活塞结构设计与工艺设计
摘要
内燃机的不断发展,是建立在主要零部件性能和寿命不断改进和提高的基础上的,尤其是随着发动机强化程度的提高、功率的增大和转速的增加,零部件尤其是直喷式柴油机活塞的工作环境变得更加恶劣了。活塞的结构直接影响活塞的温度分布和热应力分布,因此就有必要对活塞的结构和性能作出预测和评价。
活塞式内燃机上最关键的运动件,它在高温高压下承受反复交变载荷,被称为内燃机的心脏。本设计通过对内燃机铝活塞加工技术的发展、活塞的工作环境以及结构特点的分析,确定了活塞的加工过程以及加工方案。其中主要包括:活塞顶部设计、活塞头部设计、活塞裙部设计、活塞的结构参数设计、和加工工艺的设计。
关键词:内燃机活塞结构加工
Abstract
The continuous development of the internal combustion engine, is built on the basis of the performance and life of the main components continue to improve and enhance, especially with the improvement of the degree of enhancement of the engine, power increases and an increase in speed, parts and components in particular, is a direct injection diesel engine pistonwork environment becomes worse. The structure of the piston directly affect the temperature distribution of the piston and the thermal stress distribution, and therefore it is necessary to predict and evaluate the structure and performance of the piston。
The most critical moving parts of the piston engine under high temperature and pressure to withstand repeated alternating load, which is known as the heart of the internal combustion engine. The design through the development of the internal combustion engine the aluminum piston processing technology, the the piston work environment as well as the analysis of the structural features identified piston processing and processing programs. Which mainly include: design of the top of the piston, piston head design, piston skirt design, structure parameters of the design of the piston, the piston calculation of the maximum explosion pressure and the process design.
KEY WORD :Internal combustion engine Piston structure Machining
目录
第一章绪言 (1)
第二章活塞结构设计 (3)
第一节活塞的概述 (3)
第二节活塞的基本结构特点 (4)
第三节活塞的选型 (5)
第四节活塞的主要加工表面及技术要求 (9)
第三章活塞工艺设计 (11)
第一节活塞加工工艺分析 (11)
第二节活塞加工工艺规程的制订 (15)
结论 (19)
致谢 (20)
参考文献 (21)
第一章绪言
一、活塞的发展趋势
活塞是发动机中的重要零件之一,它在工作时承受发动机气缸内高温气体的压力,并通过活塞销、连杆将压力传给曲轴。因此活塞是在高温、高压和连续变负载下工作的。
发动机活塞的材料为铝合金,它的导热性好、重量轻、惯性力小,并具有较好的切削加工性。铝活塞的毛坯采用金属模浇铸。毛坯的精度较高,活塞销孔也能铸出,因此机械加工余量可以相应地减少。毛坯在机械加工前要切去浇冒口,并进行实效处理,以消除铸造时因冷却不均匀而产生的内应力。
随着中国汽车市场的快速发展,我国车用发动机活塞市场也将“水涨船高”。特别是随着我国中重型汽车“井喷”式发展和国3排放标准的全面实施,未来三年,我国中高档柴油发动机活塞市场将迎来历史性的巨大发张契机。
二、活塞的市场预测
未来三年,我国中高档柴油发动机活塞市场存在着几方面的发展机遇:
一是长距离运输车辆的快速增长。随着我国高速公路通车里程的快速增加和高等级公路的大规模建设,将有效拉动长距离运输车辆的快速增长。目前国外载货汽车市场以300千瓦以上大功率车型为主,而在国内仅有5%的车型为300千瓦以上。未来一段时间里,我国载货汽车市场的动力水平将快速升级,高速度、大功率、自身质量轻的重型汽车将成为用户的首选。
二是自卸车市场的强劲增长。我国固定资产投资规模快速增长,大型项目上马带动工程用自卸车销售增长;同时因为受国家治超因素影响较小,自卸车市场空间会有所加大。
三是发展节油型重车成为趋势。随着我国油价逐步与国际市场接轨以及各国对能源需求的进一步增加,高油价时代已经来临,节油将成为用户购买重型汽车的重要衡量指标。
四是国家新农村建设的强劲拉动。随着国家加大落实“三农“政策力度,农民收
入不断提升,收获机械、拖拉机产品的消费呈现出功率上升的趋势。因此,在农机配套领域,多缸机逐步占据以傻大黑粗为特点的单缸机市场。
五是国3排放标准全面实施。进入2007年,我国全面实施国3排放标准,将对中重型汽车的技术提升和老旧产品的淘汰起到促进作用。
六是重型汽车市场的更新换代。据测算,目前国内重型汽车市场保有量为190万辆,全国货运总量平均每年增长约10%。根据车辆报废新标准分析,重型汽车报废里程约为60万公里,基本上五年内要报废。每年更新车辆总量约23万~25万辆,这是拉动重型汽车市场需求上涨的重要因素。
第二章活塞结构设计
第一节活塞的概述
一、活塞的功用及工作条件
活塞是曲柄连杆机构的重要零件煤气主要功用是承受燃烧气体压力和惯性力,并将燃烧气体压力通过活塞销传给连杆,推动曲轴旋转对外作功。此外,活塞又是燃烧室的组成部分。
活塞是内燃机中工作条件最严酷的零件。作用于活塞上的气体压力和惯性力都是周期变化的,燃烧瞬时作用于活塞上的气体压力很高,如增压内燃机的最高燃烧压力可达14—16MPa。而且活塞还要承受在连杆倾斜位置时侧压力的周期性冲击作用,在气体压力、往复惯性力和侧压力的共同作用下,可能引起活塞变形,活塞销座开裂,活塞侧部磨损等。由此可见,活塞应有足够的强度和刚度,而且质量要轻。
活塞顶部直接与高温燃气接触,活塞顶部的温度很高,各部的温差很大,柴油机活塞顶部常布置有凹坑状燃烧室,使顶部实际受热面积加大,热负荷更加严重。高温必然会引起活塞材料的强度下降,活塞的热膨胀量增加,破坏活塞与气缸壁的正常间隙。另外,由于冷热不均匀所产生的热应力容易使活塞顶部出现疲劳热裂现象。所以要求活塞应有足够的耐热性和良好的导热性,小的线膨胀系数。同时在结构上采取适当的措施,防止过大的热变形。
活塞运动速度和工作温度高,润滑条件差,因此摩擦损失大,磨损严重。要求应具良好的减摩性或采取特殊的表面处理。
二、活塞的材料
现代内燃机广泛使用铝合金活塞。铝合金导热性好(比铸铁大3-4倍),密度小(约为铸铁的1/3)。因此铝活塞惯性力小,工作温度低,温度分布均匀,对改善工作条件减少热应力延缓机油变质有利。目前铝活塞广泛采用含硅12%左右的共晶铝硅合金制造,外加铜和镍,以提高热稳定性和高温机械性能。铝活塞毛胚可采用金属模铸造,锻造和液压模锻等方法生产。
为了提高铝活塞的强度和硬度,并稳定形状尺寸,必须对活塞进行淬火和时效热
处理。
第二节活塞的结构特点
一般活塞都是圆柱形体,根据不同发动机的工作条件和要求,活塞本身的构造有
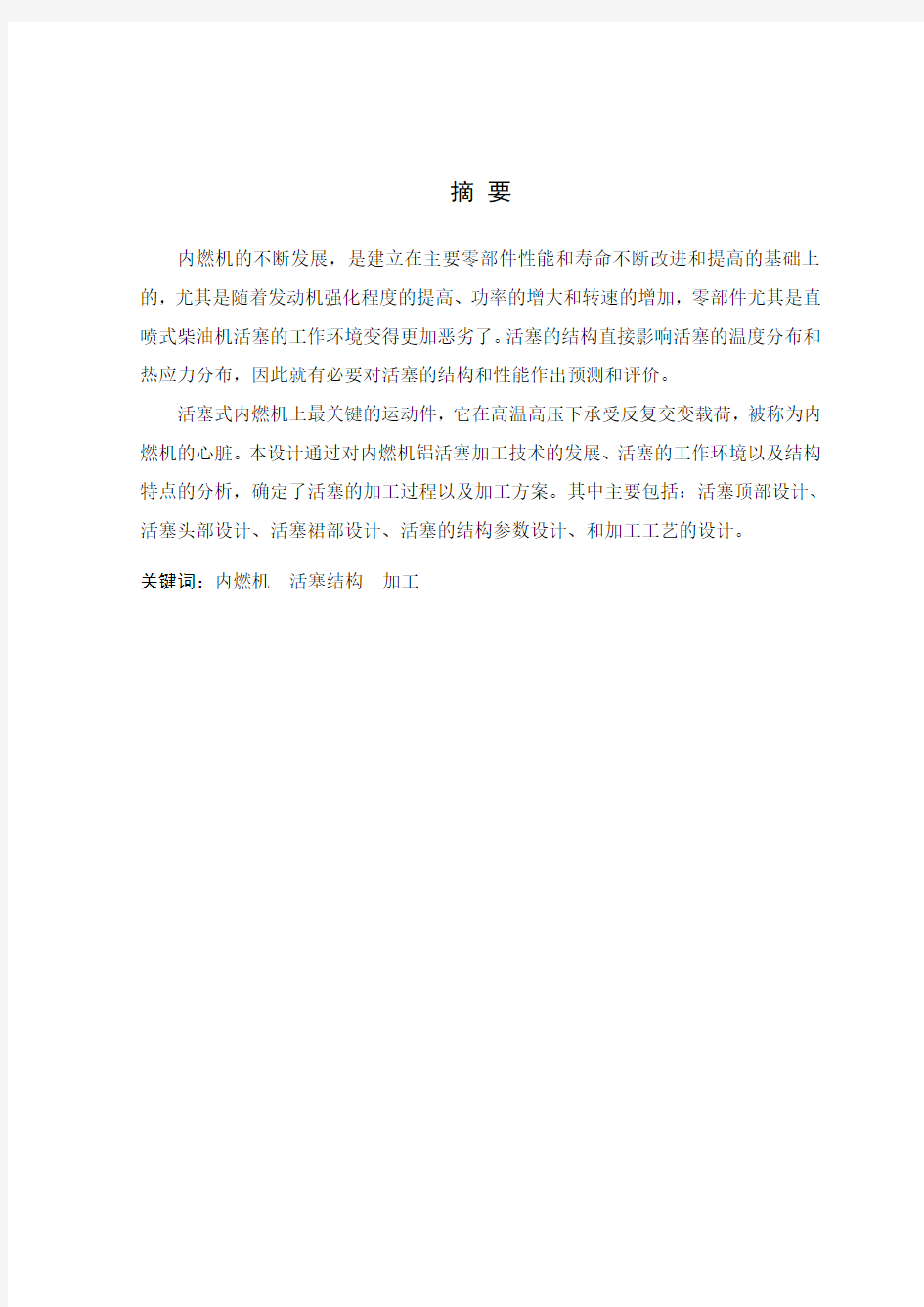
各种各样,一般将活塞这个小东西分为头部、裙部和活塞销座三个部分。
1—顶部 2—头部 3—活塞销孔 4—裙部 5—气环槽 6—油孔 7—油环槽8—销座
图2.1活塞
一、活塞头部
头部是指活塞顶端和环槽部分。活塞顶端完全取决于燃烧室的要求,顶端采用平
顶或接近平顶设计有利于活塞减少与高温气体的接触面积,使应力分布均匀。多数汽
油机采用平顶活塞,有些发动机(例如直喷式柴油机和新型的缸内喷注汽油机)为了
混合气形成的需要,提高燃烧效率,将爆燃减少到最小程度,需要活塞顶端具有较复
杂的形状,设有一定深度的凹坑作为燃烧室的一部分。活塞的凹槽称为环槽,用于安
装活塞环。活塞环的作用是密封,防止漏气和防止机油进入燃烧室。
二、活塞裙部
活塞裙部是指活塞的下部分,它的作用是尽量保持活塞在往复运动中垂直的姿态,也就是活塞的导向部分。
活塞裙部的形状极有讲究,尤其是象轿车一类的轻型乘用车,设计者从发动机的结构和性能出发,常在活塞裙部上动脑筋,以尽量使发动机结构紧凑运行平稳。三、活塞销座
活塞销座是活塞通过活塞销与连杆连接的支承部分,位于活塞裙部的上方。高速发动机活塞销座的特别之处在于销座孔不一定与活塞在同一中心线平面上,可向一侧偏移一点点,即向作功行程时活塞接触缸壁的一侧偏移,这样当活塞到上止点变换方向后活塞敲击缸壁的程度会减少,从而减少了发动机噪声。[
第三节活塞的选型
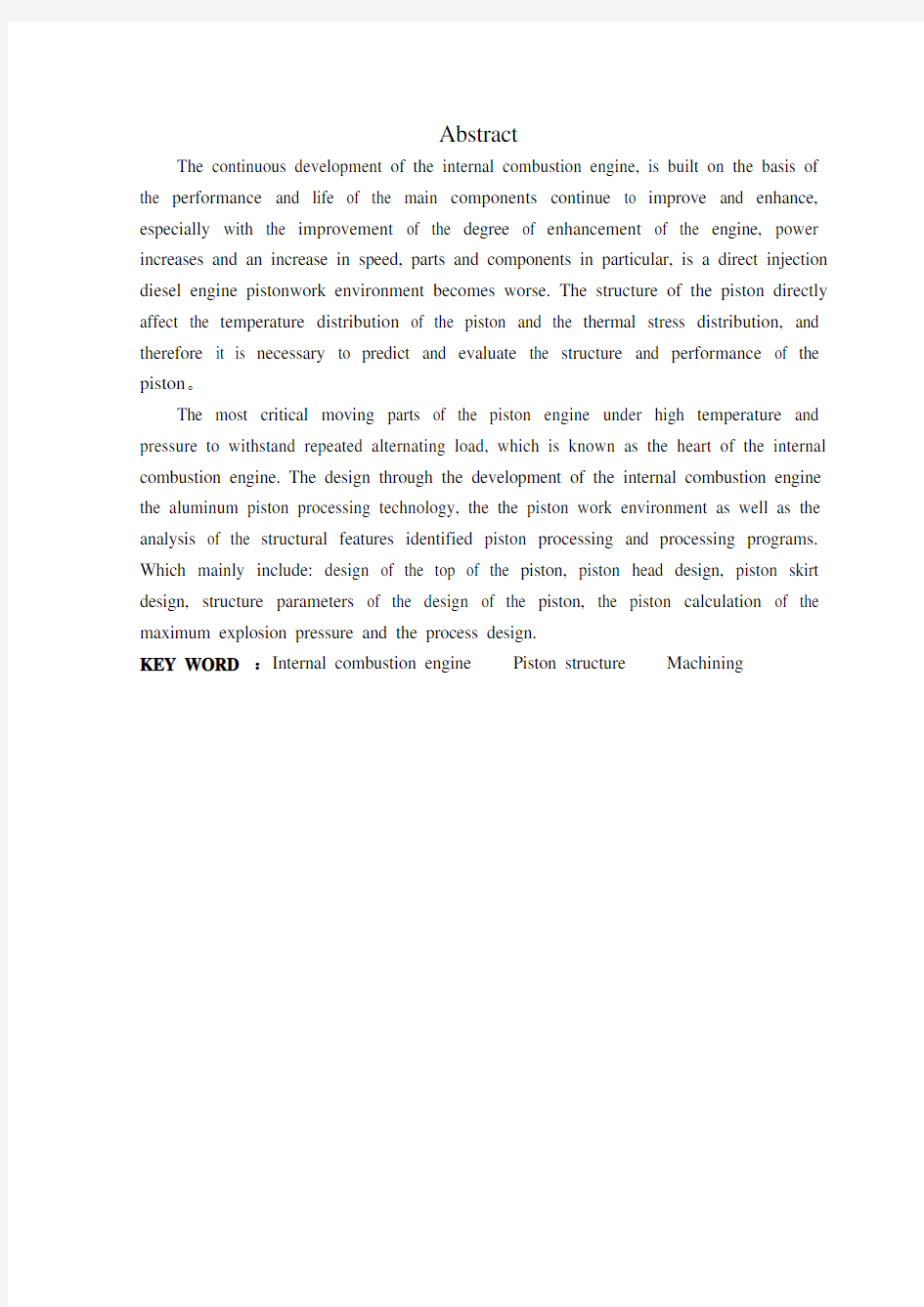
活塞的主要结构如图2.2可根据同类型发动机或统计数据选取。
图2.2 活塞主要结构
一、塞高度H
活塞高度取决于以下因素:
(1)对柴油机高度尺寸的要求(与柴油机用途有关)
(2)转速n
(3)燃烧室形状及尺寸
(4)活塞裙部承压面积
应在保证结构布置合理和所需的承压面积条件下,尽量选择较小的活塞高度。
数据范围如下表2.3
表2.3 活塞高度H与缸径D之比的范围
二、压缩高度H1
压缩高度H1决定活塞销的位置。H1取决于第一道活塞环至顶面的距离h、环带高度H5(H5又决定于活塞环的数目及高度)及上裙高度H4。在保证气环良好工作的条件下,宜缩短H1,以力求降低整机的高度尺寸。H1/D的一般范围表2.4所示。
表2.4 H1/D的一般范围
三、顶岸高度h(即第一道活塞环槽到活塞顶的距离)
(1)h越小,第一道环本身的热负荷也越高。应根据热负荷及冷却状况确定h,使第一道活塞环的工作温度不超过允许极限(约180~220℃)。
(2)在保证第一道环工作可靠的情况下,尽量缩小h,以力求降低活塞高度和重量。
(3)h/D 的一般范围0.14~0.20。组合活塞0.07~0.20
四、活塞环的数目及排列
(1)活塞环数目一般为:
高速机 气环2~3道,油环1~2道;
中速机 气环3~4道,油环2道(少数用一道)
(2)油环布置:采用一道油环时,油环装在销孔上方。
五、环槽尺寸 (环槽的轴向高度等于活塞环的轴向高度b 。)
环槽底径D`取决于活塞环的背面间隙,背隙大小与活塞的热膨胀有关,并对环的背压有一定影响。D`可按下式估算
气环槽 D`=[D-(2t+KD)+0.5]25.00
-+(mm) 油环槽 D`=[D-(2t+KD)+1.5]25
.10
-+(mm) 式中 D 活塞名义直径;
t 活塞环径向厚度;
K 系数,铝活塞K=0.006,铸铁活塞k=0.004
环槽底部的过度圆角一般为0.2~0.5mm.
六、环岸高度
(1)环岸高度(第一道气环下面的环岸)温度较高,承受的气体压力最大,又容易受环的冲击而断裂。所以第一环岸高度h1一般比其余环岸高度要大一些。
(2)必须保证环岸有足够的机械强度,可按下列公式计算:
3210)1/(5.4-?=h D p z w σ 210)1(14.3-?=h D p z τ
223τσσ+=w
(3)环岸高度范围表2.5
表2.5 环岸高度
七、裙部长度H2
(1)选取H2应使裙部比压在许可范围之内,裙部比压可按公式q 1=N m a x ∕DH 2。
(2)H2∕D 的一般范围如下:
高速柴油机0.65~0.88
中速柴油机 1.0~1.1
上、下裙长应有恰当的比例,上裙长度H4过小,易产生尖峰负荷,造成活塞拉毛及擦伤。
八、活塞销直径d 销座间隔B
d 和B 的选择主要是考虑活塞销座的承载压力及活塞销的刚度问题,应满足下列要求:
(1)选择d 和B 时应验算销座比压和连杆小头轴承比压,使这两项平均比压均在允许范围之内。
(2) 按如下公式校验活塞销的弯曲变形和椭圆变形,d 的选择应保证活塞销的变形在许可范围内。
(3)中小型高速柴油机,一般d ∕D <0.4,若d ∕D 太大,则使活塞
)
()2(60140422d d E b a a D p f z --=3030
2)()(320d d El d d D p d z
-+∏=?
销表面至活塞顶内表面的距离过小,给活塞连杆组设计带来困难。强化柴油机趋向于用较大的活塞销直径,d≥0.4D;大缸径柴油机d∕D值也较大。
第四节活塞的主要加工表面及技术要求
活塞是在高负荷、高温、高速、润滑不良的条件下工作的,对它的设计要求:
(1)要选用热强度好、耐磨、比重小、热膨胀系数小、导热性好、具有良好减磨性、工艺性的材料;
(2)有合理的形状和壁厚。使散热良好,强度、刚度符合要求,尽量减轻重量,避免应力集中;
(3)保证燃烧室气密性好,窜气、窜油要少又不增加活塞组的摩擦损失;
(4)在不同工况下都能保持活塞与缸套的最佳配合;
(5)减少活塞从燃气吸收的热量,而已吸收的热量则能顺利地散走;
(6)在较低的机油耗条件下,保证滑动面上有足够的润滑油。
当进行活塞的结构设计时,应着重解决的问题是:
(1)改善活塞顶及第一环的工作条件,防止顶部热裂和环粘结、卡死和过度磨损;(2)改善活塞销和销座的实际承载能力,减少磨损,防止破裂;
(3)确定合适的裙部外形和热膨胀控制措施,提高裙部承载能力和减小配缸间隙,改善磨损并使运转平顺[2]。
图2.6活塞的设计尺寸
1.环岸及环槽底对活塞裙部轴心的径向跳动最大允差为0.1mm~0.15mm.全部槽
3.2μm.
底R
a
2.环槽侧面对活塞裙部轴心线垂直度不超过25:0.07,环槽侧面对活塞裙部轴
0.4μm。
心线跳动不超过0.05mm,全部槽侧R
a
3.活塞销孔尺寸及精度为φ(28±0.075)mm;销孔圆柱度为0.00125mm;表面
0.125μm;两销孔同轴度误差,在最大实体状态时为零;销孔轴心线对裙部粗糙度R
a
轴心线垂直度为100:0.035;这些参数超差会使活塞销与活塞孔配合不正常,破坏活塞、活塞销、连杆的正确装配位置,不能保证正常的润滑,并产生不正常磨损。
4.裙部保留有0.2mm,深0.008mm~0.016mm的刀痕,以便能储存润滑油,使发动机在工作中活塞与缸壁之间形成一层油膜,从而减少活塞与缸壁的摩擦。
5为了改善活塞的机械加工性能,在活塞的制造过程中对销孔尺寸、外圆尺寸和重量分别进行分组,然后按装配工艺要求进行分组装配。
第三章活塞工艺设计
第一节活塞加工工艺分析
一、活塞加工工艺特点
活塞主要表面尺寸和各表面间的相互位置精度要求较高;在加工后还要求保证塞裙部及顶部的壁厚均匀。上述特点和要求,使得活塞机械加工比较困难,其加工工艺特点主要有以下几方面:
第一,活塞壁薄,径向刚度差,如果按一般回转体零件加工,在夹紧力和切削力作用下很容易变形,从而影响加工精度,因此在制订加工工艺及选择加工设备时,应同时注意夹压点位置及活塞装夹方式的选用。
第二,活塞的加工面较多,加工较为复杂,它不仅对各加工面尺寸精度要求较高,而且对各个加工面间的相互位置精度要求也较高。因此,在制定加工工艺时,应正确选择定位基准面,以减少因定位基准选用不当或定位基准变换所引起的加工误差。同时,在选用加工设备时,应尽量选用多刀或多工位加工机床,以减少装夹次数,来减小装夹过程中所带来的加工误差。
第三,孔尺寸及形状精度要求很高,粗糙度要求低。
第四,薄、刚性较差,如果切削力过大会引起活塞变形,从而影响加工精度,因此,在加工时,应选择较小的进刀量和较高的转速。同时,重要加工面如活塞顶面、裙部外圆、活塞销孔的精加工要放在最后进行。
二、活塞加工特征分析
1活塞顶部加工特征
活塞顶部是燃烧室的组成部分因而制成不同的形状,主要有平顶、凹顶、和凸顶几种形式,部分活塞还具有气门坑及其开口等结构。因此,活塞顶部加工特征一般包括:燃烧室、活塞顶面、气门坑、气门坑开口等。
活塞顶面与止口的平行度一般为0.015mm,其粗糙度要求一般为Ral1.6~3.2um,在加工过程中一般要经过粗加工和精加工来完成,粗加工的加工余量一般为1mm,精加工的加工余量一般为0.4mm。从活塞顶面到活塞销孔中心线的距
离称为压缩高,该距离影响发动机的压缩比,在精加工活塞顶面时需要保证活塞的压缩高。燃烧室多为回转体形状,其素线由方向、半径不同的圆弧与直线圆滑连接而成,燃烧室精加工时需要保证燃烧室的粗糙度一般为Ra3.2um。活塞毛坯一般是铸造而成,铸造时一般铸造有燃烧室凹坑,燃烧室加工同样需要经过粗加工和精加工两次加工完成,燃烧室粗加工的加工余量一般为1mm,精加工的加工余量一般为0.4mm,与顶面基本相同。对于个别的活塞毛坯为平顶的铸造件,燃烧室加工需经过粗加工、半精加工和精加工三次加工才能完成,因此在进行工艺分析时需要判断是否铸造有凹坑。而气门坑及其开口由于余量较小一般一次加工至成品尺寸。
根据顶面与燃烧室的加工特征及其定位方式,一般采用车削加工,而气门坑及其开口一般采用铣削加工。
2活塞头部加工特征
活塞头部主要有2-4道环槽及环槽之间的环岸、槽侧油带、第一环槽至顶部的火力岸组成。因此,其加工特征主要是铁、铝环槽的加工及环岸、火力岸外圆的加工,有时在环槽底部或槽侧油带部位还有通向内腔的径向回油孔。
铁环槽为距离顶部最近的环槽,承受的燃气温度最高、冲击力也最大。基于这一原因,该环槽一般为两槽,并具有一定的斜度,以便于与密封环更好地接触,避免高压燃气串到裙部。铁环槽倾斜侧面的加工具有波纹度要求,其基准直径、粗糙度都有一定的要求,且高镍铸铁由于具有“粘性”加工特征,加工一般至少需要粗加工、精加工两次加工完成,粗加工加工出铁环及环槽形状并为精加工留出0.3~0.5mm余量。铝环槽槽侧为直槽,对槽侧的粗糙度、槽侧与活塞中心线的垂直度、槽侧的直线度以及槽侧的平面度等都有较高的加工要求,而且铝环槽的加工余量比较大、容易加工变形,因此一般至少分为粗、精两次加工来完成,粗加工加工出形状,给精加工留下0.1~0.2mm的余量。由于加工铸铁环槽时产生较大的切削力和热量,容易引起铝环槽的形状误差和变形,因此需要把铝环槽的加工放在铁环槽精加工之后进行。
3活塞裙部加工特征
活塞裙部是自环槽部分的油环槽下端面起至活塞底的部分,它用作引导活塞在气缸内运动和承受侧压力。受活塞结构的影响,为保证热态下活塞裙部的圆筒形
状,以便能够与气缸很好地贴合,不至于被卡住或拉伤,需要将活塞裙部的径向外形设计加工为椭圆形状,其长轴在垂直于销座孔中心线平面内,短轴在销座孔中心线平面内,且椭圆度在不同的轴向位置是变化的;而活塞长轴轴向轮廓设计加工为上小下大、到底部再小的中凸形状,这种外圆形状称为中凸变椭圆。在活塞裙部下端及内腔部位还需要加工出止口作为后续工序的定位基准。
活塞裙部外圆粗糙度一般要求 1.6~3.2um,且外圆对加工纹理有特殊要求,基于外圆特殊的形状和表面纹理要求,需要经过粗加工、半精加工、精加工三次加工才能达到技术要求,总加工余量一般在2mm左右;活塞止口粗糙度一般要求1.6~3.2um,总加工余量一般在1 mm左右,因此经过粗、精两次加工可以达到技术要求。
4活塞销座孔加工特征
活塞销座将作用在活塞顶部的气体力经过活塞销传给连杆。销座常用加强筋与活塞内壁相连,以提高强度。为减少销座上侧的压力,常把销座铸造成一些特殊形状,其中楔形销座是最常见的一种形式。活塞在工作时销座孔内侧受到活塞销的反复冲击,为防止活塞该处应力集中及疲劳损坏,常将该处设计为喇叭口形状,因其加工实现起来较困难,称为异形销孔。活塞销孔不仅本身尺寸精度与相互位置精度要求较高,而且粗糙度要求较低,一般为0.4~0.8um。销座孔内有安放弹性卡簧的卡簧槽,为安装方便,销孔内、外侧常加工出较大的内、外口倒角。基于以上加工特征,活塞销孔加工一般需要粗、半精、精加工及超精加工三次以上加工才能达到技术要求。为防止销孔变形,精加工一般安排在工序的最后面完成。有些活塞为增加销孔的储油作用,还加工成椭圆形状,称为减压腔,有时还需要在销座上加工油孔。
三、定位基准的选择
1粗基准的选择
粗基准选择应从以下几方面考虑:
(1)应当尽量选用不加工表面作为粗基准,当在工件上有很多不需加工的表面时,以其中与加工面的位置精度要求较高的表面作为粗基准。
(2)选择加工余量较为均匀的表面作为粗基准。
(3)选择加工余量较小的表面作为粗基准。
(4)作为粗基准的表面应尽量平整,没有冒口、浇口以及飞边等缺陷,以便定位可靠。
(5)一般粗基准只能使用一次,特别是对于主要的定位基准,这样可以避免产生较大的位置误差。
2精基准的选择
活塞属于薄壁筒形零件,其径向刚度较差,并且其主要表面的尺寸精度以及各主要表面之间的相对位置精度要求较高。根据这种结构特点和和其技术要求,精基准的选择应主要从以下几方面考虑:
(1)尽量用设计基准作为定位基准,实现“基准重合”,以避免产生基准不重合误差。
(2)当工件以某一组精基准定位可以较方便地加工很多表面时,应尽可能的采用此组精基准定位,实现“基准统一”,以避免产生基准转换误差。
(3)当精加工或光整加工工序要求加工余量尽量小而均匀时,应选择加工表面本身作为精基准,即遵循“自为基准”的原则。该加工表面与其他表面间的位置精度要求由先行工序保证。
(4)为获得均匀的加工余量或较高的位置精度,可遵循“互为基准”、反复加工的原则。
(5)有多种方案可供选择时,应选择定位准确、稳定、加紧可靠,可使夹具结构简单的表面作为精基准。
目前生产活塞生产多采用止口和端面作为统一基准。活塞止口在结构上和功能上没有作用,它是为加工活塞而专门设置的辅助基准面。在精加工时,只有精车外圆等少数工序采用止口处的锥面和顶面上的中心孔定位,其余工序均采用止口和端面定位。
采用止口和端面作为定位基准主要有下列优点:第一,此种定位方式可以加工裙部、头部、顶面、销孔等主要加工表面及其他次要加工表面。并且,这种定位方式一次安装可车削多个表面,能够提高生产效率,保证活塞主要加工表面的位置精度。第二,由活塞裙部在半径方向的刚性比较差,利用此种定位方式能够沿活塞轴向夹紧,
这样就不会引起严重的变形,从而可以进行多刀切削,提高加工效率。
第二节活塞加工工艺规程的制订
加工过程的最后确定,通常是通过一系列的论证,通过几条工艺路线的分析和比较,选择一个符合实际生产条件的,并且能够确保加工质量、提高加工效率、降低加工成本的最佳工艺路线
一、活塞加工方法的确定
零件表面的加工方法,应根据加工表面的技术要求来确定。根据加工表面的工艺要求,先选择能保证加工表面加工要求的最终加工方法,然后根据生产条件来确定每个工序和每个工步的具体加工方法。
选择处理方法还应该考虑每个处理方法的加工经济精度范围,每种处理方法能够达到的精度和表面粗糙度都有一定范围。每种加工方法只要精心操作,选择适当的切削用量、加工精度均可以提高其加工经济精度。但是如果经济精度越高、表面粗糙度值减少越小,相应的会消耗更多的时间和加工成本。实际生产中的加工经济精度一般是指正常条件下所能够保证的加工精度。
材料的加工方法还与材料的性质及本身的加工性有关。本设计中的活塞材料采用ZL101,它的主要化学成分是:Cu≤0.1%, Si6.5%~7.5% ,Mg0.25%~0.45%, Zn≤0.1%其余成分为Al。此材料硬度为100HB,属于易切削材料。
加工方法的确定还与生产率的要求有关。活塞零件的生产类型属于大批量生产。对生产率要求相对较高。
综合以上几点分析,结合现阶段的工艺能力和所能达到的加工经济精度,查《机械加工工艺手册》拟订本零件的加工工艺方法,如表3.1所示:
表3.1各加工面加工方法的拟定
二、活塞加工阶段划分
活塞加工工艺过程按阶段可划分为:粗加工阶段→半精加工阶段→精加工阶段→
光整加工阶段。活塞外圆以及销孔是活塞的重要加工面,其加工质量要求比较高,因此外圆加工时安排了粗车,精车,金刚石车三个加工阶段,销孔加工时安排了粗镗,精镗和滚压三个加工阶段。而其余的加工质量要求并不高,并且毛坯采用金属型铸造精度比较高,加工余量小,故其余工序均安排粗加工、精加工两阶段完成。各阶段加工技术要求如表3.2所示:
表3.2 各加工阶段技术要求
三、加工工序安排及工艺规程制定
按照加工顺序的选择原则,加工工序安排如下:
(1)先加工基准面,再加工其它表面。
(2)先加工平面,后加工孔。
(3)先加工主要表面,后加工次要表面。
(4)先进行粗加工工序,后进行精加工工序。
根据活塞零件加工的实际情况,本设计拟定了如下加工工艺过程:
第一道工序:粗车止口,端面
第二道工序:粗镗销孔
第三道工序:粗车外圆顶面、环槽
第四道工序:钻油孔
第五道工序:精车止口,打中心孔
第六道工序:精切环槽
第七道工序:精车外圆
第八道工序:精镗销孔
系统总体结构设计
一、系统设计得原则 1、系统性 从整个系统得角度进行考虑,系统得代码要统一,设计规范要标准,传递语言要尽可能一致,对系统得数据采集要做到数出一处、全局共享,使一次输入得到多次利用。 2、灵活性 系统应具有较好得开放性与结构得可变性,采用模块化结构,提高各模块得独立性,尽可能减少模块间得数据偶合,使各子系统间得数据依赖减至最低限度。 3、可靠性 可靠性就是指系统抵御外界干扰得能力及受外界干扰时得恢复能力。一个成功得管理信息系统必须具有较高得可靠性,如安全保密性、检错及纠错能力、抗病毒能力等。 4、经济性 经济性指在满足系统需求得前提下,尽可能减小系统得开销。一方面,在硬件投资上不能盲目追求技术上得先进,而应以满足应用需要为前提;另一方面,系统设计中应尽量避免不必要得复杂化,各模块应尽量简洁,以便缩短处理流程、减少处理费用。 二、系统设计得主要内容 1、系统总体结构设计 系统总体结构设计包括两方面得内容: 系统网络结构设计; 系统模块化结构设计。 2、代码设计 代码设计就就是通过设计合适得代码形式,使其作为数据得一个组成部分,用以代表客观存在得实体、实物与属性,以保证它得唯一性便于计算机处理。 3、数据库(文件)设计 根据系统分析得到得数据关系集与数据字典,再结合系统处理流程图,就可以确定出数据文件得结构与进行数据库设计。 4、输入/输出设计 输入/输出设计主要就是对以纪录为单位得各种输入输出报表格式得描述,另外,对人机对话各式得设计与输入输出装置得考虑也在这一步完成。 5、处理流程设计 处理流程设计就是通过系统处理流程图得形式,将系统对数据处理过程与数据在系统存储介质间得转换情况详细地描述出来。 6、程序流程设计 程序流程设计就是根据模块得功能与系统处理流程得要求,设计出程序模框图,为程序员进行程序设计提供依据。 7、系统设计文档 系统标准化设计就是指各类数据编码要符合标准化要求,对数据库(文件)命名、功能模块命名也要标准化。 描述系统设计结果就是指系统设计说明书,程序设计说明书,系统测试说明书以及各种图表等,要将她们汇集成册,交有关人员与部门审核批准; 拟定系统实施方案设计就是在系统设计结果得到有关人员与部门认可之后,拟定系统实施计划,详细地确定出实施阶段得工作内容、时间与具体要求。
轿车雨刮器结构设计与运动仿真
摘要 汽车雨刮器,是一个很小却又不容忽视的汽车部件,它能擦亮汽车的挡风玻璃,使司机的视线更加清晰。其功能是将玻璃上的雨水、尘埃、泥污刮净,以获得清晰的视野,保证行车安全。有的国家已将雨刮器的技术状态列入车辆年检项目。 本设计要求进行轿车雨刮器部件尺寸的设计,求解刮扫面积,电机选型,电路分析,利用ADAMS软件进行运动分析,获得运动的轨迹和速度,并用Pro/E绘出三维模型。 运用三维建模软件Pro/E与动力学仿真软件ADAMS建立雨刮器模型,并进行运动仿真,分析雨刮器的运动曲线,对雨刮器做进一步的设计,力求使刮刷区域进一步增大,为生产实际提供理论参考。 关键词:雨刮器;间歇电路控制;虚拟设计;ADAMS;Pro/E
ABSTRACT Windscreen wiper is a small part of automotive but can not be ignored. It can polish the windscreen so that the driver's attention will be more clearly. Its function is to wash the glass to obtain a clear field of vision and ensure the traffic safety. Some countries have had the state of wiper technology projects included into the annual inspection of vehicles. My design requirements are to design the size of the wiper parts in the car, solving the linked scan area, motor selection, circuit analysis, motion analysis using ADAMS software, trajectory and speed of access to and using Pro / E draw three-dimensional model. The use of three-dimensional modeling software, Pro/E, and dynamic simulation software, ADAMS, to establish a model of the wiper, simulate the full motion, analyze the movement curves of wiper, make a further design to the wiper , increase the scratch brush area further , and provide a theoretical reference for the actual production. Key word: Wiper; Intermittent Control Circuit; Virtual Design; ADAMS; Pro/E
系统总体结构设计
一、系统设计的原则 1、系统性 从整个系统的角度进行考虑,系统的代码要统一,设计规范要标准,传递语言要尽可能一致,对系统的数据采集要做到数出一处、全局共享,使一次输入得到多次利用。 2、灵活性 系统应具有较好的开放性和结构的可变性,采用模块化结构,提高各模块的独立性,尽可能减少模块间的数据偶合,使各子系统间的数据依赖减至最低限度。 3、可靠性 可靠性是指系统抵御外界干扰的能力及受外界干扰时的恢复能力。一个成功的管理信息系统必须具有较高的可靠性,如安全保密性、检错及纠错能力、抗病毒能力等。 4、经济性 经济性指在满足系统需求的前提下,尽可能减小系统的开销。一方面,在硬件投资上不能盲目追求技术上的先进,而应以满足应用需要为前提;另一方面,系统设计中应尽量避免不必要的复杂化,各模块应尽量简洁,以便缩短处理流程、减少处理费用。 二、系统设计的主要内容 1、系统总体结构设计 系统总体结构设计包括两方面的内容: 系统网络结构设计; 系统模块化结构设计。 2、代码设计 代码设计就是通过设计合适的代码形式,使其作为数据的一个组成部分,用以代表客观存在的实体、实物和属性,以保证它的唯一性便于计算机处理。 3、数据库(文件)设计
根据系统分析得到的数据关系集和数据字典,再结合系统处理流程图,就可以确定出数据文件的结构和进行数据库设计。 4、输入/输出设计 输入/输出设计主要是对以纪录为单位的各种输入输出报表格式的描述,另外,对人机对话各式的设计和输入输出装置的考虑也在这一步完成。 5、处理流程设计 处理流程设计是通过系统处理流程图的形式,将系统对数据处理过程和数据在系统存储介质间的转换情况详细地描述出来。 6、程序流程设计 程序流程设计是根据模块的功能和系统处理流程的要求,设计出程序模框图,为程序员进行程序设计提供依据。 7、系统设计文档 系统标准化设计是指各类数据编码要符合标准化要求,对数据库(文件)命名、功能模块命名也要标准化。 描述系统设计结果是指系统设计说明书,程序设计说明书,系统测试说明书以及各种图表等,要将他们汇集成册,交有关人员和部门审核批准; 拟定系统实施方案设计是在系统设计结果得到有关人员和部门认可之后,拟定系统实施计划,详细地确定出实施阶段的工作内容、时间和具体要求。 另外,为了保证系统安全可靠运行,还要对数据进行保密设计,对系统进行可靠性设计。 三、系统设计的步骤 1、系统总体设计 包括:系统总体布局方案的确定;软件系统总体结构设计;数据存储的总体设计;计算机和网络系统方案的选择。 2、详细设计
系统总体设计原则汇总
1.1系统总体设计原则 为确保系统的建设成功与可持续发展,在系统的建设与技术方案设计时我们遵循如下的原则:1、统一设计原则统筹规划和统一设计系统结构。尤其是应用系统建设结构、数据模型结构、数据存储结构以及系统扩展规划等内容,均需从全局出发、从长远的角度考虑。2、先进性原则系统构成必须采用成熟、具有国内先进水平,并符合国际发展趋势的技术、软件产品和设备。在设计过程中充分依照国际上的规范、标准,借鉴国内外目前成熟的主流网络和综合信息系统的体系结构,以保证系统具有较长的生命力和扩展能力。保证先进性的同时还要保证技术的稳定、安全性。3、高可靠/高安全性原则系统设计和数据架构设计中充分考虑系统的安全和可靠。4、标准化原则系统各项技术遵循国际标准、国家标准、行业和相关规范。5、成熟性原则系统要采用国际主流、成熟的体系架构来构建,实现跨平台的应用。6、适用性原则保护已有资源,急用先行,在满足应用需求的前提下,尽量降低建设成本。7、可扩展性原则信息系统设计要考虑到业务未来发展的需要,尽可能设计得简明,降低各功能模块耦合度,并充分考虑兼容性。系统能够支持对多种格式数据的存储。 1.2业务应用支撑平台设计原则 业务应用支撑平台的设计遵循了以下原则:1、遵循相关规范或标准遵循J2EE、XML、JDBC、EJB、SNMP、HTTP、TCP/IP、SSL等业界主流标准2、采用先进和成熟的技术系统采用三层体系结构,使用XML规范作为信息交互的标准,充分吸收国际厂商的先进经验,并且采用先进、成熟的软硬件支撑平台及相关标准作为系统的基础。3、可灵活的与其他系统集成系统采用基于工业标准的技术,方便与其他系统的集成。4、快速开发/快速修改的原则系统提供了灵活的二次开发手段,在面向组件的应用框架上,能够在不影响系统情况下快速开发新业务、增加新功能,同时提供方便地对业务进行修改和动态加载的支持,保障应用系统应能够方便支持集中的版本控制与升级管理。5、具有良好的可扩展性系统能够支持硬件、系统软件、应用软件多个层面的可扩展性,能够实现快速开发/重组、业务参数配置、业务功能二次开发等多个方面使得系统可以支持未来不断变化的特征。6、平台无关性系统能够适应多种主流主机平台、数据库平台、中间件平台,具有较强的跨系统平台的能力。7、安全性和可靠性系统能保证数据安全一致,高度可靠,应提供多种检查和处理手段,保证系统的准确性。针对主机、数据库、网络、应用等各层次制定相应的安全策略和可靠性策略保障系统的安全性和可靠性。8、用户操作方便的原则系统提供统一的界面风格,可为每个用户群,包括客户,提供一个一致的、个性化定制的和易于使用的操作界面。 9、应支持多CPU的SMP对称多处理结构 1.3共享交换区数据库设计原则 1.统一设计原则为保证数据的有效性、合理性、一致性和可用性,在全国统一设立交换资源库基本项目和统一编码的基础上,进行扩展并制定统一的交换资源库结构标准。 2.有效提取原则既要考虑宏观决策需要,又要兼顾现实性,并进行业务信息的有效提取,过滤掉生产区中的过程性、地方性数据,将关键性、结果性数据提交集中到交换区数据库中。 3.保证交换原则统一设计数据交换接口、协议、流程和规范,保证数据通道的顺畅。 4.采用集中与分布式相结合的系统结构根据XX电子政务网络发达,地区经济差异性等特点,交换区采用集中与分布式相结合的数据库系统结构,并逐步向大型集中式数据库系统过渡。这些与外部系统交换的数据也需要从生产区数据得到,也就是说需要XXXX数据和各XXXX 数据的采集不只是局限于XXXX和XXXX原定的指标。 1.4档案管理系统设计原则
中重型柴油机活塞设计技术
中重型发动机活塞设计 摘要:探讨活塞疲劳开裂及试验研究,结合活塞的材料等介绍活塞的发展趋势及结构特点、性能及试验等。 关键词:活塞类型;液态模锻;纤维强化;内冷通道;试验 1概述 中、重型发动机普遍采用增压技术,强化程度大,爆发压力高,对作为发动机“心脏”的活塞,提出了越来越高的要求。在过去的十几年中,平均有效压力在设计上持续升高,在最近的十年中将可能达到30bar。这直接导致了气缸组件最大缸压和热负荷的增加。在追求低燃油耗的情况下,缸压200bar的发动机已较为普遍。 活塞主要采用铝-硅共晶合金材料,面对日益苛刻的发动机负荷,其适用区域构成了一定的限制。活塞主要作用是将能源转化为负荷输出。由于热负荷过大而引起的活塞烧顶、开裂、拉缸、变形和异常磨损等热损坏时有发生。另外,由于热负荷不均匀所引起的热变形、热应力以及对材料的热强度、摩擦副冷却等的影响也大大的限制了重型发动机的发展,成为重型车发展的一大障碍。在设计开发过程中,有必要找出活塞的失效模式并针对这些失效模式作出分析,找出改进的方法,提高活塞的使用寿命、可靠性,促进内燃机的发展和完善。 2活塞主要失效模式 活塞三个主要易受破坏区域: (1)顶部-由于承受较高负荷产生裂纹及与燃料有关的作用引起的腐蚀。 (2)销座-由于高温下活塞材料表面承受较高的交变燃烧压力作用而引起裂纹。 (3)环槽-由于位置较高的一环槽设计承受较高负荷限制了传统的镍基环槽加强作用的应用。 针对以上活塞主要失效模式,一般从三个方向解决: (1)铝合金性能进一步提高 (2)材料选用锻铁或钢 (3)改进活塞结构设计 3活塞类型及材料的研究 为了更好的适应中速柴油机的要求,活塞专业厂家在活塞结构类型及材料研究方面已开展了大量的工作。 3.1铝基体内冷通道活塞 铝合金活塞带内冷通道技术从20世纪60年代后期成为主要的产品,并且发展成能
3.结构设计基本步骤、方法及相关概念
结构设计基本步骤、方法及相关概念 PKPMCAD 邹军 一、常用规范 建筑结构荷载规范 混凝土设计规范 建筑抗震设计规范 建筑地基设计规范 高层建筑混凝土结构技术规程 岩土工程勘察规范 二、基本资料及信息 1.建筑需求:建筑外观、平面布局及使用功能要求,建筑重要性。需要相应阶段的建筑图纸、审批文件。 2.使用荷载:一般民用建筑可查看可在规范,普通住宅、办公室为2.0kN/m2,阳台2.5kN/m2;电梯机房等效8kN/m2;消防车等效20kN/m2。 工业厂房需要业主提供文件,指定使用荷载。 3.风信息:(荷载规范、高规) a.基本风压:一般用50年一遇,深圳为0.75kN/㎡,对应风速约120公里 /小时;高度大于60米的结构,承载力计算用100年一遇的 风压,深圳为0.90 kN/㎡) b.地面粗糙度:一般城市市区可选C c.体型系数:一般建筑取1.3
d.基本周期:简单估算(0.1x楼层数),用于计算风振 e.其他相关概念: Wk=βzμsμzW0 用于主要承重结构 Wk=βgzμsμzW0 用于围护结构 风压高度变化系数, 风振系数(基本自振周期大于0.25s,高度大于30m且高宽 比大于1.5的房屋,考虑顺风向风振系数;横向 风软件没有考虑) 阵风系数:计算围护结构风荷载 群体效应:群集的高层建筑,相互间距较近时,风力相互 干扰,体型系数应增大。 4.地震信息:(抗震规范、高规) a.设防烈度:按设计基本地震加速度值划分,分为6度(0.05g)、7 度(0.10g)、7度(0.15g)、8度(0.20g)、8度(0.30g)、 9度(0.40g),具体取值由政府规定(可查抗规附表),。 深圳为7度(0.1g) b.设计地震分组:按震中的近、远划分,分为第1组、第2组、第3组。 深圳为第1组 c.场地土类别:按土层等效剪切波速和土层厚度划分,分Ⅰ、Ⅱ、Ⅲ、 Ⅳ四类,大部分为Ⅱ类。由地质勘探部门提供。可以理 解为Ⅰ类场地土最结实,Ⅳ最差。 d.其他抗震相关概念: 抗震设防三水准:小震不坏、中震可修、大震不倒。
结构设计运动仿真分析
结构设计运动仿真分析 招生对象 --------------------------------- 参与运动机构设计的相关工程师和研发人员。 【主办单位】中国电子标准协会 【咨询热线】0 7 5 5 – 2 6 5 0 6 7 5 7 1 3 7 9 8 4 7 2 9 3 6 李生【报名邮箱】martin#https://www.360docs.net/doc/478716767.html, (请将#换成@) 课程内容 --------------------------------- 课程背景 本课程是讲述计算机仿真技术在运动机构设计中的应用。 培训对象 参与运动机构设计的相关工程师和研发人员。 培训目的 1. 掌握结构仿真的基本理论 2. 掌握结构仿真软件的建模与导入CAD模型 3. 具备分析运动机构动力学问题的能力 课程时长 18课时(6课时/天) 课程大纲 1. 结构仿真基础 1.1 结构仿真的分类与用途 1.2 运动机构中涉及的结构仿真 1.3 本培训中涉及的基础理论 2. 运动机构模型的建立 2.1 导入CAD模型 2.2 CAE软件内几何建模 2.3 部件材料和属性 2.4 部件连接的处理 2.5 模型简化策略 2.6 模型修改
2.7 参数化建模 3. 运动机构模型的计算 3.1 载荷与边界条件 3.2 求解设置 3.3 提交计算 4. 计算结果分析 4.1 导入结果 4.2 查看云图数据 4.3 查看曲线数据 5. 应用实例讲解 6. 上机操作 讲师介绍 --------------------------------- 郭老师 承担主要项目: 1. 家用空调仿真实验室。用培训加项目实战的方式,为海尔创建仿真实验室。 2. 垂直轴风力发电机结构强度校核。对垂直轴风力发电机进行强度和振动分析。 3. 止回阀性能验证。对核电厂风道中的止回阀进行安全性验证。 4. 瓶盖开裂分析。分析并解决市场上瓶盖开裂的问题。 5. 商用空调海运外损分析。分析大型商用空调海运变形的原因,并进行结构加强。 6. 燃气热水器包装设计。为美的进行包装优化设计,解决跌落测试难题。 7. 波轮/滚筒洗衣机包装设计。为海尔洗衣机进行优化设计,完成降低外损和成本的目标。************************************************** 【温馨提示】:本公司竭诚为企业提供灵活定制化的内部培训和顾问服务,培训内容可根据客户的需要灵活设计,企业内部培训人数不受限制,培训时间由企业灵活制定。顾问服务由中国电子标准协会顶尖顾问服务团队组成,由专人全程跟进,签约型绩效考核顾问服务效果,迅速全面提升企业工艺技术水平、产品质量及可靠性、成本节约!
结构设计常用参数表
一、钢筋的计算截面面积及理论重量 101151201 注:表中直径d=8.2mm 的计算截面面积及理论重量仅适用于有纵肋的热处理钢筋
二、每米板宽内的钢筋截面面积表
三、单肢箍Asv1/s(mm2/mm) 四、梁内单层钢筋最多根数 14 16 九、混凝土保护层 《混凝土结构设计规范》第9.2.1条纵向受力的普通钢筋及预应力钢筋,其混凝土保护层厚度(钢筋外边缘至混凝土表面的距离)不应小于钢筋的公称直径,且应符合表9.2.1的规定。 表9.2.1 纵向受力钢筋的混凝土保护层最小厚度(mm) 梁 注:基础中纵向受力钢筋的混凝土保护层厚度不应小于40mm;当无垫层时不应小于70mm。
第9.2.3条板、墙、壳中分布钢筋的保护层厚度不应小于本规范表9.2.1中相应数值减10mm,且不应小于10mm;梁、柱中箍筋和构造钢筋的保护层厚度不应小于15mm。第9.2.4条当梁、柱中纵向受力钢筋的混凝土保护层厚度大于40mm时,应对保护层采取有效的防裂构造措施。通常在砼保护离构件表面10-15mm处增配φ4@150钢筋 网片。 处于二、三类环境中的悬臂板,其上表面应采取有效的保护措施。 第9.2.5条对有防火要求的建筑物,其混凝土保护层厚度尚应符合国家现行有关标准的要求。处于四、五类环境中的建筑物,其混凝土保护层厚度尚应符合国家现行有 关标准的要求。 注意事项:混凝土最低强度等级和保护层厚度问题 1、±0.00以下(基础、底层柱)和屋面、露台梁板环境类别为二(a)类,应采用C25或以上混凝土。 2、基础混凝土保护层厚度为40mm,特别注意基础梁纵向钢筋净距是否满足规范要求。 3、应根据混凝土构件所处的环境类别和强度等级修改结构分析程序的保护层厚度。 十、纵向受力钢筋的配筋率 10.1、考虑到满足最小配筋率要求,常见板纵向受力钢筋的最小配筋率应符合《混凝土结构 设计规范》第9.5.1条的规定: 《混凝土规范》第9.5.1条钢筋混凝土结构构件中纵向受力钢筋的配筋百分率不应小于表 9.5.1规定的数值。 表9.5.1 钢筋混凝土结构构件中纵向受力钢筋的最小配筋百分率(%) 注:1、受压构件全部纵向钢筋最小配筋率,当采用HRB400级、RRB400级钢筋时,应按表中规定减小0.1;当混凝土强度等级为C60及以上时,应按表中规定增大0.1; 2、偏心受拉构件中的受压钢筋,应按受压构件一侧纵向钢筋考虑;
轿车雨刮器结构设计与运动仿真设计
轿车雨刮器结构设计与运动仿真设计
本科学生毕业设计 轿车雨刮器结构设计与运动仿真
毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。 作者签名:日期:
学位论文原创性声明 本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。本人完全意识到本声明的法律后果由本人承担。 作者签名:日期:年月日 学位论文版权使用授权书 本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。 涉密论文按学校规定处理。 作者签名:日期:年月日 导师签名:日期:年月日
面向服务的软件体系架构总体设计分析
面向服务的软件体系架构总体设计分析 计算机技术更新换代较为迅速,软件开发也发生较多改变,传统软件开发体系已经无法满足当前对软件生产的需求。随着计算机不断普及,软件行业必须由传统体系向面向服务架构转变。随着软件应用范围不断增大,难度逐渐上升,需要通过成本手段,提高现有资源利用率。通过面向服务体系结构可提高软件行业应对敏捷性,实现软件生产的规模化、产业化、流水线化。 1 软件危机的表现 1.1 软件成本越来越高 计算机最初主要用作军事领域,其软件开发主要由国家相关部分扶持,因此无需考虑软件开发成本。随着计算机日益普及,计算机已经深入到人们生活中,软件开发大多面向民用,因此软件开发过程中必须考虑其开发成本,且计算机硬件成本出现跳水现象,由此导致软件开发成本比例不断提升。 1.2 开发进度难以控制 软件属于一种智力虚拟产品,软件与其他产品最大不同是其存在前提为内在逻辑关系。相较于计算机硬件粗生产情况,传统工作中的加班及倒班无法应用到软件开发中,提升软件开发进度无法通过传统生产方法实现。且在软件开发过程中会出现一些意料不到的因素,影响软件开发流程,导致软件开发未按照预期计划展开。由此可见不仅软件项目开发难度不断增加,软件系统复杂复杂性也不断提升,即使增加
开发人手也未必能取得良好效果。 1.3 软件质量难以令人满意 软件开发另一常见问题就是在软件开发周期内将产品开发出来,但软件本身表现出的性能却未达到预期目标,难以满足用户多方位需求。该问题属于软件行业开发通病,当软件程序出现故障时会导致巨大损失。在此过程中软件开发缺乏有效引导,开发人员在开发过程中往往立足于自身想法展开软件开发,因此软件开发具有较强主观性,与客户想法不一致,因此导致软件产品质量难以让客户满意。 1.4 软件维护成本较高 与硬件设施一样,软件在使用过程中需要对其进行维护。软件被开发出来后首先进行公测,发现其软件存在的问题,并对其重新编辑提升软件性能,从而为客户提供更好服务。其次软件需要定时更新,若程序员在开发过程中并未按照相关标准执行会导致其缺乏技术性文档,提升软件使用过程中的维护难度。另外在新增或更新软件过程中可能导致出现新的问题,影响软件正常使用,并可能造成新的问题。由此可见软件开发成功后仍旧需要花费较高成本进行软件维护。 2 面向服务体系架构原理 2.1 面向服务体系架构定义 面向服务体系构架从本质上是一种应用体系架构,体系所有功能均是一种独立服务,所有服务均通过自己的可调用接口与程序相连,因此可通过服务理论实现相关服务的调动。面向服务体系构架从本质上来说就是为一种服务,是服务方通过一系列操作后满足被服务方需求的
UGNX运动仿真应用于机械结构设计说明
UG NX运动仿真应用于机械结构设计 作者:凯 1 引言 NX是计算机辅助设计、制造和分析软件,即CAD/CAM/CAE集成工程软件系统,具有强大的设计、加工、分析能力。为汽车、机械、航天、航空、家电、医疗仪器和工模具等工业的生产提供了有力软件工具。 传统机械设计中。设计者仅仅是做出零件的二维或二维的装配图,无法准确地预测出机构在运行过程中各零件是否干涉、驱动力是否满足、运动部件的行程能否达到要求等细书问题。设计者对机构在运转中的情况停留在理论计算以及自己对机构的分析评估,在此条件下设计的机构不免会存在各种隐患和漏洞。制造完成的机构在运行中往往面临各种问题,可能需要对机构某部件再次进行设计或改进,影响了工作效率。 在机械设计过程中引入运动仿真功能可以直接避免上述种种问题。设计者可对仿真中发现的问题进行相应的处理,同时也能够为用户提供更加直观更有说服力的动画产品演示。 2 NX软件设计压铸机取料机械手 下面仅以NX软件设计压铸机取料机械手为例,说明运动仿直模拟分析过程(如图1)。
以设计压铸机取料机械手例(图2)、介绍NX软件在机构设计中的应用,可实现存模块的无缝连接。它具有强大的实体建模、曲面造型、工程制图以及装配功能,可以进行运动仿真分析。 图2 压铸机取料机械手 2.1 步骤1:实体建模 NX具有完善的实体建模功能,可根据零件外形先绘制草图,添加尺寸约束,然后通过拉伸、旋转、扫面、放样、倒角、切分、布尔运算、拔模、抽壳等命令完成行零部件的设计,每个部件录用参数化设计,在装配过程中发现问题后可直接修改零件刚中的尺寸参数。
该机构包括旋转装置、水平移动装置、竖直移动装置,涉及到的运动方式是电机驱动、齿轮齿条传动、皮带轮传动、气缸驱动等,建模的零件包括:机架、电机、气缸、齿轮、齿条、卡爪、直线导轨等70个,绘制完成后放入统一的文件夹(如图3、4、5)。 图3 建模的一般工具 图4 零件建模设计
结构设计中的七个重要参数
1、轴压比 轴压比主要是控制结构的延性,具体要求见抗规6.3.6和6.4.5,高规6.4.2和7.2.14。 轴压比过大则结构的延性要求无法保证,此时应加大截面面积或提高混凝土强度;轴压比过小,则结构的经济性不好,此时应减小截面面积。 轴压比不满足时的调整方法: 增大该墙、柱截面或提高该楼层墙、柱混凝土强度。 02周期比 周期比控制的是结构侧向刚度与扭转刚度之间的相对关系,它的目的是使抗侧力构件的平面布置更合理,使结构不致于出现过大的扭转效应。一句话,周期比不是要求结构足够结实,而是要求结构承载布置合理,具体要求见高规 4.3.5。刚度越大,周期越小。 抗侧力构件对结构扭转刚度的贡献与其距结构刚心的距离成正比,意思是结构外围的抗侧力构件对结构的扭转刚度贡献最大。 结构的第一、第二振型宜为平动,扭转周期宜出现在第三振型及以后。 当第一振型为扭转时: 说明结构的扭转刚度相对于其两个主轴的侧移刚度过小,此时应沿两个主轴适当加强结构外围的刚度,或沿两个主轴适当削弱结构内部的刚度。 当第二振型为扭转时: 说明结构沿两个主轴的侧移刚度相差较大,结构的扭转刚度相对于其中一主轴(第一振型转角方向)的侧移刚度是合理的,但对于另一主轴(第三振型转角方向)的侧移刚度过小,此时应适当削弱结构内部沿第三振型转角方向的刚度或适当加强结构外围(主要是沿第一振型转角方向)的刚度。 周期比不满足时的调整方法: 通过人工调整改变结构布置,提高结构的抗扭刚度;总的调整原则是加强结构外围墙、柱或梁的刚度,适当削弱结构中间墙、柱的刚度;利用结构刚度与周期的反比关系,合理布置抗侧力构件,加强需要减小周期方向(包括平动方向和扭转方向)的刚度,或削弱需要增大周期方向的刚度。 03、位移比/位移角 位移比是指采用刚性楼板假定下,端部最大位移(层间位移)与两端位移(层间位移)平均值的比,位移比的大小反映了结构的扭转效应,同周期比的概
激光打标机结构设计及运动仿真
图书分类号:密级:
毕业设计(论文) 激光打标机结构设计及运动仿真 THE DESIGN OF LASER MARKING MACHINE STRUCTURE AND MOVEMENT SIMULATION
学位论文原创性声明 本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。除文中已经注明引用或参考的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品或成果。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标注。 本人完全意识到本声明的法律结果由本人承担。 论文作者签名:日期:年月日 学位论文版权协议书 本人完全了解关于收集、保存、使用学位论文的规定,即:本校学生在学习期间所完成的学位论文的知识产权归所拥有。有权保留并向国家有关部门或机构送交学位论文的纸本复印件和电子文档拷贝,允许论文被查阅和借阅。可以公布学位论文的全部或部分内容,可以将本学位论文的全部或部分内容提交至各类数据库进行发布和检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。 论文作者签名:导师签名: 日期:年月日日期:年月日
摘要 此次设计主要目标为设计一台激光打标机。此激光打标机主要用于芯片等小型工件的表面进行打标。另外,本文还对现今国外激光打标机的发展状况及趋势进行了分析,分析表明在现代高科技不断革新,不断发展的情况下。激光打标机的运用前景将会越来越广泛。激光加工技术越来越受到人们的喜爱与认同。 本次设计的任务主要是对激光打标机的机械结构进行分析、设计以及重要部件的运动仿真。前部分主要是对于激光打标机自动上料机构、机械手、传送带、打标机构、自动下料机构的具体分析与设计,在设计中主要选用了滚珠丝杠副、带轮、导轨等传动系统,并且考虑到使用时的安全性与合理性,还进行了计算与校核。根据上、下料机构、传送带的正常速度分别对步进电动机进行了选型。最后还对激光打标机运用UG6.0建模模块进行实体建模,针对激打标机的运动仿真问题,选用UG6.0的运动仿真模块进行模拟。 本次设计的成果为一台可实现全自动打标的激光打标机,采用滚珠丝杠副作为上、下料机构的传动结构、步进电动机为动力装置、机械手为抓取机构、材质为PVC的传送带、滑动导轨等装置。 从目前全球工业及其他行业的发展的情况来看,我们可以总结出国内外激光打标机未来的发展方向:全自动化、打标材料的多样化、微型精密化。 关键词激光打标;打标机;运动仿真
387柴油机设计(活塞连杆组)
387柴油机设计(活塞连杆组) 摘要 本文主要介绍387柴油机活塞连杆组的设计。在本次设计中,考虑到387柴油机主要应用于农业生产中的中小型机械,环境往往较为恶劣,需要内燃机具有较好的动力性能为农机产品提供足够的动力。本次设计在387柴油机基础上加大了活塞的工作行程,改球形燃烧室为W形燃烧室,使其动力性与经济性都有所提高。但由于工作行程的加大,平衡性变差,噪音与震动加大,在设计时对其采取一定的措施。燃烧系统采用直喷型,易启动,节能效果明显,可使经济性和动力性大大提高。发动机转速为3000r/min左右,12h标定功率约27kW,符合当今低速汽车对转速及功率的需求。通过参数及工艺性能的控制可使燃油消耗率保持在245g/kW.h以内。本文着重讨论了活塞连杆组部位的设计要求及特点。 本人主要任务是设计387柴油机的活塞连杆组,首先根据柴油机的性能指标对柴油机主要的性能参数进行了选择。然后在参照387柴油机的活塞连杆组进行结构设计。在阐述活塞连杆组设计过程的同时也对主要零部件的设计要点作了总结。本说明书中重点论述了387柴油机活塞连杆组的设计依据与设计过程。 关键词:柴油机,活塞,连杆
THE DESIGN OF 387 DIESEL ENGINE (PARTS OF PISTON GROUP) ABSTRACT This paper mainly introduces the design of the 387 diesel engine parts of piston group. In this design, considering the 387 diesel engines are mainly applied in small and medium-sized machinery, agricultural production environment is bad, need often has better performance for internal machinery products provide enough power. The Diesel 387 which designed this time is on the basis of the old Diesel 387 and increasing the piston stroke, with its power performance and economical efficiency enhanced. However, because of the work itinerary increased, its balance became worse, noise and vibration also increased. So in this design, I have to take some certain measures. Combustion Chamber using injection type, easy to start, energy saving effect, and can make the efficiency and performance improved greatly. The engine speed is 3000r/min, about 27kW/12h calibration power, speed and the current low power of the car needs. Through the parameters and process performance control can make fuel consumption in 245g/kW.This paper discusses the design requirements and characteristics of the cylinder important parts。 My main task is to design 387 engine parts of piston group. On the first, according to the diesel’s performance target, I should to choose the main performance mark of the diesel. Then in the light of the design of 387 diesel parts of piston group to design the structure. When explained the process of the parts of piston group design, I also summarized the main parts. This thesis focused on expounding the foundation and process of the 387 diesel engine parts of piston group design. KEY WORDS:diesel engine, the piston, the connecting rod,
六自由度工业机器人结构设计与运动仿真
龙源期刊网 https://www.360docs.net/doc/478716767.html, 六自由度工业机器人结构设计与运动仿真 作者:吴应东 来源:《现代电子技术》2014年第02期 摘要:随着计算机、自动控制等技术的发展,工业机器人被大量运用于多种场合。其末端执行器决定了机器人的功能,但机器人本体结构的设计尤为重要。为方便研究,设计了一种六自由度工业机器人结构,采用D?H方法,完成机器人的运动正解。运动逆解采用代数法完成。最后,充分利用LabVIEW便捷的人机界面设计、Softmotion插件丰富的运动控制函数以及Solidworks Motion直观的三维仿真等优点,联合LabVIEW的Softmotion插件和Solidworks Motion进行运动仿真,该思路还能够为后续物理样机的控制仿真提供帮助。 关键词:工业机器人;结构设计;运动学分析;运动仿真 中图分类号: TN919?34; TH242.2 文献标识码: A 文章编号: 1004?373X(2014) 02?0074?03 工业机器人主要由本体和末端执行机构组成。其主体结构具有一定的通用性,末端执行机构(如焊枪等)决定了机器人的功能。工业机器人拥有相对较低的智能程度,但能带来巨大的经济效益。它之所以走在机器人技术的前沿,很大一部分原因就是其广泛的应用范围以及巨大的社会价值[1]。在工业机器人领域,日本首屈一指,已经形成非常有规模的产业。据统计, 其机器人数量几乎占据世界机器人数量[2]的50%。比较著名的有FANUC、Motoman等。另外,德国的KUKA、瑞典的ABB及美国的Adept Technology公司等,它们都是各自国家的支柱产业之一。 1 机器人的结构设计 工业机器人主要由位置调整机构和姿态调整机构两部分组成。本文采用典型的六自由度工业机器人结构[3]。前三个关节负责位置调整,后三个关节负责姿态调整。多个关节协同完成 机器人末端点的控制。其模型采用Solidworks完成三维模型的建立,整体结构及相关关节转动示意如图1所示。 2 六自由度工业机器人运动学分析 机器人运动学分析并不考虑机器人的整体受力情况,分为正向和逆向运动学分析[4]。正 运动学是给定各关节位移值,计算得到末端执行器坐标系相对零点坐标系的位置和姿态,逆运动学则与之相反。 2.1 机器人正运动学分析 通过D?H方法建立坐标系,如图2所示。
活塞结构设计与工艺设计毕业设计说明书
目录 前言 (1) 1活塞的概述 (2) 1.1活塞的功用及工作条件 (2) 1.2活塞的材料 (2) 1.3活塞结构 (2) 1.3.1活塞顶部 (2) 1.3.2活塞头部 (3) 1.3.3活塞裙部 (3) 2活塞的结构参数 (4) 3活塞最大爆发压力的计算 (5) 3.1热力过程计算 (5) 3.2柴油机的指示参数 (8) 3.3柴油机有效效率 (10) 4活塞销的受力分析 (12) 5活塞的加工工艺 (14) 参考文献: (15)
前言 内燃机的不断发展,是建立在主要零部件性能和寿命不断改进和提高的基础上的,尤其是随着发动机强化程度的提高、功率的增大和转速的增加,零部件尤其是直喷式柴油机活塞的工作环境变得更加恶劣了。活塞的结构直接影响活塞的温度分布和热应力分布,因此就有必要对活塞的结构和性能作出预测和评价。 活塞是内燃机上最关键的运动件,它在高温高压下承受反复交变载荷,被称为内燃机的心脏,特别是坦克、舰艇和军用车船用内燃机活塞则要求更高,它已成为制约内燃机发展的一个突出问题。 本次课程设计的题目是发动机铝活塞的结构及工艺设计,选择利用合适的机床加工发动机活塞,通过这次课程设计,要求熟练掌握并能在实际问题中进行创新和优化其加工工艺过程。
1活塞的概述 1.1活塞的功用及工作条件 全套图纸及更多设计请联系QQ:360702501活塞是曲柄连杆机构的重要零件煤气主要功用是承受燃烧气体压力和惯性力,并将燃烧气体压力通过活塞销传给连杆,推动曲轴旋转对外作功。此外,活塞又是燃烧室的组成部分。 活塞是内燃机中工作条件最严酷的零件。作用于活塞上的气体压力和惯性力都是周期变化的,燃烧瞬时作用于活塞上的气体压力很高,如增压内燃机的最高燃烧压力可达14—16MPa。而且活塞还要承受在连杆倾斜位置时侧压力的周期性冲击作用,在气体压力、往复惯性力和侧压力的共同作用下,可能引起活塞变形,活塞销座开裂,活塞侧部磨损等。由此可见,活塞应有足够的强度和刚度,而且质量要轻。 活塞顶部直接与高温燃气接触,活塞顶部的温度很高,各部的温差很大,柴油机活塞顶部常布置有凹坑状燃烧室,使顶部实际受热面积加大,热负荷更加严重。高温必然会引起活塞材料的强度下降,活塞的热膨胀量增加,破坏活塞与气缸壁的正常间隙。另外,由于冷热不均匀所产生的热应力容易使活塞顶部出现疲劳热裂现象。所以要求活塞应有足够的耐热性和良好的导热性,小的线膨胀系数。同时在结构上采取适当的措施,防止过大的热变形。 活塞运动速度和工作温度高,润滑条件差,因此摩擦损失大,磨损严重。要求应具良好的减摩性或采取特殊的表面处理。 1.2活塞的材料 现代内燃机广泛使用铝合金活塞。铝合金导热性好(比铸铁大3-4倍),密度小(约为铸铁的1/3)。因此铝活塞惯性力小,工作温度低,温度分布均匀,对改善工作条件减少热应力延缓机油变质有利。目前铝活塞广泛采用含硅12%左右的共晶铝硅合金制造,外加铜和镍,以提高热稳定性和高温机械性能。铝活塞毛胚可采用金属模铸造,锻造和液压模锻等方法生产。 为了提高铝活塞的强度和硬度,并稳定形状尺寸,必须对活塞进行淬火和时效热处理。 1.3活塞结构 活塞按部位不同,分为顶部,头部和裙部三部分。 1.3.1活塞顶部 活塞顶部是燃烧室的组成部分,其形状与燃烧室形状和压缩比有关,一般有平顶,凸
结构设计基本流程
一、结构设计的内容和基本流程 结构设计的内容主要包括:1.合理的体系选型与结构布置 正确的结构计算与内力分析2.3.周密合理的细部设计与构造 。三方面互为呼应,缺一不可 结构设计的基本流程 各阶段结构设计的目标和主要内容二、1.方案设计阶段 1)目标确定建筑物的整体结构可行性,柱、墙、梁的大体布置,以便建筑专业在此基础上进一步深化, 形成一个各专业都可行、大体合理的建筑方案。2)内容: a.结构选型 结构体系及结构材料的确定,如混凝土结构几大体系(框架、框架—剪力墙、剪力墙、框架—筒体、 筒中筒等)、混合结构、钢结构以及个别构件采用组合构件,等等。结构分缝b.如建筑群或体型复杂的单体建筑,需要考虑是否分缝,并确定防震缝的宽度。结构布置c.柱墙布置及楼面梁板布置。主要确定构件支承和传力的可行性和合理性。 d.结构估算 根据工程设计经验采用手算估计主要柱、墙、梁的间距、尺寸,或构建概念模型进行估算。.2.初步设计阶段 目标在方案设计阶段成果的基础上调整、细化,以确定结构布置和构件截面的合理性和经济性,以 此作为施工图设计实施的依据。 2)内容 ①计算程序的选择(如需要); ②结构各部位抗震等级的确定; ③计算参数选择(设计地震动参数、场地类别、周期折减系数、剪力调整系数、地震调整系数,梁 端弯矩调整系数、梁跨中弯矩放大系数、基本风压、梁刚度放大系数、扭矩折减系数、连梁刚度折减系数、地震作用方向、振型组合、偶然偏心等); ④混凝土强度等级和钢材类别; ⑤荷载取值(包括隔墙的密度和厚度); 为楼层数);,n9n15,多层取3n,大底盘多塔楼时取≥⑥振型数的取值(平扭耦连时取≥⑦结构嵌固端的选择。