磁力研磨机的结构设计
磁力研磨机的结构设计
董瑞宝, 宋庆环, 付云强
(唐山学院,河北唐山063020)
摘要: 磁力研磨技术是新型的光整加工技术,目前在我国尚不普及,没有专用的设备,为了推广该项技术,研制开发了磁力研磨机。在此介绍用CA6140普通车床改装的磁性研磨机的结构设计。
0前言
磁力研磨装置是利用永久磁铁产生强磁场,依靠磁力使磁性研磨粒子贴附在工件表面,当工件与磁极产生相对运动时,磁性研磨粒子对工件表面进行研磨加工。根据磁力研磨特点和待加工工件现状设计不同的磁研磨回路,在现有设备基础上进行改造,针对轴类零件的自身特点,对CA6140车床进行设备改造即可成为专用的磁力研磨装置。
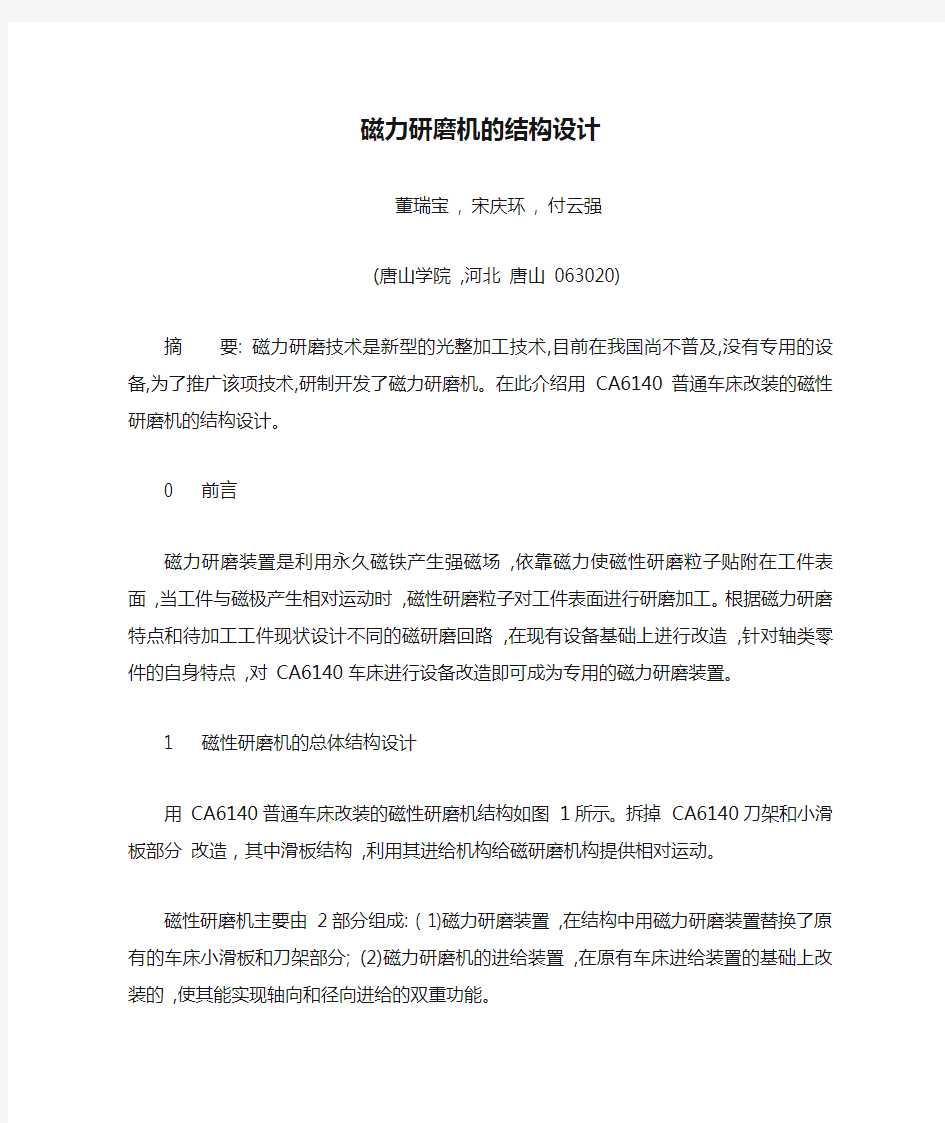
1磁性研磨机的总体结构设计
用CA6140普通车床改装的磁性研磨机结构如图1所示。拆掉CA6140刀架和小滑板部分改造,其中滑板结构,利用其进给机构给磁研磨机构提供相对运动。
磁性研磨机主要由2部分组成: ( 1)磁力研磨装置,在结构中用磁力研磨装置替换了原有的车床小滑板和刀架部分; (2)磁力研磨机的进给装置,在原有车床进给装置的基础上改装的,使其能实现轴向和径向进给的双重功能。
于0104 mm,同时调整导轨与各拖板之间的间隙一定要合适。
214合理选取车刀的几何参数
车削细长轴时,由于工件刚性差,车刀的几何形状对工件的振动有明显的影响。选择车刀的几何形状时应注意的6点见文献[ 1 ]、[ 3 ]。
3结语
通过工艺系统优化,获得了相当满意的效果:(1)工件加工精度与表面粗糙度达到图纸要求;
(2)反向切削方法的最大直径误差大约是正向切削方法的一半; (3)使用大切削量节约工时成本; (4)由于充分使用了切削液,刀具的耐用度显著提高。
2磁力研磨装置
磁力研磨装置如图2所示。由磁极、支架、微调手轮、联接架等组成。磁极选用的是经过特殊形状设计的2块永久磁铁。通过磁极间产生的磁场来实现磁研磨的全部研磨过程,工作区域就是在这2块磁极之间。支架是用来固定磁极并连接磁力研磨装置和进给装置的。它的一端连接磁极部分,另一端与能产生径向位移的滑块相连,使产生磁力的磁极可以沿着滑道的方向在径向自由移动。滑块沿轨道的自由移动带动支架做径向移动,从而可以根据需要自由调节磁极的位置,同时分开,同时靠近,或同时向一个方向运动。在支架上,设计安装了具有微调作用的微调手轮。由于磁力研磨过程中,加工间隙对研磨效果有很大的影响。通常情况下,要保证加工间隙在2~3mm。为了保证这一加工间隙,设计了微调手轮。在调整好两磁极间的相对距离后,靠微调手轮来调整工件和磁极间的距离误差,使误差达到最小。
磁力研磨的实际工作区域是在一个开放的磁路中进行的,为了尽可能地减小漏磁的影响,在两磁极之间装有连接架,它是由导磁的材料制成。联结架的作用是最大限度地减少漏磁,使集中在加工区域的磁力线分布更为密集。此结构设计简单,可以满足一般轴类零件的表面抛光处理。如光轴类、管类、阶梯轴和螺纹轴等的外表面抛光。
3磁力进给装置
磁力研磨机的进给装置如图3所示。主要利用CA6140车床原有的进给装置,实现磁力研磨装置轴类零件的轴向和径向运动。在原有车床的进给装置基础上稍加改装就可以满足需要。(1)磁力研磨装置轴向运动原有车床的进给机构可以实现刀架沿车床主轴的轴向运动和径向运动,其轴向运动由主轴通过挂轮箱和进给箱通过一系列的齿轮传动和一组蜗杆传动把运动传给大滑板,通过大滑板带动刀架沿主轴轴向运动,在磁研磨加工过程中依然保留这部分功能,车床溜板箱部分保持不动。即磁力研磨装置轴向运动仍然由原来车床的轴向进给机构提供。
(2)磁力研磨装置径向运动改造车床原有的中滑板机构,实现磁力研磨装置的径向运动。原有车床中滑板可以满足刀架的单向径向移动,由于磁力研磨装置的磁极对称设计,要求磁极能够满足在径向做同时靠近或分离的运动,所以将原有的1块中滑板改为2块,通过2个旋向相反的丝杠带动2块中滑板做同时靠近或分离的反向运动。2个丝杠通过一个质量较轻的联轴器相联。由于丝杠的长度并不是很长,可以保证丝杠在径向不发生抖动。这种双联动的运动机构,依然可以通过调节车床的进给机构手柄来实现2块中滑板的的径向移动和进给速度控制。在2块中滑板的上面各安装有滑道及滑块。在加工一般轴类零件时,只需要通过调节中滑板的位置来调节磁极和工件的位置。在加工复杂轴类零件,例如凸轮轴时,当磁极和工件的相对位置确定后,利用滑道上滑块的自由摆动来保证磁极和凸轮轴的相对距离各处瞬时相等。
4结语
磁力研磨装置设计没有复杂的机构,利用了原有的机器设备。它可以在车床上自由替换安装,只在需要磁研磨加工时,安装上这套装置就可使CA6140车床转换成专用的磁力研磨装置。制作成本较低,安装方便,有利于磁研磨技术在实际生产中的推广。
研磨工安全操作规程示范文本
研磨工安全操作规程示范 文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
研磨工安全操作规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1.使用研磨机研磨外圆时,研磨套不得调节过紧,并 必须用右手调节。推动研磨套要稳,感觉过紧即调松不要 硬推。 2.研磨内圆时,研磨杆要装牢,必须用右手移动工 件。 3.手工研磨内孔时,中小件要夹紧,大件要安放平 稳,以免在操作中滑脱或翻倒。用力不可太猛,防止研磨 棒脱出工件而至跌伤。 4.手工研磨较大平面或拆换研磨机,研磨盘时,须二 人协作,动作应协调。注意勿使工具落地伤人。 5.研磨机在运转时禁止用手直接加添研磨剂。
6.使用油类清洁要注意防火。 ——摘自《机械工人安全技术操作规程》 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
【CN209885890U】一种肥皂研磨装置【专利】
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10)授权公告号 (45)授权公告日 (21)申请号 201920589462.X (22)申请日 2019.04.27 (73)专利权人 青岛金牛油脂科技有限公司 地址 266000 山东省青岛市黄岛区明关路 655号 (72)发明人 孔令攀 王朋 (74)专利代理机构 北京汇捷知识产权代理事务 所(普通合伙) 11531 代理人 于鹏 (51)Int.Cl. B02C 4/02(2006.01) B02C 4/28(2006.01) (54)实用新型名称一种肥皂研磨装置(57)摘要本实用新型公开了一种肥皂研磨装置,主要涉及肥皂加工设施领域。包括研磨机本体,所述研磨机本体的一端设有出料装置,所述出料装置包括与研磨机本体铰接的支撑板,所述支撑板的底部铰接有连接杆,所述连接杆远离支撑板的一端铰接有滑块,所述滑块的下侧设有第一支撑块,所述第一支撑块上设有第一支撑螺丝,所述支撑板的顶部对称设有固定挡板,所述固定挡板远离研磨机本体的一端铰接有活动挡板,所述活动挡板远离固定挡板的一端设有延长挡板,活动挡板的外侧设有第二支撑螺丝。本实用新型的有益效果在于:它能够对下料方向和排料口径进行调整,能够充分利用现有的传送带和物料桶,防止设备闲置,提供生产设施利用率,降低制造成 本。权利要求书1页 说明书4页 附图2页CN 209885890 U 2020.01.03 C N 209885890 U
权 利 要 求 书1/1页CN 209885890 U 1.一种肥皂研磨装置,包括研磨机本体(1),所述研磨机本体(1)的一端设有出料装置,其特征在于:所述出料装置包括与研磨机本体(1)铰接的支撑板(2),所述支撑板(2)的底部铰接有连接杆(3),所述连接杆(3)远离支撑板(2)的一端铰接有滑块(4),所述滑块(4)与研磨机本体(1)滑动连接,所述滑块(4)的下侧设有第一支撑块(5),所述第一支撑块(5)与研磨机本体(1)固定连接,所述第一支撑块(5)上设有第一支撑螺丝(6),所述第一支撑螺丝(6)的顶端与滑块(4)抵接,所述支撑板(2)的顶部对称设有固定挡板(7),所述固定挡板(7)远离研磨机本体(1)的一端铰接有活动挡板(8),所述活动挡板(8)远离固定挡板(7)的一端设有延长挡板(9),所述延长挡板(9)上设有腰型孔(10),所述活动挡板(8)上设有与腰型孔(10)相适应的螺栓(11),所述延长挡板(9)通过螺栓(11)与活动挡板(8)可拆卸连接,所述活动挡板(8)的外侧设有第二支撑螺丝(12),所述第二支撑螺丝(12)的一端与活动挡板(8)抵接,所述支撑板(2)上设有与第二支撑螺丝(12)相适应的第二支撑块(13)。 2.根据权利要求1所述的一种肥皂研磨装置,其特征在于:所述第一支撑螺丝(6)、第二支撑螺丝(12)均为蝶形螺丝。 3.根据权利要求1所述的一种肥皂研磨装置,其特征在于:所述滑块(4)上设有第一锁定螺丝(14)。 4.根据权利要求1所述的一种肥皂研磨装置,其特征在于:所述活动挡板(8)的外侧壁上设有支撑座(15),所述支撑座(15)上设有第二锁定螺丝(16)。 5.根据权利要求1所述的一种肥皂研磨装置,其特征在于:每个所述延长挡板(9)上腰型孔(10)的数量为两个。 2
毕业论文—平面研磨机设计
摘要 研磨是一种重要的精密和超精密加工方法,它是利用磨具通过磨料作用于工件表面,进行微量加工的过程。研磨加工可以得到很高的尺寸精度和形状精度,甚至可以达到加工精度的极限。本设计采用现代设计方法学为指导,给出了圆柱端面研磨机的黑箱模型和整机功能的形态学矩阵,依据形态学矩阵制定出研磨机机具体方案。通过MATlAB软件中的优化函数对方案中主要运动部件的参数进行优化。设计出了一台双驱动两自由度行星式圆柱端面研磨机。建立数学模型,计算出工作时加工零件的运动方程,通过MATLAB软件绘制了运动运动轨迹。最后通过对研磨轨迹的分析,确定了系杆和内齿轮的转速范围。 【关键词】行星式研磨机功能分析运动轨迹 MATLAB软件 Abstract
Lapping is an important precision and ultra precision machining method, which is the use of abrasive through the abrasive effect on the surface, the micro machining https://www.360docs.net/doc/4d5283805.html,pping can get very high dimensional accuracy and form accuracy, even up to the limits of precision. The design uses a modern design methodology as a guide, cylindrical lapping machine is given black-box model and the whole function of the morphological matrix, based on morphological matrix to develop specific programs grinder machine. By MATlAB optimal function in the software program in the main moving parts of the parameters were optimized. Design of a dual drive planetary two degrees of freedom cylindrical grinding machine. Established Mathematical model, calculate the equation of motion of machine parts,through the MATLAB software to draw the motion traces. Finally, through the analysis of lapping trajectory to determine the tie rod and the gear speed range. 【Key words】planetary; functional Analysis; lapping machine; motion traces; MATLAB software
震动抛光机使用方法-振动抛光机操作步骤【干货】
震动抛光机使用方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 震动研磨机,源自台湾精工技术,采用台湾原装马达,高效稳定的保证。震动研磨机应用行业:震动研磨机在自行车、铝压铸件、锌压铸件、家具五金、服装五金、箱包五金件、眼镜配件、钟表配件、锁、电子配件、各类首饰、珠宝及粉末冶金、树脂等;针对于不锈钢、铁、铜、锌、铝、镁合金等材质经冲压、压铸、铸造、锻造,针对于线材、陶瓷、玉石、珊瑚、合成树脂、塑料、瓷器等材质物品表面抛光、倒角、去除毛边、除锈、粗磨光、精密磨光、光泽打光。 震动研磨机的产品说明:震动研磨机采用先进的螺旋流动,三次元振动的加工原理,可实现大批量生产,省人、省力、省能源。震动研磨机适用于中小尺寸工件的表面抛光、倒角、去除毛边、磨光、光泽打光处理,处理后不破坏零件的原有形状和尺寸精度,可消除零件内部应力,并提高了零件表面光洁度、精度.震动研磨机的特点:1. 震动研磨机振幅较大、翻转较强、切削力高,适用于较小型工作之研磨抛光。2. 震动研磨机适用大批量中、小、尺寸零件的研磨抛光加工,提高工效6~10倍,节省成本大约1/3. 3. 振动研磨机适用于铝、铜、铝合金、铁、白铁、锌、镁合金等,各种金属之去毛边、去批风、倒角、抛光均可。均适用振动研磨机 特点 1、震动研磨机振幅较大、翻转较强、切削力高,适用于较小型工作之研磨抛光。 2、震动研磨机适用大批量中、小、尺寸零件的研磨抛光加工,提高工效6~10倍,节省成本大约1/3. 3、震动研磨机适用于铝、铜、铝合金、铁、白铁、锌、镁合金等,各种金属之去毛边、去批风、倒角、抛光均可 磁力研磨机
研磨机操作规程示范文本
研磨机操作规程示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
研磨机操作规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1、打开压缩空气阀门,观察气压表指示在0.5+/- 0.05Mpa之间。 2、打开电源并启动液泵,观察液泵运转是否正常,然 后关闭液泵。 3、启动主机并升起上研盘,转动主机观察主机电机运 转是否正常。 4、码片时注意上研盘必须挂链必须装好。 5、电机转动时应缓慢加速。 6、停机后应清洁上下研盘,放好修正轮。 7、每班磨片前应修盘200-300转。 8、使用时如压缩空气泄漏,必须立即关闭气阀。
9、研磨机应定期校验,并粘贴合格证,超过有效期禁止使用。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
三辊研磨机作业指导书2020020312
指导书 版 次 A/00 审 核 生效日期 批 准 1.0 目的: 主要用于各种油墨、油漆等膏状浆料的研磨分散。 2.0 范围: 本作业指导书适用于指导深圳市飞世尔实业有限公司对油墨、油漆等膏状物的研磨分散。 3.0 职责: 对油墨、油漆等膏状物的研磨分散,并对相关工艺进行管控。 4.0 概述: 为了对的油墨、油漆等膏状物质量进行监控,除了常规的粘度、固化外还需对其进行良好的分散,以保证品质的稳定。 5.0工作原理: 工作时将快、慢辊调节到适当的位置,启动机器,然后将需研磨的浆料加入中辊与慢 辊之间的铜刀处,浆料经过中慢辊表面挤扎后,由中辊带给快辊,再由紧贴表面的出料刀予以刮下,通过装有拦板的刀板,流入盛料桶,由此构成整个研磨过程。 6.0 操作步骤: 6.1 研磨机的清洗。 由于研磨机使用完成后会涂覆一层保护油墨以防止钢辊生锈,使用前需对其进行清洗工作,主要清洗部位为图1中A 、B 、C 、D 、E 、F ,其中A 、B 、C 是研磨机的三个钢辊;E 和F 是防止油墨溢出的铜质挡板,需拆卸下来清洗;D 是出料口装置,需拆卸下来完成清洗过程。 图1 研磨机中待清洗区域图 具体操作步骤如下:
指导书 版次A/00 审核 生效日期批准 三辊机开关如下图2,绿色按钮为启动按钮。清洗过程中先不打开开关,拆卸待清洗部分E、F并清洗之。 图2 三辊机开关、挡板E和F实物图及三辊机开关 如图3是出料口装置实物图,清洗辊筒之前要检查出料口刀口是否与辊筒接触,如果中间间距较大,需夹紧之,防止后续清理辊筒的过程中划伤手臂。用无尘布对研磨机中A、B、C三个辊筒进行清洗,擦拭表面的油墨,然后打开三辊机开关,并迅速关闭,辊筒露出未擦拭干净的部分,重复清洗工作,直至辊筒完全清理干净。然后清理待清洗区域D,清洗之前要逆时针调节红色圆圈位置的旋钮,当出料口与辊筒之间完全分离之后,向上用力取下出料口整体装置,在一旁完成出料刀口的清洗,过程中要防止手被锋利的刀口划伤,刀口清洗完成后安装到原有位置,然后,调节红色圆圈位置,使刀口与辊筒完全接触,防止清理待清洗区域D时划伤手指,按此步骤对三辊研磨机进行细致清洗即可。 图3 可拆卸出料口装置实物图, 6.2 三辊研磨机的调节 1.清洗完成后,需调节(图1中)B和C两个辊筒使之紧密接触,如图4所示为三辊 研磨机的实物图,其中手轮G、H是调节辊筒B和C之间距离的,手轮I、J是调节(图1中)A和B两个辊筒之间距离的,(图1中)辊筒B是固定不动的,通过调节手轮G、 H、I、J以控制三辊之间的距离。顺时针调节手轮G、H,使辊筒B和C接触紧密。 E F
破壁机的原理结构
破壁料理机[1-3]、研磨机等产品功能,完全达到、冰激凌机、料理机榨汁 机、破壁料理机豆浆机集合了,释放植物生化素的机器。细胞壁一机多用功能,可以瞬间击破食物 编辑简介[1-3]是在传统榨汁机、原汁机、料理机的基础上发展起来的,属最新破壁料理机45000(现磨豆浆、五谷粉等于一体。由于超高转速第四代果汁机,集打果汁、冰沙、分以上)能瞬间击破疏果的细胞壁,有效地萃取植物生化素,从而获得破壁/转而最新一代的果汁机在则养生首选家电产品。料理机的美名,是现代居家保健、还,、沙冰是集加热和搅拌于一体的更多功能的破壁料理机,不仅可以做蔬果汁、药材汤、粥品等。采用低转速破壁,增强扭力的技术。鱼汤豆浆、可以加热做打出的蔬和分解的缺点,而且效果更佳,不仅避免了蔬果高速击打营养容易氧化[果汁如丝般细腻。发展历史编辑21930第一代果汁机:榨汁机是一种可以将蔬果快速榨成果蔬汁的机器。它早在)发明Dr. Norman Walker 年由诺蔓·沃克博士(通过离心力从汁渣混合物中分离出果,工作原理:是采用电机带动旋刀高速旋转汁,是单螺旋设计。疏果浪费多,,出汁率低大约只有50%主要特点:转速每分钟约5000-20000转,果汁易变色,口感差,零部件多,清洗麻烦。其主要工作目的都是将第二代果汁机:原汁机是在榨汁机的基础上发展起来的,水果变成果汁,以提高口感和方便饮用。工作原理:低转速螺旋榨压方式,汁渣分离的形式结构,是双螺旋设计以上,分离式结75%主要特点:每分钟60转,低速榨汁,原汁机的出汁率可达构,渣汁分离,连续提取,出汁质量高,零部件多,清洗麻烦。冰沙料理机是在全食物全营养理念发展而来的集打果汁、豆浆、第三代果汁机:等于一体的机型从采用容杯和主机分式设计,通过高速旋转刀片将容杯的疏果打碎,工作原理:而释放蕴涵在疏果中的水分。专业文档供参考,如有帮助请下载。. 叶锋利刀片,打出疏果汁口感不够转、4主要特点:转速每分钟约20000-40000 50-65%,清洗简单。细腻,破壁率约在继承了料理机的设第四代果汁机:破壁料理机是在料理机的基础上发展而来的,计结构以及主要功能,由于转速更高,打出的豆浆、疏果汁更细腻、口感。高速旋转刀采用镭射六叶翘尾刀片设计,采用容杯和主机分式架构、工作原理:度循环瞬间击打,萃取疏果植物生化素。片产生了强大的食物涡流,可以360叶带锯齿刀片,打出疏果汁很细腻口6主要特点:转速每分钟在45000转以上,,清洗简单。感很好,破壁率约在80-95%增加热型的破壁料理机是在料理机和豆浆机基础上发展而来的,第五代果汁机:可做出比以往更多的在搅拌的基础上搭配不同的智能加热程序,加了加热功能,营养料理。使得采用增强扭力的技术即大大增强每次转动的力度,工作原理:低转速破壁,打出来的效果比高速打出来的更佳。底盘较重,刀片较大,三维设计的钝刀,700w-1200w主要特点:功率,可加热, 90%-96%。扭力高,转速低,破壁率在产品结构编辑3线路板、主机中包含有交流串激电机、控制面板、破壁料理机由主机和容杯组成。高温安全保护装置、外壳及通风装置等;容杯含有
磁力去毛刺研磨机使用工艺【详解】
磁力去毛刺研磨机使用工艺 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 研磨机操作的关键是要设法得到*的抛光速率,以便尽快除掉磨光时发生的损害层。一起也要使抛光损害层不会影响结尾调查到的安排,即不会构成假安排。 研磨机对非铁类金属或轻铁类金属、硬质塑料等精密零件,去除毛边、倒角、抛光、洗净等均有良好效果。对不规则状零件、孔内、管内、死角、夹缝等皆能研磨加工。本产品加工速度快,操作简单安全,成本低。而且成品加工后不变形,不影响精度。磁力研磨机对压铸五金去除毛边披锋,去除氧化薄膜,工件表面油迹抛光处理,氧化层的去除,均有良好的效果。如精密冲压零件,不锈钢零件,螺丝,锌铝压铸零件,弹簧,弹片零件,电子,计算机,通信零件,自动车零件,航天,医疗零件都能取到良好的抛光作用。 前者需求运用较粗的磨料,以确保有较大的抛光速率来去掉磨光的损害层,但抛光损害层也较深;后者需求运用*细的资料,使抛光损害层较浅,但抛光速率低。处理这个对立的*的方法即是把抛光分为两个期间进行。粗抛意图是去掉磨光损害层,这一期间应具有*的抛光速率,粗抛构成的表层损害是非的思考,不过也应当尽可能小;其次是精抛(或称终抛),其意图是去掉粗抛发生的表层损害,使抛光损害减到*小。 研磨机采用的是同步带传动方式,所以在机器工作时,机器的运转很平稳,机器工作时无振动。因为它运转的平稳性好,所以机器工作时发出的噪音小 研磨机抛光时,试样磨面与抛光盘应肯定平行并均匀地轻压在抛光盘上,留意防止试样
机械设计制造及其自动化专业毕业论文设计;——高速平面研磨机机械结构设计
三江学院 本科生毕业设计(论文) 题目高速平面研磨机机械结构设计高职院院(系)机械设计制造及其自动化专业 学生姓名常芷铭学号 G095152003 指导教师沈仙法职称讲师 指导教师工作单位三江学院 起讫日期 2012.12.27~2013.4.5
摘要 高速研磨技术是一种既能保证研磨加工精度和加工质量,又能显著提高研磨加工效率,降低加工成本的新研磨加工先进技术。本设计是根据目前研磨加工现状,重点采用固着磨料高速研磨方法,设计了平面高速研磨机,这大大地提高了研磨加工精度、加工质量、加工效率及精度的稳定性,并且有效地降低了加工成本。本文主要设计的内容如下:开发设计平面高速研磨机的总体结构及其工作原理,进行系统的机械结构设计;进行系统的硬件设计和软件结构设计;平面高速研磨机固着磨料高速研磨对工件表面性能的影响分析,主要探讨固着磨料高速研磨中一些研磨参数对工件表面性能,如粗糙度、硬度、耐磨性、耐腐蚀性等的影响关系。 通过此次设计,真正熟悉高速研磨技术内部结构及其工作原理,把所学的知识运用到生产实践中去。 关键词:高速;研磨机;机械结构
ABSTRACT High-speed grinding technology is a kind of grinding machining precision and machining quality can be ensured, and can significantly improve the efficiency of grinding process, reduce the processing cost of the new grinding processing of advanced technology. This design is according to the current grinding processing present situation, mainly USES the fixation high-speed abrasive grinding methods, design the plane high-speed lapping machine, this greatly improves the milling machining precision and machining quality, machining efficiency and precision of stability, and effectively reduce the processing cost. This article main design content is as follows: design plane high-speed lapping machine overall structure and work principle, mechanical structure of the system design; System hardware design and software structure design; Plane fixation abrasives high-speed grinding machine grinding on the workpiece surface performance analysis of the influence of this paper mainly discusses some solid in high-speed grinding with abrasive grinding parameters on the surface properties, such as roughness, hardness, wear resistance, corrosion resistance, etc. The influence of the relationship. Through this design, familiar with real internal structure and working principle of high speed grinding technology, apply the learned knowledge into production practice. Key words: High-speed; grinding machine; mechanical structure
数控立式研磨机
数控立式多工位研磨机(又称单行程珩磨机)是我厂自主开发设计的能广泛应用于内孔精加工的高效率自动化设备,它具有操作简便、多工位加工、加工精度高、省时、省力等优点。特别适用于液压气动行业各种阀类、汽车制造业各种泵类的通孔及盲孔的精加工、尤其适合于大批量生产。 四工位数控立式研磨机集挤压、研磨于一体,采用电镀金刚石研磨工具、保证了被加工孔的几何精度、尺寸精度和表面粗糙度,每只公差逐渐加大的研磨工具对被加工孔每行程只研磨一次,逐渐去除预置余量,直至旋转工作台把工件送到最后一个工位才完成精加工的全部过程。 四工位数控立式研磨机由主机、液压控制系统、电气控制系统、润滑控制系统、冷却控制系统组成。液压系统采用比例调压、比例调速,以确保系统节能;电控系统采用三菱系列工控元件、人机界面触摸屏输入及显示、变频电机调速;全智能的自动控制及输入输出显示系统给操作者带来极大的便利。 四工位数控立式研磨机研磨孔最大直径:φ70,最小直径:φ6,研磨孔最大长度:700 对研磨余量小的工件,可采用三次研磨、一次去毛刺的办法,即前三个工位夹装研磨棒最后一个工位夹装带磨粒的去刺毛刷;对研磨余量较大的大孔,可采用四次研磨,即四个工位均装研磨棒。 数控立式多工位研磨机加装镗铰主轴、工件支架及必要的传动控制装置后,即可作数控立式多工位镗铰研磨机,增加了对工件内孔的半精加工。 四工位数控立式镗铰研磨机集镗削、铰削、冷挤压、研磨于一体,在一个工作循环内对工件内孔完成半精加工到精加工的全部过程,半精加工余量最大可达1.0mm,半精加工后的内孔经三次研磨及一次去毛刺冲洗后、尺寸精度和几何精度到达理想状态. 半精加工所用刀具为刚性镗铰刀、采用刚性装卡固定导向、内冷却方式,可在余量较大的情况下一次加工完成,经刚性镗铰后的内孔表面粗糙度(轮廓算术平均偏差)Ra:≤0.8um,圆度:≤0.005mm,圆柱度:≤0.005mm。 型号说明: SLY - 70 × 750 - Ⅳ 1、数控立式研磨机=SLY,数控立式镗铰研磨机=SLTY 2、最大加工内孔直径φ70mm=70 3、研磨头最大行程750mm=750 4、四工位=Ⅳ,六工位=Ⅵ,八工位=Ⅷ 外形尺寸:
去毛刺除披锋清夹缝倒角洗净一次完成
去毛刺、除披锋、清夹缝、倒角、洗净一次完成 价格特优—质保六年—终身维护 科技改变你的生产工艺:科技为你实现去毛刺自动化;科技为你提高经济效益,专业铸就品质;品质铸就品牌。有毛刺找国林;国林为你解决精密去毛刺困惑。公司专注于五金件表面处理研究事业的最前沿,我司专业提供磁力抛光机,磁力研磨机,磁力去毛刺机,精密去毛刺设备,振动研磨机,离心光饰机,螺旋光饰机,烘干机等各种研磨抛光设备与研磨材料。价格便宜,质量保证,专业解决精密内孔去毛刺,表面光亮,除油去污等问题。 磁力抛光机工作原理: 1、研磨速度快,平均一次研磨时间约5分至15分钟左右,配双价格槽替换工 件快,可在机器运转中交换研磨零件。 2、操作简单,绝对安全,一人可操作数台机器。 3、成本低,不锈钢针为半永久性磨材,消耗极低、唯一的耗材为研磨液。 4、无污染,研磨液是含97%水分,姑无毒性及发生火灾之虞,完全符合环保排 放标准。 5、研磨完成后,工件好处理,可用筛网,筛桶,电磁力,或分离机轻易将工件 及不锈钢针分离。 6、不锈钢针有直径0.2—5mm至1.2—10mm可供选择。 磁力去毛刺机优点: 1、相比其他布伦抛光机等抛光设备,磁力去毛刺机可批量工件抛光处理,完成 抛光后可用筛网批量和钢针分离开来,大幅度提高工作效率和效果。。 2、磁力去毛刺机针对小五金件,小饰品等死角,内孔处理效果极佳。可达到清 除灰尘,去除毛刺,提高产品表面光亮度,这是其他类型抛光设备无法比拟的特点。 3、磁力去毛刺机操作简单,可一人同时操作多台设备,节约成本。 4、磁力去毛刺机采用抛光液和钢针,再加上适当自来水来批量抛光工件,其钢 针为半永久性耗材,磨损少。 磁力抛光机去毛刺工艺是机械与化学相结合的方法,是用一种叫去毛刺磁力研磨机产品。突破传统振动抛光理念,采用磁场特有的能量传导不锈钢针磨材产生高
曲面磁力研磨机
航空制造工程学院 创新能力综合训练 研究报告 题目:曲面磁力研磨机设计 所属课题:主运动控制 学院:航空制造工程学院 专业名称:机械设计制造及其自动化 班级学号: 学生姓名: 合作者: 指导教师: 二O一二年十二月
曲面磁力研磨机的主运动控制研究 学生姓名:余兴华班级:09031924 指导老师:柴京富 摘要:采用了内装式同轴电机主轴,研究了主轴电机的性能和对曲面研磨机床 的影响和工作情况,以及主轴电动机控制电路,表明了电主轴有良好的可控性和简单紧凑的结构等,以其优异的性能,高转速、宽调速范围,高精度,有助于曲面磁力研磨的精度。 关键词:电机主轴性能曲面研磨机床控制电路 主要创新点 本方法的主要创新点是: 1.主轴低年级转速的提高不受换向器的限制。 2.采用了微处理器和现代控制理论进行控制,系统运行平稳,振动和噪音小,并且可以获得较大的调速范围和较高的低速转。。 3.能实现主轴的正反转。
目录 ? 1 引言 (2) ?2研究方法 (2) 2.1 机床的结构................................................... . (2) 2.2 自由曲面磁粒光整加工原理 (3) ? 3 机床主轴电动机的选择和主轴驱动系统分析 (4) 3.1 机床主轴电机的基本要求 (4) 3.2 主轴电机的使用要求 (4) 3.3 主轴电机的工艺性经济性要求 (4) 3.4 直流主轴驱动系统得特点 (5) 3.5 交流主轴驱动系统 (5) 3.6 主轴部分的电气控制原理 (6) ? 4 结论 (8) ? 5 参考文献 (9)
1 引言 机床主轴系统采用内装式同轴电机主轴将会是高速机床的发展趋势。电主轴以其优异的性能,高转速、宽调速范围,高精度。良好的可控性和简单紧凑的结构等,已为越来越多的机床所选用。机械式主轴变速系统将逐步被前景看好的电主轴所取代。而电主轴的核心是伺服电机,选用何种电机将关系到电主轴的控制精度、调速范围和制造经济性等多方面的性能好坏,只有权衡各类电机不同的优缺点满足基本的功能要求,才能选定最适合作机床主轴的电机.。 2 研究方法 2.1机床的结构和参数 图1所示是数字化磁性磨粒光整加工机床示意图。机床的工作行程600mmX800mmX600mm,主轴转速。一300or/min,磁极的磁感应强度。~1.ST,3个坐标方向的移动速度。一6m/min。该机床的数控系统除了具有普通三坐标数控铣床控制系统的功能(如三坐标联动、点动、手动、自动等)外,还具有曲面的示教方式三坐标数字化测量功能、曲面加工轨迹的自动编程功能及磁性磨料的自动更换功能等。
破碎研磨机
破碎研磨机 破碎研磨机的概况 破碎研磨机是一种针对物料中的颗粒进行湿法剪切、破碎研磨、粉碎细化等多种功能为一体的高端技术设备,南通富莱克公司在设备的设计制造方面首先考虑将先进的设计理念及制造经验溶入于转定子独特的创新设计制造中,并且将转定子设计成鼠笼式锥体三角凌形刀齿的高端破碎研磨结构,使该功能更加有效地体现对大颗粒进行破碎时的研磨细化效力。这种转定子的特殊结构设计制造模式与一般普通湿法破碎设备相比其破碎研磨能力高出几倍以上,并且还能达到非常理想的效果。破碎研磨这种独有技术不仅是转定子基本设计上发生了根本的变化,而且在同一转定子上增加了多道新型超强挤压式粉碎装置及切片式研磨装置,使设备设计制造更人性化并且更加节能。 破碎研磨技术的发明创造是富莱克公司二十多年独有的设计理念和制造经验的结晶,也是在湿法粉碎设备行业中的“经典”之作。这种卓越的破碎研磨高端技术能够解决了许多用户因颗粒堵塞管道阀门喷嘴等而无法进入下道工艺的后顾之忧,同时也彻底解决了在搅拌混合工艺中所产生的结晶、结团、结块等不利因素而导致的物料在生产过程中溶解时间长反应不彻底的工艺难题。目前该破碎研磨设备己在湿法粉碎的工艺中得到了广泛的应用,特别是在破碎研磨大颗粒的工艺中更加体现出该技术具有卓越的性能和特点以及创造价值。
破碎研磨机的适用范围 破碎研磨泵适用于各种易碎的矿石矿渣、结晶结块、粉团粘块、焦油渣、煤块等大小颗粒以及在物料反应过程中而产生的大小颗粒进行迅速切割粉碎解聚、分散乳化、破碎研磨、均质混合等。 破碎研磨机的结构原理 破碎研磨机是由电机、联轴器、轴承座、不锈钢泵体、底座等部件组成,泵体水平法兰为进口,向上法兰为出口,泵体的破碎工作腔是由转子与定子精密组合而成,破碎研磨机的转子是由一种鼠笼式无堵型內锥据齿形刀片与外侧三角凌形斜齿及后端多道研磨装置组合而成,在与定子精密配合后这种高效独特结构设计方式,能起到对颗粒进行高速切割、离心挤压、强烈破碎、研磨细化等多种功能。破碎研磨机的定子是一种圆柱式多组三角凌形刀齿结构,定子的三角凌形斜齿与转子的多组三角凌形刀齿之间相互对应相互匹配,并组合成一个完美的破碎区域。破碎研磨机转定子每个工件的加工制造工艺必须按设定的规范流程运作,首先进行锻压制造后由粗加工至半成品,然后再由数控机床或加工中心完成对工件进行精密加工制造,这种转定子的规范工艺主要是让每一个工件內部的径相结构更加紧密更加耐腐耐磨的从而使转定子的钢材质量达
首饰倒模流程
首饰倒模流程 起版: 1.手版用手做,用银材料,叫银版) 2.压模(橡皮模,用橡) 3.割模(用手术刀割开一半) 4.唧腊(唧腊模)在腊模上镶石,不是所有石都可以镶,银熔点:750C。黄金熔点1040C。铂金熔点1750C。 在压模过程中模加热后,冷却割开,把银版拿出来,中间空开,把腊唧入形成同银片样的腊模. 5.种树腊 6.石膏粉 7.入炉 8.将银/金倒入盅 以上叫失腊铸造.金带青光色泽为好 萃华金店首饰生产工艺流程(手工类与倒模类) 萃华公司秉承中国首饰艺术精髓,凭借优雅冼练的精湛工艺,拥有一支技术全面的萃华设计队伍,我们所有的新产品都是我们的设计师匠心所创。 我们萃华公司在生产运用传统工艺与现代工艺相结合,在传统工艺上我们拥有一批能工巧匠,在现代工艺上我们从国外引进一批行业领先的机械设备,所以可以说我们的生产实力是非常雄厚的。 每一款首饰生产的首要工序是设计图纸,根据市场需求,由工厂产品设计部设计所要生产产品的图纸。再根据图纸的生产要求,我们分为手工类与倒模类。 手工类 工模部 我们参观的顺序是按产品的生产流程来进行的,首先我们参观的是工模部。 工模部的主要工作就是根据设计部的图纸,将图纸经过特殊工艺转换为一种模具。我们现在看到的就是一款模具,它是选用特殊材质,再经过现场这些机器
设备精细的加工后模具的制作就完成了。说起来简单,但做起来是非常复杂的一道工序,也是必须做好做精的一首工序,因为这是生产出优质产品的首要程序。 工模制作完成后,根据产品的品类传递给下一个衔接部门。如果所制的模具是链结构(项链、手链、脚链等)的就传递给备料部,如果是戒指、手镯、吊坠、金条等就传递给油压部。 备料部 现在我们进入的就是备料部。 备料部的工作就是根据工模部制作出来的模具来加工生产产品的初型,也就是半成品或是配件。我们可以看到工作人员现在操作的就是项链配件,小圆珠或是橄榄珠,当然很多的配件都是由备料部加工出来。 与备料部紧挨着的就是油压部。 油压部的工作内容与备料部是一样的,都是加工生产产品的初型,也就是加工半成品,但是油压部针对的是戒指、手镯、吊坠、金条等产品品类。 以上两个部门生产出来的半成品接下来要转送到链部或执模部。 链部或执模部 备料部生产出来的是项链的半成品,所以经过备料部加工生产出来的半成品要转交给链部,链部的主要工作就是将项链的每一个配件相连接,从而组成一条初步完整的项链,但是这还是成品。 执模部接应就是油压部加工出来的半成品。执模部的主要工作就是将油压部加工出来的半成部进行整形,让圆的更圆,让方的更方。
磁力研磨机说明书
顺佳研磨科技有限公司磁力精密研磨机 PRECISION MAGNETIC GRINDER https://www.360docs.net/doc/4d5283805.html, 机械原理简介 Mechanic Principle 利用神奇磁场力量传导不锈钢针磨材产生加速旋转动作,高效率达到精密研磨去除毛边和抛光洗净效果 With the use of the magical force of magnetic field, making the stainless steel pins rotate very fast, to de-burr, polish and clean the workpieces high-effectively and precisely. 1、特点Features 1) 卓越快速去除毛边能力,细小内孔、内管、夹缝死角均可高效研磨,绝不变形及伤表面,不影响精度。 Have excellent ability of fast de-burring, high efficiently grinding small inner holes, inner pipes, crevices, etc. Make NO damage to the surface of workpieces, and DO NOT affect the accuracy of workpieces. 2) 加工速度快,一次3~15分钟即可完成,可在机器运转中替换工件。 Fast grinding or polishing, only 3~15 minutes is needed for each time. Workpieces can be changed during the machine running. 3) 操作方面简单,成本低,无污染,不锈钢针为永久性磨材。 Simple and convenient operation, low cost, no pollution. The stainless steel pins are permanent abrasives. 2、用途Application 金饰业打磨洗净工作,成品表面抛光处理,去除氧化薄膜工作,锈蚀去除处理,电镀或喷漆前处理,烧结痕迹处理,零件残磁去除。
研磨作业指导书
广东施泰宝医疗科技有限公司 研磨作业指导书 (A/1 版) 受控状态: 文件编号:STB/ J04.01-2014 发放编号: 生效日期:2014年5月10日 编制:年月日审核:年月日批准:年月日
广东施泰宝医疗科技有限公司 研磨作业指导书 STB/J04.01-2014 1.目的 利用磨料,加入研磨液、光亮剂等与工件按一定体积比例混合,在离心式光饰机中,通过工件与磨料间的滚动摩擦,去除工件表面飞边、毛刺、刀纹等缺陷,得到精密光整的零件表面质量, 以符合产品的使用性能要求。 2.适用范围 适用于本公司的植入物产品和器械表面的光饰。 3.光饰条件 3.1光饰设备:LG8-34A系列倾斜式离心光饰机,含有4个六角桶。 3.2磨料: 3.3磨液:研磨剂、光亮剂 3.4湿磨配液:自来水. 3.5磨料、磨液、装入量、混合比、水的加入量及工作时限的选择 根据研磨抛光不同要求与目的,分为粗研、半精研、精研和光饰研磨。
4.1粗研 粗研选用12X 12斜三角棕刚玉磨料,其目的主要是磨削工件表面的微裂纹、毛刺、飞边和氧化皮等。粗研后表面粗糙度Ra值不大于1.6卩m 4.2半精研 半精研选用6X6或5X5斜三角棕刚玉磨料,其目的主要是细化工件表面纹理,降低工件表面粗糙度。半精研后表面粗糙度Ra值不大于0.8卩 4.3精研 精研选用3X3斜三角棕刚玉磨料,其目的主要是进一步降低工件表面粗糙度,使其表面纹理 更加细化。精研后表面粗糙度Ra值不大于0.4卩 4.4光饰 光饰选用高频瓷磨料,其目的主要是提高工件表面的光亮度。 5.操作步骤 5.1装料: 松开六角桶盖子上三个螺母,取下盖子,根据 3.5要求工件规格向桶体内放入相应数量的工 件、磨料、水、磨液等,然后盖好盖子,拧紧螺母。 5.2六角桶安装: 确认电源开关处于“关”状态,打开机窗门,插上安全栓,把六角桶放进固定槽内,插上固定杆,用螺钉拧紧,压紧。接下来先拉出安全栓,调到安装第二个槽位置,插入安全栓,安装第二个六角桶。以此类推,直至安装完毕。安装完成后应检查安装六角桶是否牢固,拉出安全栓,关好机窗门。 5.3运转: 合上电源开关,把定时器调节在 3.5规定的预定时间上,然后按起动按钮。机器运转到预定 时间会自动停止,如需中途停机,可按停止按钮。 5.4卸下六角桶: 确认电源开关处于“关”状态,打开机窗门,插上安全栓,松开螺钉,取下固定杆,卸下六角桶,然后松开三个螺母,取下盖子。轻轻倒出工件和磨料。 5.5清洗: 用水冲洗工件和磨料,拾起工件,磨料滤干水放回原位。 6.注意事项 6.1研磨工人在工作前应仔细阅读本作业指导书,严格按指导书规范操作。
三辊研磨机安全操作规程
行业资料:________ 三辊研磨机安全操作规程 单位:______________________ 部门:______________________ 日期:______年_____月_____日 第1 页共6 页
三辊研磨机安全操作规程 1.操作者应熟悉本机的性能和结构,严格按使用说明书进行操作,禁止超负荷运行。 2.机器必须安装接地线,以免发生触电事故。 3.开机前应按规定的润滑点注油,保证润滑良好。 4.开机经空车运转10分钟,确认各系统有无故障,发现异常及时停机检查,排除故障。 5.开机时先打开冷却水,启动机器后调节辊筒位置,调节好后再将出料刀片顶上。 6.绝对避免三辊筒在无被研物的情况下挤压和磨擦。防止辊筒表面磨损。 7.工作中在调节冷却水流量时,水流量可以逐渐减少,但绝对不允许调到完全关闭冷却水,造成辊筒表面剥落或变形。 8.辊筒应避免研磨带有腐蚀性的物料(不锈钢辊筒除外)。 9.研磨过程中应随时注意调节快慢辊与中辊的间隙,防止辊筒热膨胀产生意外。 10.加料铜刀不能压的太紧,随时在接触圆弧中滴加润滑剂,视实际情况,调节辊筒工作面的长度。 11.注意轴承在正常运转中,轴承温升不得大于35℃。 12.学徒工必须在师傅带领下方能开机,待取得上岗证方可独立操作。 13.操作者离开工作现场必须先停机切断电源。 14.机器一个人就能操作的严禁多人动手,防止人多手杂,造成其 第 2 页共 6 页
它事故发生。 15.操作者必须穿戴好劳动防护用品,严禁穿拖鞋、漏跟、漏尖鞋,袖口扎紧。留长发者必须将头发塞进工作帽内。 16.工作结束,关闭电源后,按规定擦拭机床,清扫场地,保持设备和生产现场干净整洁。 三道防线建设确保电网的安全稳定运行《电力系统安全稳定导则》规定我国电力系统承受大扰动能力的安全稳定标准分为三级: 第一级标准:保持稳定运行和电网的正常供电[单一故障(出现概率较高的故障)]; 第二级标准:保持稳定运行,但允许损失部分负荷[单一严重故障(出现概率较低的故障)]; 第三级标准:当系统不能保持稳定运行时,必须防止系统崩溃并尽量减少负荷损失[多重严重故障(出现概率很低的故障)]。 我们设置三道防线来确保电力系统在遇到各种事故时的安全稳定 运行: 第一道防线:快速可靠的继电保护、有效的预防性控制措施,确保电网在发生常见的单一故障时保持电网稳定运行和电网的正常供电; 第二道防线:采用稳定控制装置及切机、切负荷等紧急控制措施,确保电网在发生概率较低的严重故障时能继续保持稳定运行; 第 3 页共 6 页