缝纫机针型号对照表
织物缝纫性与缝纫机针的构造性能
缝纫机针的构造与性能(小机针大学问) 引用 (一)缝纫机针的构造与机能 缝纫机针是缝纫机所不成或缺的器件,它是主要的成缝构件,它的作用是带线穿刺面料,在回升时形成线环以便成缝器钩取线环,最终形成线迹。尽管缝纫机针种类繁多,从外形上看也有很大不同,但它们的基本结构有共同之处,在生产中施用最多、最遍及的是平缝针。这里以平缝直针为例先容缝纫机针的基本结构。 1、缝纫机的结构 图3-37是平缝机针的结构表示意思图,它由以下几个部分构成: 图3-37 缝纫针结构 针顶(E)——针的顶部锥体部分,确保装针到位,不在顶部孕育发生空位,使针稳固。针柄(G)——整根针直径最大的部分,为整根针的支柱,通过它把针安装在缝纫机上并固定位置,在针柄上有磨平加工,针没有确实地安装好,则可能会使针弹出或攀折,相同型号机针的针柄长度和直径均相同。 针肩(B)——针柄下略呈藐小的部分,其直径较针柄细,较针身粗,是针身与针柄的过渡部分,使针逐步变细,其主要作用是增强针的强度。为了避免断针位置随机性而引起的断针刺破缝料的征象,在针肩下方一般通过特别处置惩罚,让机针遭破坏时在此处断裂。 针身(D)——从针肩延展到针眼部分,呈细长状,是缝纫机的主体,其主要作用是运线,即带引缝纫线穿越缝料。当针穿越缝料时,此部位承受的摩擦力最大。 针穴(H)——在针身的下部,位置在针眼之上,是个缺刻的部位,能够使针和钩部(梭尖)越发紧接,以构成一个形成线圈的理想部位,使缝纫机在工作时梭尖能够精确无误地钩取线圈。 长针槽(B)——在针身上,缝纫线沿针身向下移动,在针穿越缝料时,针槽为缝纫线供给了一个具备保护性的通道,线在槽中滑动,大大削减了缝纫线与缝料之间的摩擦。针槽需经过精细研磨,以确保线到顺畅。 针眼线孔(F)——线孔位于针尖与针杆的交代处,让缝线通过缝针的孔,直接带引缝纫线穿过缝制物的部分。在缝纫中缝线在线孔中快速地重复滑动,好的线孔所具备条件就是能让任何缝线都可滑顺的穿过线孔,为了使成为事实粗的缝线也可用细针的目标,针眼孔径通常尽可能的扩大。 短针槽(I)——位于针孔附近,比针孔大约长一倍,在机针穿刺面料时导引面线。在机针回升时由于面线部分露出槽外,会孕育发生较大摩擦力,遏止面线随针上升,起促进线环的
旋梭和梭心套的结构构造原理
旋梭和梭心套 一、旋梭的原理、结构和分类 在现代缝纫设备中,以锁式线迹缝合的缝纫机最为普遍。这些缝纫机大多数是采用旋梭,以其梭尖勾住线环,同时扩大线环,并引导线环环绕过梭心而构成锁式线迹的。 普通旋梭的工作原理是:在机针上升一定距离后,旋梭床的梭尖,开始勾进线环,梭尖勾住线环后继续转动,当线环被送到旋梭架导轨口时,线环被梭架分线钩勾住,这时机针应由下极限位置上升2 毫米左右。旋梭架.上的分线钩子应当在线环快要接近时,使线环端部留有时间移到导轨的后面去,分线钩子与机针运动轴线角为50°左右,由梭床梭尖外框凸面上边45°处勾住线环,继续转动,线环的端部勾在分线钩子上,为了使线环顺利地滑到梭架的表面上,导线板尾部的斜边把线环的线头~面向外拨开,而线环的后部,一边被梭架分线钩子勾着,向梭架底部滑下,在这瞬间,机针在旋梭机构中退出。由于梭架过线处非常光滑,使线环顺利地从梭架底部滑出,能使梭尖转过180°时,挑线杆上升,把挑线杆前所送下来的剩余部分线收上来,梭尖勾住线环继续旋转,线环前半部分在导线板下面,通过外框凸面45°斜面后,正在移动的导线板边缘,逐步高出梭架,把前半部线环向外拨开.后半部线环由梭架分线钩子勾住,而把线环前后分开,最后线环前后面套过梭架,把底线套在中间,经挑线杆拉紧线环,形成线迹。旋梭机构的操作周期,203°~312°间是勾住线环及扩大线环的阶段,312°~320°间是针从梭心套缺日退出阶段0°~180°是空行程。上轴一转,旋梭二转.并在第二转时产生作用。 旋梭形成线迹的原理与摆梭基本相同,但它的形成线迹的过程和方法与摆梭又有不同:旋梭是作等角速度旋转运动,而摆梭是作不等速往复摆动运动;在机针作一次上下往复运动中(主轴旋转一周),旋梭等角速度旋转两周,而摆梭来回摆动一次;旋梭是旋梭架固定的,旋梭床是转动的,它是由梭床尖来勾住线环,由旋梭架钩子来进行分线,使其绕过梭心套与梭架底部、上边,从旋梭板头子处面脱线形成线环的. 随着现代缝纫工业的发展各类合成纤维织物和缝线的出现,对旋梭的要求越来越高。目前使用中的缝纫设备、织物、缝线、服装、线缝和线迹形式种类越来越多,需要各种不同类型和尺寸的旋梭,以满足几乎是没有限止的缝纫情况组合。现在世界上的各种旋梭多达数百种,目前国内常用的旋梭大体上可分成三大类,即96型旋梭、107型旋梭、112型旋梭。 96型旋梭是各种型号直形线缝锁式线迹单针缝纫机所用旋梭,装配位置一般为横向卧式,旋梭的回转轴线平行于底板工作固并垂直于送料方向,见图6-23所示。这类旋梭根据工作速度又可分为中速旋梭(3000针/分以下)和高速旋梭(4500~5500针/分)。中速旋梭的孔径为φ7.24 毫米,适用于GC1一l、GC1一2、GC1一3、GC2一2、GC5一1等国内型号的中速工业平缝机。国内生产的96型中速旋梭,也能与国外美国胜家95一40、96一40;日本重机TR-7、TL-72、DDL;三菱DB32一10、DX370一10;德国杜可普206、207、270的各类型号的中速缝纫机配套使用.高速旋梭的孔径有φ7.94 毫米和φ8 毫米两种,适用于:GC6一1、GC6-l、GC8一l、GC8一2、GC10一l、GC10--2、GC15--1、
缝纫机结构及种类词汇的英文表达
缝纫机结构及种类词汇的英文表达 一、缝纫机结构 arm 车身 arm shaft 主轴 balance wheel / hand wheel 扳轮 / 尾轮 bed 车台 bed shaft 底轴 bobbin winder 绕线器 face plate 门盖 knee lift 抬脚器 thread stand 线架 bobbin 梭心 bobbin case 梭匣 bobbin case latch 梭匣柄 bobbin case tension spring 梭匣簧 feed dog 狗牙器 needle bar 针把 needle clamp 针夹 presser bar lifter 手抬压脚 presser foot 压脚 stitch regulator 针步调节器 throat plate / needle plate 喉片 thread guard 护线器
thread guards / eyelets 导线器 thread take-up 跳线器 tension devices / tension disco 夹线器oscillating shuttle 来回式梭仔rotary hook 旋转式梭仔 二、各种缝纫机车 SINGLE-NEEDLE FLAT SEWING MACHINE 单针平车COMPUTER SEWING MACHINE 计算机平车MULTI-NEEDLE FLAT SEWING MACHINE 双针车STRAIGHT LOCK STITCHER WITH THREAD 自动剪线平缝车FLAT SEWING MACHINE 标准平缝车HEMMER 包缝机OVERLOCK MACHINE 包缝机TACKING MACHINE 套结机STRAIGHT BUTTONHOLE 平头锁眼机EYELET BUTTONHOLE SEWING 圆头锁眼机BUTTON ATTACHING MACHINE 钉扣机CUTTER 电剪 FUSING PRESS MACHINE 粘合机PRESSING STAND WITH A VACUUM 抽湿烫台IRONING MACHINE 整烫机BOILER 锅炉ELECTRIC /STEAM IRON 电/蒸气熨斗
华为交换机对照表
华为交换机对照表: 华为 S5700-24TP-SI(AC): 产品类型:千兆以太网交换机 应用层级:三层 传输速率:10/100/1000Mbps 端口数量:28个 背板带宽:256Gbps VLAN支持4K个VLAN支持 网络管理:支持堆叠支持MFF 包转发率:36Mpps MA(地址表:16K 网络标准:IEEE 802.3,IEEE 8 端口结构:非模块化 交换方式:存储-转发 华为 S2700-26TP-SI(AC) 产品类型:智能交换机 应用层级:二层 传输速率:10/100Mbps 端口数量:26个背板带宽:32Gbps VLAN 支持 IEEE802.1Q(V) 网络管理:支持堆叠支持自动 包转发率:6.6Mpps MA(地址表:8K 网络标准:IEEE 802.3,IEEE 8 端口结构:非模块化 交换方式:存储-转发 LI(Lite software Image)表示设备为弱特性版本。 SI (Sta ndard software Image)表示设备为标准版本,包含基础特。 EI(E nha need software Image)表示设备为增强版本,包含某些高级特性。 HI(Hyper software Image)表示设备为高级版本,包含某些更高级特性Z,表示没有上行接口;(新产品不允许此位) G,表示上行GBIC接口; P,表示上行SFP接口; T,表示上行 RJ45接口 V,表示上行VDSL接口; W表示上行可配置 WAt接口; C,表示上行接口可选配; M表示上行接口为多模光口; S,表示上行接口为单模光口; F,表示下行接口为模板板,可插光接口板或电接口板。主要为兼容3526F,3526EF,3552F 华为Quidway S2326TP-EI(AC) 产品类型:运营级接入交换机应用 层级:二层 传输速率:10/100Mbps 端口数量: 26个 背板带宽:32Gbps VLAN支持基于MAC地址的V 网络 管理:支持堆叠支持自动包转发率: 6.6Mpps MAC地址表:8K 网络标准:IEEE 802.3,IEEE 8 端 口结构:非模块化 交换方式:存储-转发 华为S3700-28TP-SI(AC) 产品类型:快速以太网交换机应用 层级:三层 传输速率:10/100Mbps 端口数量: 28 背板带宽:64Gbps VLAN支持4K个VLAN支持网络 管理:支持MFF支持Telne 包转发 率:9.6Mpps MAC地址表:16K 网络标准:IEEE 802.3,IEEE 8 端口结构:非模块化交换方式:存 储-转发
工业用缝纫机基本知识
工业用缝纫机基本知识 (一)缝纫机的分类 缝纫是服装加工的主要工序,在该工序中,要完成缉缝、拼合、包缝、缲缝、绱袖、锁眼、钉扣、绱拉链等繁多的作业。 工业用缝纫机了粗分为通用、专用、装饰用及特种缝纫机等种类。 1、通用缝纫机 ①工业平缝机是服装生产中使用面广量大的设备,主要用于平缝。近年来,工业平缝机正在向高速化、计算机化方向发展,车速已从3000r/min提高到5000~6000r/min;缝纫功能除一般用途外,还具有自动倒缝、自动剪线、自动拨线、自动松压脚和自动控制上下针位停针以及多种保护功能。 ②包缝机分3线、4线和5线包缝机,其中3线包缝机(锁边机、码边机)和5线包缝机应用广泛。 ③绷缝机主要用于针织内衣的棉毛布、汗布拼接、滚领、滚边、折边、绷缝等。 2、专用缝纫机专用缝纫机是用于完成某种专用缝制工艺的缝纫机械,如锁眼机、钉扣机、套节机等。 3、装饰用缝纫机装饰用缝纫机是用于缝制各种漂亮的装饰线迹及缝口的缝纫机械,如绣花机、曲折缝机、月牙机等。
4、特种缝纫机特种缝纫机是能按设定的工艺程序、自动完成严格作业循环的缝纫机械,如自动开袋机、自动绱袖机、自动缝小片机等。 三、平缝机的构造及使用方法 工业用平缝机的使用方法 1、机针的选择和安装在一般情况下,缝制薄、脆、密的缝料应选用小号(细)针,而缝制厚、柔、疏的缝料则宜用大号(粗)针。缝制薄料用粗针,会由于机针与缝料摩擦较大,机针上升时缝料会随机针在压脚槽内上升,延缓了线环的形成,从而引起跳针;缝制厚料时如选用了细针,则会引起机针弯曲或断针。 在高速缝纫时机针和缝料的剧烈摩擦会导致机针针温过高,严重的会在化纤织物中形成熔洞或造成化纤缝线熔融,针孔过线阻力增加,使面线成形条件恶化而引起跳针或断线,因此应对机针进行特别的选择和冷却。 在高速缝制低熔点的化纤织物时,可采用双节机针或高速机针,双节机针上节粗可增加机针刚度,下节细可减少针与缝料摩擦,从而使针温降低;高速机针的针尖部和针孔两侧尺寸比针杆直径粗5%~7%,可减少针杆与缝料的摩擦生热。 用缝线上加硅油及风冷的方式作业可有效地降低针温,硅油无色、透明、易于挥发,高速缝纫时能带走机针部分热量。
工业缝纫机分类和基本知识
(一)缝纫机的分类 缝纫是服装加工的主要工序,在该工序中,要完成缉缝、拼合、包缝、缲缝、绱袖、锁眼、钉扣、绱拉链等繁多的作业。 工业用缝纫机了粗分为通用、专用、装饰用及特种缝纫机等种类。 1、通用缝纫机 ①工业平缝机是服装生产中使用面广量大的设备,主要用于平缝。近年来,工业平缝机正在向高速化、计算机化方向发展,车速已从3000r/min提高到5000~6000r/min;缝纫功能除一般用途外,还具有自动倒缝、自动剪线、自动拨线、自动松压脚和自动控制上下针位停针以及多种保护功能。 ②包缝机分3线、4线和5线包缝机,其中3线包缝机(锁边机、码边机)和5线包缝机应用广泛。 ③绷缝机主要用于针织衣的棉毛布、汗布拼接、滚领、滚边、折边、绷缝等。 2、专用缝纫机专用缝纫机是用于完成某种专用缝制工艺的缝纫机械,如锁眼机、钉扣机、套节机等。 3、装饰用缝纫机装饰用缝纫机是用于缝制各种漂亮的装饰线迹及缝口的缝纫机械,如绣花机、曲折缝机、月牙机等。 4、特种缝纫机特种缝纫机是能按设定的工艺程序、自动完成严格作业循环的缝纫机械,如自动开袋机、自动绱袖机、自动缝小片机等。 三、平缝机的构造及使用方法 工业用平缝机的使用方法 1、机针的选择和安装在一般情况下,缝制薄、脆、密的缝料应选用小号(细)针,而缝制厚、柔、疏的缝料则宜用大号(粗)针。缝制薄料用粗针,会由于机针与缝料摩擦较大,机针上升时缝料会随机针在压脚槽上升,延缓了线环的形成,从而引起跳针;缝制厚料时如选用了细针,则会引起机针弯曲或断针。 在高速缝纫时机针和缝料的剧烈摩擦会导致机针针温过高,严重的会在化纤织物中形成熔洞或造成化纤缝线熔融,针孔过线阻力增加,使面线成形条件恶化而引起跳针或断线,因此应对机针进行特别的选择和冷却。 在高速缝制低熔点的化纤织物时,可采用双节机针或高速机针,双节机针上节粗可增加机针刚度,下节细可减少针与缝料摩擦,从而使针温降低;高速机针的针尖部和针孔两侧尺寸比针杆直径粗5%~7%,可减少针杆与缝料的摩擦生热。 用缝线上加硅油及风冷的方式作业可有效地降低针温,硅油无色、透明、易于挥发,高速缝纫时能带走机针部分热量。 安装机针时切断电动机电源,转动上轮,使针杆上升到最高位臵,旋松装针螺丝,将机针的长容线槽朝向操作者的左面,然后把针柄插入针杆下部的针孔,使其碰到针杆孔的顶部,再旋紧装针螺丝。如图3-9。
常用缝制工具及其使用方法
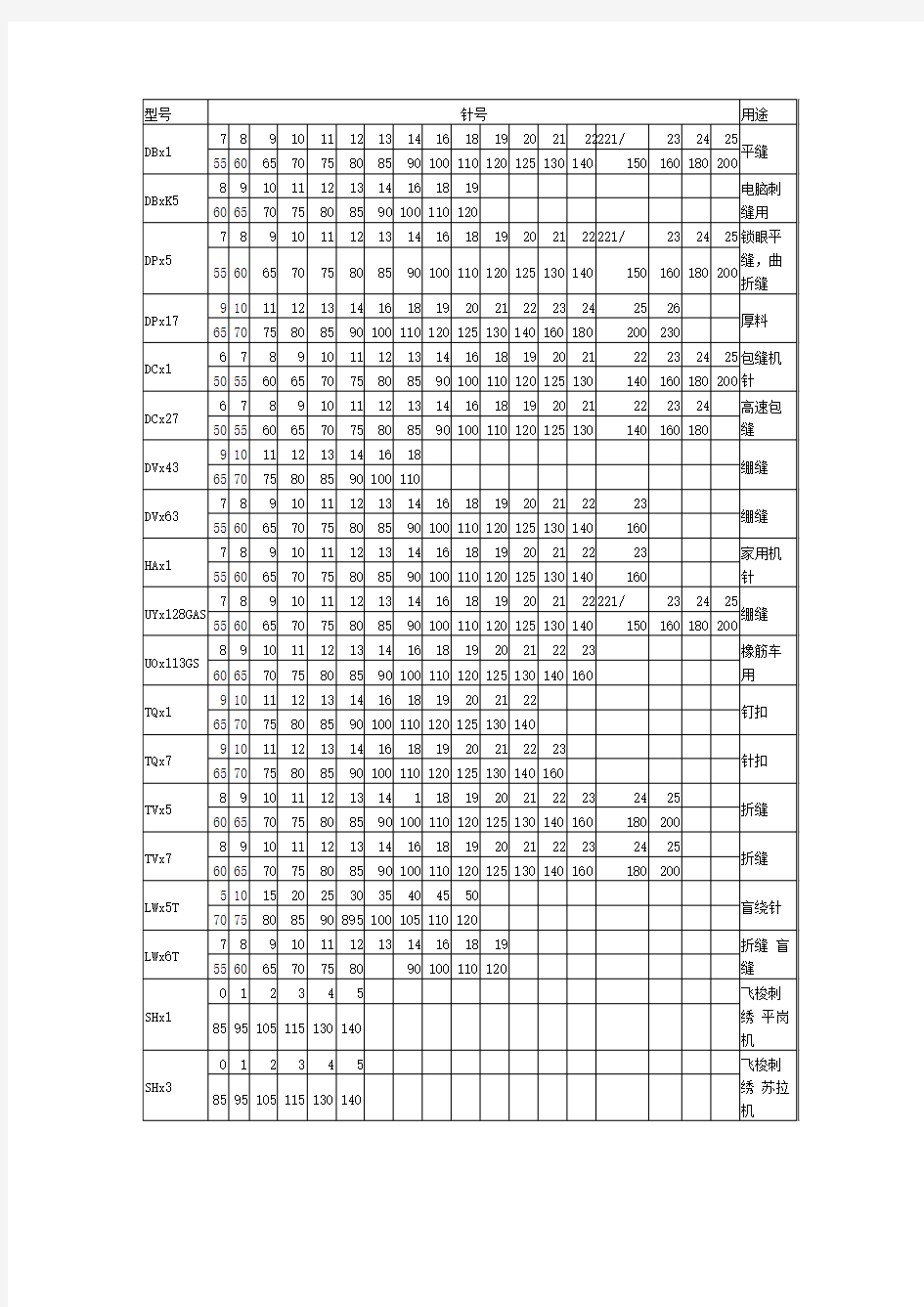
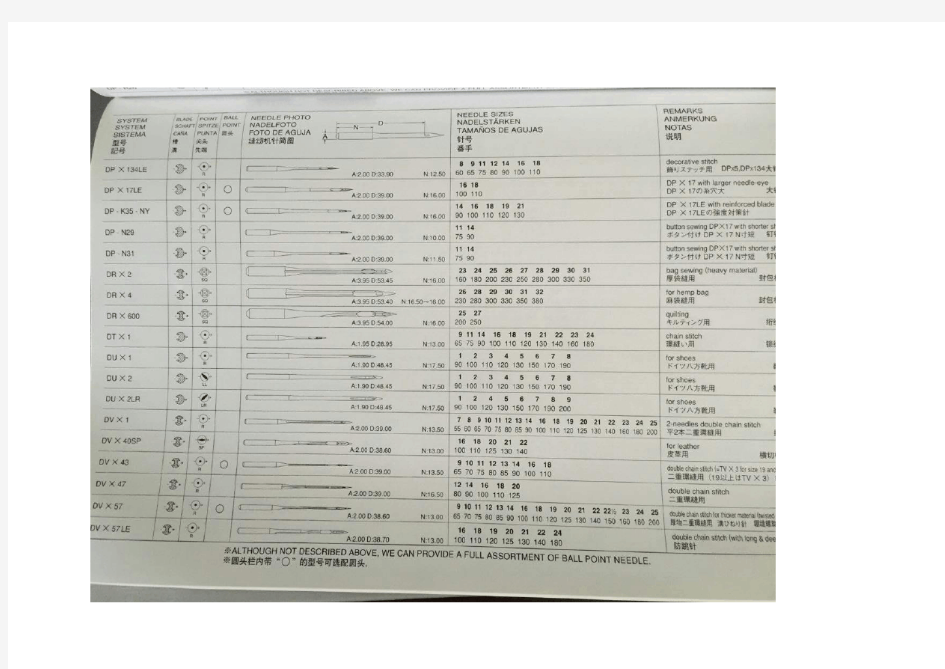
常用缝制工具及其使用方法 2007/0826 ?已有0条评论 ?文章分类:服装加工 缝制加工离不开工具,合理、正确地选择好工具才能提高缝制加工的质量和效率。 一、缝纫机针的针号及使用方法 为了适应各种服装加工的要求,缝纫机种类较多,缝纫针的材料、结构、形状、规性能更是多种多样。机针型号目前有15000种以上。 (一)缝针分类 缝针可分为家用缝针和工业用机针两类。 (1)家用缝针:主要用于手工或低速电动运转的家用型缝纫机,只适合完成普通的缝合,在一般小型企业的低档产品加工时仍有采用,有各种型号的手针和家用型机针。 (2)工业用机针:主要在中、高速缝纫机上使用,适合成衣加工企业中的工业批量产品,服装品位和质量都要求较高,因此对机针的要求也随之提高。工业用针还可以分为平缝机针、包缝机针、链缝机针、绷缝机针、缲边机针等。 (二)机针型号、规格 从针体外形观察有直针和弯针两种。 大多数缝纫机使用直针:暗缝机、珩缝机使用弯针,弯针多用于暗线迹的加工,如缲边、纳驳头等。 1、针型表2-1为几种常用工业缝纫机所使用的国产机针与进口机针的对照。 机针型号对照
2、针号是机针针杆直径的代码,是对缝制物种类而言的。我国常用的针号表示方法有3种,即公制、英制和号制,如表2-2所示。 表2-2 针号对照 二、缝纫线 缝纫线必须具备三项基本要求,即可缝性、耐用性与外观质量。 (一)缝纫线的基本知识 分类: (1)天然纤维型:棉线、麻线、丝线等。 (2)化学纤维型:涤纶线、锦纶线、维纶线等。 (3)混合型:涤棉混纺线、涤棉包芯线等。 (二)棉缝纫线 一般天然纤维为原料制成的棉缝纫线,称为棉线。 1、主要种类棉缝纫线主要分成3种,即蜡光线、丝光线和无光线 表2-3 蜡光线的规格及其用途
华为交换机对照表
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】 华为交换机对照表: 华为Quidway S2326TP-EI(AC) 产品类型:运营级接入交换机 应用层级:二层 传输速率:10/100Mbps 端口数量:26个 背板带宽:32Gbps VLAN:支持基于MAC地址的V 网络管理:支持堆叠支持自动 包转发率:6.6Mpps MAC地址表:8K 网络标准:IEEE 802.3,IEEE 8 端口结构:非模块化 交换方式:存储-转发 华为S2700-26TP-SI(AC) 产品类型:智能交换机 应用层级:二层 传输速率:10/100Mbps 端口数量:26个背板带宽:32Gbps VLAN:支持IEEE 802.1Q(V ) 网络管理:支持堆叠支持自动 包转发率:6.6Mpps MAC地址表:8K 网络标准:IEEE 802.3,IEEE 8 端口结构:非模块化 交换方式:存储-转发 华为S3700-28TP- 产品类型:快速以太网交换机 应用层级:三层 传输速率:10/100Mbps 端口数量:28 背板带宽:64Gbps VLAN:支持4K个VLAN 支持 网络管理:支持MFF 支持 包转发率:9.6Mpps MAC地址表:16K 网络标准:IEEE 802.3,IEEE 8 端口结构:非模块化 交换方式:存储-转发 型号识别 L I(Lite software Image)表示设备为弱特性版本。 SI (Standard software Image)表示设备为标准版本,包含基础特。 EI(Enhanced software Image)表示设备为增强版本,包含某些高级特性。 HI(Hyper software Image)表示设备为高级版本,包含某些更高级特性Z,表示没有上行接口;(新产品不允许此位) G,表示上行GBIC接口; P,表示上行SFP接口; T,表示上行RJ45接口 V,表示上行VDSL接口; W,表示上行可配置WAN接口; C,表示上行接口可选配;
缝纫机针、手缝针管理制度-
缝纫车间机针、手缝针管理制度 为进一步加强和规范缝纫机针、手缝针(钩针)管理,增强员工责任心,本着对客户负责的态度,现重申机针管理制度如下: 一、发放 1、各线设固定机针总根数,组长为本线机针、手缝针管理责任人。 2、组长严格按工艺要求发放针的型号,每月底对本线机针、手缝针 彻底盘点一次,质量主管负责监督、审核。 3、组长及时做好断针交换记录,包内的根数与所贴实物根数相加的 总和必须准确无误,包括型号也必须相稳合。 4、更换复杂品种且时间较紧的特殊情况下,组长可先将刚卸下的机 针放在空针包内,从备用针的针包中拿取新针发放使用,更换品种基本结束后,在1个工作日内将卸下的针分别确认,及时贴附,同时对在线根数做总盘点,有问题及时查找并反馈车间。 二、换针 1、发生断针后,组长第一时间到现场维护现场相邻人员的衣包不进 不出,同时协助员工必须找全断针,凭一根完整的缝针方可更换新针。 2、组长负责检查缝针的完整,缺尖少段不得更换新针。 3、更换缝针必须由组长亲自把关,不得由缝纫工自己更换。 4、在难以找全断针时(组长要及时汇报车间到场确认),由组长陪 同员工将机台附近2M*2M内所有衣包(成品、半成品)送验针房验针,由验针工签字确认,方可发放新针,同时将流水上周转的车号、裁单号、颜色、公分、数量等明细邮件发送车间,车间
邮件通知后道验针、把关。 5、组长领针必须凭断针交换记录台帐、领料单,以旧换新。 6、仓库人员必须严格把关。 三、用针 员工必须使用公司订购、组长发放的机针、手缝针,下列情况不得使用: 1、由他人找来的缝针; 2、自己托外公司人员找来的缝针;自己采购的缝针; 3、拆卸其他机台的缝针; 4、员工出现断针后,对寻找断针或验针所用的时间由组长记录,并按计时工资发放。 四、手缝针 1、组长每天对手缝针进行回收和发放并及时做好针的发放记录。 2、换针、用针管理制度参照以上机针管理要求。 3、组长必须随时抽查,定期检查。质量主管为本区的检查、监督人。 一旦发现不规范渠道找来的机针、手缝针,当事人、组长、质量主管需承担责任。 以上事项由各地域分管的质量主管负责检查、监督(每周至少检查一次并有记录,发现不合格及时反馈车间)。
缝纫机机针的选型
缝纫机机针的选型(一) 缝纫机机针是用户使用量最大的零部件。虽然服装工厂每天都在使用缝纫机机针,但并非所有的工厂都能正确选用缝纫机机针。市场上的缝纫机机针品牌很多,产品型号十分丰富,往往让购买者眼花缭乱,加之有鱼目混珠、以假乱真的情况存在,小小的缝纫机机针也会给购买者带来大烦恼。 1. 不同类型的机针 通常来说,机针选择的决定性因素是针头的形状。根据机针针头形状的不同,机针可以分为特尖型(字母表示为SPI)、一般尖型或标准型(字母表示为R)、小圆头型(字母表示为SES)、中圆头型(字母表示为SUK)、大圆头型(字母表示为SKF)、斜切刀型(字母表示为LR)以及直切刀型(字母表示为S)等等。 图1 不同形状的机针针头 不同品牌的机针其分类也不同,比如德国莱茵(RHEIN NADEL)还把小圆头用字母表示为SIN,把中圆头用字母表示为SI,另外还分锥形机针(STU)、特殊圆头针(SKL)以及牛仔尖球针(DAT)等。又如日本风琴,其机针分类除了涉及形状外,还与使用环境有关。由于不少读者向《中外缝制设备》咨询风琴机针的情况,下文就主要介绍风琴机针的分类情况。 1.1 不同字母标识的风琴机针(不完全) 1.1.1 超级化纤针 超级化纤针根据工艺不同分为SU型、HP型、ASU型、PSU型四种类型,在其产品外包装上有相应的字母表示。这类机针经过特殊表面处理,具有自动润滑性,在减少阻力的同时能减少发热,防止跳针、断线等现象的发生。SU型表示具有高度散热性的防针热表面处理,AUS和PSU都表示具有光滑并难以发热的防针热表面处理。前面三种类型机针主要适用针织布料、轻薄合成布料、棉布以及丝绸(含合成纤维),可以缝制针织内衣、睡衣、衬衫、女装、运动服等等。而PSU型为复合陶瓷镀层,主要针对硬质布料,皮革(含合成)、网状布料等,可以缝制汽车椅套、运动鞋、凉鞋、皮革衣料以及内衣。
最新新款华为型号代码表
华为型号代码表 P20 EML-AL00/TL00 P20PRO CLT-AL00/TL00 P10 VTR-AL00 麦芒7 SNE-AL00 P10PLUS VKY-AL00 麦芒 6 Rhone-al00 P9 EVA-AL10 麦芒 5 MLA-AL10 P9PLUS VIE-AL10 G9青春VNS-AL00 P8 GRA-UL10 G9plus MLA-TL10/UL00 P8lite ALE-TL00 畅享8plus FLA-AL10/TL10 mateRS保时捷NEO-AL00 畅享8e ATU-AL10/TL10 Mate10保时捷BLA-AL00 畅享8 LDN-AL00/10/20 Mate10pro BLA-AL00/TL00 畅享7 SLA-AL00/TL10 Mate10 ALP-AL00/TL00 畅享7plus TRT-AL00/00A Mate9 MHA-AL00/TL00 畅享7S FIG-AL00/10 Mate9pro LON-AL00 畅享 6 NCE-AL00/10 Mate8 NXT-AL10/TL00 畅享6S DIG-AL00/TL10 MateS CRR-TL00 畅享 5 TIT-TL00/CL00 Nova3i INE-AL00/TL00 畅享5S TAG-AL00/TL00 Nova3 PAR-AL00/TL00 畅玩 6 MYA-AL10 Nova3e ANE-AL00/TL00 畅玩6X BLN-AL20/30 Nova2s HWI-AL00/TL00 畅玩7 DUA-AL00/TL00 Nova2plus BAC-AL00/TL00 畅玩7X BND-AL10/TL10 Nova2 PIC-AL00/TL00 畅玩7C LND-AL30/40 nova CAZ-AL00/TL10 畅玩7A AUM-AL00/20 荣耀8X JSN-AL00a 荣耀8XMax ARE-AL00/10 荣耀note10 RVL-AL09 荣耀play COR-AL10/TL10 荣耀10 COL-AL00/10 荣耀V10 BKL-AL00/10 荣耀9 STF-AL00 荣耀V9 DUK-AL20 荣耀9i LLD-AL20/30 荣耀9青春LLD-AL00/10 荣耀V9play JMM-AL10/TL10 荣耀8 FRD-AL10 荣耀note8 EDI-AL10 荣耀V8 KNT-AL10/20 荣耀8青春PRA-AL00/TL10 Magic NTS-AL00
缝纫机针的构造与性能
缝纫机针的构造与性能 中国服装皮革机械网(https://www.360docs.net/doc/4216693901.html,)依托于杭州明通科技有限公司在企业信息化和电子商务范畴丰富的服务经验和雄厚的技能实力,致力于为服装机械、制鞋机械、皮具加工机械、皮革加工机械和其它服饰机械的生产企业,提供行业资讯服务、企业信息化服务和网络营销服务;同时咱们将努力把“中国服装皮革机械网”打造成国内规模最大、最专业的服装皮革机械范畴网上生意业务平台。 (一)缝纫机针的构造与性能 缝纫机针是缝纫机所不可或者缺的部件,它是主要的成缝构件,它的效用是带线穿刺面料,在回升时形成线环以便成缝器钩取线环,最终形成线迹。尽管缝纫机针品类繁多,从外形上看也有很大差别,但它们的基本布局有共同之处,在生产中施用至多、最普遍的是平缝针。这里以平缝直针为例介绍缝纫机针的基本布局。 1、缝纫机机针的布局 针顶——针的顶部锥体部分,确保装针到位,不在顶部产生空位,使针稳固。 针柄——整根针直径最大的部分,为整根针的支柱,通过它把针安装在缝纫机上并固定位置,在针柄上有磨平加工,针没有确实地安装好,则可能会使针弹出或者折断,相同型号机针的针柄长度和直径均相同。 针肩——针柄下略呈细小的部分,其直径较针柄细,较针身粗,是针身与针柄的过渡部分,使针逐步变细,其主要效用是增强针的强度。为了避免断针位置随机性而引起的断针刺破缝料的征象,在针肩下方一般通过特别处理,让机针遭破坏时在此处断裂。 针身——从针肩延展到针眼部分,呈颀长状,是缝纫机的主体,其主要效用是运线,即带引缝纫线穿越缝料。当针穿越缝料时,此部位承受的摩擦力最大。 针穴——在针身的下部,位置在针眼之上,是个凹陷的部位,能够使针和钩部(梭尖)更加紧接,以构成一个形成线圈的抱负部位,使缝纫机在工作时梭尖能够准确无误地钩取线圈。 长针槽——在针身上,缝纫线沿针身向下移动,在针穿越缝料时,针槽为缝纫线提供了一个具备保护性的通道,线在槽中滑动,大大削减了缝纫线与缝料之间的摩擦。针槽需经过精细研磨,以确保线到顺畅。 针眼线孔——线孔位于针尖与针的交接处,让缝线通过缝针的孔,直接带引缝纫线穿过缝制物的部分。在缝纫中缝线在线孔中迅速地重复滑动,好的线孔所具备条件就是能让任何缝线都可滑顺的穿过线孔,为了实现粗的缝线也可用细针的目标,针眼孔径通常尽可能的扩大。
各种华为交换机型号
华为S5700-24TP-SI(AC): 产品类型:千兆以太网交换机 应用层级:三层 传输速率:10/100/1000Mbps 端口数量:28个 背板带宽:256Gbps VLAN:支持4K个VLAN 支持 网络管理:支持堆叠支持MFF 包转发率:36Mpps MAC地址表:16K 网络标准:IEEE 802.3,IEEE 8 端口结构:非模块化 交换方式:存储-转发 华为S2700-26TP-SI(AC) ?产品类型:智能交换机 ?应用层级:二层 ?传输速率:10/100Mbps ?端口数量:26个 ?背板带宽:32Gbps ?VLAN:支持IEEE 802.1Q(V ?网络管理:支持堆叠支持自动 ?包转发率:6.6Mpps ?MAC地址表:8K ?网络标准:IEEE 802.3,IEEE 8 ?端口结构:非模块化 ?交换方式:存储-转发 华为Quidway S2326TP-EI(AC) ?产品类型:运营级接入交换机 ?应用层级:二层 ?传输速率:10/100Mbps ?端口数量:26个 ?背板带宽:32Gbps ?VLAN:支持基于MAC地址的V ?网络管理:支持堆叠支持自动 ?包转发率:6.6Mpps ?MAC地址表:8K
?网络标准:IEEE 802.3,IEEE 8 ?端口结构:非模块化 ?交换方式:存储-转发 华为S3700-28TP-SI(AC) ?产品类型:快速以太网交换机 ?应用层级:三层 ?传输速率:10/100Mbps ?端口数量:28 ?背板带宽:64Gbps ?VLAN:支持4K个VLAN 支持 ?网络管理:支持MFF 支持Telne ?包转发率:9.6Mpps ?MAC地址表:16K ?网络标准:IEEE 802.3,IEEE 8 ?端口结构:非模块化 ?交换方式:存储-转发 型号识别 LI(Lite software Image)表示设备为弱特性版本。 SI (Standard software Image)表示设备为标准版本,包含基础特性。 EI(Enhanced software Image)表示设备为增强版本,包含某些高级特性。 HI(Hyper software Image)表示设备为高级版本,包含某些更高级特性Z,表示没有上行接口;(新产品不允许此位) G,表示上行GBIC接口; P,表示上行SFP接口; T,表示上行RJ45接口; 华为交换机 V,表示上行VDSL接口; W,表示上行可配置WAN接口; C,表示上行接口可选配;
缝纫机针的基础知识和缝制的秘诀B
(变形的针尖) (正常的针尖) 面料纤维经纬移位 面料纤维经纬移位 缝制品的起皱 缝纫机针的基础知识和缝制的秘诀(2) JUKI株式会社 营业技术部缝制相谈课1. 针的变形 2. 缝制的不良和机针的选择 金子 介 122005 V ol.8 机针在缝制的过程中,面对面料每分钟上千次刺入。而且在面料刺通后与针板?旋梭以及弯针等也有接触。机针总在承受着各种负担,特别是使用于厚的或是硬的面料时,使得机针弯曲的可能性很大。 使用针尖变形的机针时,针尖会使面料受伤,到缝时也会出现断线或缝制不良等等现象。另外,使用弯针也会成为跳针的原因。 为此强调每日要确认1次机针是否变形,尽量早期发现问题,及时更换。以确保提高产品质量的观点出发让缝纫工人把每天2次确认机针作为义务。也有的工厂甚至规定,无论机针是否变形,每日要求更换1次机针。 机针发生异常时,随之容易发生缝制不良,如:「面料纤维经纬移位」「缝制品的起皱」等。当然除了机针的不良以外,也会有因为其他原因而造成不良。但可以明确地说机针的准确选择,会减少许多不良。 为防止「面料纤维经纬移位」「缝制品的起皱」等
(上:正规机针 下:粗劣机针) 以下是机针的放大照片。通过放大,可以明显地看到粗劣机针针孔和针槽后加工的质量差异。因此,经常会发生缝制的不良、泡线等问题,导致产品的不稳定。 3. 使用适宜的机针 线的粗细日本的机针型号欧洲的机针型号 主要用于产品及面料#120#100#80#60#40~#50#30~#40#20~#30#8~#10#8以下 #5~#6#7~#8#9~#10#11~#12#13~#14#16#18#20~#21#22~#26 #45~#50 #55~#60#65~#70#75~#80#85~#90#100#110#125~#130#140~#230 尼龙等极薄面料?女衫衬衫?针织衫妇女服装?睡衣绅士服装?学生服装毛纺织品?绅士服装作业服装?牛仔服装牛仔服装?外衣帐篷?座席等厚质面料帆布等极厚面料 缝线与机针的适正一览表 13 2005 V ol.8不良,使用不变形的机针可以说是第一条件,但是市场上流行着粗劣的机针或机针的仿造品。识别正规机针与非正式机针时,包装真伪之间的区别也是非常重要的。 粗劣的机针或机针的伪造品,由于质量不好造成产品不良的情况很多。即使是新的机针,也会出现问题。为此为保证质量使用正规的机针是非常必要的。 针越细,面料上所留下的针眼就越小,对面料的损伤就越小。所以要使用与缝线相吻合的机针。缝线的粗细相适宜的机针型号一览表如下,请参考选择。
华为服务器型号汇总
华为服务器型号大全 近日,华为FusionCube荣获Forrester超融合基础设施“强劲表现者”称号。华为作为企业500强之一,一贯秉承“持续创新让计算变简单”的理念,面向用户业务,聚焦用户需求,提供稳定可靠、性能卓越的服务器产品和应用加速解决方案,帮助用户构建简单高效的IT基础设施。 华为服务器可细分为:机架服务器、高密度服务器、刀片服务器,在不断创新和探索中,最新又为小型企业推出了KunLun开放架构小型机。型号众多,着实考虑到了大中小不同企业的需求。 在这里给大家详细介绍一下华为服务器型号: 华为FusionServer机架服务器型号: FusionServer 1288H V5机架服务器 FusionServer 2288H V5机架服务器 FusionServer RH8100 V3机架服务器 FusionServer RH5885H V3机架服务器 FusionServer RH5885 V3机架服务器 FusionServer 5288 V3机架服务器 FusionServer RH2288H V3机架服务器 FusionServer RH2288 V3机架服务器 FusionServer RH1288 V3机架服务器 N2000 V3系列NAS存储系统
华为FusionServer刀片服务器 FusionServer E9000融合架构刀片服务器 FusionServer CH121 V5半宽计算节点 FusionServer CH242 V3全宽计算节点 FusionServer CH226 V3全宽存储扩展节点 FusionServer CH225 V3全闪存节点 FusionServer CH222 V3全宽存储扩展节点 FusionServer CH220 V3全宽I/O扩展节点 FusionServer CH140 V3半宽双胞胎节点 FusionServer CH121 V3半宽计算节点 FusionServer CH140L V3半宽液冷计算节点FusionServer CH121L V3半宽液冷计算节点华为FusionServer高密度服务器 FusionServer X6800数据中心服务器 FusionServer XH628 V3服务器节点 FusionServer XH622 V3服务器节点 FusionServer XH620 V3服务器节点 FusionServer X6000高密度服务器 FusionServer XH321 V3服务器节点
第一章 平缝机的构造和使用方法
一、填空题: 1、人体的长度、宽度、围度的尺寸是服装制图的直接依据。 2、服装结构制图是服装裁剪的服装裁剪概括起来可分为首道工序、平面裁剪和立体裁剪。 3、服装的人体测量包括上体和下体两部分。 4、服装在生产过程中一般都是先裁剪后制作通常把制作样板称为打板。 5、排料注意事项有符合丝绺要求、避免疵点、避免色差和注意布料的花色(对条对格)。 6、样板的定位方法有钻眼、刀眼。 7、裁片周围刀口要顺直、圆顺、光滑。 8、打成衣样板的方法有推放法和制图法前者又叫扩号法,后者可以与计算机辅助设计结合使用。 9、服装设计包括服装的款式设计、结构设计、工艺设计。 10、服装号型是服装设计与服装选购的依据。“170/88C”中170表示号,88表示型,而C表示体型为肥胖型。 11、服装企业的生产主要是通过裁剪、缝制和熨烫三大工序来完成的。 12、男西裤前裤片装门襟处裆缝一般可以不拷边,以减少厚度。 13、按用途,样板可分为裁剪样板和工艺样板。 14、熨烫工艺的基本条件有温度、湿度、压力、时间,还有冷却等五项。 15、时装具有时间、流行、区域三方面特征。 16、裁剪工序是服装生产的第一道工序,它确定了服装产品的造型、结构和规格。 17、服装的分类方法很多,如按穿着组合状态分类,可分为整件套、规律组合套装和任意组合套装;如按生产加工方式分,可分为单件生产和工业化批量生产两种。 18、服装材料主要包括面料和辅料二大类。 19、与织物布边平行的边长方向称为经向而与织物的布边垂直的幅宽方向称为纬向。 20、最适宜表现女性人体美的外形是S形。 21、工艺设计是按照一定的生产条件,制定出合理高效的生产加工程序和技术质量要求。 22、在服装加工过程中,若不能正确区分面料的正反面,会造成色、光、织纹等差错,从而直接影响服装质量。正反面识别所遵循的依据是正面比反面漂亮、美观。 23、常用服装辅料包括里料、衬料、缝纫线和纽扣拉练等。 24、服装材料是服装的物质基础。服装材料根据其作用可分为面料与辅料。常用的面料有机织面料、针织面料、裘皮、皮革面料。 25、服装缝制工艺分手缝工艺与机缝工艺。而机缝是现代服装生产的主要手段。 26、机缝缝型是指机缝合衣片的方法,可分为平缝、搭缝、坐缉缝、压缉缝、卷边缝、双包缝、来去缝、漏落缝、包边缝等等。 27、服装缝缝制的基本工艺包括手缝工艺、车缝工艺和熨烫工艺。 28、线钉的主要作用是定位。 29、缭边和撬边缝主要用于贴边等部位的缝制,其中三角针主要用于包缝后的贴边缝制。 30、正常情况下,送布牙应露出针板面0.75MM左右。缝厚料时应调高送布牙, 并适当增大压脚的压力;缝薄料时应调低送布牙,并适当减小压脚的压力。 31、对于长期使用的缝纫机,必须用一次加一次油,一般在缝纫完毕后进行加油。 32、在毛皮的裁制中,应注意毛芒的长短和方向,保留毛皮的天然花色。 33、在传统工艺中,丝绸服装常采用在缝份上刮浆的方法来减小面料的滑动性。 34、缝纫丝绸面料时,送布牙应选用小而密的齿,其高低以高出针板0.06cm为宜,针距应增大至15-18针/3cm,缝制速度一般不宜过快。 35、用手工熨烫针织羊毛衫及呢绒服装时,不宜采用加压熨烫的方法,而应采用喷气熨烫的方法。 36、使用套结机最主要的是防止出针洞,在不妨碍正常作业的前提下,应尽可能选用较细的机针。 37、暗缝机一般采用单针、单线链式线迹。 38、绱袖机的关键是上下差动送布,使上下两层的送布量不同,达到袖山吃势的目的。 39、根据所加工的袋口结构,开袋机分为平袋口开袋机和斜袋口开袋机两类。 40、不能用湿手触摸开头,不能用湿抹布擦电气设备。 41、服装流行趋势包括外形所显示的着装状态、所内涵的着装风格;包括领、袖、门襟及纽扣设计使用的特色;以及面料的质地图案和色彩所诱发出的情调。 42、在分析中预测和引导流行,是现代服装企业工作的主导思想,同时也应是服装设计人员进行服装创新设计的基本原则。 43、服装色彩设计的基本要素包括季节气侯对色彩的选择、体型特征对色彩的选择、年龄对色彩的选择、面料质地对色彩的选择以及所从事行业对色彩的选择。 二、判断题: 1、某些缝口皱缩可以通过改进操作技术来消除(V) 2、裥是根据人体特征需要缝合的部分(X) 3、高纯度,强对比是中国民族服装的配色方法(V) 4、样板贴边缝份可以不考虑工艺要求(X) 5、制板过程中要加原料的宿率(V) 6、为节约用料,排料时无需考虑面料的丝绺,只要做到排料紧奏即可(X) 7、随线迹密度的增加,缝口强度显著增大,所以线迹密度越大越好(X) 8、棉织物吸湿性好,易透气质地柔软,有较大缩水性能(V) 9、缝合牛仔布料时,小号针有利于穿透布料,缝纫工效高(X) 10、男衬衫缝制用针一般料用14#机针,而薄料用11#机针(V) 11、衬衫缝线的颜色应与面料相同,而钉商标线颜色可不与商标同(X) 12、女西裙要求腰围、臀围、裙长误差不超过0.5厘米(V) 13、女衬衫身长、袖长误差差不得超过0.5厘米,领口、袖口误差不得超过0.3厘米,胸围误差可以超过1厘米(X) 14、在服装中折进去一部分叫“省”(X) 15、针距长短的确定与面料的厚度有关。若将针距螺钉向左转动,针距变短(X) 16、装裙子拉链与装裤子拉链完全相同(X) 17、熨烫手法中,推是归的延续(V) 18、真丝里料一般只用于高档的丝绸和纯毛服装。(V) 19、面料重有利于向外伸张,面料轻有利于贴身造型。(V ) 20、里料给面料以附加支撑力,但对服装的保型性影响不大。(X) 21、在服装工业生产中,一般都是先制作样板后裁剪,而通常把制作样板称为打样板。(V) 22、缝制丝绸时,底面线略紧,可用最大张力。(X) 23、裁剪时,可以不考虑面料的色差和疵点。(X) 24、薄毛皮缝迹密度为9针/CM,厚毛皮缝迹密度为3~5针/CM。(X) 25、刺绣是指用多种手工针法或机针针法,以及不同色彩的丝线等服装材料来表示图案装饰效果的一种民间工艺。(V) 26、滚边是指用横直条形布料在服装上把止口包光的工艺。(X) 27、熨烫手法中,归是缩短,拨是指拨长,推是指把归拢的胖势推向所需的部位。(V) 28、有金属外壳的电器设备,外壳应接地,而且接地要良好,以防漏电。(V) 29、服装成品主要部位的规格上衣一般要列出三大控制部位:衣长、袖长、胸围。(X) 三、选择题: 1、当总档差被分配给几个部位时,几个部位的档差(A)等于总档差。 A、之和 B、之差 2、服装有二种含义,一是指衣服鞋帽的总称,二是指(D) A、手饰 B、首饰 C、化妆 D人体着装后的一种状态 3、装袋和开袋的位置大小钻眼一般情况应比袋的实际大小钻进(B)cm A、0.5 B、0.3 C、1 4、制板定位时,定收省长度钻眼标记应比实际省长度短(C)cm A、0.5 B、0.8 C、1 D 、0.3 5、属于工艺设计范畴是(D)。 A、省裥设计 B、分割线设计 C、装饰设计 D、生产流水线设计 6、手工熨烫工艺的主要作业方式有(D) A、应圆则圆 B、应方则方 C、应窝则窝D推归拔 7、女西裤腰面拼缝必须对准(A) A、栋缝或后裆缝 B、前裆缝或后裆缝 C、栋缝或前裆缝 8、属于面料织疵的是(D) A、纬斜 B、色差 C、色花 D、粗纱 9、下列材料中,属于纺织制品有是(D) A、塑料 B、天然裘皮 C、人造革 D、花边 10、我国颁布的服装新号型标准是依据人体的(B)将体型分为Y、A、B、C四种类型 A、臀围与腰围的差数 B、胸围与腰围的差数 C、胸围与臀围的差数 11、能增强服装的挺拔感,能产生活泼潇洒的感觉,同时也能表现出男性美的风格的外形是(D) A、H形 B、X形 C、梯形 D、V形 12、在下列各种中,使用时最为方便快捷的是(A) A、黏合衬 B、树酯衬 C、粗布衬 D、细布衬 13、高速缝纫机在转速为5000转/分时,缝针的温度可达(C) A、约100度 B、约200度 C、约300度 D、约500度 14、为增加吸湿性差的涤纶面料的熨烫效果,最有效的方法是(A) A、喷水给湿 B、增加熨烫压力 C、大大提高熨斗温度 D、延长熨烫时间 15、下列面料中,适合做衬衫的是(B) A、粗平布 B、府绸 C、粗灯芯绒 D、线呢 16、百裥裙的折裥属于(A) A、向一个方向折叠的顺风裥裙 B、从两边向中间折叠的对裥裙 C、大小不等的间隔裥裙 17、皮革服装的装饰缝针距为(A)。 A 6~9针/3cm B 3~6针/3cm C 10~12针/3cm D 9~12针/3cm 18、整烫针织羊毛衫及呢绒服装时,用(C)有利于服装主体形态。 A、调温熨斗 B、高压锅式蒸汽熨烫 C、蒸汽人体模型蒸烫机蒸烫 D、电熨头号熨烫 四、简答题: 1、简述面料正反面的鉴别常识? 答:A、织物一般下面光洁平整,花纹、色泽均比反正面清晰美观,B、凹凸织物的正面紧密而细腻,具有突出的条纹和图案,立体感强,C、起毛织物中,单面起毛为正面:双面起毛的绒毛光洁、整齐的一面为正面,D、毛巾织物毛圈密度大的面为正面,E、纱罗织物以纹路清晰、纹经突出的一面为正面,F、织物布边光洁整齐、针眼突出明显的一面为正面,G、闪光或特殊织物,以突出其风格绚丽多彩的一面为正面,H、双面织物可根据需要确定正反面。 2、简述影响缝口强度的主要因素? 答:1、槰品的形式;2、线迹的形式;3、缝料的性能;4、缝纫线的性能;5、缝料在缝制中的损伤;6、线迹的密度。 3、请写出女衬衫的制作工艺流程? 答:收省–烫门、里襟和省–缝合肩缝–拷边肩缝–做领–缉领–做袖子–缉袖子拷边–合摆缝–拷边–做袖克夫–绱袖克夫–卷底边–锁眼、钉扣–整烫–检验 4、请写出男衬衫的制作工艺流程? 答:做缝制标记–烫门里襟、挂面–做、装胸贴袋–装后过肩–缝合肩缝–做领、装领–做袖、做袖克夫–装袖–拷边–缝合摆缝和袖底缝–拷边–装袖克夫–装袖–拷边–缝合摆缝和袖底缝–拷边–装袖克夫–卷底–锁眼、钉扣–整烫–检验 5、请写出男西裤的制作工艺流程? 答:首先配腰、斜袋垫袋布、后袋嵌线布、后袋垫袋布、门襟、里襟布和串带、点位—小烫(粘衬)腰、袋口中、门里襟—缉省道并小烫—粘衬—挖后嵌线袋—小烫袋口—做斜插袋—缉中缝—小烫开缝—装斜插袋(收前裥,定尺寸)—拼前后裆—分烫前后裆缝—装拉链—做腰、上腰(定串带)—撬边—铸手针—整烫—检验 6、怎样使斜裙有均匀的波浪? 答:斜裙的波浪与装腰头密切相关。装斜裙腰头时,在腰口处向上拎一把,就会出现波浪。要使波浪均匀,就要在上腰前,在腰口处等距离做好提峰标记,将有提峰标记的部位稍微拉开,在装腰时拎上鑫缝进一些,这样会使波浪均匀。缝制时上向提得略多,波浪更明显。