个宽度决定小斜顶行程和脱勾高度,实际倒扣高度0.9mm,例如:设宽度斜顶行程4MM要跑出高于0.9mm倒扣高度用反三角函数算出须摆的角度就行了,如下图所示
这是合模时的局部放大图:
这是开模顶出时的示意图:
行达到脱模目的,合模时右边的行位顶回小斜顶复位,大家仔细思考!
这种设计较浪费材料,但属于较稳妥的设计,这套模具偶为达到效果材料设计得偏大,实际设计时可钢料力度与厚度可用公式计算出来,合理就可以了,当然这套模具要加硬做碎火处理,铲鸡局部要镶上和行位不同材质的镶件减少磨损,偶主要是讲这套模具的行位设计理念,其他细节偶就不多讲了,各同袍可下载附件详细分析,有不妥的地方欢迎上传切磋!!!
骨架零件注塑模具设计
本科毕业设计(论文) 骨架零件注塑模具设计 Injection Mold Design of Skeleton Parts 学院:机械工程学院 专业班级:机械设计制造及其自动化 学生姓名:学 号: 指导教师: (副教授)
2014年5月
毕业设计(论文)中文摘要
?毕业设计(论文)外文摘要
目录 1 绪论?1 2塑件成型工艺性分析........................................... 32.1 塑件的分析?3 2.2 ABS工程塑料的性能分析?4 3拟定模具的结构形式和初选注射机 (5) 3.1 分型面位置的确定 (5) 3.2 型腔数量和排列方式的确定?5 3.3 注射机型号的确定 (5) 4 浇注系统的设计 (8) 4.1主流道的设计................................................. 84.2 分流道的设计 (9) 4.3 浇口的设计 (10) 4.3 冷料穴的设计 (11) 12 5成型零件的结构及计算? 12 5.1 成型零件的结构设计? 5.2 成型零件的工作尺寸计算 (12) 6 模架的确定? 15 7导向机构的设计 (16) 8脱模机构的设计?17 9侧向分型与抽芯机构设计?19 23 10 温度调节系统的设计? 25 11 排气系统的设计? 12 注射机参数的校核?26 结论?27 致谢?28 参考文献 (29)
1绪论 一、研究意义 塑料是20世纪发展起来的新兴材料,由于应用广泛,已替代部分金属、木材、皮革及硅酸盐等自然材料,成为现代工业和生活中不可缺少的一种人造化学合成材料,并与金属、木材和硅酸盐三种传统材料一起,成为现代工业生产中四种重要的原材料之一。]5[ 二、国内外研究现状和水平 塑料模具的发展是随着塑料工业的发展而发展的,在我国,起步较晚,但发展很快,特别是最近几年,无论在质量、技术和制造能力上都有很大发展,取得了很大成绩。这可以在下列几个方面: (1)CAD/CAM/CAE技术在塑料模的设计制造上应用已越来越普遍,特别是CAD/CAM技术的应用较为普遍,取得了很大成绩; (2) 应用电子信息工程技术进一步提高了塑料模的设计制造水平; (3)气体辅助注射成型技术的使用更趋成熟; (4) 热流道技术的应用更加广泛; (5) 精密、复杂、大型模具的制造水平有了很大提高; (6) 模具寿命不断提高; (7)模具效率不断提高; (8) 采用模具先进加工技术及设备。 综上所述,我国塑料模具的质量、技术和制造能力近年来确实发展很快,有些已达到或接近国际水平。然而,由于我国模具制造基础薄弱,各地发展极不平衡,因此总体来看与国际先进水平相比和与国内外市场需求相比,差距还很大。这主要表现在:塑料模具产品水平,工艺装备水平,开发能力及经济效益等方面,管理及其他方面和产需矛盾等方面。 三、发展趋势 从塑料模具的设计、制造及材料选择等方面的考虑,塑料模具技术发展趋势可归纳为以下几方面: (1) 塑料模具标准化。模具标准化程度将不断提高我国模具标准化程度正在不断提高,估计目前我国模具标准件使用覆盖率已达到30%左右,国外发达国家一般为80%左右。 (2) 在模具设计制造中将全面推广CAD/CAM/CAE技术。CAD/CA M/CAE技术是模具技术发展的一个重要里程碑。实践证明,CAD/CAM/CAE技术是模具设计制造的发展方向。
注塑模具_参考文献
参考文献 [1] 赵蓓蓓. 初探塑料模具材料现状及发展方向[J]. 科技资讯, 2009, (34). [2] 孙安垣, 闫烨, 杨超谈, 桂春. 我国改性塑料行业的发展前景[M].《工程塑料应用》杂志社, 2010, 11(2):83-87. [3] 伍先明,王群. 塑料模具设计指导[M]. 北京: 国防工业出版社, 2006. [4] 朱光力, 万金保. 塑料模具设计[M]. 北京: 清华大学出版社, 2003. [5] 杨明锦, 陆长征. 结构型与复合型导电塑料研究进展[J]. 塑料, 2005, 34(3); 15-18. [6] 陈勇, 官建国, 谢洪泉. 导电塑料的研究进展[J]. 弹性体, 2008, 18(2). [7] 彭竹琴. 塑料导电改性原理及应用[J]. 绝缘材料, 2004(06). [8] 赵幸, 王立新. 复合型导电塑料的发展[J]. 塑料科技, 2002(2). [9] 韩小雪, 季静. 纤维增强塑料(FRP)在混凝土结构中的应用——FRP材料性能与发展[J]. 华南理工大学学报(自然科学版), 2002, 30(2). [10] 田水, 朱墩. 纤维增强塑料(FRP)在结构加固工程中的应用[J]. 建筑结构, 2000(03). [11] 金秀莲. 浅谈注塑工艺的影响因素[J]. 商品与质量·前沿观察, 2010, (2). [12] 刘松年, 崔怡. 水辅助注塑工艺介绍[J]. 模具技术, 2009, (2). [13] 马俊彪. 微发泡注塑成型设备的改造[J]. 农机使用与维修, 2009, (3). [14] 几种新型注塑设备的简单介绍[J]. 中国液压机械网, 2009. [15] 刘钵, 陈利民. 热塑性塑料注塑工艺参数优化设计[J]. 工程塑料应用, 2005,36(4): 8-11. [16] 翁其金. 塑料模塑成型技术[M]. 北京:机械工业出版社, 2001. [17] 许发樾. 实用模具设计与制造手册[M]. 北京: 机械工业出版社, 2005 [18] 申树义. 塑料模具设计[M]. 北京: 机械工业出版社, 2005. [19] 盛晓敏, 邓朝晖主编. 先进制造技术[M]. 北京: 机械工业出版社, 2000. [20] 唐志玉主编. 注塑模具设计师指南[M]. 北京: 国防工业出版社, 1996 [21] 华希俊, 张培耘. 模具工业先进制造技术特点及发展概况[J]. 金属成形工艺,2001, 18(2): 3-5.
线圈骨架的注塑模具设计
毕业设计(论文) 课题名称线圈高骨架的注塑模具设计 学生姓名 学号 院(系)、专 指导教师 职称 20**年4 月26日
任务书 一、设计课题线圈骨架注塑模设计 二、工件图及技术要求 图式:工件图 1.零件名称:线圈骨架 2.材料:聚氯乙烯 3.技术要求:设计一模两件侧浇口注塑模 三、任务要求 1.材料的工艺成形性能 2.塑件的工艺性分析 3.模具结构设计 4.相关工艺计算 5.完成模具的装配图及零件图的绘制 6.编写设计说明书
摘要 本设计主要讲述了以软聚氯乙烯(SPVC)为材料的线圈高骨架注塑模具的设计过程。 此模具在设计时,充分考虑了生产批量、以提高生产效率、降低生产成本为主要宗旨。 本产品为电动机绕线圈,形状规则,内空心,侧有凹槽,其要求它具有耐光,耐化学腐蚀、耐磨。结合这些要求,材料选择软聚氯乙烯。根据计算出的体积与质量选择SZ-100-60型号的注塑机注塑。由于塑件内空心,侧有凹槽要求模具必需采用斜导柱侧抽芯机构分型。经过比较,采用斜导柱在定模,哈夫块(斜滑块)在动模的结构。整体斜楔定位,斜导柱侧抽芯分型,推板推出工件的工作原理。 设计中对主要零件一一的进行了设计。文中插入了非标准零件图,以及模具结构图。
Abstract Is it tell taking soft polyvinyl chloride (SPVC ) as material coil high skeleton mould plastics idea course of mould mainly to design originally. This mould is in the design, fully consider production lot , regard improving production efficiency , reducing the production cost as the main aim. This product winds the coil for the motor, form rule, hollow inside, the side has grooves , it requires it is able to bear all, able to bear chemistry and corroded, wear-resisting . Combine these require material choose the soft polyvinyl chloride. Choose the moulding plastics machine of SZ-100-60 type to mould plastics according to the volume and quality calculated out. Mould piece hollow , side have groove demand mould must adopt oblique to lead post side release the core organization dividing into type. Through compare, adopt oblique to lead post make mould , Haff piece (oblique to slip yuan ) Move the structure of the mould . Whole oblique wedge make a reservation, oblique to lead post side release core person who divide , push board put out operation principle of work piece. To the designing one by one of major part in the design. Have inserted the non-standard part picture, and mould structure chart in the article.
模具设计专业术语
模具设计专业术语 中英对照 一、入水:gate 进入位:gate location 水口形式:gate type 大水口:edge gate 细水口:pin-point gate 水口大小:gate size 转水口:switching runner/gate 唧嘴口径:sprue diameter 二、流道: runner 热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner 唧嘴直流: direct sprue gate 圆形流道:round(full/half runner 流道电脑分析:mold flow analysis 流道平衡:runner balance 热嘴:hot sprue 热流道板:hot manifold 发热管:cartridge heater 探针: thermocouples 插头:connector plug 插座:connector socket 密封/封料:seal 三、运水:water line 喉塞:line lpug 喉管:tube 塑胶管:plastic tube 快速接头:jiffy quick connector plug/socker 四、模具零件:mold components 三板模:3-plate mold 二板模:2-plate mold 边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing 中托司:shoulder guide bushing 中托边L:guide pin
顶针板:ejector retainner plate 托板:support plate 螺丝:screw 管钉:dowel pin 开模槽:ply bar scot 内模管位:core/cavity inter-lock 顶针:ejector pin 司筒:ejector sleeve 司筒针:ejector pin 推板:stripper plate 缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock 斜顶:lifter 模胚(架):mold base 上内模:cavity insert 下内模:core insert 行位(滑块):slide 镶件:insert 压座/斜鸡:wedge 耐磨板/油板:wedge wear plate 压条:plate 撑头: support pillar 唧嘴:sprue bushing 挡板:stop plate 定位圈:locating ring 锁扣:latch 扣鸡:parting lock set 推杆:push bar 栓打螺丝:S.H.S.B 顶板:eracuretun 活动臂:lever arm 分流锥:spure sperader 水口司:bush 垃圾钉:stop pin 隔片:buffle 弹弓柱:spring rod 弹弓:die spring 中托司:ejector guide bush 中托边:ejector guide pin 镶针:pin 销子:dowel pin 波子弹弓:ball catch 复位键、提前回杆:early return bar
线轮注塑模具设计(抽芯)-线圈骨架
线轮注塑模具设计 摘要:随着中国汽车、家电、电子通讯、各种建材行业的迅速发展,预计在未来模具市场中,塑料磨具占模具总量的比例仍将逐步提高,且发展速度将快于其他模具。本设计在调研及资料收集的基础上,展开对线轮塑料模具的设计。通过分析了塑件的成型工艺、材料性能及注射成型工艺参数的选择;完成了浇注系统(包括主流道、分流道、排气槽)的设计、分型面的选择、导向机构的设计、推出机构的设计及冷却装置的设计。设计出的模具具有一定的生产使用价值及经济性。 关键词:塑料模具;生产使用价值
Design of Line Wheels Injection Mold Abstract:With the rapid development of automobile, household appliance, electronic communication and various kinds of building materials in China, it is estimated that, the proportion of plastic mold keeps increasing gradually in the future mold marketplace at the speed more quickly than other molds. On base of collecting and studying, this thesis spread out the work of the plastic reel. First, it analyzed the molding technology of plastic parts and material properties, as well as the choices of parameters in injection technology. Then, it finished the design of Gating System (including the main tube, shunt gate, venting slot), the choice of Parting Face, and the design of Guiding Mechanism, Stripping Mechanism and Cooling Unit. This kind of mold holds some value of production and some advantages in economy. Key words:Plastic mold;the value of production
模具设计结构标准
模具设计结构标准
兴旺模具模具设计结构标准 一.产品排位 1.1 产品的排位 二.型芯尺寸结构 2.1 型芯的设计 三.冷却水道结构 3.1 冷却水道的设计原则 四.流道结构 4.1 喷嘴与定位环 4.2 流道的设计 4.3 浇口的设计 4.4 其它设计 五.定位结构 5.1 模板的定位 5.2 镶针的定位 六.开闭模控制结构 6.1 小拉杆 6.2 拉板 6.3 尼龙扣 七.滑块结构 7.1 滑块的设计 7.2 滑块设计时应注意的问题 7.3 滑块的结构 八.滑块镶拼结构 8.1 滑块镶拼的使用场合 8.2 滑块镶拼的几种结构 8.3 滑块的导向 8.4 滑块压板设计 8.5 耐磨块的设计 8.6 楔紧块的设计 九.斜顶结构 9.1 斜顶的设计原则 9.2 斜顶的结构与参数 9.3 斜顶设计时应注意的问题 9.4 斜顶导向 9.5 斜顶座 十.顶出结构 10.1 顶针顶出结构 10.2 司筒顶出结构 10.3 直顶顶出结构 10.4 顶块顶出结构
10.5 推板顶出结构 10.6 气顶顶出结构 十一.模具加工及外观标准 一.产品排位 1.1产品的排位 ○1一定要以节约为原则 ○2应尽量避免滑块和斜顶产生多重角度,减少模具的加工难度。 ○3一模多腔时,应当优先考虑平衡排列,尽量减少流道的总长度保证塑料的流动性。 ○4一模多腔时,当产品之间不通过流道时X、Y向之间的距离要保证在6~25mm,当产品之间过流道时X、Y之间的 距离要保证在20~40mm。 二.型芯尺寸结构 2.1型芯的设计 ○1在保证强度的前提下,尽可能节约成本。 ○2型芯强度设计标准,如表: 产品尺寸(X、Y)产品与型芯边缘的距离(X、Y)产品与型芯边缘的距离(高度Z向)50以下15 25 100以下20 25 150以下25 30 250以下30 35 400以下35 40 650以下40 45 800以下45 50 ○3当设计深腔模具时,高度大于150mm以上的桶形产品。 应考虑原身留的形式,模板之间互锁来加强模具的强度
骨架注塑模具设计
毕业设计(论文) 骨架注塑模具设计【缺口型】
摘要 随着各种性能优越的工程塑料的不断开发,工业、民业的各种塑料制品需要的不断增长,注塑工艺越来越多地用于制造领域成形各种性能要求的制品。而注塑模具的设计质量、注塑机应用等直接影响成形制品的生产效率、质量及成本。一副好的注射模具可成型上百万次,由于其寿命的延长,从另一方面降低了塑件的成型成本,并且好的模具由于更换,检修少,从而提高了其生产效率。为了满足日益发展的工业的要求和民需生活品的需要,我们应不断的研究开发,设计出能提高注射模性能的注射模,以满足各行各业的需要。 在本设计中,通过运用CAD对骨架进行一模二穴的设计开发,其中包括凸、凹模的设计、推出机构的设计、注射机的选择与校核、浇注系统的设计、冷却系统的设计、模架的选择等各项工作。在本设计中,设计的重点在成型零部件即凸、凹模的设计和浇注系统、冷却系统的设计。其中浇注系统和冷却系统的设计是一副模具的设计灵魂,浇注系统的设计直接影响着塑件的成型质量和生产效率[1]。因此,对浇注系统的设计是注射模具设计的重点工作。而与此同时,模具的温度对塑件的质量和生产效率也着直接的影响,模具温度的控制直接影响着模具的凝固时间和收缩内应力,从而影响模具的成型周期长短和塑件质量好坏,及其表面粗糙度等。在本设计中着重设计了凸、凹模尺寸、浇注系统和冷却系统的尺寸及其系统结构。通过本次设计,我们首先学习了解了我国塑料模具的现状和发展状况、注射模的基本结构和注射模成型工艺过程以及模具设计的基本原理。 关键词:骨架;注射模;设计;ABS
ABSTRACT With the superior performance of the continuous development of engineering plastics, industry, public sector, the needs of a variety of plastic products is growing, injection technology increasingly used in the manufacture of various performance requirements of forming the products. The quality of injection mold design, injection molding machine a ABS lications products, forming a direct impact on productivity, quality and cost. Mold can be a good injection molding millions of times, because of their longer life expectancy, on the other hand reduces the cost of plastic parts molding and die as a result of a good replacement, less maintenance, thereby increasing their production efficiency. In order to meet the growing industry demands and the people need to live goods, we should continue research and development designed to enhance the performance of injection mold injection mold in order to meet the needs of all walks of life. In this design, through the use of CAD base on the remote control to carry out a second cave-mode design and development, including convex and concave mold design, the introduction of body design, the choice of injection machine and check, gating system design, cooling system design, selection of moldbase work. In this design, is designed to focus on parts and components in the molding that is convex and concave mold design and casting systems, cooling system design. One of gating system and cooling system design is the soul of a mold design, gating system design of a direct impact on the molding plastic parts quality and production efficiency. Therefore, the gating system design is the focus of injection mold design work. During the design focused on the design of the convex and concave mold size, gating system and cooling system size and its system architecture. Through this design, we first learn to understand the plastic mold of our current situation and development situation, the basic structure of injection mold and injection-casting process, as well as the basic principles of mold design. Keywords: remote base, injection mold, design, ABS
塑料注塑模具验收标准和表格
塑料注塑模具验收标准 目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估; 参照标准: GB/T 12554—2006塑料注射模技术条件 GB/T ~—2006注射模零件 GB/T 12556—2006塑料注射模模架技术条件 GB/T 14486—2008塑料模塑件尺寸公差 一、成型产品外观、尺寸、配合 1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉 断)、烘印、皱纹。 2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕 强度并能通过功能安全测试。 3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。 4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。 5.外观明显处不能有气纹、料花,产品一般不能有气泡。 6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公 差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。 7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具 特性应做到-0.1mm。 8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、 面要保证配合间隔和使用要求。 二、模具外观 1.模具铭牌内容完整,字符清晰,排列整齐。 2.铭牌应固定在模脚上靠近模板和基准角的地方。铭牌固定可靠、不易剥落。 3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。 4.冷却水嘴不应伸出模架表面。 5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应 一致。 6.冷却水嘴应有进出标记。
骨架零件注塑模具设计
本科毕业设计 (论文) 骨架零件注塑模具设计Injection Mold Design of Skeleton Parts 学院:机械工程学院 专业班级:机械设计制造及其自动化 学生姓名:学号: 指导教师:(副教授) 2014 年5 月
目录 1 绪论 (1) 2 塑件成型工艺性分析 (3) 2.1 塑件的分析 (3) 2.2 ABS工程塑料的性能分析 (4) 3 拟定模具的结构形式和初选注射机 (5) 3.1 分型面位置的确定 (5) 3.2 型腔数量和排列方式的确定 (5) 3.3 注射机型号的确定 (6) 4 浇注系统的设计 (8) 4.1 主流道的设计 (8) 4.2 分流道的设计 (8) 4.3 浇口的设计 (10) 4.3 冷料穴的设计 (10) 5 成型零件的结构及计算 (11) 5.1 成型零件的结构设计 (11) 5.2 成型零件的工作尺寸计算 (11) 6 模架的确定 (14) 7 导向机构的设计 (16) 8 脱模机构的设计 (17) 9 侧向分型与抽芯机构设计 (19) 10 温度调节系统的设计 (23) 11 排气系统的设计 (25) 12 注射机参数的校核 (26) 结论 (27) 致谢 (28) 参考文献 (29)
1 绪论 一、研究意义 塑料是20世纪发展起来的新兴材料,由于应用广泛,已替代部分金属、木材、皮革及硅酸盐等自然材料,成为现代工业和生活中不可缺少的一种人造化学合成材料,并与金属、木材和硅酸盐三种传统材料一起,成为现代工业生产中四种重要的原材料之一。]5[ 二、国内外研究现状和水平 塑料模具的发展是随着塑料工业的发展而发展的,在我国,起步较晚,但发展很快,特别是最近几年,无论在质量、技术和制造能力上都有很大发展,取得了很大成绩。这可以在下列几个方面: (1) CAD/CAM/CAE技术在塑料模的设计制造上应用已越来越普遍,特别是CAD/CAM 技术的应用较为普遍,取得了很大成绩; (2) 应用电子信息工程技术进一步提高了塑料模的设计制造水平; (3) 气体辅助注射成型技术的使用更趋成熟; (4) 热流道技术的应用更加广泛; (5) 精密、复杂、大型模具的制造水平有了很大提高; (6) 模具寿命不断提高; (7)模具效率不断提高; (8) 采用模具先进加工技术及设备。 综上所述,我国塑料模具的质量、技术和制造能力近年来确实发展很快,有些已达到或接近国际水平。然而,由于我国模具制造基础薄弱,各地发展极不平衡,因此总体来看与国际先进水平相比和与国内外市场需求相比,差距还很大。这主要表现在:塑料模具产品水平,工艺装备水平,开发能力及经济效益等方面,管理及其他方面和产需矛盾等方面。 三、发展趋势 从塑料模具的设计、制造及材料选择等方面的考虑,塑料模具技术发展趋势可归纳为以下几方面: (1) 塑料模具标准化。模具标准化程度将不断提高我国模具标准化程度正在不断提高,估计目前我国模具标准件使用覆盖率已达到30%左右,国外发达国家一般为80%左右。 (2) 在模具设计制造中将全面推广CAD/CAM/CAE技术。CAD/CAM/CAE技术是模具技术发展的一个重要里程碑。实践证明,CAD/CAM/CAE技术是模具设计制造的发展方向。
模具设计规范标准规范标准
模具设计标准规范 1、目的: 确保模具设计规范化,统一化.能将设计意图正确的传达给制造部门?避免或减少失误。 2、范围: 工程部设计组接收工程部产品组转交的图文件、样品等资料到图纸发行为止之阶段均属之。 3、权责: 3.1工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模 具的组立图、3D拆模与拆电极、绘制零件图. 3.2现场加工各组:加工各组的组长,在加工前需先审视加工图,若发现与原先检讨的不符合或有误,甚至不合理,需立即反应工程部检讨查核后,方可继续加工。 4、名词释义: 无 5、作图环境标准: 5.1文字标准 5.1.1字体。数字及英文使用“ Arial ”字体,中文使用“标楷体”。 5.1.2文字大小。为了使整套图面文字视觉效果一致,在标准图框(即1:1图框,A4为297*210)中,设定字高为3.0,宽0.85。 5.2图面标准 5.2.1图框:为了便于查阅,装订,保存,图框统一标准如下: A0图框:841*1189 横印(附件 一) A1图框:594*841 横印(附件 二) A2图框:420*594 横印(附件 三) A3图框:420*297 横印(附件 四) A4图框:297*210 直印(附件 五) 5.2.2 图面要求 5.2.2.1零件图面按照其在模具当中的位置分类摆放,以便于查找。 5.2.2.2尺寸标注方式。除了圆以外,所有模板、模仁之尺寸均采用坐标标注方式
5.2.2.3 视图投影关系:第三视角法。 5.2.3图档版本
版本编号采用大写字母“ A”加上一位数字序号,数字序号按照图文件完成的时间先后顺序进行排列。例如A1、A2、A3等。 524图层与线型:为了便于图形与尺寸的识别,图层与线型统一标准如下:
模具设计2D结构图绘制一般方法
绘模具结构图 一、当把成品图调进模图时,成品图必须乘缩水。(模具尺寸=产品尺寸×缩水)必须把成品图MIRROR(镜射)一次,即模圈里的成品图是反像的(成品是完全对称的除外)在前模,应把不属于前模的线条删除在后模,应把不属于后模的线修删除。 二、成品在模具里应遵循分中的原则,特别是对称的,成品如果不分中,到工场加工时很可能出错。 三、所有枕位之模具,枕位必须避开入水,无法避开时要加水口铁。 四、成品之间12—20mm(特殊情况下,可以作3mm)当入水为潜水时,应有足够的潜水位置,成品至CORE边15-50mm,成品至CORE的边距与制品的存度有关,一般制品可参考下表经验数值选定。 制品的厚度(mm)成品至CORE边数值(mm) 2015—20 20—3020—30 30—4030—40 ﹥4050 五、藏CORE(内模料)深度28mm以上,前后模内模料厚度与制品的平面投影面积有关,一般制品可参考下表,经验数值选定。CORE料边至回针应有10mm距离。 制品平面投影面积前模内模料厚度A+型腔深度后模内模料厚度B+型腔深度 SP、CMmmMm ﹤772532 77—1163238 116—1543850 154—1934464 ≧1935076 CORE料宽度一般比顶针极宽或窄5—10mm,最低限度成品胶位应在顶针板内不影响落顶针,CORE料边至模胚边一般应有45—80mm 六、当在一块内模料上出多个CAVITY时,内模料大小不超过200×200mm。 七、模内镶入模框中圆角一般取10mm,如要开精框时则取16mm或更大,铍铜模模内不倒圆角。 八、任何一种塑胶入水位置应避免从唧咀直行入型腔。
2017注塑模具的加工标准和要求
模具制造标准 一、范围: 本标准规定了注塑模具的加工标准和要求。 二、引用标准: 《模具设计标准》《一般模具设计参照标准》《热嘴设计标准》《模具设计规范》 三、模具外观: 1.铭牌内容打印模具编号、模具重量(Kg)、模具外形尺寸(mm),字符均用1/4英寸的字码打上,字符清晰、排列整齐,铭牌厚度1mm铝片。 2.铭牌固定在模腿上靠近后模板和基准角的地方(离两边各有15mm的距离),用四个柳钉固定,固定可靠,不易剥落。 3.冷却水嘴用塑料块插水嘴Ф10管,规格可为G1/8″、G1/4″、G3/8″。如合同有特殊要求,按合同。 4.冷却水嘴原则上不伸出模架表面(客户另有要求除外),水嘴头部凹进外表面不超过3mm。 5.冷却水嘴避空孔直径为Ф25×30、Ф30×30、Ф35×30三种规格,孔外沿有倒角,倒角大于1.5×45,倒角一致。 6.冷却水嘴有进出标记,进水为IN,出水为OUT,IN、OUT后加顺序号,如:IN01、02,OUT01、02,要求用8~12mm字码打上。 7.进出油嘴、进出气嘴在IN、OUT前空一个字符加G(气)、O(油),字码相同。 8.模具安装柱下方有支撑腿加以保护。 9.模架上各模板有基准符号,大写英文DATUM,字高5/16″,位置在离边10mm处,字迹清晰、美观、整齐、间距均匀(或按模架厂统一)。 10.各模板有零件编号,编号在基准角符号正下方离底面10mm处,要求同9号,模号打在基准角的对边。 11.模具配件影响模具的吊装和存放,如安装时下方有外漏的油缸、水嘴、先复位机构等,应有支撑腿保护(同8号)。 12.支撑腿的安装用螺丝穿过支撑腿固定在模架上,如果过长的支撑腿则车加工外螺纹紧固在模架上。 13.模具顶出孔符合指定的注塑机,除小型模具外,原则上不能只用一个中心顶出(模具长度或宽度尺寸有一个大于500mm 时),顶出孔直径应比顶出杆大5-10mm。 14.定位环可靠固定(一般用三个M6或M8的内六角螺丝),直径一般为Ф100或Ф150mm,高出顶板10mm。(如合同有特殊要求,按合同)。 15.定位环安装孔必须为沉孔至少沉入5mm,不准直接贴在模架顶面上。 16.重量超过8000Kg的模具安装在注塑机上时,用穿孔方式压螺丝,不得单独压压板。如设备采用液压锁紧模具,也必须加上螺丝穿孔,以防液压机构失效(依客户而定)。 17.浇口套球R大于注塑机喷嘴R(一般为SR20)。 18.浇口套入口直径大于喷嘴注射口直径(大模为Ф5、小模为3.5)。 19.模具外形尺寸符合指定的注塑机。
注塑模具设计毕业答辩内容
一、首先是开场白:班的学生,我的毕业论文题目是对讲机注3各位老师,上午好!我叫金函绪,是08级机制在这里我向我的导师表示深深论文是在李章东导师的悉心指点下完成的,塑模具毕业设计。并对四年来我有机会聆听向各位老师不辞辛苦参加我的论文答辩表示衷心的感谢,的谢意,下面我将本论文设计的目的和主要内容向各位老师作一汇教诲的各位老师表示由衷的敬意。报,恳请各位老师批评指导。二、内容首先,我想陈述这个毕业论文设计的目的及意义。熟悉拟定塑料成型工艺和模具设计原则、)设计对讲机注塑模具,是基于一下几个目的:(1锻炼自己对步骤和方法。增加对注塑模具的认识,对塑料模具制作过程有一个大概的了解。未曾接触过的事物的分析问题和解决问题的能力。其次,我想谈谈这篇论文的结构和主要内容。. 本文分成10个部分第一部分是前言。这部分主要阐明了我国注塑模具的现状以及未来的发展方向并确定脱模斜第二部分是塑件工艺分析。这部分主要进行了塑料结构和材料成型工艺分析,度和模具的结构形式,同时完成浇注系统的设计。塑件和流道凝料在分型面上的投影第三部分是注射机型号的确定。这部分需要进行注射量、面积及锁模力的计算,并校核注射剂的工艺参数,确定注射机的型号。第四部分是模架的确定。主要确定模架的型号以及各板的尺寸。第五部分是合模导向及定位机构的设计。包括了导柱、导套以及斜导柱侧抽芯机构的设计。脱模阻力的计第六部分是脱模机构的设计和计算。主要囊括了脱模机构的设计原则及分类,算和脱模机构的选用。第七部分内侧抽芯机构的设计。主要完成内抽芯距的计算。第八部分是模具温度调节系统的设计和计算。包括了冷却系统的设计及冷却装置的设计要点,计算冷却参数和冷却时间。第九部分模具零件的选材和制造工艺。主要包括了模具各零件的选材及制造工艺。第十部分是模具的装配和工作过程。主要包括模具装配的步骤和模具工作过程校验和修改。不足之处:不能根据实没有实践经验,本次设计的不足之处是我对模具设计过程中思考问题有些简单,以及对塑料模具知识的缺乏,使该设计中有不足之处,请各位老师批评指正。际情况来修改,老师提问:掌握了塑料模具成本论文的优缺点:对塑料模具在成型过程中有了更深一层的理解,(10)解决对独立设计模具具有一次新的锻炼,学会了分析问题、型的机构特点及设计计算办法,模具中斜顶杆不能准问题的方法。本设计的不足之处在于:大量生产后,由于顶针板变形,确复位,并对型腔造成损害,使塑件上有磨伤,且侧凹位置发生变化,无法满足装配要求。)写作毕业论文的体会(9对我在大学阶段所学习的模具设计方面的知识做了一个很好的总结通过本次毕业设计,也发现了自己在学科内的和巩固,也对平时所学习的比较零散的知识做到了系统化的运用。对模具的设计和加工有了通过本次设计,做到了很好的复习和理解。某些方面知识的欠缺,但在李章东老师的热心指导下,.一个比较系统全面的认识和了解,同时也遇到了很多问题,终于圆满完成了设计任务,在此对给予我帮助的老师们及同学们表示真挚的感谢。 8()还有那些问题自己还没有搞清楚,在论文中论述的不够透彻?对于斜导柱的侧抽芯机构不甚了解,对斜导柱和滑块、导槽的配合过程中的整个动作过程 不太明白。对斜导柱的在模架上的安装位置还不太明白。 (7)论文虽未论及,但与其较密切相关的问题还有那些? 我对塑料的基本情况进行了了解。首先是塑料的组成和特性,塑料由合成树脂和添加剂组成,添加剂包括填充剂、稳定剂、增塑剂、润滑剂、固化剂、着色剂。其次是塑料的特性,包括质量轻、电气绝缘性好,强度刚度高、化学稳定性好。热导率低,耐磨性能优良。最后是塑料的分类,按合成树脂受热的状态可以分为热塑性塑料和热固性塑料,按应用范围分为通用塑料、工程塑料、特种塑料。 (6)在研究本课题的过程中发现了那些不同的见解?对这些不同的见解,自己是怎么逐步认识的?又是如何处理的? 对分流道设计过程中,由于分流道的截面有圆形、梯形、U型、矩形等,为了减少分流道内的压力损失,希望分流道的截面面积要大,同时,为了减小散热,又希望分流到表面积要小,对选用
精密模具设计要点
轿车精密塑料件成型模具的设计要点 轿车的塑料零部件如线圈骨架、基座、保险丝盒、灯座、片式熔断器、中央配电盒、护套、推动架、簧片排组件及外罩等大都采用注射成型,由于这些塑料件本身具有较高的设计精度,使得对这些塑料件不能采用常规的注射成型,而必须采用精密注射成型工艺技术。为了保证轿车精密塑料件的性能、质量与可靠性,注射成型出质量较高、符合产品设计要求的塑料制品,必须对塑料材料、注塑设备与模具及注塑工艺不断进行改进。 1 影响精密注塑的主要因素 判定精密注塑的依据是注塑制品的精度,即制品的尺寸公差、形位公差和表面粗糙度。要进行精密注塑必须有许多相关的条件,而最本质的是塑料材料、注塑模具、注塑工艺和注塑设备这四项基本因素。设计塑料制品时,应首先选定工程塑料材料,而能进行精密注塑的工程塑料又必须选用那些力学性能高、尺寸稳定、抗蠕变性能好、耐环境应力开裂的材料。其次应根据所选择的塑料材料、成品尺寸精度、件重、质量要求以及预想的模具结构选用适用的注塑机。在加工过程中,影响精密注塑制品的因素主要来自模具的精度、注塑收缩,以及制品的环境温度和湿度变化幅度等方面。 在精密注塑中,模具是用以取得符合质量要求的精密塑料制品的关键之一,精密注塑用的模具应切实符合制品尺寸、精度及形状的要求。但即使模具的精度、尺寸一致,其模塑的塑料制品之实际尺寸也会因收缩量差异而不一致。因此,有效地控制塑料制品的收缩率在精密注塑技术中就显得十分重要。 模具设计得合理与否会直接影响塑料制品的收缩率,由于模具型腔尺寸是由塑料制品尺寸加上所估算的收缩率求得的,而收缩率则是由塑料生产厂家或工程塑料手册推荐的一个范围内的数值,它不仅与模具的浇口形式、浇口位置与分布有关,而且与工程塑料的结晶取向性(各向异性)、塑料制品的形状、尺寸、到浇口的距离及位置有关。影响塑料收缩率的主要有热收缩、相变收缩、取向收缩、压缩收缩与弹性回复等因素,而这些影响因素与精密注塑制品的成型条件或操作条件有关。因此,在设计模具时必须考虑这些影响因素与注塑条件的关系及其表观因素,如注塑压力与模腔压力及充模速度、注射熔体温度与模具温度、模具结构及浇口形式与分布,以及浇口截面积、制品壁厚、塑料材料中增强填料的含量、塑料材料的结晶度与取向性等因素的影响。上述因素的影响也因塑料材料不同、其它成型条件如温度、湿度、继续结晶化、成型后的内应力、注塑机的变化而不同。 由于注塑过程是把塑料从固态(粉料或粒料)向液态(熔体)又向固态(制品)转变的过程。从粒料到熔体,再由熔体到制品,中间要经过温度场、应力场、流场以及密度场等的作用,在这些场的共同作用下,不同的塑料(热固性或热塑性、结晶性或非结晶性、增强型或非增强型等)具有不同的聚合物结构形态和流变性能。凡是影响到上述"场"的因素必将会影响到塑料制品的物理力学性能、尺寸、形状、精度与外观质量。 这样,工艺因素与聚合物的性能、结构形态和塑料制品之间的内在联系会通过塑料制品表现出来。分析清楚这些内在的联系,对合理地拟定注塑加工工艺、合理地设计并按图纸制造模具、乃至合理选择注塑加工设备都有重要意义。精密注塑与普通注塑在注塑压力和注射速率上也有区别,精密注塑常采用高压或超高压注射、高速注射以获得较小的成型收缩率。综合上述各种原因,设计精密注塑模具时除考虑一般模具的设计要素外,还须考虑以下几点:①采用适当的模具尺寸公差;②防止产生成型收缩率误差;③防止发生注塑变形;④防止发生脱模变形;⑤使模具制造误差降至最小;⑥防止模具精度的误差;⑦保持模具精度。 2 防止产生成型收缩率误差 由于收缩率会因注塑压力而发生变化,因此,对于单型腔模具,型腔内的模腔压力应尽量一致;至于多型腔模具,型腔之间的模腔压力应相差很小。在单型腔多浇口或多型腔多浇