压力中心的计算

压力中心的计算
录入: 151zqh 来源: 日期: 2006-4-7,12:25
压力中心的确定
模具压力中心是指冲压时诸冲压力合力的作用点位置。为了确保压力机和模具正常工作,应使冲模的压力中心与压力机滑块的中心相重合。否则,会使冲模和压力机滑块产生偏心载荷,使滑块和导轨间产生过大的磨损,模具导向零件加速磨损,降低模具和压力机的使用寿命。
冲模的压力中心,可按下述原则来确定:
1.对称形状的单个冲裁件,冲模的压力中心就是冲裁件的几何中心。
2.工件形状相同且分布位置对称时,冲模的压力中心与零件的对称中心相重合。
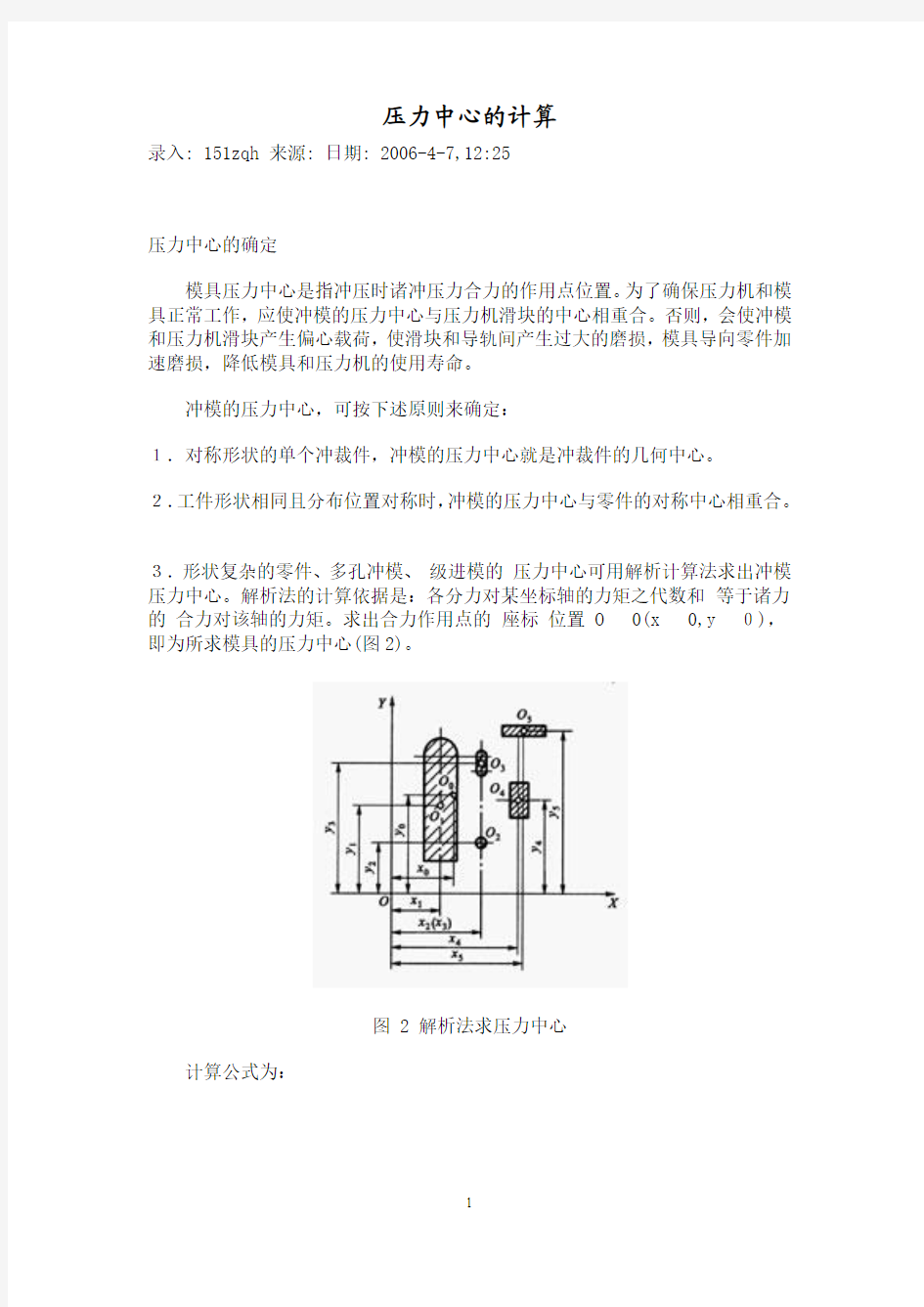
3.形状复杂的零件、多孔冲模、级进模的压力中心可用解析计算法求出冲模压力中心。解析法的计算依据是:各分力对某坐标轴的力矩之代数和等于诸力的合力对该轴的力矩。求出合力作用点的座标位置 O 0(x 0,y 0),即为所求模具的压力中心(图2)。
图 2 解析法求压力中心
计算公式为:
因冲裁力与冲裁周边长度成正比,所以式中的各冲裁力 P1、P2、P3……P n,可分别用各冲裁周边长度 L1、L2、L3……Ln代替,即:
冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进人材料的深度(凸模行程)而变化的,如图2.2.3所示。通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。
用普通平刃口模具冲裁时,其冲裁力F一般按下式计算:
式中 F——冲裁力;
L——冲裁周边长度;
t——材料厚度;
——材料抗剪强度;
K——系数。
系数K是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数。一般取K=1.3。
为计算简便,也可按下式估算冲裁力:
(2.6.2) 式中——材料的抗拉强度。
在冲裁结束时,由于材料的弹性回复(包括径向弹性回复和弹性翘曲的回复)及摩擦的存在,将使冲落部分的材料梗塞在凹模内,而冲裁剩下的材料则紧箍在凸模上。为使冲裁工作继续进行,必须将箍在凸模上的料卸下,将卡在凹模内的料推出。从凸模上卸下箍着的料所需要的力称卸料力;将梗塞在凹模内的料顺冲裁方向推出所需要的力称推件力;逆冲裁方向将料从凹模内顶出所需要的力称顶件力,如图2.6.1所示。
卸料力、推件力和顶件力是由压力机和模具卸料装置或顶
件装置传递的。所以在选择设备的公称压力或设计冲模时,应分别
予以考虑。影响这些力的因素较多,主要有材料的力学性能、材料
的厚度、模具间隙、凹模洞口的结构、搭边大小、润滑情况、制件
的形状和尺寸等。所以要准确地计算这些力是困难的,生产中常用
下列经验公式计算:
卸料力 (2.6.3)
图2.6.1
推件力 (2.6.4)
顶件力 (2.6.5)
式中 F——冲裁力;图2.6.1 卸料力推件力和顶件力
——卸料力、推件力、顶件力系数,见表2.6.1;
n——同时卡在凹模内的冲裁件(或废料)数。
式中 h——凹模洞口的直刃壁高度;
t——板料厚度。
注:卸料力系数Kx,在冲多孔、大搭边和轮廓复杂制件时取上限值。
压力机的公称压力必须大于或等于各种冲压工艺力的总和Fz。Fz的计算应根据不同的模具结构分别对待,即
采用弹性卸料装置和下出料方式的冲裁模时
(2.6.6)
采用弹性卸料装置和上出料方式的冲裁模时
(2.6.7)
采用刚性卸料装置和下出料方式的冲裁模时
(2.6.8)
为实现小设备冲裁大工件,或使冲裁过程平
稳以减少压力机振动,常用下列方法来降低冲裁
力。
1.阶梯凸模冲裁
在多凸模的冲模中,将凸模设计成不同长度,
使工作端面呈阶梯式布置,如图2.6.2所示,这样,
各凸模冲裁力的最大峰值不同时出现,从而达到降
低冲裁力的目的。图2.6.2 凸模的阶梯布置法在几个凸模直径相差较大,相距又很近的情况下,为能避免小直径凸模由于承受材料流动的侧压力而产生折断或倾斜现象,应该采用阶梯布置,即将小凸模做短一些。
凸模间的高度差H与板料厚度t有关,
即 t<3mm H=t
t>3mm H=0.5t
阶梯凸模冲裁的冲裁力,一般只按产生最大冲裁力的那一个阶梯进行计算。
2.斜刃冲裁
用平刃口模具冲裁时,沿刃口整个周边同时冲切材料,故冲裁力较大。若将凸模(或凹模)刃口平面做成与其轴线倾斜一个角度的斜刃,则冲裁时刃口就不是全部同时切人,而是逐步地将材料切离,这样就相当于把冲裁件整个周边长分成若干小段进行剪切分离,因而能显著降低冲裁力。
斜刃冲裁时,会使板料产生弯曲。因而,斜刃配置的原则是:必须保证工件平整,只允许废料发生弯曲变形。因此,落料时凸模应为平刃,将凹模作成斜刃,如图2.6.3a、b所示。冲孔时则凹模应为平刃,凸模为斜刃,如图2.6.3c、d、e所示。斜刃还应当对称布置,以免冲裁时模具承受单向侧压力而发生偏移,啃伤刃口,如图2.6.3a~e所示。向一边斜的斜刃,只能用于切舌或切开,如图2.6.3f所示。
斜刃冲模虽有降低冲裁力使冲裁过程平稳的优点,但模具制造复杂,刃口易磨损,修磨困难,冲件不够平整,且不适于冲裁外形复杂的冲件,因此在一般情况下尽量不用,只用于大型冲件或厚板的冲裁。
最后应当指出,采用斜刃冲裁或阶梯凸模冲裁时,虽然减低了冲裁力,但凸模进入凹模较深,冲裁行程增加,因此这些模具省力而不省功。
a)、b)落料用 c)、d)、e)冲孔用 f)切舌用
图2.6.3 各种斜刃的形式
3.加热冲裁(红冲)
金属在常温时其抗剪强度是一定的,但是,当金属材料加热到一定的温度之后,其抗剪强度显著降低,所以加热冲裁能降低了冲裁力。但加热冲裁易破坏工件表面质量,同时会产生热变形,精度低,因此应用比较少。
模具的压力中心就是冲压力合力的作用点。为了保证压力机和模具的正常工作,应使模具的压力中心与压力机滑块的中心线相重合。否则,冲压时滑块就会承受偏心载荷,导致滑块导轨和模具导向部分不正常的磨损,还会使合理间隙得不到保证,从而影响制件质量和降低模具寿命甚至损坏模具。在实际生产中,可能会出现由于冲件的形状特殊或排样特殊,从模具结构设计与制造考虑不宜使压力中心与模柄中心线相重合的情况,这时应注意使压力中心的偏离不致超出所选用压力机允许的范围。
1.简单几何图形压力中心的位置
(1)对称冲件的压力中心,位于冲件轮廓图形的几何
中心上。
(2)冲裁直线段时,其压力中心位于直线段的中心。
(3)冲裁圆弧线段时,其压力中心的位置,如图2.6.4,
按下式计算:
式中:b——弧长。
图2.6.4其他符号意义见图。
2.确定多凸模模具的压力中心 确定多凸模模具的压力中心,是将各凸模的压力中心确定后,再计算模具的压力中心(见图2.6.5)。计算其压力中心的步骤如下:
(1)按比例画出每一个凸模刃口轮廓的位置。
(2)在任意位置画出坐标轴线x ,y 。坐标轴位置选择适当可使计算简化。在选择坐标轴位置时,应尽量把坐标原点取在某一刃口轮廓的压力中心,或使坐标轴线尽量多的通过凸模刃口轮廓的压力中心,坐标原点最好是几个凸模刃口轮廓压力中心的对称中心。
(3)分别计算凸模刃口轮廓的压力中心及坐标位置
和
(4
)分别计算凸模刃口轮廓的冲裁力
或每一个凸模刃口轮廓的
周长
。
(5)对于平行力系,冲裁力的合力等于各力的
代数和。即
图2.6.5 (6)根据力学定理,合力对某轴之力矩等于各分力对同轴力矩之代数和,则可得压力中心坐标( )计算公式。
(2.6.10)
(2.6.11)
因为冲裁力与周边长度成正比,所以式中个冲裁力可分别用冲裁周边长度
(2.6.12)
(2.6.13)
3.复杂形状零件模具压力中心的确定
复杂形状零件模具压力中心的计算原理与多凸模冲裁压力中心的计算原理相同(见图
2.6.6)。其具体步骤如下:
(1)选定坐标轴x和y。
(2)将组成图形的轮廓线划分为若干简单的线段,求出各线段长度
(3)确定各线段的重心位置和.
(4)然后按公式(2.6.13)、(2.6.14)算出压力中心的坐标.
图2.6.6
冲裁模压力中心的确定,除上述的解析法外,还可以用作图法和悬挂法。但因作图法精确度不高,方法也不简单,因此在应用中受到一定限制。
悬挂法的理论根据是:用匀质金属丝代替均布于冲裁件轮廓的冲裁力,该模拟件的重心就是冲裁的压力中心。具体作法是:用匀质细金属丝沿冲裁轮廓弯制成模拟件,然后用缝纫线将模拟件悬吊起来。并从吊点作铅垂线;再取模拟件的另一点,以同样的方法作另一铅垂线,两垂
线的交点即为压力中心。悬挂法多用于确定复杂零件的模具压力中心。
冲裁力计算
冲裁力计算 一、冲压力: 冲压力是指在冲裁时,压力机应具有的最小压力。 P冲压=P冲裁+P卸料+P推料(P顶件) 冲压力是选择冲床吨位,进行模具强度。刚度校核依据。 1、冲裁力:冲裁力及其影响周素:使板料分离的力称作冲裁力.影响冲裁力的主要因素: A.材料的抗剪强度。 B.材料的厚度, C.冲裁件的轮郭周长。 D.冲裁间隙。 E.刃口的锐利程度。 F.冲裁速度及润滑情况。 2.冲裁力计算: P冲=Ltσb 其中:P冲裁-冲裁力 L-冲裁件周边长度 t-板料厚度 σb-材料强度极限(不锈钢55kg/mmmm,热轧板35kg/mmmm,冷轧板30 kg/mmmm 3、卸料力:把工件或废料从凸模上卸下的力 P x=K x P冲其中K x-卸料力系数(0.02-0.06) =K t P n 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力P t K t-推件力系数(0.03-0.07) n-留于凹模洞口内的件数 5、顶件力:顶件力P d--将工件或废料的从凹模洞口逆着冲裁方向项出所需的力。 P x=K x P P t=K t P n P d=K d P 其中:P x、P t、P d--分别为卸料力、推件力和顶件力。 K x,K t,K d(0.04-0.08)分别是上述三种力的修正系数,
P——冲裁力; n——查正表卡在凹模洞口内的件数,锥形出口无工件卡住,故P t=0,不计算推件力。 6、总的冲压力选择压力机吨位时,冲压力计算要根据冲模的具体结构考虑其计算方法。 1)刚性卸料装置自然落料方式:P z=P+P t=P+K t P n 2)主要性卸料的和主要性顶料装置:P z=P+P a+P d=P+K x P+K z P 3)主要性缺卸装置自然落料方式:P z=P+P x+P t=P+K x P+K t P n P z——总的部裁力即是压力机就给的最小压力. 二、压力中心 1、压力中心概念,冲裁力合力的作用点称模具的压力中心。冲裁件的压中心与冲裁件的重心不同,它是指冲裁力合力的作用中心与冲裁力的大小及作用位置有关。而土件的重心则决定于工件的形状及其质量分布。只有当工件其备中心对称形状时,其压力中心才与重心相重合。 要求:冲裁压力中心与机床滑块中心重合。 2、压力中心的确定: (1)简单形状工件的压力中心:具有中心对称的工件,其压力中心与重心重合。凡是质量分布均匀,具有中心对称形状的冲栽件,其压力中心与重心相重合。此时的压力中心均位于工件轮廓图形的几何中心。 (2)复杂形状工件的压力中心: X0=L1X1+L2X2+……L n X n /L1+L2+…L n Y0= L1Y1+L2Y2+……L n Y n /L1+L2+…L n 其中:X0--压力中心到Y轴的距离。 Y0--压力中心到X轴的距离。 L1L n--各段轮廓的长度 X1……X n--各段轮郭压力中心到Y轴的距离。
冲压模压力中心的计算方法
压力中心的计算 压力中心的确定 模具压力中心是指冲压时诸冲压力合力的作用点位置。为了确保压力机和模具正常工作,应使冲模的压力中心与压力机滑块的中心相重合。否则,会使冲模和压力机滑块产生偏心载荷,使滑块和导轨间产生过大的磨损,模具导向零件加速磨损,降低模具和压力机的使用寿命。 冲模的压力中心,可按下述原则来确定: 1.对称形状的单个冲裁件,冲模的压力中心就是冲裁件的几何中心。 2.工件形状相同且分布位置对称时,冲模的压力中心与零件的对称中心相重合。 3.形状复杂的零件、多孔冲模、级进模的压力中心可用解析计算法求出冲模压力中心。解析法的计算依据是:各分力对某坐标轴的力矩之代数和等于诸力的合力对该轴的力矩。求出合力作用点的座标位置 O 0(x 0,y 0),即为所求模具的压力中心(图2)。 图 2 解析法求压力中心 计算公式为:
因冲裁力与冲裁周边长度成正比,所以式中的各冲裁力 P1、P2、P3……P n,可分别用各冲裁周边长度 L1、L2、L3……Ln代替,即:
冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进人材料的深度(凸模行程)而变化的,如图2.2.3所示。通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。 用普通平刃口模具冲裁时,其冲裁力F一般按下式计算: 式中 F——冲裁力; L——冲裁周边长度; t——材料厚度; ——材料抗剪强度; K——系数。 系数K是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数。一般取K=1.3。 为计算简便,也可按下式估算冲裁力: (2.6.2) 式中——材料的抗拉强度。 在冲裁结束时,由于材料的弹性回复(包括径向弹性回复和弹性翘曲的回复)及摩擦的存在,将使冲落部分的材料梗塞在凹模内,而冲裁剩下的材料则紧箍在凸模上。为使冲裁工作 继续进行,必须将箍在凸模上的料卸下,将卡在凹模内的料推出。从凸模上卸下箍着的料所需 要的力称卸料力;将梗塞在凹模内的料顺冲裁方向推出所需要的力称推件力;逆冲裁方向将料 从凹模内顶出所需要的力称顶件力,如图2.6.1所示。 卸料力、推件力和顶件力是由压力机和模具卸料装置或顶 件装置传递的。所以在选择设备的公称压力或设计冲模时,应分别 予以考虑。影响这些力的因素较多,主要有材料的力学性能、材料 的厚度、模具间隙、凹模洞口的结构、搭边大小、润滑情况、制件 的形状和尺寸等。所以要准确地计算这些力是困难的,生产中常用 下列经验公式计算: 卸料力 (2.6.3) 图2.6.1
管道压力损失计算
冷热水管道系统的压力损失 无论在供暖、制冷或生活冷热水系统,管道是传送流量和热量必不可少的部分。计算管道系统的压力损失有助于: (1) 设选择正确的管径。 (2) 设选择相应的循环泵和末端设备。也就是让系统水循环起来并且达到热能传送目的 的设备。 如果不进行准确的管道选型,会导致系统出现噪音、腐蚀(比如管道阀门口径偏小)、严重的能耗及设备的浪费(比如管道阀门水泵等偏大)等。 管道系统的水在流动时遇到阻力而造成其压力下降,通常将之简称为压降或压损。 压力损失分为延程压力损失和局部压力损失: — 延程压力损失指在管道中连续的、一致的压力损失。 — 局部压力损失指管道系统内特殊的部件,由于其改变了水流的方向,或者使局部水流通道变窄(比如缩径、三通、接头、阀门、过滤器等)所造成的非连续性的压力损失。 以下我们将探讨如何计算这两种压力损失值。在本章节内我们只讨论流动介质为水的管道系统。 一、 延程压力损失的计算方式 对于每一米管道,其水流的压力损失可按以下公式计算 其中:r=延程压力损失 Pa/m Fa=摩擦阻力系数 ρ=水的密度 kg/m 3 v=水平均流速 m/s D=管道内径 m 公式(1) 延程压力损失 局部压力损失
管径、流速及密度容易确定,而摩擦阻力系数的则取决于以下两个方面: (1)水流方式,(2)管道内壁粗糙程度 表1:水密度与温度对应值 水温°C10 20 30 40 50 60 70 80 90 密度 kg/m3999.6 998 995.4 992 987.7 982.8 977.2 971.1 964.6 1.1 水流方式 水在管道内的流动方式分为3种: —分层式,指水粒子流动轨迹平行有序(流动方式平缓有规律) —湍流式,指水粒子无序运动及随时变化(流动方式紊乱、不稳定) —过渡式,指介于分层式和湍流式之间的流动方式。 流动方式通过雷诺数(Reynolds Number)予以确定: 其中: Re=雷诺数 v=流速m/s D=管道内径m。 ?=水温及水流动力粘度,m2/s 表2:水温及相关水流动力粘度 水温m2/s cSt °E 10°C 1.30×10-6 1.30 1.022 20°C 1.02×10-6 1.02 1.000 30°C 0.80×10-6 0.80 0.985 40°C 0.65×10-6 0.65 0.974 50°C 0.54×10-6 0.54 0.966 60°C 0.47×10-6 0.47 0.961 70°C 0.43×10-6 0.43 0.958 80°C 0.39×10-6 0.39 0.956 90°C 0.35×10-6 0.35 0.953 通过公式2计算出雷诺数就可判断水流方式: Re<2,000:分层式流动 Re:2,000-2,500:过渡式流动
齿轮压力角计算
方便各位齿轮爱好者学习和使用 齿轮压力角 渐开线及渐开线齿轮 当一直线沿一圆周作纯滚动时,此直线上任一点的轨迹即称为该圆的渐开线,该圆称为渐开线的基圆,而该直线则称为发生线。 图1齿轮压力解析图 如图1: AK——渐开线 基圆,rb n-n:发生线 θK:渐开线AK段的展角 用渐开线作为齿廓的的齿轮称为渐开线齿轮。渐开线齿轮能保持恒定的传动比。 渐开线上任一点法向压力的方向线(即渐开线在该点的法线)和该点速度方向之间的夹角称为该点的压力角。 显然,图2中的 图2 αk即为渐开线上K点的压力角。由图可知: cosαk=ON/OK=rb/Rk 参考文献: 卢玉明.机械设计基础.高等教育出版社,1998
齿轮模数 “模数”是指相邻两轮齿同侧齿廓间的齿距t与圆周率π的比值(m=t/π),以毫米为单位。模数是模数制轮齿的一个最基本参数。模数越大,轮齿越高也越厚,如果齿轮的齿数一定,则轮的径向尺寸也越大。模数系列标准是根据设计、制造和检验等要求制订的。对於具有非直齿的齿轮,模数有法向模数mn、端面模数ms与轴向模数mx 的区别,它们都是以各自的齿距(法向齿距、端面齿距与轴向齿距)与圆周率的比值,也都以毫米为单位。对於锥齿轮,模数有大端模数me、平均模数mm和小端模数m1之分。对於刀具,则有相应的刀具模数mo等。标准模数的应用很广。在公制的齿轮传动、蜗杆传动、同步齿形带传动和棘轮、齿轮联轴器、花键等零件中,标准模数都是一项最基本的参数。它对上述零件的设计、制造、维修等都起着基本参数的作用(见圆柱齿轮传动、蜗杆传动等)。 齿轮计算公式: 分度圆直径 d=mz m 模数z 齿数 齿顶高ha=ha* m 齿根高hf=(ha*+c*)m 齿全高h=ha+hf=(z ha*+c*)m ha*=1 c*=0.25 图片中的应该两箭头之间距离是 渐开线标准直齿圆柱齿轮的 基本参数和几何尺寸的计算 一、渐开线标准直齿圆柱齿轮各部分名称 1、齿顶圆:通过轮齿顶部的圆周。齿顶圆直径以d a表示。 2、齿根圆:通过轮齿根部的圆周。齿根圆直径以d f表示。
水泵管道压力损失计算公式
水泵的管道压力损失计算,水泵管道压力损失计算公式 点击次数:7953 发布时间:2011-10-28 管道压力损失,管道压力损失计算公式 为了方便广大用户在水泵选型时确定管道压力损失博禹公司技术工程师特意在此发布管道压力损 失计算公式供大家选型参考。通过水泵性能曲线可以看出每台水泵在一定转速下,都有自己的性能曲线,性能曲线反映了水泵本身潜在的工作能力,这种潜在的工作能力,在泵站的实际运行中,就表现为在某一特定条件下的实际工作能力。水泵的工况点不仅取决于水泵本身所具有的性能,还取决于进、出水位与进、出水管道的管道系统性能。因此,工况点是由水泵和管路系统性能共同决定的。 水泵的管道系统,包括管路及其附件。由水力学知,管路水头损失包括管道沿程水头 损失与局部损失。 Σh=Σhf+Σhj=Σλι/d v2/2g+Σζv2/2g (3-1) 式中Σh—管道水头损失,m; Σhf--管道沿程水头损失,m; Σhj--管道局部水头损失,m; λ--沿程阻力系数; ζ--局部水头损失系数; ι--管道长度,m; d--管道直径,m; v --管道中水流的平均流速,m/s。 对于圆管v=4Q/πd2,则式(3-1)可写成下列形式
Σh=(Σλι/12.1d5+Σζ/12.1d4)Q2=(ΣS沿+ΣS局)Q2=SQ2 (3-2) 式中S沿--管道沿程阻力系数,S2/m5,当管材、管长和管径确定后,ΣS沿值为一常数;S局--管道局部阻力系数,S2/m5,当管径和局部水头损失类型确定后,ΣS局值为一常数; S--管路沿程和局部阻力系数之和,S2/m5。 由式(3-2)可以看出,管路的水头损失与流量的平方成正比,式(3-2)可用一条顶点在原点的二次抛物线表示,该曲线反映了管路水头损失与管路通过流量之间的规律,称为管路水头损失特性曲线。如图3-1所示。 在泵站设计和运行管理中,为了确定水泵装置的工况点,可利用管路水头损失特性曲线,并将它与水泵工作的外界条件联系起来。这样,单位重力液体通过管路系统时所需要的能 量H需为 H需=H st+v2出-v2进/2g+Σh (3-3) 式中H需--水泵装置的需要扬程,m; H st--水泵运行时的净扬程,m; v2出-v2进/2g --进、出水的流速水头差,m; Σh--管路水头损失,m。 若进、出水池的流速水头差较小可忽略不计,则式(3-3)可简化为 H需=H st+Σh=H st=SQ2 (3-4) 利用式(3-4)可以画出如图3-2所示的二次抛物线,该曲线上任意一点表示水泵输送某一流量并将其提升H st高度时,管道中每位重力的液体所消耗的能量。因此,称该曲线为水泵装置的需要扬程或管路系统特性曲线。 本文档部分内容来源于网络,如有内容侵权请告知删除,感谢您的配合!
冲裁力、卸料力及推件力的计算
冲裁力、卸料力及推件力的计算。 录入: 151zqh 来源: 日期: 2006-7-9,16:36 一、冲裁力的计算 冲裁力是指冲裁过程中的最大剪切抗力,计算冲裁力的目的是为了合理选择压力机和设计模具。各种形状刃口冲裁力的基本计算公式见表6。考虑到模具刃口的磨损、凸模与凹模的间隙不均、材料性能的波动和材料厚度偏差等因素,实际所需冲裁力应比表列公式计算的值增加30%。 表 6 冲裁力的计算公式及举例
注:1. τ为材料之抗剪强度。由表查得:τ=440Mpa 2.双斜刃凸模和凹模的主要参数列于表7中 材料厚度t/mm 斜刃高度 h/mm 斜刃倾角 φ 平均冲裁力为平刃的百 分比 <3 3~10 2t t <5o <8o 30~40 60~65 F=KLtτ 式中 F—冲裁力(N) L—冲裁件周长(mm); t—材料厚度(mm); τ—材料剪切强度(Mpa) K-系数。考虑到模具刃口的磨损,模具间隙的波动,材料力学性能的变化及材料厚度偏差等因素,一般K取1.3。 二,降低冲裁力的方法 在冲裁力超过车间现有压力机吨位,就必须采取措施降低冲裁力。一般采用以下几种方法: (1)材料加热红冲。材料加热后,抗剪强度大大地降低,从而降低冲裁力。一般适用于厚板或工件表面质量及精度要求不高的零件。 (2)在度凸模冲模中,将凸模作阶梯形布置。其一般用在几个凸模直径相差悬殊、彼此距离又很近的情况下,采用阶梯形布置还能避免小直径凸模由于承受材料流动的挤压力而产生折断或倾斜的现象(此时应将小凸模做短一些)。凸模间的高度差h 取决于材料厚度,如:t <3mm, h=t t>3mm, h=0.5t (3) 用斜刃口模具冲裁。斜刃口冲模的冲裁力可用斜刃剪切公式近似计算,即: F'=K0.5 t τ/tgφ ≈0.5 t σb/ tgφ 式中 K--系数,一般取1.3 τ--材料抗剪强度,[τ] 为Mpa φ--刃口斜角(一般小于12°) 斜刃冲裁力也可用下列简化公式计算: F'=KLtτ 当h=t时,K=0.4-0.6 h=2t时, K=0.2-0.4 式中 L--剪切周长, [L]为mm h--斜刃高度, [h]为mm τ--材料抗剪强度,[τ] 为Mpa t--材料厚度, [t]为mm 三、卸料力、推件力和顶件力
水泵管道压力损失计算公式资料
水泵管道压力损失计 算公式
精品资料 水泵的管道压力损失计算,水泵管道压力损失计算公式 点击次数:7953 发布时间:2011-10-28 管道压力损失,管道压力损失计算公式 为了方便广大用户在水泵选型时确定管道压力损失博禹公司技术工程师特意在此发布管道压力损失计算公式供大家选型参考。通过水泵性能曲线可以看出每台水泵在一定转速下,都有自己的性能曲线,性能曲线反映了水泵本身潜在的工作能力,这种潜在的工作能力,在泵站的实际运行中,就表现为在某一特定条件下的实际工作能力。水泵的工况点不仅取决于水泵本身所具有的性能,还取决于进、出水位与进、出水管道的管道系统性能。因此,工况点是由水泵和管路系统性能共同决定的。 水泵的管道系统,包括管路及其附件。由水力学知,管路水头损失包括管道沿程水头损失与局部损失。 Σh=Σhf+Σhj=Σλι/d v2/2g+Σζv2/2g (3-1) 式中Σh—管道水头损失,m; Σhf--管道沿程水头损失,m; Σhj--管道局部水头损失,m; λ--沿程阻力系数; ζ--局部水头损失系数; ι--管道长度,m; d--管道直径,m; v --管道中水流的平均流速,m/s。 对于圆管v=4Q/πd2,则式(3-1)可写成下列形式 Σh=(Σλι/12.1d5+Σζ/12.1d4)Q2=(ΣS沿+ΣS局)Q2=SQ2 (3-2) 式中 S沿--管道沿程阻力系数,S2/m5,当管材、管长和管径确定后,ΣS沿值为一常数; S局--管道局部阻力系数,S2/m5,当管径和局部水头损失类型确定后,ΣS局值为一常数;S--管路沿程和局部阻力系数之和,S2/m5。 由式(3-2)可以看出,管路的水头损失与流量的平方成正比,式(3-2)可用一条顶点在原点的二次抛物线表示,该曲线反映了管路水头损失与管路通过流量之间的规律,称为管路水头损失特性曲线。如图3-1所示。 在泵站设计和运行管理中,为了确定水泵装置的工况点,可利用管路水头损失特性曲线,并将它与水泵工作的外界条件联系起来。这样,单位重力液体通过管路系统时所需要的能量H需为 H需=H st+v2出-v2进/2g+Σh (3-3) 式中H需--水泵装置的需要扬程,m; 仅供学习与交流,如有侵权请联系网站删除谢谢2
冲裁力计算-剪切强度
一、黑色金属 1.深拉深用冷轧钢板发化学成分和力学性能 1)深拉深钢板的化学成分深拉深用冷轧钢板主要有08Al、08F、08、及10、15、20钢。其化学成分如表8—44所示。 表8—44深拉深冷轧薄钢板的化学成分(GB/T5213—1985和GB/T710—1991) (2)影响钢板冲压性能的主要因素化学成分、金属组织、力学性能和表面质量等均影响冲压性能 在上述钢号中用量最大的是08钢,并有沸腾钢与镇静钢之分,沸腾钢08F价廉,表面质量好,但偏析比较严重,且有“应变时效”倾向,对于冲压性能要求高,外观要求严格的零件不适合。08Al镇静钢板价格较高,但性能均匀,“应变时效”倾向小,适用于汽车、拖拉机覆盖件的拉深。 1)08钢中主要元素对冲压性能的影响(表8—45) 表8—45主要元素对08钢冲压性能的影响
2)深拉深冷轧薄板铁素体晶粒度的标准(表8—46) 表8—46 深拉深冷轧薄钢板铁素体晶粒级别 1)铝镇静钢08Al 按其拉深质量分为三级:ZF —拉深最复杂零件; HF —拉深很复杂零件;F —拉深复杂零件 2)其他深冲薄钢板(包括热轧板)按冲压性能分级为:Z —最伸拉 深件;S —深拉深件;P —普通拉深件 3)深拉深冷轧薄钢板的力学性能(表 8—47) 表8—47 深拉深冷轧薄钢板的力学性能(GB/T5213—1985和GB/T710—1991)
4)深拉深冷轧薄钢板的杯突试验冲压深度(表8—48)表8—48深拉深冷轧薄钢板的杯突试验冲压深度(GB/T5213—1985和GB/T710—1991)
2.常用材料的力学性能 (1)黑色金属材料的力学性能(表8—49)表8—49黑色金属材料的力学性能
压力角计算公式
2.2滚子摆动从动件盘形凸轮机构的设计 如图2所示滚子摆动从动件盘形凸轮机构,摆杆摆动中心C ,杆长为l ,机架OC 长为b ,从动件处于起始位置时,滚子中心处于B 0点,摆杆与机架OC 之间的夹角为0ψ,当凸轮转过?角后,从动件摆过ψ角,滚子中心处于B 点。 分析代换后的平面连杆机构OABC ,得从动杆BC 上B 点位移、速度、加 速度矢量式: 0()()(π)OA OA AB AB l l b l θθψψ+-=--e e i e (9) 式中222 0arccos( )2b l b r lb ψ+-= ()()(π)OA OA AB AB AB b o l l l ωθωθωψψ+=--g g g (10) 22200()()()(π)(π)OA OA AB AB AB AB AB AB b b l l l l l ωθωθεθεψψωψψ--+=------e e g g e (11) 注意,在文献[1]』 中,从动件的角速度、角加速度在回程时为负,推程时为正,而此处逆时针为正,顺时针为负,所以引用公式时,须添加负号。 据矢量方程式(8)(9)(10)式推导可得: 00(1)sin()tan (1)cos() b AB b l b l ωψψωθωψψω - += --+ 当tan 0AB θ≥时,arctan(tan )AB AB θθ= 当tan 0AB θ<时,πarctan(tan )AB AB θθ=+ 2 0200cos (1)cos()cos (1)cos()sin() b AB AB AB b b AB AB AB b l l b l l ωθψψθωωε θψψθψψθωω ?? --++???? = --+++++ AB 杆的方向亦即从动件受力方向,从动件运动垂直于CB 杆方向,凸轮机构压力角为: π 2 o AB a ψψθ= --- (12) 图2摆动滚子盘形凸轮机构的演化 Fig.2 Evolution of disk cam with oscillating roller
管径和压力损失计算
管径和压力损失计算 一、管径计算 1、管径计算 蒸汽、热水、压缩空气、氮气、氧气、乙炔按下述三式计算: 按体积流量计算 按质量流量计算 按允许压降计算 式中—管道内径(mm); —在工作状态下的体积流量(m3/h); —在工作状态下的质量流量(t/h); —在工作状态下的流速(m/s); —在工作状态下的密度(kg/m3); —摩擦阻力系数; —允许比压降(Pa/m)。 压缩空气、氮气、氧气、乙炔等气体工作状态下的体积流量可由标准状态(0℃,绝对压力0.1013MPa)下的体积流量换算而得 式中—标准状态下气体体积流量(m3/h); —气体工作温度(℃); —气体绝对工作压力(MPa)。 二、管道压力损失计算 管道中介质流动产生的总压差包括直管段的摩擦阻力压降和管道附件的局部阻力压降,以及管内介质的静压差。 管内介质的总静压差:; 直管的摩擦阻力压降:; 管道附件的局部阻力压降:; 管内介质的静压差:。 式中Δp—管内介质的总静压差(Pa); Δpm—直管的摩擦阻力压降(Pa); Δpd—管道附件的局部阻力压降(Pa); Δpz—管内介质的静压差(Pa); ∑ξ—管件局部阻力系数之和; ∑Ld—管道局部阻力当量长度之和(m); H1—管段始点标高(m); H2—管段终点标高(m); 对液体,因其密度大,计算中应计入介质静压差。对蒸汽或气体,其静压差可以忽略不计。 三、允许比压降计算 对各种压力管路的计算公式为 式中—单位压力降(Pa/m); 、—起点、终点压力(MPa); —管道直管段总长度(m);
—管道局部阻力当量长度(m)。 在做近似估算时,对厂区管路可取=(0.1-0.15);对车间的蒸汽、压缩空气、热水管路,取=(0.3-0.5);对车间氧气管路去=(0.15-0.20) 看见公式,写上自己知道的公式吧。 管径计算公式。 d=18.8乘以(Q/u)的开平方,其中Q=Qz(273+t)/(293*P),其中,Qz为标准状态下的压力,P为绝对压力。 对于u的确定,p=0.3~0.6MPa时,u=10~20s; p=0.6~1MPa时,u=10~15s; p=1~2MPa时,u=8~12s; p=2~3MPa时,u=3~6s; p>3MPa时,u=0~3s
冲裁力和压力中心的计算
冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进人材料的深度(凸模行程)而变化的,如图2.2.3所示。通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。 用普通平刃口模具冲裁时,其冲裁力F一般按下式计算: 式中 F——冲裁力; L——冲裁周边长度; t——材料厚度; ——材料抗剪强度; K——系数。 系数K是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数。一般取K=1.3。 为计算简便,也可按下式估算冲裁力: (2.6.2) 式中——材料的抗拉强度。 在冲裁结束时,由于材料的弹性回复(包括径向弹性回复和弹性翘曲的回复)及摩擦的存在,将使冲落部分的材料梗塞在凹模内,而冲裁剩下的材料则紧箍在凸模上。为使冲裁工作继续进行,必须将箍在凸模上的料卸下,将卡在凹模内的料推出。从凸模上卸下箍着的料所需要的力称卸料力;将梗塞在凹模内的料顺冲裁方向推出所需要的力称推件力;逆冲裁方向将料从凹模内顶出所需要的力称顶件力,如图2.6.1所示。 卸料力、推件力和顶件力是由压力机和模具卸料装置或顶件装置传递的。所以在选择设备的公称压力或设计冲模时,应分别予以考虑。影响这些力的因素较多,主要有材料的力学性能、材料的厚度、模具间隙、凹模洞口的结构、搭边大小、润滑情况、制件的形状和尺寸等。所以要准确地计算这些力是困难的,生产中常用下列经验公式计算: 卸料力 (2.6.3)
图2.6.1 推件力 (2.6.4) 顶件力 (2.6.5) 式中 F——冲裁力;图2.6.1 卸料力推件力和顶件力 ——卸料力、推件力、顶件力系数,见表2.6.1; n——同时卡在凹模内的冲裁件(或废料)数。 式中 h——凹模洞口的直刃壁高度; t——板料厚度。 注:卸料力系数Kx,在冲多孔、大搭边和轮廓复杂制件时取上限值。 压力机的公称压力必须大于或等于各种冲压工艺力的总和Fz。Fz的计算应根据不同的模具结构分别对待,即采用弹性卸料装置和下出料方式的冲裁模时 (2.6.6) 采用弹性卸料装置和上出料方式的冲裁模时 (2.6.7) 采用刚性卸料装置和下出料方式的冲裁模时 (2.6.8) 为实现小设备冲裁大工件,或使冲裁过程平稳以减少压力机振动,常用下列方法来降低冲裁力。 1.阶梯凸模冲裁 在多凸模的冲模中,将凸模设计成不同长度,使工作端面呈阶梯式布置,如图2.6.2所示,这样,各凸模冲裁力的最大峰值不同时出现,从而达到降低冲裁力的目的。
齿轮压力角计算修订稿
齿轮压力角计算 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
方便各位齿轮爱好者学习和使用 齿轮压力角 渐开线及渐开线齿轮 当一直线沿一圆周作纯滚动时,此直线上任一点的轨迹即称为该圆的渐开线,该圆称为渐开线的基圆,而该直线则称为发生线。 图1齿轮压力解析图 如图1: AK——渐开线 基圆,rb n-n:发生线 θK:渐开线AK段的展角 用渐开线作为齿廓的的齿轮称为渐开线齿轮。渐开线齿轮能保持恒定的传动比。 渐开线上任一点法向压力的方向线(即渐开线在该点的法线)和该点速度方向之间的夹角称为该点的压力角。
显然,图2中的 图2 αk即为渐开线上K点的压力角。由图可知: cosαk=ON/OK=rb/Rk 参考文献: 卢玉明.机械设计基础.高等教育出版社,1998 齿轮模数 “”是指相邻两轮齿同侧齿廓间的齿距t与圆周率π的比值(m=t/π),以毫米为单位。模数是模数制轮齿的一个最基本参数。模数越大,轮齿越高也越厚,如果的齿数一定,则轮的径向尺寸也越大。模数系列标准是根据设计、制造和检验等要求制订的。对於具有非直齿的齿轮,模数有法向模数mn、端面模数ms与轴向模数mx的区别,它们都是以各自的齿距(法向齿距、端面齿距与轴向齿距)与圆周率的比值,也都以毫米为单位。对於锥齿轮,模数有大端模数me、平均模数mm和小端模数m1之分。对於刀具,则有相应
的刀具模数mo等。标准模数的应用很广。在公制的齿轮传动、蜗杆传动、同步齿形带传动和棘轮、齿轮联轴器、花键等零件中,标准模数都是一项最基本的参数。它对上述零件的设计、制造、维修等都起着基本参数的作用(见圆柱齿轮传动、蜗杆传动等)。 齿轮计算公式: 分度圆直径 d=mz m 模数z 齿数 齿顶高ha=ha* m 齿根高hf=(ha*+c*)m 齿全高h=ha+hf=(z ha*+c*)m ha*=1 c*= 图片中的应该两箭头之间距离是 渐开线标准直齿圆柱齿轮的 基本参数和几何尺寸的计算 一、渐开线标准直齿圆柱齿轮各部分名称
计算模具冲裁力
冲裁力的计算 A B C D F G H I J E 冲裁力用式F=1.3Lt τ计算。取τ=270MPa ,板料厚t=0.7mm,L 值为所 有冲孔的总周长与工件外轮廓线周长之和 1.A 区:L1=8mm 2.B 区:L2=11mm 3.C 区:L3=11mm 4.D 区:L4=21.5mm 5.E 区:L5=11.0mm 6.F 区:L7=7mm 7.G 区:L8=5.6mm 8.H 区:L9=55mm 9.I 区:L10=80mm 10.J 区:L11=51.8mm 总周长 L=8+11+11+21.5+11+7+5.6+55+80+51.8=253.9mm 冲裁力 冲F =1.3Lt τ=1.3×253.9mm×0.7mm×270MPa=62383.23N 其中τ=0.6b σ=0.6*450=270MPa 卸料力、推件力和顶件力 冲裁时,工件或废料从凸模上卸下来的力叫卸料力,从凹模内将工件或废料
顺着冲裁的方向推出来的力叫推件力,逆冲裁方向顶出的力叫顶件力。通常多以经验公式计算: 卸料力 冲卸卸F K F ?== 0.06×62383.23*0.06N=3743.0N 应为设计的零件不涉及到推件和顶件,所以只算卸料力就可。卸料系数由下 表选取:表2-8 卸料力、推件力和顶件力系数 材料 K 卸 K 推 K 顶 刚 ≤0.1 0.065-0.075 0.1 0.14 >0.1-0.5 0.045-0.055 0.063 0.08 >0.5-2.5 0.04-0.05 0.055 0.06 >2.5-6.5 0.03-0.04 0.045 0.05 >6.5 0.02-0.03 0.025 0.03 铝、铝合金 0.025-0.08 0.03-0.07 纯铜,黄铜 0.02-0.06 0.03-0.09 K 卸取0.06。 弯曲力的计算 弯曲力的计算采用公式t r bt F b +=σ2k 7.0弯计算 b-弯曲件的宽度(mm ),b1=4.1,b2=4,b3=1.2 t-弯曲件的厚度(mm ),t=0.7 r-弯曲件的弯曲半径(mm )r=1 k-安全系数,一般取k=1.3 b σ-材料的强度极限(MPa ) t r bt F b +=σ21k 7.0弯=(0.7*1.3*4.1*0.7*0.7*450)/(0.7+1)=484N t r bt F b +=σ22 k 7.0弯=(0.7*1.3*4*0.7*0.7*450)/(0.7+1)=472N t r bt F b +=σ23 k 7.0弯=2*(0.7*1.3*1.2*0.7*0.7*450)/(0.7+1)=283N 步骤3弯曲力为484N ,步骤4弯曲力为755N
齿轮各参数计算公式
模数齿轮计算公式: 名称代号计算公式 模数m m=p/π=d/z=da/(z+2) (d为分度圆直径,z为齿数) 齿距p p=πm=πd/z 齿数z z=d/m=πd/p 分度圆直径 d d=mz=da-2m 齿顶圆直径da da=m(z+2)=d+2m=p(z+2)/π 齿根圆直径df df=d-2.5m=m(z-2.5)=da-2h=da-4.5m 齿顶高ha ha=m=p/π 齿根高hf hf=1.25m 齿高h h=2.25m 齿厚s s=p/2=πm/2 中心距 a a=(z1+z2)m/2=(d1+d2)/2 跨测齿数k k=z/9+0.5 公法线长度w w=m[2.9521(k-0.5)+0.014z] 13-1 什么是分度圆?标准齿轮的分度圆在什么位置上? 13-2 一渐开线,其基圆半径r b=40 mm,试求此渐开线压力角α=20°处的半径r和曲率半径ρ的大小。 13-3 有一个标准渐开线直齿圆柱齿轮,测量其齿顶圆直径d a=106.40 mm,齿数z=25,问是哪一种齿制的齿轮,基本参数是多少? 13-4 两个标准直齿圆柱齿轮,已测得齿数z l=22、z2=98,小齿轮齿顶圆直径d al=240 mm,大齿轮全齿高h =22.5 mm,试判断这两个齿轮能否正确啮合传动? 13-5 有一对正常齿制渐开线标准直齿圆柱齿轮,它们的齿数为z1=19、z2=81,模数m=5 mm,压力角 α=20°。若将其安装成a′=250 mm的齿轮传动,问能否实现无侧隙啮合?为什么?此时的顶隙(径向间隙)C是多少? 13-6 已知C6150车床主轴箱内一对外啮合标准直齿圆柱齿轮,其齿数z1=21、z2=66,模数m=3.5 mm,压力角α=20°,正常齿。试确定这对齿轮的传动比、分度圆直径、齿顶圆直径、全齿高、中心距、分度圆齿厚和分度圆
压力中心的计算
压力中心的计算 录入: 151zqh 来源: 日期: 2006-4-7,12:25 压力中心的确定 模具压力中心是指冲压时诸冲压力合力的作用点位置。为了确保压力机和模具正常工作,应使冲模的压力中心与压力机滑块的中心相重合。否则,会使冲模和压力机滑块产生偏心载荷,使滑块和导轨间产生过大的磨损,模具导向零件加速磨损,降低模具和压力机的使用寿命。 冲模的压力中心,可按下述原则来确定: 1.对称形状的单个冲裁件,冲模的压力中心就是冲裁件的几何中心。 2.工件形状相同且分布位置对称时,冲模的压力中心与零件的对称中心相重合。 3.形状复杂的零件、多孔冲模、级进模的压力中心可用解析计算法求出冲模压力中心。解析法的计算依据是:各分力对某坐标轴的力矩之代数和等于诸力的合力对该轴的力矩。求出合力作用点的座标位置 O 0(x 0,y 0),即为所求模具的压力中心(图2)。 图 2 解析法求压力中心 计算公式为:
因冲裁力与冲裁周边长度成正比,所以式中的各冲裁力 P1、P2、P3……P n,可分别用各冲裁周边长度 L1、L2、L3……Ln代替,即:
冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进人材料的深度(凸模行程)而变化的,如图2.2.3所示。通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。 用普通平刃口模具冲裁时,其冲裁力F一般按下式计算: 式中 F——冲裁力; L——冲裁周边长度; t——材料厚度; ——材料抗剪强度; K——系数。 系数K是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数。一般取K=1.3。 为计算简便,也可按下式估算冲裁力: (2.6.2) 式中——材料的抗拉强度。 在冲裁结束时,由于材料的弹性回复(包括径向弹性回复和弹性翘曲的回复)及摩擦的存在,将使冲落部分的材料梗塞在凹模内,而冲裁剩下的材料则紧箍在凸模上。为使冲裁工作继续进行,必须将箍在凸模上的料卸下,将卡在凹模内的料推出。从凸模上卸下箍着的料所需要的力称卸料力;将梗塞在凹模内的料顺冲裁方向推出所需要的力称推件力;逆冲裁方向将料从凹模内顶出所需要的力称顶件力,如图2.6.1所示。 卸料力、推件力和顶件力是由压力机和模具卸料装置或顶 件装置传递的。所以在选择设备的公称压力或设计冲模时,应分别 予以考虑。影响这些力的因素较多,主要有材料的力学性能、材料 的厚度、模具间隙、凹模洞口的结构、搭边大小、润滑情况、制件 的形状和尺寸等。所以要准确地计算这些力是困难的,生产中常用 下列经验公式计算: 卸料力 (2.6.3) 图2.6.1
管道压力损失计算
管道总阻力损失hw=∑hf+∑hj, hw—管道的总阻力损失(Pa); ∑hf—管路中各管段的沿程阻力损失之和(Pa); ∑hj—管路中各处局部阻力损失之和(Pa)。 hf=RL、 hf—管段的沿程损失(Pa); R—每米管长的沿程阻力损失,又称比摩阻(Pa/m); L—管段长度(m), R的值可在水力计算表中查得。 也可以用下式计算, hf=[λ×(L/d)×γ ×(v^2)]÷(2×g), L—管段长度(m); d—管径(m); λ—沿程阻力因数; γ—介质重度(N/m2); v—断面平均流速(m/s); g—重力加速度(m/s2)。 管段中各处局部阻力损失 hj=[ζ×γ ×(v^2)]÷(2×g), hj—管段中各处局部阻力损失(Pa); ζ—管段中各管件的局部阻力因数,可在管件的局部阻力因数表中查得。(引自《简明管道工手册》.P.56—57) 管道压力损失怎么计算
其实就是计算管道阻力损失之总和。 管道分为局部阻力和沿程阻力:1、局部阻力是由管道附件(弯头,三通,阀等)形成的,它和局阻系数,动压成正比。局阻系数可以根据附件种类,开度大小通过查手册得出,动压和流速的平方成正比。2、沿程阻力是比摩阻乘以管道长度,比摩阻由管道的管径,内壁粗糙度,流体流速确定 总之,管道阻力的大小与流体的平均速度、流体的粘度、管道的大小、管道的长度、流体的气液态、管道内壁的光滑度相关。它的计算复杂、分类繁多,误差也大。如要弄清它,应学“流体力学”,如难以学懂它,你也可用刘光启著的“化工工艺算图手册”查取。 管道主要损失分为沿程损失和局部损失。Δh=ΣλL/d*(v2/2g)+Σξv2/2g。其中的λ和ξ都是系数,这个是需要在手册上查询的。L-------管路长度。d-------管道内径。v-------有效断面上的平均流速,一般v=Q/s,其中Q是流量,S是管道的内截面积。希望你能看懂 液体压力计算公式是什么 1mm水柱=10pa 10m=100000pa= 1毫米汞柱(mmHg)=帕(Pa) 1工程大气压=千帕(kPa) 对静止液体,就是初中的公式 压强P=ρgh 压力F=PS 如果受力表面不规则,需要积分计算 常用两种方法计算: 1.液体在柱形器具中,且放在水平面上,此时: F=G液=m液g=ρ液gV液
压力角计算及公式
压力角是不计算摩擦力的情况下,受力方向和运动方向所夹的锐角。压力角是若不考虑各运动副中的摩擦力及构件重力和惯性力的影响,机构运动时从动件所受的驱动力的方向线与该力作用点的速度方向线之间的夹角。 概述折叠编辑本段 压力角(pressure angle)(α):若不考虑各运动副中的摩擦力及构件重力和惯性力的影响,作用于点C的力P与点C速度方向之间所夹的锐角. 与压力角相联系的还有传动角(γ). 压力角越大,传动角就越小.也就意味着压力角越大,其传动效率越低.所以设计过程中应当使压力角小. 原理折叠编辑本段 在平面连杆机构中不计摩擦和构件的惯性的情况下,机构运动时从动件所受的驱动力的方向线与该力作用点的速度方向线之间的夹角。在曲柄摇杆机构中(图1),主动件通过连杆作用在摇杆上的力P沿BC方向,力作用点C?的速度v C的方向垂直CD,这两方向线所夹的角?α为压力角。压力角α越大,P在v C方向能作功的有效分力就越小,传动越困难。压力角的余角γ 称为传动角。机构的压力角或传动角是
评价机构动力学指标之一,设计机构时应限制其最大压力角或最小传动角。对于齿轮传动(图2),压力角?α也是从动轮齿上所受驱动力P的方向线与P力作用点C?的速度v C方向线之间的夹角α,压力角 α的大小随着轮齿啮合位置的不同而变化。 压力角 压力角 如果知道模数根据公式: m=(W1-W)/α 就可以算出来m-模数W1-----跨k+1个齿的公法线长度 W-----跨K个齿的公法线长度α-----压力角 分度圆直径d分=mz 齿顶高h顶=m 齿顶圆直径D顶=d分+2h定=m (z+2)??齿根高h根= 全齿高h=h顶+h根= 周节t=πm。
系统压力损失及流量平衡
管道系统的压力损失和流量平衡 意大利卡莱菲公司北京办事处舒雪松 一、平衡流量 指系统的压头(扬程)改变后随之改变的新流量。它可以通过以下公式计算: G1 = G ×(H1/H)0.525公式(1) 其中:G1=系统平衡后流量(新流量) H1=系统新的压头 G=系统原流量 H=系统原压头 注:G1,G,H1,H的单位应该一致。比如G用m3/h为单位,则G1也应该是m3/h。 以上公式根据流体动力学的理论衍变出来,它假设在水循环系统中,压力损失的总和与流量的指数为1.9的关系,即Z=ΔP X G 1.9, Z就是系统流量曲线的特征系数。这个公式适合于我们在上一个章节里讲到的高、中、低粗糙度管道。 新流量与原流量的关系通过倍率F表述: F = G1 / G公式(2) 这个倍率用于确定系统经过平衡后每个支路、末端的新流量。 范例(1)一个传统双管系统的平衡流量计算方式 回路A 回路B 汇合点N 图1
如图1所示: 循环回路A有四个末端,其特征为: HA=980mm水柱(扬程) GA=550 l/h(流量) G1=160 l/h , G2=140 l/h, G3=140 l/h, G4=110 l/h 循环回路B有3个末端,其特征为: HB=700mm水柱(扬程) GB=360 l/h (流量) G5=140 l/h ,G6=120 l/h,G7=100 l/h 现在,如果A、B回路汇合到一起,其流量及压损特征都会产生变化。以下我们将用3种方式进行计算。 在AB汇合后,其汇合点的压差一致。这个压差值可以选择其中一个回路的压差值或者重新设定一个压差值。 A,按压差值大的回路A为标准计算: 即Hn=HA=980mm水柱,因此只需要平衡回路B的流量。通过公式(1)计算B回路的新流量,得出: GBn=GB×(Hn/HB) 0.525=360×(980/700) 0.525 = 429.5 l/h 通过公式(2)得到倍率F=429.5/360=1.193 因此,B回路每个末端新的流量就变为: G5=140×F=167 l/h,G6=120×F =143 l/h,G7=100×F=119 l/h B,按压差值小的回路B为标准计算: 即Hn=HB=700mm水柱,因此只需要平衡回路A的流量,通过公式(1)计算A回路新流量,得出: GAn=GA×(Hn/HA) 0.525=550×(700/980) 0.525 = 460.9 l/h 通过公式(2)得到倍率F=460.9/550=0.838 因此可以计算出A回路每个末端的新流量: G1=160×F=134 l/h,G2=140 ×F =117 l/h,G3=140 ×F =117 l/h,G4=110×F=92 l/h C,按平均压差值为标准计算: 即Hn =(HB+HA)/2 = 840mm水柱,因此A,B回路流量却需要进行平衡,通过公式
冲床冲裁力及冲剪力计算公式
冲床冲裁力及冲剪力计算公式 冲床冲裁力及冲剪力计算公式 许多用户在购买冲床时会问到一些问题:如何选择冲床吨位?多厚的板子用多大的冲床?冲多大的孔用多大的冲床?类似的问题只要搞清楚冲床冲裁力的计算公式,对冲床的选用就很简单。 冲裁力计算公式:P=K*L*t*τ P——平刃口冲裁力(N); t——材料厚度(mm); L——冲裁周长(mm); τ——材料抗剪强度(MPa); K——安全系数,一般取K=1.3 冲剪力计算公式:F=S*L*440/10000 S——工件厚度 L——工件长度 一般情况下用此公式即可冲床冲压力计算公式 冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1, l冲压后产品的周长,单位mm; t为材料厚度,单位mm; Г为材料抗剪强度.单位MPa . 算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T. 这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值
也符合复合模的冲压力. --冲裁力计算公式:P=K*L*t*τ P——平刃口冲裁力(N); t——材料厚度(mm); L ——冲裁周长(mm); τ——材料抗剪强度(MPa); K——安全系数,一般取K=1.3. 冲剪力计算公式:F=S*L*440/10000 S——工件厚度 L——工件长度 一般情况下用此公式即可。冲压力是指在冲裁时,压力机应具有的最小压力。 P 冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。冲压力是选择冲床吨位,进行模具强度。刚度校核依据。 1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素: 2.冲裁力计算: P冲=Ltσb 其中:P冲裁-冲裁力 L-冲裁件周边长度 t-板料厚度 σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN 3、卸料力:把工件或废料从凸模上卸下的力 Px=KxP冲 其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力 Pt=KtPn Kt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力 Kx,Kt分别是上述两种力的修正系数 P——冲裁力; n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN 5、压边力: P y=1/4 [D2—(d1+2R凹)2]P 式中 D------毛坯直径 d1-------凹模直径 R凹-----凹模圆角半径 p--------拉深力 6、拉深力: