冲压模具间隙分析及模具结构设计
煤矿机械Coal Mine Machinery Vol.31No.05 May.2010
第31卷第05期2010年05月
0引言
金属能进行塑性加工的条件是金属具备良好的塑性,塑性越好,金属承受塑性变形的能力就越强,在一般的冲裁过程中,材料在凸模、凹模作用下,其变形过程分为塑性变形、剪切变形、断裂分离变形,而冲裁件的断面质量由圆角带、光亮带、断裂带、毛刺4部分组成。其中光亮带的切面质量是最佳的,而且该区域发生在材料塑性变形阶段,这个部分所占整个断面的比例随着材料的性能、模具的间隙、刃口的状态及摩擦条件的不同而变化。
1模具间隙对产品质量的影响
当模具间隙过大时,材料上下产生的裂纹不重合,材料中的拉应力将增加,使拉伸断裂过早发生,因而使塑性变形较早结束,光亮带窄,断裂带、圆角带增宽,毛刺和斜度较大,拱弯、翘曲也较明显,冲裁件断面质量较差;当模具间隙小时上下裂纹也不重合。两裂纹之间的材料随着冲裁的进行将被第2次剪切,在断面上形成第2光亮带,该光亮带中部有残留的断裂带。为了得到合格的制品,一般在设计模具时要根据产品的特点和实际情况制定合理的冲裁模具间隙,设计合理的模具结构。
2合理间隙值的确定及模具结构分析
在冲裁过程中,由于不同厚度相同的材料,或者相同厚度不同性质的材料等,各质量因素与磨损方式都在演变,一个间隙值不能同时满足诸多的因素的要求,所以只能在不同的质量要求前提下,通过合理安排各种间隙的大小来满足各方面的要求。从而生产出合格的零件。
2.1冲裁变形区的应力分析及应力状态
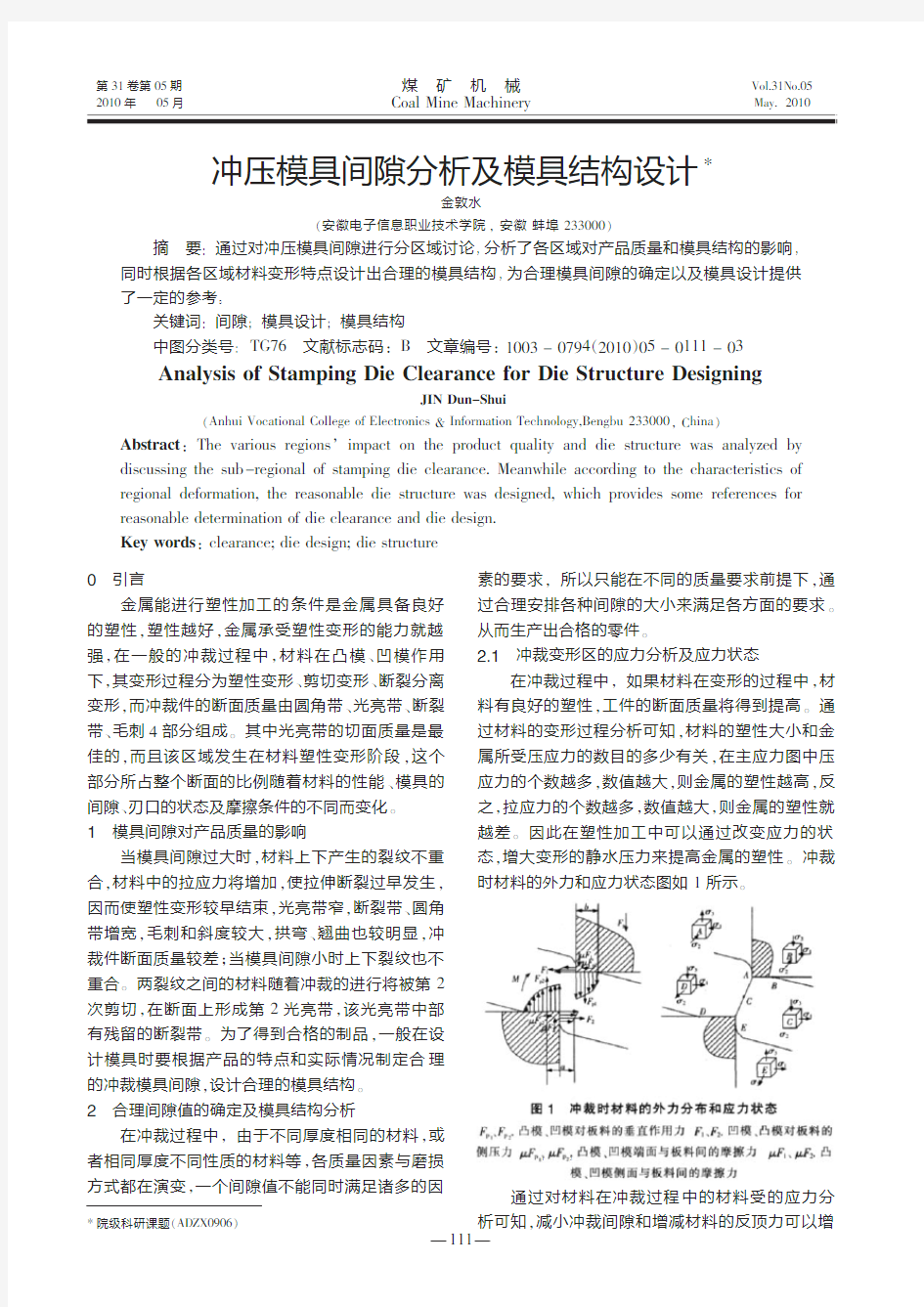
在冲裁过程中,如果材料在变形的过程中,材料有良好的塑性,工件的断面质量将得到提高。通过材料的变形过程分析可知,材料的塑性大小和金属所受压应力的数目的多少有关,在主应力图中压应力的个数越多,数值越大,则金属的塑性越高,反之,拉应力的个数越多,数值越大,则金属的塑性就越差。因此在塑性加工中可以通过改变应力的状态,增大变形的静水压力来提高金属的塑性。冲裁时材料的外力和应力状态图如1所示。
图1冲裁时材料的外力分布和应力状态
F p、F p.凸模、凹模对板料的垂直作用力F1、F2.凹模、凸模对板料的侧压力μF p、μF p.凸模、凹模端面与板料间的摩擦力μF1、μF2.凸
模、凹模侧面与板料间的摩擦力
通过对材料在冲裁过程中的材料受的应力分析可知,减小冲裁间隙和增减材料的反顶力可以增
冲压模具间隙分析及模具结构设计*
金敦水
(安徽电子信息职业技术学院,安徽蚌埠233000)
摘要:通过对冲压模具间隙进行分区域讨论,分析了各区域对产品质量和模具结构的影响,同时根据各区域材料变形特点设计出合理的模具结构,为合理模具间隙的确定以及模具设计提供了一定的参考。
关键词:间隙;模具设计;模具结构
中图分类号:TG76文献标志码:B文章编号:1003-0794(2010)05-0111-03
Analysis of Stamping Die Clearance for Die Structure Designing
JIN Dun-Shui
(Anhui Vocational College of Electronics&Information Technology,Bengbu233000,C hina)Abstract:The various regions’impact on the product quality and die structure was analyzed by discussing the sub-regional of stamping die clearance.Meanwhile according to the characteristics of regional deformation,the reasonable die structure was designed,which provides some references for reasonable determination of die clearance and die design.
Key words:clearance;die design;die structure
*院级科研课题(ADZX0906)
12
111
加材料变形区的静水压力,在变形过程中的静水压力越大,材料晶间变形困难,因而材料的塑性越高。
2.2普通间隙值的确定及模具结构分析
在实际生产中,通常选择一个合适的间隙范围,只要模具间隙在这个范围之内,就可以满足使用的要求,这个范围的最小值称为最小合理间隙σmin,最大值称为最大合理间隙σmax。考虑到模具使用中的磨损,设计和制造模具时要选择最小合理间隙,确定最小合理间隙的基本方法有2种:理论确定法和经验确定法。随着计算机在模具设计中的运用程度越来越广泛,确定合理冲裁模具间隙的方法也变得多种多样。例如:通过建立模糊评判数学模型来计算得到最佳方案;利用最小二乘原理根据技术资料中推荐的离散间隙值,建立相关的函数曲线,然后通过查图法来确定合理间隙值。
根据近年来的研究与应用实践,在确定间隙值时一般按照分类选用。对于尺寸精度高、断面垂直度要求较高的制件,应选用较小的间隙值;对于尺寸精度、断面垂直度要求不太高的制件,应降低冲裁力、提高模具寿命为主,故选用较大的间隙值,选用时可以阅读有关行业的标准,此外还可以采用经验公式计算出合理的间隙值,采用公式Z=kt。其中系数k与材料的性质和板料的厚度t有关,通常给出一个范围,用t的百分比表示系数k的选用表见表1。相应的模具结构简单,采用普通的冲孔落料模具结构。
表1冲裁模合理间隙双面间隙Z
注:①冲裁断面质量要求较高时,可以将表中的数值减小1/3;
②圆柱形孔凹模取表中偏大的数值,锥形孔凹模取偏小的数值;
③小孔冲裁时,间隙值还可以将表中的数值适当减小。
2.3小间隙值的确定及模具结构分析
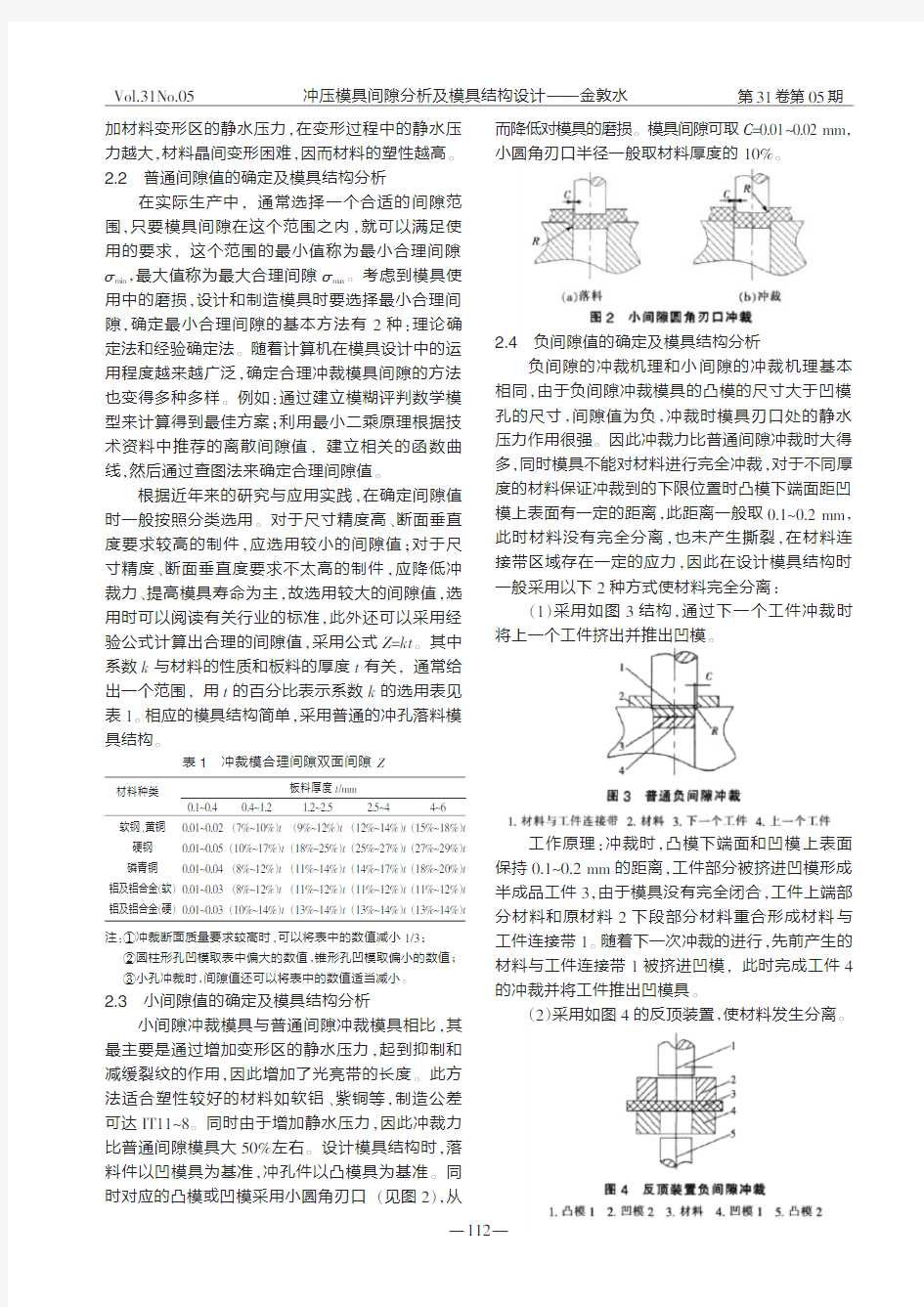
小间隙冲裁模具与普通间隙冲裁模具相比,其最主要是通过增加变形区的静水压力,起到抑制和减缓裂纹的作用,因此增加了光亮带的长度。此方法适合塑性较好的材料如软铝、紫铜等,制造公差可达IT11~8。同时由于增加静水压力,因此冲裁力比普通间隙模具大50%左右。设计模具结构时,落料件以凹模具为基准,冲孔件以凸模具为基准。同时对应的凸模或凹模采用小圆角刃口(见图2),从而降低对模具的磨损。模具间隙可取C=0.01~0.02mm,小圆角刃口半径一般取材料厚度的10%。
(a)落料(b)冲裁
图2小间隙圆角刃口冲裁
2.4负间隙值的确定及模具结构分析
负间隙的冲裁机理和小间隙的冲裁机理基本相同,由于负间隙冲裁模具的凸模的尺寸大于凹模孔的尺寸,间隙值为负,冲裁时模具刃口处的静水压力作用很强。因此冲裁力比普通间隙冲裁时大得多,同时模具不能对材料进行完全冲裁,对于不同厚度的材料保证冲裁到的下限位置时凸模下端面距凹模上表面有一定的距离,此距离一般取0.1~0.2mm,此时材料没有完全分离,也未产生撕裂,在材料连接带区域存在一定的应力,因此在设计模具结构时一般采用以下2种方式使材料完全分离:
(1)采用如图3结构,通过下一个工件冲裁时将上一个工件挤出并推出凹模。
图3普通负间隙冲裁
1.材料与工件连接带
2.材料
3.下一个工件
4.上一个工件
工作原理:冲裁时,凸模下端面和凹模上表面保持0.1~0.2mm的距离,工件部分被挤进凹模形成半成品工件3,由于模具没有完全闭合,工件上端部分材料和原材料2下段部分材料重合形成材料与工件连接带1。随着下一次冲裁的进行,先前产生的材料与工件连接带1被挤进凹模,此时完成工件4的冲裁并将工件推出凹模具。
(2)采用如图4的反顶装置,使材料发生分离。
图4反顶装置负间隙冲裁
1.凸模1
2.凹模2
3.材料
4.凹模1
5.凸模2
软钢、黄铜
硬钢
磷青铜
铝及铝合金(软)铝及铝合金(硬)
0.1~0.4
0.01~0.02
0.01~0.05
0.01~0.04
0.01~0.03
0.01~0.03
0.4~1.2
(7%~10%)t
(10%~17%)t
(8%~12%)t
(8%~12%)t
(10%~14%)t
1.2~
2.5
(9%~12%)t
(18%~25%)t
(11%~14%)t
(11%~12%)t
(13%~14%)t
2.5~4
(12%~14%)t
(25%~27%)t
(14%~17%)t
(11%~12%)t
(13%~14%)t
4~6
(15%~18%)t
(27%~29%)t
(18%~20%)t
(11%~12%)t
(13%~14%)t
板料厚度t/mm
材料种类第31卷第05期
Vol.31No.05冲压模具间隙分析及模具结构设计——
—金敦水
112
工作原理:模具工作时,首先凸模1和凹模1进行主冲裁,由于凸模1的尺寸大于凹模1的尺寸,所以材料未完成完全冲裁,在主冲裁结束后,凸模1下端面和凹模1上表面有一定的距离,此部分材料和板料并未分离,待主冲复位后,反冲凸模2和凹模2完成完全冲裁,当反冲凸模2复位时,冲裁完成。
负间隙冲裁过程中出现的裂纹方向与普通间隙冲裁相反,形成间隙冲裁可以认为是落料与整修复合工序,该工艺适合冲裁塑性较好的材料,凹模小圆角刃口一般取材料厚度的5%~10%。为了防止凹模开裂,一般采用对层组合凹模。
3结语
冲压模具间隙值确定的合理与否将对工件质
量、模具寿命、模具的结构都产生直接的影响。因此在模具设计中,要根据产品的各种参数来分析和选
择合理的模具间隙同时设计出最佳的结构,生产出
合格的产品。
参考文献:
[1]刘洁.现代模具设计[M ].北京:化学工业出版社,2005.
[2]杜虹,范为福.金属板料无毛刺落料机理研究与模具设计[J ].模
具工业,2007,33(7):33-36.
[3]秦小琼,盛尚雄.冲模间隙对产品质量及模具寿命的影响[J ].金
属成型工艺,2004(1):67-69.
[4]程晓宇,王晓梅.冲裁模具间隙选择的模糊综合评判[J ].煤矿机
械,2008,29(3):110-112.
[5]赵晓芬.最小二乘原理在模具CAD 中的应用[J ].现代机械,2006
(4):24-25.
[6]刘全坤.材料成型原理[M ].北京:机械工业出版社,2005.[7]成虹.冲压工艺与模具设计[M ].北京:高等教育出版社,2008.
作者简介:金敦水(1984-),安徽巢湖人,助理讲师,学士,2007年7月毕业于南京工程学院材料成型及其控制工程(模具方向)专业,主要研究方向:模具的结构设计与加工、三维造型.
责任编辑:于秀文收稿日期:2009-11-10
煤矿机械
Coal Mine Machinery
Vol.31No.05
May.2010
第31卷第05期2010年05月
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
引言
UG 软件起源于美国麦道飞机公司,是集CAD/CAE/CAM 于一体的高效紧密集成的高端软件之一,
其在制造业的各个领域有着日益广泛的应用,已成为这些行业不可缺少的数控加工手段,拥有非常广泛的加工能力。UG CAM 模块型腔铣削在数控加工中应用最为广泛,要占到数控加工一半以上的比例,可用于大部分的粗加工以及直壁或者斜度较小的侧壁的精加工。但是在型腔铣削加工中如果操作方法不当,参数设置不合理,则会导致生成刀具轨迹时出现错误,无法生成数控代码。根据应用UG 软件多年的经验,深入探讨了数控铣削编程与仿真的
基于UG 的数控铣削编程与仿真的应用研究
李艳霞
(南京交通职业技术学院,南京211188)
摘要:介绍了UG 软件数控铣削编程与仿真的步骤;提出了数控铣削编程与仿真的难点是
操作参数中几何体和切削层的设定;操作几何体设定时,要根据零件的几何形状选择必须设定的几何体进行切削区域的定义;切削层设定时,要与操作几何体相结合,根据零件的几何形状设置内容要前后一致;并以凸台部件和凹槽部件为例验证了操作设置的正确性。
关键词:数控铣削;UG ;编程与仿真;几何体;切削层中图分类号:TP391.7
文献标志码:B
文章编号:1003-0794(2010)05-0113-04
Study of Application on Programming and Simulation of Numerical
Control Milling Based on UG
LI Yan-xia
(Nanjing Communications Institute of Technology ,Nanjing 211188,China)
Abstract:The operation process of UG software on programming and simulation of NC milling is introduced.Programming and simulation of NC milling difficult is the operation parameters settings of geometry and cutting layer.Set operation geometry,should choose according to the geometry of parts necessary to set geometry for cutting the definition of the region.Set the cutting layer,should be combined with the operation of the geometry,according to the geometry of parts to set the content to be consistent.And to convex sets of parts and components,for example groove verify the correctness of the operation set.
Key words:NC milling ;UG ;programming and simulation ;geometry ;cutting lay 113
各种冲压模具结构形式与设计说明
各种冲压模具结构形式与设计 普通冲模的结构形式与设计 凹模结构尺寸 1.凹模厚度H和壁厚C 凹模厚度H可按下式计算: 式中 F——最大冲裁力(N)。 但H必须大于10mm,如果冲裁轮廓长度大于51mm,则上式计算值再乘以系数1.1~1.4。 凹模壁厚按下式确定: C=(1.5~2)H (mm)2.凹模刃口间最小壁厚一般可参照表1。 表1 凹模刃口间最小壁厚(mm) 常用凸模形式
冲裁凹模的刃壁形式
凹模和凸模的镶拼结构 主要用于大型冲模和刃口形状复杂以及个别部分容易损坏的小型冲模。镶块的分块要点如表1。 表1 镶块的分块要点 对于中、小型镶拼模,镶块的固定可采用框套螺钉固定法,圆形镶拼模可采用框套热压法。 对于大中型镶块的分段固定法如表2。 表2 大、中型镶块的分段固定法
常见的凸模固定形式 冲裁模的结构形式与设计 落料模 落料模是沿封闭的轮廓将制件或工序件与板料分离的冲模。 图1所示为冲制锁垫的落料模。该模具有导柱、导套导向,因而凸、凹模的定位精度及工作时的导向性都较好。导套内孔与导柱的配合要求为H6/h5。凸模断面细弱,为了增加强度和刚度,凸模上部放大。凸模与固定板紧配合,上端带台肩,以防拉下。凹模刃壁带有斜度,冲件不易滞留在刃孔内,同时减轻对刃壁的磨损,一次刃磨量较小。刃口尺寸随刃磨变化。凹模刃口的尺寸决定了落料尺寸。凸模和凹模间有刃口间隙。
图1 落料模 1-模柄 2-垫板 3-凸模固定板 4-凸模 5-卸料板 6-定位销 7-凹模 8-导柱 9-导套 在条料进给方向及其侧面,装有定位销,在条料进给时确定冲裁位置。工件从凹模的落料孔中排出,条料由卸料板卸下,这种无导向弹压卸料板广泛用于薄材料和零件要求平整的落料、冲孔、复合模等模具上的卸料,弹压元件可用弹簧或硬橡胶板,卸料效果好,操作方便。 冲孔模 冲孔模是在落料板材或成形冲件上,沿封闭的轮廓分离出废料得到带孔制件的冲模。 1.冲单孔的冲孔模其结构大致与落料模相同。冲孔模的凸模、凹模类似于落料模。但冲孔模所冲孔与工件外缘或工件原有孔的位置精度是由模具上的定位装置来决定的。常用的定位装置有定位销、定位板等。 2.冲多孔的冲孔模图1是印制板冲孔模,用于冲裁印制板小孔,孔径为φ1.3mm,材料为复铜箔环氧板,厚1.5mm。为得到较大的压料力,防止孔壁分层,上模采用六个矩形弹簧。导板材料为CrWMn,并淬硬至50~54HRC,凸模3采用弹簧钢丝,拉好外径后切断、打头,即可装入模具中使用。凸模与固定板动配合。下模为防止废料胀死,漏料孔扩大,工件孔距较近时,漏料孔可以相互开通。
《冲压模具课程设计》范例
【范例】 (1)题目:东风EQ-1090汽车储气简支架 (2)原始数据 数据如图7—1所示。大批量生产,材料为Q215,t=3mm。 图7-1零件图 (3)工艺分析 此工件既有冲孔,又有落料两个工序。材料为Q235、t=3mm的碳素钢,具有良好的冲压性能,适合冲裁,工件结构中等复杂,有一个直径φ44mm的圆孔,一个60mm×26mm、圆角半径为R6mm的长方形孔和两个直径13mm的椭圆孔。此工件满足冲裁的加工要求,孔与孔、孔与工件边缘之间的最小壁厚大于8mm。工件的尺寸落料按ITll级,冲孔按IT10级计算。尺寸精度一般,普通冲裁完全能满足要求。 (4)冲裁工艺方案的确定 ①方案种类该工件包括落料、冲孑L两个基本工序,可有以下三种工艺方案。 方案一:先冲孔,后落料。采用单工序模生产。 方案二:冲孔一落料级进冲压。采用级进模生产。 方案三:采用落料一冲孔同时进行的复合模生产。 ②方案的比较各方案的特点及比较如下。 方案一:模具结构简单,制造方便,但需要两道工序,两副模具,成本相对较高,生产效率低,且更重要的是在第一道工序完成后,进入第二道工序必然会增大误差,使工件精度、质量大打折扣,达不到所需的要求,难以满足生产需要。故而不选此方案。
方案二:级进模是一种多工位、效率高的加工方法。但级进模轮廓尺寸较大,制造复杂,成本较高,一般适用于大批量、小型冲压件。而本工件尺寸轮廓较大,采用此方案,势必会增大模具尺寸,使加工难度提高,因而也排除此方案。 方案三:只需要一套模具,工件的精度及生产效率要求都能满足,模具轮廓尺寸较小、模具的制造成本不高。故本方案用先冲孔后落料的方法。 ③方案的确定综上所述,本套模具采用冲孔一落料复合模。 (5)模具结构形式的确定 复合模有两种结构形式,正装式复合模和倒装式复合模。分析该工件成形后脱模方便性,正装式复合模成形后工件留在下模,需向上推出工件,取件不方便。倒装式复合模成形后工件留在上模,只需在上模装一副推件装置,故采用倒装式复合模。 图7 2粗画排样图 (6)工艺尺寸计算 ①排样设计 a .排样方法的确定根据工件的形状。确定采用无废料排样的方法不可能做到,但能采用有废料和少废料的排样方法。经多次排样计算决定采用直对排法,初画排样图如图7 2所示。 b .确定搭边值查表,取最小搭边值:工件间a l =2.8,侧面a=3.2。 考虑到工件的尺寸比较大,在冲压过程中须在两边设置压边值,则应取。a=5;为了方便计算取a l =3。 c. 确定条料步距步距:257.5mm ,宽度:250+5+5=260mm . d .条料的利用率 21752052.35%257.5260 η?==? e .画出排样图根据以上资料画出排样图,如图7-3所示。
冲压模具间隙
冲压模具间隙(一) 冲压模具间隙,要根据板材的厚度,材料的型号等来确定。 大部分铁板材料T=0.5mm-3mm都采用%16来计算,意思就是板材的厚度*%16,这个很通 用。 软料:铜,铁,铝,1。0以下用单+4%,1。0以上到3。0用单+5%T,3。0以上用单+7%T, 硬料:不锈钢,含碳量高的钢1。0以下用单+5% 1。0以上到3。0用单+6%T,记得乘以料厚哦,希望对你有帮助 冲裁间隙一般采用切纸试冲和厚薄规测量的方法,或者看产品的光亮带跟毛边 折弯一般塞垫片或厚薄规, 冲压模具间隙分析 冲压模具间隙分析 冲压模具的间隙,对冲压件断面质量有极其重要的影响。此外,冲压模具的间隙还影响着冲压模具的寿命、卸料力、推件力、冲压力和冲裁件的尺寸精度。因此,冲裁模具的间隙是冲裁工艺与冲压模具设计中的一个非常重要的工艺参数. 间隙对冲压件尺寸精度的影响 冲压件的尺寸精度是指冲裁件的实际尺寸与基本尺寸的差值,差值越小,则精度越高,这个差值包括两方面的偏差,一是冲压件相对于凸模或凹模尺寸的偏差,二是冲裁模具本身的制造偏差。 冲压件相对于凸、凹模尺寸的偏差,主要是制件从凹模推出(落料件)或从凸模上卸下(冲孔件)时,因材料所受的挤压变形、纤维伸长、穹弯等产生弹性恢复而造成的。偏差值可能是正的,也可能是负的。影响这个偏差值的因素有:凸、凹模间隙,材料性质,工件形状与尺寸。其中主要因素是凸、凹模间隙值。当凸凹模间隙较大时,材料所受拉伸作用增大,冲裁结束后,因材料的弹性恢复使冲裁件尺寸向实体方向收缩,落料件尺寸小于凹模尺寸,冲孔孔径大于凸模直径. 尺寸与冲压模具尺寸完全一样。当间隙较小时,由于材料受凸、凹模挤压力大,故冲压完后,材料的弹性恢复使落料件尺寸增大,冲孔孔径变小。尺寸变化量的大小与材料性质、厚度、轧制方向等因素有关。材料性质直接决定了材料在冲压过程中的弹性变形量。软钢的弹性变形量较小,冲压后的弹性恢复也就小;硬钢的弹性恢复量较大。上述因素的影响是在一定的冲压模具制造精度这个前提下讨论的。若冲压模具刃口制造精度低,则冲压件的制造精度也就无法保证。所以,凸、凹模刃口的制造公差一定要按工件的尺寸要求来决定。此外,冲裁模具的结构形式及定位方式对孔的定位尺寸精度也有较大的影响,这将在冲裁模具结构中阐述。冲模制造精度与冲裁件精度之间的关系见。 间隙对冲压模具寿命的影响 冲压模具寿命受各种因素的综合影响,间隙是影响冲压模具寿命诸因素中最主要的因素之一。冲压过程中,凸模与被冲的孔之间,凹模与落料件之间均有摩擦,而且间隙越小,冲压模具作用的压应力越大,摩擦也越严重。所以过小的间隙对冲压模具寿命极为不利。而较大的间隙可使凸模侧面及材料间的摩擦减小,并减缓间隙由于受到制造和装配精度的限制,出现间隙不均匀的不利影响,从而提高冲压模具寿命。
《冲压成型工艺及模具设计》课程教学大纲
《冲压成型工艺及模具设计》课程教学大纲 执笔人: 审核人: 批准人: 制定单位: 完成时间:2014年月日
《冲压成型工艺及模具设计》课程教学大纲 课程编号: 课程类别:专业课 修读方式:必修课 学时:36 学分:2.5 适用专业:材料成型及控制工程 考核方式:考试课 先修课程:工程图学、机械设计基础、材料成型技术基础 一、课程简介 《冲压成型工艺及模具设计》是材料成型及控制工程专业的一门核心专业课程。课程内容包括冲压成型性能、冲压设计的工艺要求、冲压成型原理及冲压成型设备、典型冲压模具设计等。通过本课程的学习,使学生掌握冲压模具设计的基础知识,具有一般冲压件的模具设计能力,为完成相应的课程设计、毕业设计打下必要的基础。 二、课程教学目标 通过本课程的学习,使学生在知识、能力和素质等方面达到以下目标: 1、学习和掌握冲压、冲压结构的基本知识,以及冲压成型的基本原理; 2、学习模具结构设计的基础知识;掌握冲压模具基本设计规律; 3、培养学生典型冲压模具的设计与计算能力; 4、培养贯彻执行冲压模具标准化的工程意识。 三、教学内容及要求 (一)冲压的基础知识 1.目的和要求 通过学习冲压的有关基础知识,要求学生掌握冲压成型基本概念、冲压工序分类、冲模分类,以及冲压设备的选择。了解冲压行业发展现状及前景。 2.教学内容 (1)冲压模具概述 (2)冲压成型基本问题 (3)冲压设备 (4)冲压行业现状及前景 (二)冲压变形理论基础 1.目的和要求 要求学生熟悉塑性变形基本概念,了解材料塑性力学基础,掌握金属塑性变形基本特点、材料冲压成型性能。了解冲压材料的选择原则。 2.教学内容
冲裁模间隙值的设定 冲裁工艺与冲裁模设计
冲裁模间隙值的设定冲裁工艺与冲裁模设计 核心提示:由以上分析可见,间隙对冲裁件质量、冲裁力、模具寿命等都有很大的影响。但很难找到一个固定的间隙值能同时满足冲裁件质量最佳、冲模寿命最长,冲裁力、最小等各方面的要求。因此,在冲压实际生产中,主要根据冲裁件断面质量、尺寸精度和模具寿命这三个因素综合考虑,… 由以上分析可见,间隙对冲裁件质量、冲裁力、模具寿命等都有很大的影响。但很难找到一个固定的间隙值能同时满足冲裁件质量最佳、冲模寿命最长,冲裁力、最小等各方面的要求。因此,在冲压实际生产中,主要根据冲裁件断面质量、尺寸精度和模具寿命这三个因素综合考虑,给间隙规定一个范围值。只要间隙在这个范围内,就能得到质量合格的冲裁件和较长的模具寿命。这个间隙范围就称为合理间隙,这个范围的最小值称为最小合理间隙(Zmin),最大值称为最大合理间隙(Zmax)。考虑到在生产过程中的磨损使间隙变大,故设计与制造新模具时应采用最小合理间隙Zmin。确定合理间隙值有理论法和经验确定法两种。 1.理论确定法 主要是根据凸、凹模刃口产生的裂纹相互重合的原则进行计算。图2.3.2所示为冲裁过程中开始产生裂纹的瞬时状态,根据图中几何关系可求得合理间隙Z为 图2.3.1 冲裁模间隙图 2.3.2 冲裁产生裂纹的瞬时状况 上式可看出,合理间隙Z与材料厚度t、凸模相对挤入材料深度、裂纹角有关,而及又与材料塑性
有关,见表2.3.1。因此,影响间隙值的主要因素是材料性质和厚度。材料厚度越大,塑性越低的硬脆材料,则所需间隙Z值就越大;材料厚度越薄,塑性越好的材料,则所需间隙Z值就越小。由于理论计算法在生产中使用不方便,故目前广泛采用的是经验数据。 2.经验确定法 根据研究与实际生产经验,间隙值可按要求分类查表确定。对于尺寸精度、断面质量要求高的冲裁件应选用较小间隙值(表2.3.2),这时冲裁力与模具寿命作为次要因素考虑。对于尺寸精度和断面质量要求不高的冲裁件,在满足冲裁件要求的前提下,应以降低冲裁力、提高模具寿命为主,选用较大的双面间隙值(表2.3.3)。可详见GB/T16743-1997。 需要指出的是,当模具采用线切割加工,若直接从凹模中制取凸模,此时凸、凹模间隙决定于电极丝直径、放电间隙和研磨量,但其总和不能超过最大单面初始间隙值。(表2.3.2)。可详见GB/T 16743-1997.
冲压模具课程设计
1 锁挡零件图及工艺方案的拟订 零件图 锁档零件如图1-1所示,材料选用优质碳素结构钢薄钢板,牌号为08F ,抗剪强度 (/)MPa τ:220~310;抗拉强度(/)b MPa σ:280~390;屈服强度(/s MPa σ) :180;伸长率(/%)δ:32[1] ;料厚2mm ,大批量生产,制造精度要求IT10~IT12,要求零件表面无划伤,周边无毛刺,不允许出现起皱、拉裂、缺料等缺陷。由于该零件形状较复杂,部分尺寸有精度要求,因此必须在仔细分析零件冲压工艺的基础上合理进行模具结构设计。 图 1-1 锁挡零件 The lock stopper 零件的结构工艺分析 该零件属带凸缘拉深件,除采用拉深工艺外,还包括冲孔、落料及切舌加工工序。由于其尺寸较小,两凸缘孔和底部的切舌部位尺寸均不超过4 mm ,离筒壁很近,且对两端凸缘4 mm 孔有位置精度要求,所以加工困难,在设计成形工序时必须仔细考虑。 1.2.1 冲裁部位成形工艺性 冲裁件孔径因受冲孔凸模强度和刚度的限制,不宜过小,否则容易折断或压弯,冲孔的最小尺寸取决于冲压材料的力学性能、凸模强度和模具结构。该工件初步拟定采用无保
护套冲孔,冲孔的最小尺寸必须满足以下条件:圆孔(τ<390 MPa),d(直径)≥ t(料厚);方孔,b(边宽)≥0.9t 。对该工件t=2 mm ,圆孔处d=4 mm>t 满足;方孔处b=4 mm>满足。冲孔件孔与孔,孔与边缘的距离不能过小,以避免工件变形,模壁过薄或因材料易被拉人凹模而影响模具寿命,一般最小孔边距取值范围为:圆孔取a≥(1~1.5)t ;矩形孔取a≥(1.5~2)t 。对该工件,凸缘孔处:a=4 mm>;方孔与筒底孔边距:a=4 mm> ,均满足要求。 1.2.2 拉深部位成形工艺性 拉深件各部分的尺寸比例要恰当,应尽量避免宽凸缘(d 凸>3d)和深度大的拉深件 (h≥2d),该工件:d 凸=34mm ,h=10 mm ,1d =26 mm ,均在易成形拉深参数范围内。在拉深件上冲孔时,为避免凸模受水平推力而折断,孔壁与工件壁应保持一定距离,以避开拉深圆角。拉深件凸缘上的孔距应满足: 1D ≥ (1d +22r +d 凸缘孔) (1-1) 拉深件底部孔径应满足: d 底孔≤1d -21r -t (1-2) 对该工件(如图1-2所示):1D =40 mm ,1d =26mm ,t=2 mm ,2r =5 mm ,1r =2 mm ,d 凸缘孔=4 mm , d 底孔=8 mm ,则: (1d +22r +d 凸缘孔)=40 mm=1D 1d -21r -t=20 mm> 8 mm=d 底孔 均符合要求。
冲压工艺与模具设计复习知识点汇总
一、板料成形(冲压、冷冲)是利用安装在压力机上的模具,对板料施加变形力,使板料在模具里产生变形,从而获得一定形状、尺寸和性能的产品零件的一种压力加工方法 二、分离工序:指冲压过程中使冲压件与板料沿一定的轮廓相互分离的工序。基本工序:冲孔、落料、切断、切口、切边、剖切、整修等。 三、冲孔:用冲孔模沿封闭轮廓冲裁工件或毛坯,冲下部分为废料。 四、落料:用落料模沿封闭轮廓冲裁板料或条料,冲下部分为制件。 五、切断:用剪刃或模具切断板料或条料的部分周边,并使其分离。 六、切口:用切口模将部分材料切开,但并不使它完全分离,切开部分材料发生弯曲。 七、塑性成形工序:指材料在不破裂的条件下产生塑性变形,从而获得一定形状、尺寸和精度要求的零件。基本工序:弯曲、拉深、成形等。 八、弯曲:把平面毛坯料制成具有一定角度和尺寸要求的一种塑性成形工艺。 九、冲压模具的基本结构组成:按模具零件的功能可分为工艺零件和结构零件两部分。工艺零件:工作零件:凸模、凹模、凸凹模:结构零件:导向零件:导柱、导套、导板 十、冲压模具按工序组合可分为单工序模、级进模、复合模。 十一、冲裁是利用模具使板料沿一定的轮廓形状分离的一种冲压工序。主要指落料、冲孔 十二、冲裁变形过程:弹性变形阶段、塑性变形阶段、断裂分离阶段、 十三、断面特征:圆角带、光亮带、断裂带 十四、冲裁件断面质量影响因素:1)材料的性能对断面质量的影响 2)模具刃口状态对断面质量的影响 3)模具冲裁间隙大小对断面质量的影响 十五、冲裁间隙的概念:指冲裁模的凸模与凹模刃口之间的间隙,也就是凸、凹模刃
口间缝隙的距离。 十六、冲裁间隙对冲裁件质量的影响:冲裁件的质量主要是指断面质量、尺寸精度和形状误差 十七、1、尺寸精度:指冲裁件的实际尺寸与基本尺寸的差值,差值越小则精度越高。 冲裁间隙对冲裁件尺寸精度的影响:当模具制造精度确定后:间隙较大时,拉伸作用增大,落料件尺寸小于凹模尺寸,冲孔孔径大于凸模直径;间隙较小时,挤压力大,落料件尺寸增大冲孔孔径变小。 2 冲裁间隙对冲裁工艺力的影响:间隙小,材料所受压应力增大,拉应力减小,材料不易撕裂,冲裁力增大;间隙增大,材料所受拉应力增大,材料易产生裂纹,冲裁力减小。 3 间隙对模具寿命的影响:间隙小,冲裁力增大,接触压力增大,摩擦力增大,模具发生磨损,模具寿命降低;间隙过大时,板料的弯曲拉伸相应增加,使模具刃口端面上的增压力增大,容易产生崩刃或产生塑性变形使磨损加剧,降低模具寿命。为提高模具寿命,一般需要采用较大间隙。 十八、凸、凹模刃口尺寸计算的依据和原则:1、先确定基准件(落料:以凹模为基准,间隙取在凸模上;冲孔反之) 2、考虑冲模的磨损规律(落料模:凹模基本尺寸应取工件尺寸公差范围内的较小尺寸;冲孔模反之) 3、冲裁间隙采用最小合理间隙值(Cmin 单边) 4、凸、凹模刃口制造公差应合理 5、尺寸偏差应按“入体”原则标注(落料件上偏差为零,下偏差为负;冲孔件上偏差为正,下偏差为零) 十九、凸、凹模刃口尺寸的计算方法 二十、降低冲裁力的措施:阶梯凸模冲裁、斜刃口冲裁、加热红冲 二十一、排样:指冲裁件在板料或条料上的布置方式。目的:提高材料的利用率冲裁排样的方式:1)有废料排样2)少废料排样 3)无废料排样
冲压模具间隙对模具寿命的影响
冲压模具间隙对模具寿命的影响 【摘要】利用一轴对称冲裁模形,研究了冲裁变形过程和的各个阶段,间隙变化对冲 裁力的影响规以及在不同的间隙条件下,凸模的预期磨损使用寿命的计算方法。 关键词:模具;冲压;影响 【Abstract】Basedon as ymmetry blanking model,it interprets the blankingprocess andits deforma-.Discussing val'ioll2 clearance leads tothetrend ofpunchforce.Mlast by the meQll,$oftool weal"c口20配一 the life ofpunchfor normoluse beforesharpening to restore its ongincashape. Key words:Die;Stamping;Influence 1引言 当前由于产品变化更新较快,同时,大部分技术人员为了保证模具的寿命对模具的选材尽量沿着高端走,模具寿命的问题在冲压类模具企业没有显得特别突出,因而模具寿命在许多冲压类模具企业并没有受到太大的重视。对于产品批量要求大、模具寿命要求长时,大多生产商为了保证其正常生产节奏,要么采用快换凸模的模具结构形式,要么干脆备用—套模具。 由于对模具没有合理的寿命估算,模具的成本在这个生产过程中就显得特别高。影响模具寿命的因素有很多,模具材料、模具润滑形式、板材性能、零件表面粗糙度、模具材料热处理工艺、模具几何形状、冲裁间隙都是不可忽略的因素,但实际生产中,板材因产品限定无法更改的,而模具一旦加工出来,就只有润滑形式、模具装配间隙是可调的。相对于成型类模具,润滑形式对冲裁类模具寿命影响不如间隙影响大,间隙因素为越来越多的技术人员所重视。目前参考文献关于间隙对模具寿命的影响大多是定性分析,能够定量分析并给出工程技术人员以直接指导的并不多见。 模型建立,如图1所示,一轴对称冲裁模型,为了防止板料在冲压过程中发生翘曲影响冲件平整度,一般需要配置压料板。算例凸凹模选材均为AISI—D2COLD,凹模内孔直径D凹为lOmm,单边间隙为O.1mm,凸模外径D凸为9.8mm。为防止刚度矩阵的奇异,凸凹模圆角分别取0.05、0.08ram。板料为不锈钢AISI304,厚度lmm,杨氏模量E为2.IE5MPa,屈服极限以为365MPa,泊松比7为0.29,为统一计算比较,所有速度按lmm /s(主要便于观察各个细分的计算步,同时防止过大的速度导致板料工具相互嵌入过大,网格重新划分的工作量过大111)。金属剪切摩擦按o.08计。 2冲裁模间隙对模具寿命的影响 在冲裁模的设计中,凸凹模间隙的合理选取,是保证模具正常工作、提高冲片质量、延长模具寿命的一个关键因素。理想的间隙应该是板料冲裁断裂时,凸凹模刃口边所产生的裂纹在一条直线上,否则冲片边缘将出现不允许的毛刺,使得刃口粘结严重,磨损加快,进而影响模具的寿命。所以,如何选取合理的凸凹模间隙,是模具设计时不容忽视的问题。 通常情况下,模具设计中间隙一般都按设计手册推荐的间隙值选取。例如,我厂电机定、转子片为0. 5mm 的硅钢片, 手册推荐的间隙为0 . 0 4 ~0. 07mm ,约为材料厚度的8 %~14 %。按照这个间隙,冲出的定、转子片毛刺虽能控制在规定范围内。但由于间隙
冲压课程设计.pdf
目录 前言 课程设计任务书 第一章概论 (1) 1.1 冲压的概念和其加工特点 (1) 1.1.1 冲压的概念 (1) 1.1.2 冲压技术的加工特点 (1) 1.2 冲压技术和模具工业的重要地位 (1) 1.3 冲压工序的分类 (2) 1.4冲压模具技术的发展前景 (2) 第二章零件的工艺性分 (4) 2.1 零件的工艺性分析 (4) 2.2 确定冲裁件的工艺方案 (5) 第三章工作零件刃口尺寸的计算 (6) 3.1 刃口尺寸的计算 (7) 第四章排样方式 (8) 4.1 排样 (9) 第五章冲裁力和压力中心的计算 (10) 5.1 冲裁力计算 (10) 5.2 压力中心的计算 (11) 第六章工作零件结构尺寸 (12) 6.1 卸料块的设计 (12) 6.2 弹性元件橡胶的设计 (13) 6.3 落料凹模板尺寸 (14) 6.4 凸凹模的设计 (15) 6.5 冲孔凸模的设计 (16) 第七章模架及其它零件的设计 (17) 7.1 上下模座 (17)
7.2 模柄 (18) 第八章总结 (19) 参考文献 (21)
前言 冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。与机械加工及塑件加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。主要表现如下。 (1)冲压加工的生产效率高,且操作方便,易于实现机械化和自动化。 (2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。 (3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加工冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。 (4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需要其它加热设备,因为是一种省料,节能的加工方法,冲压件的成本较低。 由于冲压加工的零件种类繁多,各类零件的形状、尺寸和精度要求又各不相同,因而生产中采用的冲压工艺方法也是各种各样的。概括起来,可分为分离工序和成形工序两大类:分离工序是指将坯料沿一定的轮廓线分离而获得一定形状、尺寸和断面质量的冲压(俗称冲压件)的工序;成形工序是指使坯料在不破坏的条件下产生塑性变形而获得一定形状和尺寸的冲压件的工序。
模具设计课程设计任务书.
模具设计课程设计任务书 一、设计题目 自选零件图(结构不得过于简单),或选择附图的产品图(任选一个) 二、目的与要求 (1)具备冲压件产品图的读图分析与设计能力; (2)熟悉冲压工艺规程,具备独立制定制订产品的冲压工艺流程的能力; (3)熟悉各类模具结构的应用特点,具备分析选择模具设计方案的能力; (4)熟悉模具制图流程,能正确选择模具标准件。 三、设计任务与要求: 1、设计任务: (1)零件的名称、图号; (2)模具结构图; (3)模具的长、宽、高尺寸,; (4)模具主要结构零件所用的材料; (5)零件的送入、取出及搬运方法; (6)零件的送料方向; (7)零件的定位法、导向法; (8)上、下模的导向方法; (9)对产品进行主要的技术计算:毛坯展开、刃口计算、设备选择与校核等。 2、设计要求: (1)根据选定的零件,进行该零件的模具设计,用A0图纸绘制正规的模具装配图1张,要求有正视图、俯视图、排样图、零件图、技术要求及明细栏等; (2)用A2图纸绘制零件图1张; (3)用A3图纸绘制零件图1~2张; (4)用PRO/E或UG绘出模具零件及装配图。 (5)冲压出来的零件满足图中的公差和技术要求; (6)编写设计计算说明书一份,不少于15页,且说明书中须插入模具三维实体装配图。 四、时间安排 两周 五、参考资料 [1] 冲压工艺与模具设计 [2] 冲压模具课程设计指导与范例 [3] 互换性与测量技术 [4] 机械制造技术基础 [5] 模具制造工艺
冲压零件 零件1: 材料为Q235,料厚t=3mm,大批量生产,图中未注公差均为一般公差(自由公差),且取中等精度。 图1 双脚型调整片 零件2: 材料为Q235,料厚t=3mm,大批量生产,图中未注公差均为一般公差(自由公差),且取中等精度。
冲压模具设计实例教程
冲压模具毕业设计 1. 绪论 1.1冲压的概念、特点及应用 冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。 与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济 方面都具有许多独特的优点。主要表现如下。 (1)冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是因 为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可 达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。 (2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量, 而模具的寿命一般较长, 所以冲压的质量稳定, 互换性好, 具有“一模一样”的特征。 3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
(4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。 但是,冲压加工所使用的模具一般具有专用性,有时一个复杂零件需要数套模具才能加工成形,且模具制造的精度高,技术要求高,是技术密集形产品。所以,只有在冲压件生产批量较大的情况下,冲压加工的优点才能充分体现,从而获得较好的经济效益。 冲压地、在现代工业生产中,尤其是大批量生产中应用十分广泛。相当多的工业部门越来越多地采用冲压法加工产品零部件,如汽车、农机、仪器、仪表、电子、航空、航天、家电及轻工等行业。在这些工业部门中,冲压件所占的比重都相当的大,少则60%以上,多则90%以上。不少过去用锻造=铸造和切削加工方法制造的零件,现在大多数也被质量轻、刚度好的冲压件所代替。因此可以说,如果生产中不谅采用冲压工艺,许多工业部门要提高生产效率和产品质量、降低生产成本、快速进行产品更新换代等都是难以实现的。 1.2冲压的基本工序及模具 由于冲压加工的零件种类繁多,各类零件的形状、尺寸和精度要求又各不相同,因而生产中采用的冲压工艺方法也是多种多样的。概括起来,可分为分离工序和成形工序两大类;分离工序是指使坯料沿一定的轮廓线分离而获得一定形状、尺寸和断面质量的冲压(俗称冲裁件)的工序;成形工序是指使坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件的工序。 上述两类工序,按基本变形方式不同又可分为冲裁、弯曲、拉深和成形四种基本工序,每种基本工序还包含有多种单一工序。 在实际生产中,当冲压件的生产批量较大、尺寸较少而公差要求较小时,若用分散的单一工序来冲压是不经济甚至难于达到要求。这时在工艺上多采用集中的方案,即把两种或两种以上的单一工序集中在一副模具内完成,称为组合的方法不同,又可将其分为复合-级进和复合-级进三种组合方式。
冲压模具课程设计.doc
前言 冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。冲压模具在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。 我国的冲压模具设计制造能力与市场需要和国际先进水平相比仍有较大差距。这些主要表现在飞行器钣金件、高档轿车和大中型汽车覆盖件模具及高精度冲模方面,无论在设计还是加工工艺和能力方面,都有较大差距。覆盖件模具,具有设计和制造难度大,质量和精度要求高的特点,可代表覆盖件模具的水平。虽然在设计制造方法和手段方面已基本达到了国际水平,模具结构功能方面也接近国际水平,在模具国产化进程中前进了一大步,但在制造质量、精度、制造周期等方面,与国外相比还存在一定的差距。标志冲模技术先进水平的多工位级进模和多功能模具,是我国重点发展的精密模具品种。有代表性的是集机电一体化的铁芯精密自动阀片多功能模具,已基本达到国际水平。 因此我们在学习完《飞机钣金成形原理和工艺》等模具相关基础课程后,安排了模具设计课程设计,以帮助我们掌握模具设计的过程,为以后参加工作打下基础。
设计内容 一、零件的工艺性分析 图1 零件图 1)零件的尺寸精度分析如图1所示零件图,该零件外形尺寸为R11,19;内孔尺寸为R3,6,均未标注公差,公差等级选用IT14级,则用一般精度的模具即可满足制件的精度要求。 2)零件结构工艺性分析零件形状简单,适合冲裁成形。 3)制件材料分析制件材料为45钢,抗剪强度为432~549Mpa,抗拉强度为540~685Mpa,伸长率为16%。适合冲压成形。 综合以上分析,得到最终结论:该制件可以用冲压生产的方式进行生产。但有几点应注意: 1)孔与零件左边缘最近处仅为2mm,在设计模具是应加以注意。 2)制件较小,从安全方面考虑,要采取适当的取件方式。 3)有一定批量,应重视模具材料和结构的选择,保证一定的模具寿命。 二、工艺方案的确定 由零件图可知,该制件需落料和冲孔两种冲压工艺,设计模具时可有以下三种方案: 方案一:先落料,再冲孔,采用单工序模生产。 方案二:冲孔、落料连续冲压,采用级进模生产。 方案三:落料和冲孔复合冲压,采用复合模生产。
冲压模具课程设计(复合模)
冲压模具课程设计题目:冲孔、落料复合模 姓名:史梁君 指导老师:李** 材料工程系 09模具设计与制造 2011.5.1
目录 一、设计任务书 (2) 二、冲压工艺性及工艺方案的确定 (3) 三、主要设计计算 (4) 四、模具总体设计 (8) 五、主要零部件设计 (8) 六、冲压设备的选定 (12) 七、设计小结 (13) 八、参考文献 (13)
一、课程设计任务 姓名:叶** 班级:09模具学号: 一、题目:冲孔、落料复合模 二、零件: 材料:Q235 厚度:2.0mm 批量:大批量 三、任务内容: (一)工艺设计 1、工艺审查与工艺分析 2、工艺计算: 毛胚计算 工序件计算或排样图 3、工艺方案的确定 工序的确定 基准和定位方式的选择 (二)模具设计 1、总图 2、零件图
二、冲压工艺性及工艺方案的确定 一、工艺性分析 1、材料零件的材料为Q235普通碳素钢,具有良好的冲压性能,适合冲裁。 2、结构该零件属于较典型冲裁件,形状简单对称。孔边距远大于凸、凹模允许的最小壁厚(见参考文献 ①表2.9.5),故可以考虑复合冲压工序。 3、精度零件外形:80±0.07属于10级精度,60±0.05属于9级精度。零件内形: 16060.00 Φ+属9级精度。孔间距:42±0.08属11级精度(均由参考文献精度②附录一查得)。因零件边有90o的尖角,应以圆弧过渡,查参考文献①表2.7.1取r=0.5mm。零件精度较高,模具按六、七级制造可达到尺寸精度要求。 4、结论可以冲裁。 二、冲压工艺方案的确定 该零件包括落料、冲孔两个基本工序,可以采用以下三种工艺方案: 方案①:先落料、再冲孔。采用单工序模生产。 方案②:落料—冲孔复合冲压。采用复合模生产。 方案③:冲孔—落料级进冲压。采用级进模生产。 方案①模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生
冲模设计概述及流程
冲模设计概述及流程 1.冲模分类 冲模按冲压工艺性质分类,见表。 按模具的导向方式分有:导柱模、导板模、导筒模和无导向模等。 按机械化程度分有:手工操作模、半自动模、自动化模等。 按冲模材料分有:钢模、硬质合金模、铸铁模、低熔点合金模、聚氨酯橡胶模等。
表冲模按冲压工艺性质的分类2.冲模基本结构组成 冲模基本结构由表所示零件组成。
表冲模基本结构组成 3.冲模设计前的准备工作及应具备的技术资料 1)冲压件的图样和技术条件。如果只有样件而没有图样,可将样件进行测绘,但需经有关人员确认后,才可作为模具设计的依据。 2)冲压工艺。有时,冲压工艺由模具设计人员来制订,但必须了解生产的批量和可供选用的压力机型号。
3)压力机的技术参数。主要是与模具安装及工作有关的技术参数。 4)有关技术标准。如:原材料标准、模具标准件等。 5)冲模设计资料和模具结构图等。 4.冲模设计的内容和步骤 1)分析冲压件的工艺性。根据冲压件图,分析其形状特点,尺寸大小、精度要求及所用的材料是否符合冲压工艺要求。良好的冲压工艺性应保证产品质量稳定、工序数目少、材料耗少、模具结构简单、操作安全和方便。如果发现冲压件的工艺性很差,则应会同设计人员,在保证产品使用要求的前提下,对冲压件的形状、尺寸、精度要求及到原材料的选用,进行必要的、合理的修改。 2)确定工艺方案。对于一个冲压件,其冲压工艺方案(包括工序性质、工序数目、工序顺序及组合方式)可能有几个,应从质量、效率、成本和安全等方面进行分析和比较,然后确定一个最适合于所给生产条件的最佳方案。在制订工艺方案时,有的需要进行必要的工艺计算,以确定毛坯形状和尺寸,以及工序间尺寸等。 有的企业将上述两项工作(分析冲压件的工艺性和制订工艺方案)分给专门的工艺人员来做,但模具设计人员在设计模具前应进行确认工作。只有产品(冲压件)的工艺性和工艺方案经确认后,才能进行具体的模具设计工作。3)选择冲模类型和结构形式。 4)计算各工序压力,确定压力中心。
冲压模具课程设计
冲压模具课程设计 题目:冲孔、落料复合模 姓名:史梁君 指导老师:李** 材料工程系 09模具设计与制造 目录 一、设计任务书 (2) 二、冲压工艺性及工艺方案的确定 (3)
三、主要设计计算 (4) 四、模具总体设计 (8) 五、主要零部件设计 (8) 六、冲压设备的选定 (12) 七、设计小结 (13) 八、参考文献 (13) 一、课程设计任务 姓名:叶** 班级:09模具学号: 一、题目:冲孔、落料复合模 二、零件: 材料:Q235
厚度: 批量:大批量 三、任务内容: (一)工艺设计 1、工艺审查与工艺分析 2、工艺计算: 毛胚计算 工序件计算或排样图 3、工艺方案的确定 工序的确定 基准和定位方式的选择 (二)模具设计 1、总图 2、零件图 二、冲压工艺性及工艺方案的确定 一、工艺性分析 1、材料零件的材料为Q235普通碳素钢,具有良好的冲压性能,适合冲裁。 2、结构该零件属于较典型冲裁件,形状简单对称。孔边距远大于凸、凹模允许的最小壁厚(见参考文献
①表),故可以考虑复合冲压工序。 3、精度零件外形:80±属于10级精度,60±属于9级精度。零件内形: 16060.00 Φ+属9级精度。孔间距:42±属11级精度(均由参考文献精度②附录一查得)。因零件边有90o的尖角,应以圆弧过渡,查参考文献①表取r=。零件精度较高,模具按六、七级制造可达到尺寸精度要求。 4、结论可以冲裁。 二、冲压工艺方案的确定 该零件包括落料、冲孔两个基本工序,可以采用以下三种工艺方案: 方案①:先落料、再冲孔。采用单工序模生产。 方案②:落料—冲孔复合冲压。采用复合模生产。 方案③:冲孔—落料级进冲压。采用级进模生产。 方案①模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求。方案②只需要一套模具,冲压件的形位精度和尺寸易于保证,且生产效率也高。尽管模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。方案③也只需要一套模具,生产效率高,但零件的冲压精度不易保证。通过以上三种方案的分析比较,对该冲压件生产以采用放案②为佳。
冲压模具间隙对模具寿命的影响
冲压模具间隙对模具寿 命的影响 文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]
冲压模具间隙对模具寿命的影响 【摘要】利用一轴对称冲裁模形,研究了冲裁变形过程和的各个阶段,间隙变化对冲裁力的影响规以及在不同的间隙条件下,凸模的预期磨损使用寿命的计算方法。 关键词:模具;冲压;影响 【Abstract】Basedon as ymmetry blanking model,it interprets the blankingprocess andits deforma-.Discussing val'ioll2 clearance leads tothetrend ofpunchforce.Mlast by the meQll,$oftool weal"c口20配一the life ofpunchfor normoluse beforesharpening to restore its ongincashape. Key words:Die;Stamping;Influence 1引言 当前由于产品变化更新较快,同时,大部分技术人员为了保证模具的寿命对模具的选材尽量沿着高端走,模具寿命的问题在冲压类模具企业没有显得特别突出,因而模具寿命在许多冲压类模具企业并没有受到太大的重视。对于产品批量要求大、模具寿命要求长时,大多生产商为了保证其正常生产节奏,要么采用快换凸模的模具结构形式,要么干脆备用—套模具。 由于对模具没有合理的寿命估算,模具的成本在这个生产过程中就显得特别高。影响模具寿命的因素有很多,模具材料、模具润滑形式、板材性能、零件表面粗糙度、模具材料热处理工艺、模具几何形状、冲裁间隙都是不可忽略的因
冲压模具设计与制造课程设计-无凸缘圆筒形工件的首次拉深模课程设计
课程设计说明书 课程名称:冲压模具设计与制造 题目名称:无凸缘圆筒形工件的首次拉深模 班级: 姓名: 学号: 指导教师: 评定成绩: 教师评语: 指导老师签名: 20 年月日
无凸缘圆筒形工件的首次拉深模 摘要:本文简要介绍了无凸缘圆筒形零件拉深成形过程,经过对筒形零件的生产批量、零件质量要求、零件结构以及使用场合的分析,将其确定为拉深件。用倒装拉深的方法完成零件的加工,且简要分析了坯料形状、尺寸,排样、裁板方案,拉深次数,拉深工序性质、数目和顺序。进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具。同时具体分析了模具的主要零部件(如凸凹模、卸料装置、拉深凸模、垫板、凸模固定板等)的设计,冲压设备的选用,凸凹模间隙调整和编制一个重要零件的加工工艺过程。列出了模具所需零件的详细清单,并给出了合理的装配图。 关键词:筒形件首次拉伸模倒装模
目录 设计任务 (1) 1.冲压件工艺分析 (1) 1.计算毛坯直径D (1) 2.判断拉深次数 (2) 3.模具压力中心的确定 (2) 2.确定排样裁板方案及材料利用率计算................................................. (3) 3.确定工艺方案 (3) 4.相关力的计算 (4) 1.计算压边力、拉深力 (4) 模具工作部分尺寸的计算 (4) 1.拉深模的间隙 (4) 2.拉深模的圆角半径 (4) 3.凸凹模工作部分的尺寸和公差 (6) 4.确定凸模的通气孔 (6) 模具总体的初步设计 (7) 设备的选择 (9) 关键零件的设计 (10) 1.凸模的结构设计 (11) 1.1凸模的尺寸设计 (11) 2.凹模的结构设计 (11) 2.1凹模的尺寸设计 (12) 装配图 (12) 总结 (14) 参考文献.................................................................................................................. . (15) 一、设计任务
冲压模具技术要求
冲压模具技术要求 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
技术要求 1.冲裁凸凹模刃口间隙不均匀度≤0.03mm; 2.成形凸凹模刃口间隙不均匀度≤0.06mm; 3.模具闭合时,长宽高尺寸为405×343×;模具开启时,卸料板行程为21.5mm; 4.本模具采用开式压力机J23—63; 5.检查各个活动机构是否适当,保证没有松动和卡死现象,导柱和导套之间的相对运动既能保持精度又无阻滞现象,模具的开合过程流畅; 6.装配后进行试模验收,推出机构与其他零部件不得有干涉现象,制件质量要达到设计要求,不能有变形,如有不妥,修模再试; 7.模具制造按GB2854—81“冷冲模架技术条件”和GB2870—81“冷冲模零件技术条件”的有关规定执行,模架按Ⅰ级精度验收; 8.制件表面不平度≤0.15mm。 技术要求 1.冲裁凸凹模刃口间隙不均匀度≤0.03mm; 2.成形凸凹模刃口间隙不均匀度≤0.06mm; 3.模具闭合时,长宽高尺寸为405×343×;模具开启时,卸料板行程为21.5mm; 4.本模具采用开式压力机J23—63; 5.检查各个活动机构是否适当,保证没有松动和卡死现象,导柱和导套之间的相对运动既能保持精度又无阻滞现象,模具的开合过程流畅;
6.装配后进行试模验收,推出机构与其他零部件不得有干涉现象,制件质量要达到设计要求,不能有变形,如有不妥,修模再试; 7.模具制造按GB2854—81“冷冲模架技术条件”和GB2870—81“冷冲模零件技术条件”的有关规定执行,模架按Ⅰ级精度验收; 8.制件表面不平度≤0.15mm。 技术要求 1.本模具为倒装落料拉深冲孔复合模,由于要求在凸缘上冲孔,故要在拉深完全完成的前提下进行冲孔. 2.该模具闭合高度为233mm. 3.本模具使用J21-25开式压力机. 4.模具制造按照GB2854-81"冷冲模架技术条件"和GB2870-81"冷冲模零件技术要求"的有关规定执行. 5.冲裁与拉深间隙都要均匀.冲裁双边间隙Zmin=0.1mm Zmax=0.14mm,拉深双边间隙Z=1.1mm 6.导柱导套的轴线与模座上下面垂直公差为4级.