理想的汽车总装生产线
大 类
小 类
投产例子
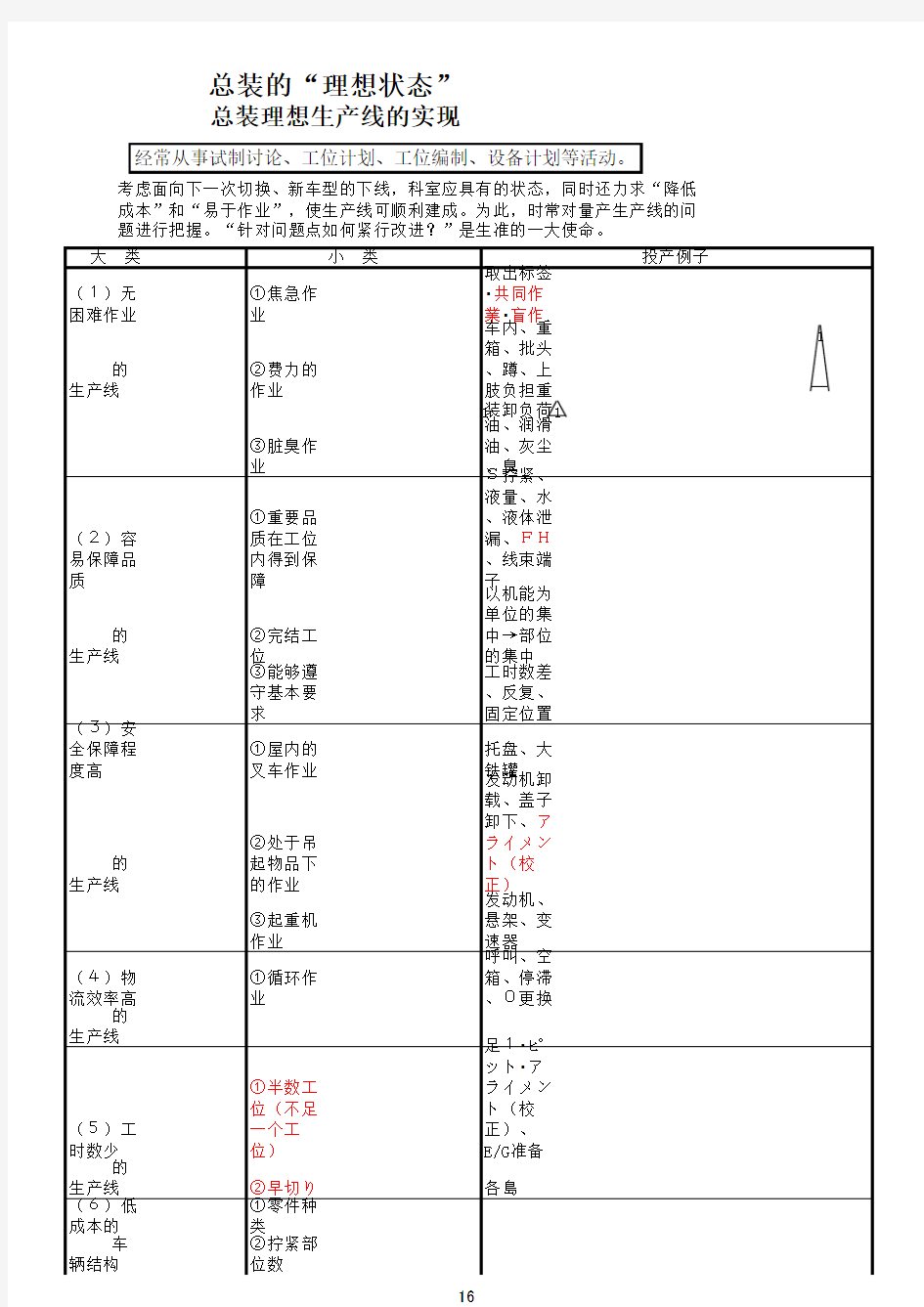
(1)无困难作业①焦急作业取出标签?共同作業
?盲作業
的生产线
②费力的作业
车内、重箱、批头、蹲、上肢负担重装卸负荷③脏臭作业油、润滑油、灰尘、臭
(2)容易保障品质①重要品质在工位内得到保障S拧紧、液量、水、液体泄漏、FH、线束端子 的生产线②完结工位以机能为单位的集中→部位的集中
③能够遵守基本要求工时数差、反复、固定位置
(3)安全保障程度高①屋内的叉车作业托盘、大铁罐 的生产线②处于吊起物品下的作业发动机卸载、盖子卸下、アライメント(校正)
③起重机作业发动机、悬架、变速器
(4)物流效率高①循环作业呼叫、空箱、停滞、0更换 的生产线(5)工时数少①半数工位(不足一个工位)足1?ピット?アライメント(校正)、E/G准备 的生产线②早切り各島(6)低成本的①零件种类 车辆结构②拧紧部位数
③取消设定
(7)投资效率高SHEDING 的生产线②已有设备
③内制率总装的“理想状态”
总装理想生产线的实现
考虑面向下一次切换、新车型的下线,科室应具有的状态,同时还力求“降低成本”和“易于作业”,使生产线可顺利建成。为此,时常对量产生产线的问题进行把握。“针对问题点如何紧行改进?”是生准的一大使命。
1经常从事试制讨论、工位计划、工位编制、设备计划等活动。
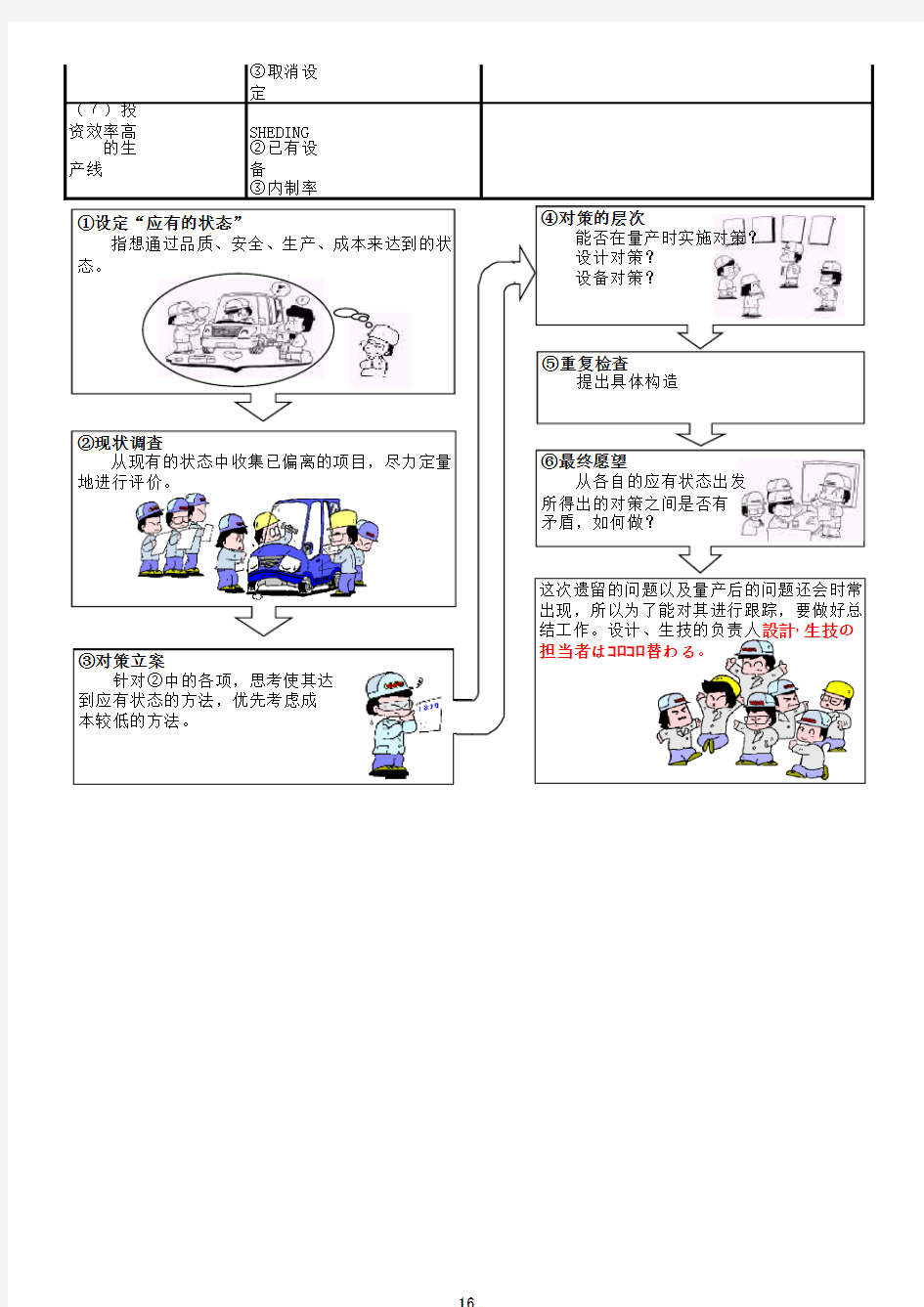
这次遗留的问题以及量产后的问题还会时常出现,所以为了能对其进行跟踪,要做好总结工作。设计、生技的负责人設計?生技の担当者は????替わる。
⑤重复检查
提出具体构造
②现状调查
从现有的状态中收集已偏离的项目,尽力定量地进行评价。
①设定“应有的状态”
指想通过品质、安全、生产、成本来达到的状态。
③对策立案
针对②中的各项,思考使其达到应有状态的方法,优先考虑成本较低的方法。
④对策的层次
能否在量产时实施对策?设计对策?设备对策?
⑥最终愿望
从各自的应有状态出发所得出的对策之间是否有矛盾,如何做?
1
常总