抛光等级、表面粗糙度对应表
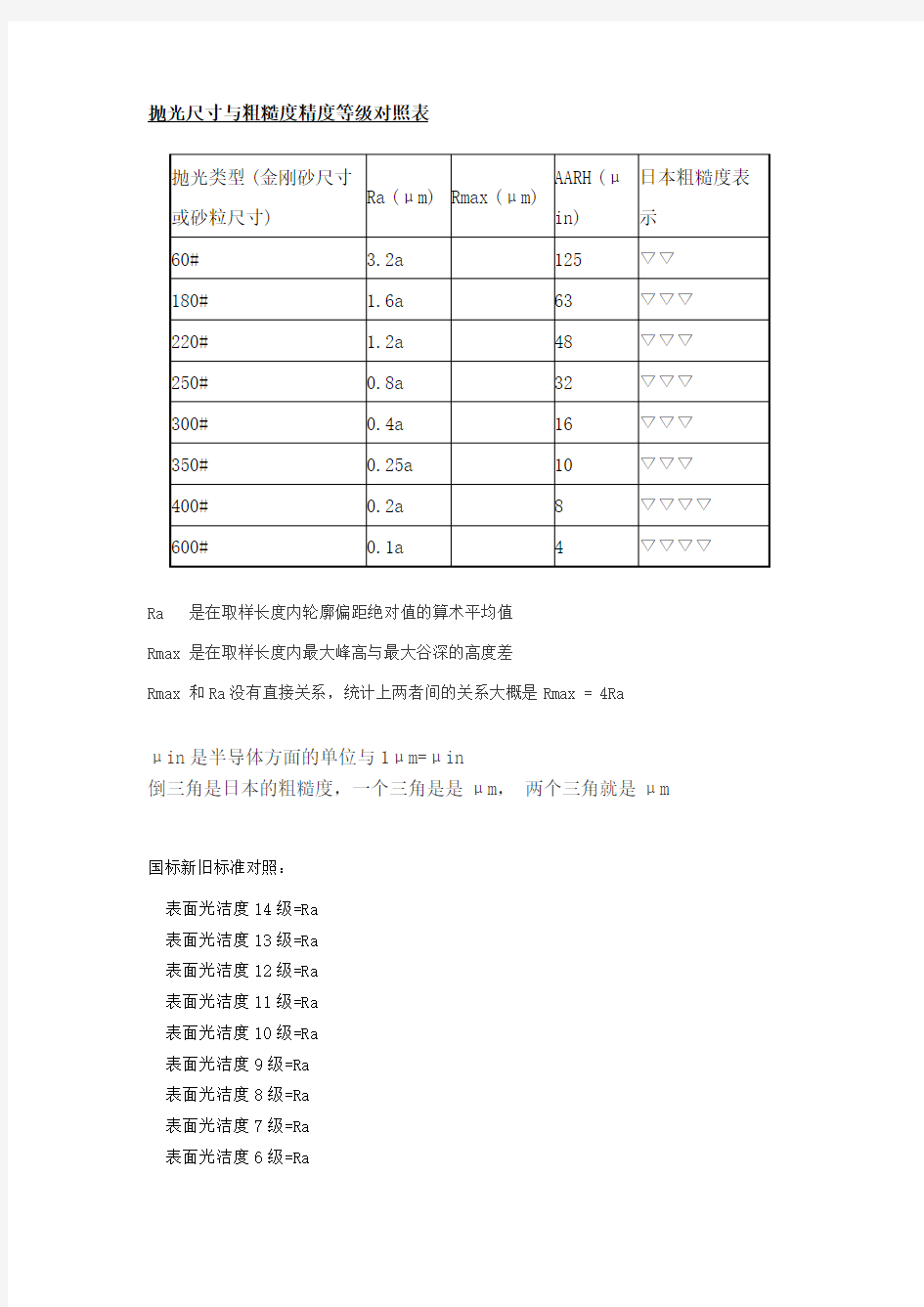
抛光尺寸与粗糙度精度等级对照表
Ra 是在取样长度内轮廓偏距绝对值的算术平均值
Rmax 是在取样长度内最大峰高与最大谷深的高度差
Rmax 和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=μin
倒三角是日本的粗糙度,一个三角是是μm,两个三角就是μm
国标新旧标准对照:
表面光洁度14级=Ra
表面光洁度13级=Ra
表面光洁度12级=Ra
表面光洁度11级=Ra
表面光洁度10级=Ra
表面光洁度9级=Ra
表面光洁度8级=Ra
表面光洁度7级=Ra
表面光洁度6级=Ra
表面光洁度5级=Ra
表面光洁度4级=Ra
表面光洁度3级=Ra 25
表面光洁度2级=Ra 50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米。
粗糙度与公差等级
表面光洁度与表面粗糙度对照表 光洁度级别(旧标) 粗糙度 Ra (μm) 1)表面状况、2)加工方法和3)应用举例 ▽1 40~80 ▽2 20~40 1)明显可见的刀痕2)粗车、镗、刨、钻3)粗加工后的表面,2焊接前的焊缝、粗钻孔壁等。▽3 10~20 1)可见刀痕2)粗车、刨、铣、钻3)一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面 ▽4 5~10 1)可见加工痕迹2)车、镗、刨、钻、铣、锉、磨、粗铰、铣齿3)不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。紧固件的自由表面,紧固件通孔的表面,内、 外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等 ▽5 2.5~5 1)微见加工痕迹2)车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿3)和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。要求有定心及配合特性的 固定支承面如定心的轴间,键和键槽的工作表面。不重要的紧固螺纹的表面。需要滚花或氧 化处理的表面 ▽6 1.25~2.5 1)看不清加工痕迹2)车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿3)安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径 定心的内花键外径,轴承盖的定中心凸肩表面 ▽7 0.63~1.25 1)可辨加工痕迹的方向2)车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压3)要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔, 中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定 心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H 8,H9),磨削的齿轮表面等 ▽8 0.32~0.63 1)微辨加工痕迹的方向2)铰、磨、镗、拉、刮3~10点/cm^2、滚压3)要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零 件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸 大于120mm的IT13~IT16级孔和轴用量规的测量表面 ▽9 0.16~0.32 1)不可辨加工痕迹的方向2)布轮磨、磨、研磨、超级加工3)工作时受变应力作用的重要零件的表面。保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的表面,如轴 径表面、要求气密的表面和支承表面,圆锥定心表面等。IT5、IT6级配合表面、高精度齿轮 的表面,与G级滚动轴承配合的轴径表面,尺寸大于315mm的IT7~IT9级级孔和轴用量规 级尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面等 ▽10 0.08~0.16 1)暗光泽面2)超级加工3)工作时承受较大变应力作用的重要零件的表面。保证精确定心的锥体表面。液压传动用的孔表面。汽缸套的内表面,活塞销的外表面,仪器导轨面,阀的工作 面。尺寸小于120mm的IT10~IT12级孔和轴用量规测量面等
各国表面粗糙度对照表
时代涂层测厚仪使用介绍 一、原理 磁性测厚原理:当测头与覆层接触时,测头和磁性金属基体构成一闭合磁路,由于非磁性覆盖层的存在,使磁路磁阻变化,通过测量其变化可计算覆盖层的厚度。 涡流测厚原理:利用高频交电流在线圈中产生一个电磁场,当测头与覆盖层接触时,金属基体上产生电涡流,并对测头中的线圈产生反馈作用,通过测量反馈作用的大小可导出覆盖层的厚度。 二、适用行业 1、电镀、喷涂:这个行业是使用我们仪器最多的,占每年销量相当大的比例,是我们主要用户群体,需要花大的精力去不断挖掘。 2、管道防腐:主要以石化方面的用户比较多,一般防腐层比较厚,TT260配F10探头的用户比较多。 3、铝型材:今年以来受国家实施强制标准,型材企业换发许可证的影响,该行业出现前所未有的好势头,主要测型材上面的氧化膜,据了解生产企业每少镀一微米,一吨型材“节约”150元,非常可观,因此国家强制要求配备包括涂层测厚仪在内的相关检测设备。此举也给我们带来了非常好的机会。这个机会也同样受到竞争对手的关注,他们最大限度的调低了价格,而且采取铺货等多种方式迅速在此行业展开攻势,针对于此唐总、石总也多次指示密切关注对手动向时世采取相应策略,宗旨是让利不让市场。希望分公司同仁也能切实利用好这次机会,充分发挥区域优势,使我们的产品更多进入该行业,也为今后在此行业的销售打下基础。另外,也可以扩大我们的产品在整个市场的影响。 4、钢结构:对于我们的产品这类企业也可以单独划为一个行业。涂层测厚仪在此行业也确实有很大的应用,包括铁塔等厂家最近购买信息也比较多。 5、印刷线路版、及丝网印刷等行业,这类企业相对来讲数特殊行业,购买量目前来看只是来自零星一些厂家, 8月份我们就有两家印刷企业购买。可以看出还是有需求的,需要我们不断做工作,挖掘信息资源,多发现一些新的销售机会。 三、各型号产品介绍: TT220:测量磁性金属上非磁性覆盖层的厚度。如钢、铁、非奥氏不锈钢上基体上的铝、铬、铜、珐琅、橡胶、油漆层的厚度。 TT230:测量非磁性基体上非导电层的厚度。如铜、铝、锌、锡基体上的珐琅、橡胶、油漆、铬、搪瓷、铝阳极氧化层的厚度。 TT240:测量非磁性基体上非导电层的厚度。如铜、铝、锌、锡基体上的珐琅、橡胶、油漆、铬、搪瓷、铝阳极氧化层的厚度。蹶 主要特点: 1、外型美观,且带有橡胶护套便于携带与现场操作; 2、存储数据多达300个测量值; 3、探头与主机的分离使操作稳定性增强,适用范围更广,特别是对于管道内壁,空间狭窄 的工件; 4、可以设定上下限,对界外测量值能自动报警,更大限度满足了用户需求; 5、可以配备通讯软件与PC机接口,便于用户对数据进行进一步的处理,仪器本身档次也 得到提高;
制图、公差配合、粗糙度规范(1)
机械制图、公差配合、粗糙度规范 总则: 机械制图、公差配合、粗糙度总体上要符合《机械设计手册第三版》第2卷第2篇中的各项规定。本规范仅规定出了其中的主要问题、常见问题,及PCCAD的设置和使用问题。 一、幅面设置 在PCCAD中有图纸设置这一指令,在画图前,根据你所要画零部件的大小及复杂程度选择图幅大小及绘图比例。图幅一定按国家标准规定使用A1、A2、A3、A4图幅。最终的要求是:既不要太挤也不要太空,要做到图幅及绘图比例适当,图纸的布局合理,这样画出的图在整体上会给别人包括审图人一种比较舒服的感觉。在一开始绘图时,可能不太好把握图纸图幅大小及比列,可以先整体绘制完后或大体的轮廓画出来后,再选择图幅及比例。 表1为常用图幅选择(表中为一般原则,具体视情况而可变动) 【表1】 二、视图表达 视图主要为主视图、俯视图、左视图,即所说的三视图。三视图在绘图时要求:长对正、高平齐、宽相等、对齐布置。但并非所有的结构都必须用三视图表达(比如轴,用一个视图就可以表达清楚),同时视图中也不是所有的虚线都要画出,要灵活的应用其它的视图表达方法。具体如下: 2.1.向视图 根据需要是可自由配置的视图,在相应视图的附近用箭头指明方向,并标
注相同的字母,其相应的视图位置可根据图纸布局的需要来摆放。其视图可以只画出你所需要表达的图形及位置关系,其他的可以不画。 2.2.局部视图(见附件MDE-92-5) 1) 为了更清楚的表达所画零部件的结构或是尺寸,特别是在三视图中有些细节性的结构及尺寸不好表达,或是标注不开,在这种情况下使用局部视图。 2) 为了节省绘图时间或图幅,对称构件或零件的视图也可只画一半或四分之一。 2.3.剖视图(见附件MDE-92-5) 为了清楚的表达物体的内部结构,位置关系以及相关尺寸,采用剖视图,在画剖面线时一定要疏密得当,尤其不要过密,比例选择一般与图幅比例相同。 2.3.1 按剖切面分:剖视图主要包括单一剖切面、几个平行的剖切面、旋转剖切面、几个相交的剖切面、复合剖(相交的剖切面与其他剖切面组合)。 1) 单一剖切面是向某一投影面剖切也可以是向不平行基本投影面得投影面剖切即斜剖切面。既可以整体剖视,也可以局部剖视。 2) 几个平行的剖切面及旋转剖切面是在单一剖切面上无法完全表达出物体的内部结构,而采取的剖视方法。 2.3.2 按剖视的范围分:剖视图包括全剖视图、半剖视图和局部剖视图。 1) 全剖视图就是用剖切面完全的剖开物体所得得剖视图。 2) 半剖视图是当物体具有对称平面时,向垂直于对称平面的投影面上投射所得的图形,可以对称中心为界,一半画成剖视图,另一半画成视图。 3) 局部剖视图是用剖切面局部地剖开物体所得的剖视图。 [半剖视图] [局部剖视图]
光洁度对照表
光洁度▽,▽▽,▽▽▽,▽▽▽▽是现在日本和台湾用的。 ▽▽▽▽对应Ra<0.2; ▽▽▽对应Ra=0.2~0.8; ▽▽对应Ra=1.6~6.3; ▽对应Ra=12.5~50。 要求达到▽▽▽▽的表面有:工作时承受较大交变应力作用的重要零件的表面;保证精确定心的锥体表面;液压传动用的孔表面;汽缸套的内表面;活塞销的外表面;仪器导轨面;阀的工作面。 什么加工机械能达到▽▽▽▽,要到达▽▽▽▽至少要研磨,精度更高的话要超级加工。研磨加工是应用较广的一种光整加工。加工后精度可达IT5级,表面粗糙度可达Ra0.1~0.00 6μm。既可加工金属材料,也可以加工非金属材料。研磨加工时,在研具和工件表面间存在分散的细粒度砂粒(磨料和研磨剂)在两者之间施加一定的压力,并使其产生复杂的相对运动,这样经过砂粒的磨削和研磨剂的化学、物理作用,在工件表面上去掉极薄的一层,获得很高的精度和较小的表面粗糙度。 研磨的方法按研磨剂的使用条件分以下三类: 1.干研磨研磨时只需在研具表面涂以少量的润滑附加剂。砂粒在研磨过程中基本固定在研具上,它的磨削作用以滑动磨削为主。这种方法生产率不高,但可达到很高的加工精度和较小的表面粗糙度值(Ra0.02~0.01μm)。 2.湿研磨在研磨过程中将研磨剂涂在研具上,用分散的砂粒进行研磨。研磨剂中除砂粒外还有煤油、机油、油酸、硬脂酸等物质。在研磨过程中,部分砂粒存在于研具与工件之间。此时砂粒以滚动磨削为主,生产率高,表面粗糙度Ra0.04~0.02μm,一般作粗加工用,但加工表面一般无光泽。 3.软磨粒研磨在研磨过程中,用氧化铬作磨料的研磨剂涂在研具的工作表面,由于磨料比研具和工件软,因此研磨过程中磨料悬浮于工件与研具之间,主要利用研磨剂与工件表面的化学作用,产生很软的一层氧化膜,凸点处的薄膜很容易被磨料磨去。此种方法能得到极细的表面粗糙度(Ra0.02~0.01μm)。 我们国家以前也用▽后面加数字表示光洁度(GB1031-1968)有14个等级▽14,▽13,▽12,▽11,▽10,▽9,▽8,▽7,▽6,▽5,▽4,▽3,▽2,▽1,与现在大家用的粗糙度对应(GB1031-1983),*.*,0.012,0.025,0.05,0.10,0.2,0.4,0.8,1.6,3. 2,6.3,12.5,25,50,最后一个没有,请不要将此与日本标准混淆。
公差与配合标准表 孔轴公差 表面粗糙度 制图一标示
公差与配合(摘自GB1800~1804-79)免费 1 .基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 标准公差值(基本尺寸大于6至500mm) 基本尺寸mm 公 差 等 级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12
>6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 6 8 9 11 13 15 18 20 23 25 27 9 11 13 16 19 22 25 29 32 36 40 15 18 21 25 30 35 40 46 52 57 63 22 27 33 39 46 54 63 72 81 89 97 36 43 52 62 74 87 100 115 130 140 155 58 70 84 100 120 140 160 185 210 230 250 90 110 130 160 190 220 250 290 320 360 400 150 180 210 250 300 350 400 460 520 570 630 孔的极限差值(基本尺寸由大于10至315mm)μm 公差带等 级 基本尺寸m m >0~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 D 8 +77 +50 +98 +65 +119 +80 +146 +100 +174 +120 +208 +145 +242 +170 +271 +190 ▼9 +93 +50 +117 +65 +142 +80 +174 +100 +207 +120 +245 +145 +285 +170 +320 +190 10 +120 +50 +149 +65 +180 +80 +220 +100 +260 +120 +305 +145 +355 +170 +400 +190 11 +160 +50 +195 +65 +240 +80 +290 +100 +340 +120 +395 +145 +460 +170 +510 +190 E 6 +43 +32 +53 +40 +66 +50 +79 +60 +94 +72 +110 +85 +129 +100 +142 +110 7 +50 +32 +61 +40 +75 +50 +90 +60 +107 +72 +125 +85 +146 +100 +162 +110
各国粗糙度对照表
中美表面粗糙度对照表 中旧标 ( 光洁度 )中新标 ( 粗糙度)Ra美标(微米 ),Ra美国标准 ( 微英寸 ),Ra ▽4 6.3 8.00 3206.30 250 ▽ 5 3.2 5.00 200 4.00 1603.20125 ▽61.62.50 100 2.00 80 1.60 63 ▽ 70.81.25 50 1.00 40 0.8032 ▽ 80.40.63250.50 200.40 16
Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值?Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。 在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。总的原则是: 在保证满足技术要求的前提下,选用较大的表面粗糙度数值。具体选择时,可以参考下述原则: (1)工作表面比非工作表面的粗糙度数值小。?(2)摩擦表面比不摩擦表面的粗糙度数值小。摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。 (3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,?载荷愈大,要求粗糙度数值愈小。一般情况间隙配合比过盈酝合粗糙度数值要小。?(4)配合表面的粗糙度应与其尺寸精度要求相当。配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。 (5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。 一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度) 个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示 两者的作用相近, 可相互转化.根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用R z.? 示意图如下
公差配合新旧标准对照表及表面光洁度标准与表面粗糙度标准对照表
公差配合新旧标准对照表及表面光洁度标准与表面粗糙度标准对照表 基孔制的轴基轴制的孔 间隙配合过渡配合间隙配合过渡配合 旧国标新国标备 注 旧国 标 新国 标 备 注 旧 国 标 新国 标 备 注 旧国 标 新国 标 备 注 d1 db 1 dc 1 d db dc dd de df d3 dc 3 h5 g5 f5、f6 h6 g6 f7 e8 d8 c8 h7 f8 h8、h9 fd d9、d10 g 6 ① ② ga1 gb1 gc1 gd1 ga gb gc gd ga3 gb3 gc3 gd3 n5 m5 k5 j5、 js5 n6 m6 k6 js6 n7 m7 k7 j7、 js7 p5 ① n5 ① m4 ① ② p6 ① n6 ① p① D1 Db 1 Dc 1 D Db Dc Dd De D3 D4 Dc 4 H6 G6 F7 H7 G7 F8 E8、 E9 D8、 D9 H8 H8、 H9 F9 ② ② ③ ③ Ga1 Gb1 Gc1 Gd1 Ga Gb Gc Gd Ga3 Gb3 Gc3 Gd3 N6 M6 k6 J6、 Js6 N7 M7 K7 J7 N8 M8 K8 J8 ② K7 ① Js ①
d4 dc 4 de 4 d5 d6 dc 6 dd 6 de 6 d7 dc 7 h10 h11 d11 b11、 c10、c11 a11、b11 h12-13 b12、 c12-13 ② ② ② ② ②De 4 D5 D6 Dc 6 Dd 6 De 6 D7 Dc 7 D9、 D10 H10 H11 D11 B11、 C11 A11、 C11 H12- 13 ② ② ③ ④ 过渡配合过渡配合 jb 1 jc 1 jd je jf jb 3 jc 3 s5 r5 s7、 u5-6 r6、s6 r6 u8 s7 s6 ① r6 ① ② Jd Je Jb 3 U7、 s7 R7、 R8 U8 ② ②
表面粗糙度与公差等级的关系
机械零件表面粗糙度的选择 表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是检验零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量、使用寿命和生产成本。 机械零件表面粗糙度的选择方法有3种,即计算法、试验法和类比法。在机械零件设计工作中,应用最普通的是类比法,此法简便、迅速、有效。应用类比法需要有充足的参考资料,现有的各种机械设计手册中都提供了较全面的资料和文献。最常用的是与公差等级相适应的表面粗糙度。在通常情况下,机械零件尺寸公差要求越小,机械零件的表面粗糙度值也越小,但是它们之间又不存在固定的函数关系。例如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械零件的修饰表面,它们的表面要求加工得很光滑即表面粗糙度要求很高,但其尺寸公差要求却很低。在一般情况下,有尺寸公差要求的零件,其公差等级与表面粗糙度数值之间还是有一定的对应关系的。 在一些机械零件设计手册和机械制造专著中,对机械零件的表面粗糙度和机械零件的尺寸公差关系的经验及计算公式都有很多介绍,并列表供读者选用,但只要细心阅来,就会发现,虽然采取完全相同的经验计算公式,但所列表中的数值也不尽相同,有的还有很大的差异。这就给不熟悉这方面情况的人带来了迷惑。同时也增加了他们在机械零件工作中选择表面粗糙度的困难。 在实际工作中,对于不同类型的机器,其零件在相同尺寸公差的条件下,对表面粗糙度的要求是有差别的。这就是配合的稳定性问题。在机械零件的设计和制造过程中,对于不同类型的机器,其零件的配合稳定性和互换性的要求是不同的。在现有的机械零件设计手册中,反映的主要有以下3种类型: 第1类主要用于精密机械,对配合的稳定性要求很高,要求零件在使用过程中或经多次装配后,其零件的磨损极限不超过零件尺寸公差值的10%,这主要应用在精密仪器、仪表、精密量具的表面、极重要零件
尺寸公差、形位公差、表面粗糙度三者的关系
尺寸公差、形位公差、表面粗糙度三者的关系 A.尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT; 3、形状公差为尺寸公差的25%(高相对几何精度)时,Ra≤0.012IT; 4、形状公差小于尺寸公差的25%(超高相对几何精度)时,Ra≤0.15Tf(形状公差值)。 最简单的参考值:尺寸公差是粗糙度的3-4倍,这样最为经济。
模具零件的公差配合形位公差及表面粗糙度要求
模具零件的公差配合、形位公差及表面粗糙度要求 2010-01-27 09:04:53| 分类:默认分类| 标签:|字号大中小订阅 模具零件的公差配合、形位公差及表面粗糙度要求 设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。否则,将不仅直接影响模具的正常工作和冲压件的质量,而且也影响模具的使用寿命和制造成本。 一、模具零件的公差配合要求 模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。模具中常用零件的公差配合见下表。
二、模具零件的形公差 形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。根据模具零件的技术要求,应合理选用其形位公差的种类及数值。模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下: 1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的两平面应有平行度要求,一般可按下表选取。
注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。 2.滚动式导柱模架的模座平行度公差采用公差等级4级。 2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。 >25~40 >40~63 >63~100 >100~160 >160~250 >250~400 公差等级 5 公差值 0.010 0.012 0.015 0.020 0.025 0.030 注:1.基本尺寸是指被测零件的短边长度。 2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
表面粗糙度等级对照表
表面粗糙度级别对照及应用国际标注Rz N12 N11 N10 N9 N8 N7 N6 N5 N4 N3 N2 N1200 100 25Ra 50 25 6.3粗糙面表面形状特征 明显可见刀痕 可见刀痕
微见刀痕 可见加工痕迹 微见加工痕迹 看不见加工痕迹 可辨加工痕迹的方向 光面微辨加工痕迹的方向 不可辨加工痕迹的方向 暗光泽面 亮光泽面 镜状光泽面 雾状镜面 镜面精磨、研磨、抛光、超精磨、 镜面磨削等研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等加工方法举例锯断、粗车、粗铣、粗刨、钻孔以及用粗纹锉刀、粗砂 轮等加工冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加 工等5012.5 12.53.2半光面 6.31.6 6.30.8 3.20.4 1.60.2
0.80.1 0.40.05 0.20.025最光面 0.10.012 0.05 表面特征 明显可见刀痕 微见刀痕 看不见加工痕迹,微辩加工方向暗光泽面 雾状镜面0.012 镜状光泽面0.025 亮光泽面0.05 暗光泽面0.1 不可见加工痕迹的方向0.2 可见加工痕迹方向0.8 微见加工痕迹方向0.4 看不清加工痕迹方向1.6 微见加工痕迹方向3.2 可见加工痕迹方向6.3 微见刀痕12.5
可见刀痕25 明显可见刀痕50表面粗糙度(Ra)数值 Ra100、Ra50、Ra25、 Ra12.5、Ra6.3、Ra3.2、 Ra1.6、Ra0.8、Ra0.4、 Ra0.2、Ra0.1、Ra0.05、加工方法举例 粗车、粗刨、粗铣、钻孔精车、精刨、精铣、粗铰、粗磨精车、精磨、精铰、研磨研磨、珩磨、超精磨、抛光镜面0.006微米
各国表面粗糙度对照表
時代塗層測厚儀使用介紹 一?原理 磁性測厚原理:當測頭與覆層接觸時,測頭和磁性金屬基體構成一閉合磁路,由於非磁性覆蓋層的存在,使磁路磁阻變化,通過測量其變化可計算覆蓋層的厚度? 渦流測厚原理:利用高頻交電流在線圈中產生一個電磁場,當測頭與覆蓋層接觸時,金屬基體上產生電渦流,並對測頭中的線圈產生回饋作用,通過測量回饋作用的大小可匯出覆蓋層的厚度? 二、適用行業 1?電鍍?噴塗:這個行業是使用我們儀器最多的,占每年銷量相當大的比例,是我們主要使用者群體,需要花大的精力去不斷挖掘? 2?管道防腐:主要以石化方面的用戶比較多,一般防腐層比較厚,TT260配F10探頭的用戶比較多? 3?鋁型材:今年以來受國家實施強制標準,型材企業換發許可證的影響,該行業出現前所未有的好勢頭,主要測型材上面的氧化膜,據瞭解生產企業每少鍍一微米,一噸型材“節約”150元,非常可觀,因此國家強制要求配備包括塗層測厚儀在內的相關檢測設備?此舉也給我們帶來了非常好的機會?這個機會也同樣受到競爭對手的關注,他們最大限度的調低了價格,而且採取鋪貨等多種方式迅速在此行業展開攻勢,針對于此唐總?石總也多次指示密切關注對手動向時世採取相應策略,宗旨是讓利不讓市場?希望分公司同仁也能切實利用好這次機會,充分發揮區域優勢,使我們的產品更多進入該行業,也為今後在此行業的銷售打下基礎?另外,也可以擴大我們的產品在整個市場的影響? 4?鋼結構:對於我們的產品這類企業也可以單獨劃為一個行業?塗層測厚儀在此行業也確實有很大的應用,包括鐵塔等廠家最近購買資訊也比較多? 5?印刷線路版?及絲網印刷等行業,這類企業相對來講數特殊行業,購買量目前來看只是來自零星一些廠家, 8月份我們就有兩家印刷企業購買?可以看出還是有需求的,需要我們不斷做工作,挖掘資訊資源,多發現一些新的銷售機會? 三?各型號產品介紹: TT220:測量磁性金屬上非磁性覆蓋層的厚度?如鋼?鐵?非奧氏不銹鋼上基體上的鋁?鉻?銅?琺瑯?橡膠?油漆層的厚度? TT230:測量非磁性基體上非導電層的厚度?如銅?鋁?鋅?錫基體上的琺瑯?橡膠?油漆?鉻?搪瓷?鋁陽極氧化層的厚度? TT240:測量非磁性基體上非導電層的厚度?如銅?鋁?鋅?錫基體上的琺瑯?橡膠?油漆?鉻?搪瓷?鋁陽極氧化層的厚度?蹶 主要特點: 1、外型美觀,且帶有橡膠護套便於攜帶與現場操作; 2、存儲資料多達300個測量值; 3、探頭與主機的分離使操作穩定性增強,適用範圍更廣,特別是對於管道內壁,空間狹窄的工 件; 4、可以設定上下限,對界外測量值能自動報警,更大限度滿足了用戶需求; 5、可以配備通訊軟體與PC機介面,便於使用者對資料進行進一步的處理,儀器本身檔次也 得到提高; 6、兩節AA型鹼性電池,在使用過程中突然斷電時可以隨時更換無需等待? 7、顯示解析度達到0.1um,尤其對於測量鋁型材氧化膜更有優勢?
最新公差等级与粗糙度的关系
公差等级与粗糙度的关系 表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是验证零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量,使用寿命和生产成本。 机械零件表面粗糙度的选择有3种方法,即计算法、试验法和类比法。在机械零件设计中应用最普遍的是类比法,此方法简单有效。运用类比法需要有充足的参考资料。现有的各类机械设计手册中都提供了较全面的资料和文献。最常用的是与公差等级相适应得表面粗糙度。通常情况下公差越小,机械零件的表面粗糙度值也越小,但是他们之间不存在固定的函数关系。一些装饰表面除外。 在实践工作中,对于不同类型的机器,其零件在相同尺寸公差的条件下,对表面粗糙度的要求是有差别的。这就是配合的稳定性问题。在机械零件的设计和制造过程中,对于不同类型机器,其零件配合稳定性和互换性的要求是不同的。在现有的机械零件设计手册中,主要有以下三种类型。 第一类主要用于精密机械,对配合的稳定性要求很高,要求零件在使用过程中和多次装配后,其零件的磨损极限不超过公差值的10%;这主要应用在精密仪器、仪表、精密量具的表面、极其重要零件表面的摩擦面,如气缸的内表面精密机床的主轴颈、坐标镗床的主轴颈等。 第二类主要用于精密机械,对配合的稳定性要求较高,要求零件的磨损极限不超过公差值得25%,要求有很好密和的接触面,其主要应用在机床、工具、与滚动轴承配合的表面、销锥孔,还有相对运动速度较高的接触面如华东轴承的配合面、齿轮的轮齿工作面等。 第三类主要用于通用机械,要求机械零件的磨损极限不超过尺寸公差的50%,没有相对运动的零件接触面,如箱盖、套筒,要求紧贴的表面、键和键槽的工作面;相对运动速度不高的接触面,如支架孔、衬套、带轮轴孔的工作表面、减速器等。 公差等级与表面粗糙度关系对应表格:详见附件表格 在机械零件设计中按尺寸公差选择表面粗糙度数值时。应根据不同类型的机器,选择相应的表值。仅供设计时参考! 仅供学习与交流,如有侵权请联系网站删除谢谢1
表面粗糙度对照表
国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm)
另附:粗糙度仪新旧标准参数变化对照表现将TR200粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释。本表还适用于公司TR1系列粗糙度仪。修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详见表)
另附:表面粗糙度国际标准加工方法 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile。
Ra--在取样长度L内轮廓偏距绝对值的算术平均值。 Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。 Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。 如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。 表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在
1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面: ①表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。 ②表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。 ③表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。 ④表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。 ⑤表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。 此外,表面粗糙度对零件的外观、测量精度也有影响。 粗糙度:0.012、0.025、0.050、0.100、0.20、0.40、0.80、1.6、3.2、6.3、12.5、25、50、100 6.3:半精加工表面。用于不生要的零件的非配合表面,如支柱、轴、、支架、外壳、衬套、盖等的端面;螺钉、螺栓各螺母的自由表面;不要求定心和配合特性的表面,如螺栓孔、螺钉通孔、铆钉孔等;飞轮、带轮、离合器、联轴节、凸轮、偏心轮的侧面;平键及键槽上下面、花键非定心表面、齿顶圆表面;所有轴和孔的退刀槽;不重要的连接配合表面;犁铧、犁侧板、深耕铲等零件的摩擦工作面;插秧爪面等。1、外观的光滑与摩擦是一个矛盾问题,总的来说,既要光滑美观,又要有相当的摩擦, 以方便安装,以下是常见的一些粗糙度数值: 2、粗糙度0.8以下:抛光 3、粗糙度0.8:用磨床加工的面 4、粗糙度1.6—3.2:车床、铣床加工面 5、粗糙度3.2—12.5:一般性的常规加工 6、一般而言,既要光滑美观,又要有相当的摩擦,以方便安装的话,粗糙度0.8可以,既显得美观高档,手感也可以的 7、如果手拧部分需要减低等级的话也可以的,建议选择粗糙度1.6—3.2,但是,好看吗?会不会影响外观的美感呢? 8、如果需要重视手拧的功能,最好是做滚花处理,滚花有“直纹”和“网纹”两种,图纸上的标注:网纹0.8(用箭头指明需要滚花的部位,再写上文字) 如有侵权请联系告知删除,感谢你们的配合!
各国粗糙度对照表
Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值 Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。 在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。总的原则是: 在保证满足技术要求的前提下,选用较大的表面粗糙度数值。具体选择时,可以参考下述原则: (1)工作表面比非工作表面的粗糙度数值小。 (2)摩擦表面比不摩擦表面的粗糙度数值小。摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。 (3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠, 载荷愈大,要求粗糙度数值愈小。一般情况间隙配合比过盈酝合粗糙度数值要小。 (4)配合表面的粗糙度应与其尺寸精度要求相当。配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。 (5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。 一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度) 个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示 两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz. 示意图如下 一般的书籍都推荐表面粗糙度大的(12.5)和小的(0.025)用RZ,其余用Ra 表面光洁度与粗糙度Ra、Rz数值换算表 (1)轮廓算术平均偏差R a 。图1中,以中线为基准线,在取样长度l内轮廓峰高的平均值和轮廓谷深 的平均值之和作为轮廓微观不平度的平均高度。一般优先选用轮廓算术平均偏差R a 表示。 (2)微观不平度十点高度R z 。图2取自文献[3],基准线为算术平均中线。在取样长度l内,5个最 大的轮廓峰高Y p 的平均值和5个最大的轮廓谷深Y u 的平均值即为微观不平度十点高度值R z 。 表面光洁度与粗糙度Ra、Rz数值换算表 (单位:μm) 表面光洁度 ▽1▽2▽3▽4▽5▽6▽7R a50 25 12.5 6.3 3.2 1.60
表面粗糙度与标准公差表 (1)
表面粗糙度与标准公差表 无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。这就是零件加工后的表 面粗糙度。过去称为表面光洁度。 国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。 高度参数共有三个: 轮廓的平均算术偏差(Ra)如图1所示,通过零件的表面轮廓作一中线m ,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,即 F1+F3+……+Fn-1=F2+F4+……+Fn 图1 轮廓的平均算术偏差 轮廓的平均算术偏差值Ra,就是在一定测量长度l 范围内,轮廓上各点至中线距离绝对值的平均算术偏差。 用算式表示为 Ra=dx 或近似写成 Ra≈ ?不平度平均高度(Rz)就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至 五个最低点的平均距离(图2),即 RZ= 图2 不平度平均高度 ?轮廓最大高度Ry,就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。 间距参数共有两个: 轮廓单峰平均间距S,就是在取样长度内,轮廓单峰间距的平均值。而轮廓单峰间距,就是两相邻轮廓 单峰的最高点在中线上的投影长度Si。 轮廓微观不平度的平均间距Sm。含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。 综合参数只有一个,就是轮廓支承长度率tp。它是轮廓支承长度np与取样长度l之比。 在原有的国家标准中,表面光洁度分为14级,其代号为V1、V2……V14。V后的数字越大,表面光洁度 就越高,即表面粗糙度数值越小。 在车间生产中,常根据表面粗糙度样板和加工出来的零件表面进行比较,用肉眼或手指的感觉,来判断零件表面粗糙度的等级。此外,还有很多测量光洁度的仪器。
表面粗糙度与公差等级的选择
表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标, 是检验零件表面质量的主要依据。它的选择方法有3 种, 即计算法、试验法和类比法。在机械零件设计工作中, 应用最普通的是类比法, 此法简便、迅速、有效。应用类比法需要有充足的参考资料, 现有的各种机械设计手册中都提供了较全面的资料和文献。最常用的是与公差等级相适应的表面粗糙度。在通常情况下, 机械零件尺寸公差要求越小, 机械零件的表面粗糙度值也越小, 但是它们之间又不存在固定的函数关系。例如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械件的修饰表面, 它们的表面要求加工得很光滑即表面粗糙度要求很高, 但其尺寸公差要求却很低。在一般情况下, 有尺寸公差要求的零件, 其公差等级与表面粗糙度数值之间还是有一定的对应关系的。在一些机械零件设计手册和机械制造专著中, 对机械零件的表面粗糙度和机械零件的尺寸公差关系的经验及计算公式都有很多介绍,并列表供读者选用, 但只要细心阅看, 就会发现, 虽然采取完全相同的经验计算公式, 但所列表中的数值也不尽相同, 有的还有很大的差异。这就给不熟悉这方面情况的人造成了困惑, 同时也增加了他们在机械零件工 作中选择表面粗糙度的困难。 在实际工作中, 对于不同类型的机器, 其零件在相同尺寸公差的条件下, 对表面粗糙度的要求是有差别的。这就是配合的稳定性问题。在机械零件的设计和制造过程中,对于不同类型的机器, 其零件的配合稳定性和互换性的要求是不同的, 在现有的机械零件设计手册中, 主要有3 种类 型( 见表1、表2、表3)
第1 类主要用于精密机械, 对配合的稳定性要求很高, 要求零件在使用过程中或经多次装配后, 其零件的磨损极限不超过零件尺寸公差值的
表面粗糙度对照表
表面粗糙度对照表: 高度特征参数 轮廓算术平均偏差Ra:在取样长度(lr)内轮廓偏距绝对值的算术平均值。在实际测量中,测量点的数目越多,Ra越准确。 轮廓最大高度Rz:轮廓峰顶线和谷底线之间的距离。 在幅度参数常用范围内优先选用Ra。在2006年以前国家标准中还有一个评定参数为“微观不平度十点高度”用Rz表示,轮廓最大高度用Ry表示,在2006年以后国家标准中取消了微观不平度十点高度,采用Rz表示轮廓最大高度。 间距特征参数 用轮廓单元的平均宽度Rsm表示。在取样长度内,轮廓微观不平度间距的平均值。微观不平度间距是指轮廓峰和相邻的轮廓谷在中线上的一段长度。 形状特征参数 用轮廓支承长度率Rmr(c)表示,是轮廓支撑长度与取样长度的比值。轮廓支承长度是取样长度内,平行于中线且与轮廓峰顶线相距为c的直线与轮廓相截所得到的各段截线长度之和。 表面粗糙度(surface roughness)是指加工表面具有的较小间距和微小峰谷的不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。
表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。 表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。一般标注采用Ra。 取样长度 取样长度lr是评定表面粗糙度所规定一段基准线长度。取样长度应根据零件实际表面的形成情况及纹理特征,选取能反映表面粗糙度特征的那一段长度,量取取样长度时应根据实际表面轮廓的总的走向进行。规定和选择取样长度是为了限制和减弱表面波纹度和形状误差对表面粗糙度的测量结果的影响。 评定长度 评定长度ln是评定轮廓所必须的一段长度,它可包括一个或几个取样长度。由于零件表面各部分的表面粗糙度不一定很均匀,在一个取样长度上往往不能合理地反映某一表面粗糙度特征,故需在表面上取几个取样长度来评定表面粗糙度。评定长度ln一般包含5个取样长度lr。 基准线 基准线是用以评定表面粗糙度参数的轮廓中线。基准线有下列两种: