组装打螺丝作业指导书A1

文件编号编制部门文件版本页数生效日期SOP-ZZ-01质检部A P1/12016/5/10不良图示:
审 核:
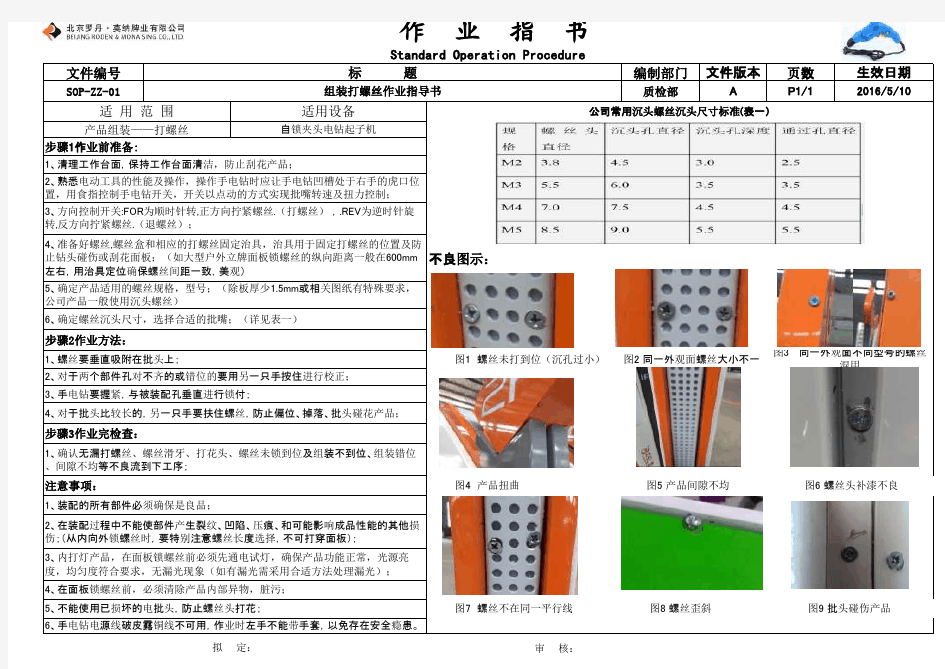
图9 批头碰伤产品 图1 螺丝未打到位(沉孔过小)图2 同一外观面螺丝大小不一图3 同一外观面不同型号的螺丝混用
图4 产品扭曲 图5 产品间隙不均 图6 螺丝头补漆不良步骤1作业前准备:4、准备好螺丝,螺丝盒和相应的打螺丝固定治具,治具用于固定打螺丝的位置及防
止钻头碰伤或刮花面板;(如大型户外立牌面板锁螺丝的纵向距离一般在600mm
左右,用治具定位确保螺丝间距一致,美观)
6、手电钻电源线破皮露铜线不可用,作业时左手不能带手套,以免存在安全瘾患。
拟 定:5、不能使用已损坏的电批头,防止螺丝头打花;
图7 螺丝不在同一平行线 图8 螺丝歪斜2、在装配过程中不能使部件产生裂纹、凹陷、压痕、和可能影响成品性能的其他损
伤;(从内向外锁螺丝时,要特别注意螺丝长度选择,不可打穿面板);
3、内打灯产品,在面板锁螺丝前必须先通电试灯,确保产品功能正常,光源亮
度,均匀度符合要求,无漏光现象(如有漏光需采用合适方法处理漏光);
4、在面板锁螺丝前,必须清除产品内部异物,脏污;
3、手电钻要握紧,与被装配孔垂直进行锁付;
4、对于批头比较长的,另一只手要扶住螺丝,防止偏位、掉落、批头碰花产品;步骤3作业完检查:
1、确认无漏打螺丝、螺丝滑牙、打花头、螺丝未锁到位及组装不到位、组装错位
、间隙不均等不良流到下工序;
1、装配的所有部件必须确保是良品;
注意事项:
步骤2作业方法:
1、螺丝要垂直吸附在批头上;
2、对于两个部件孔对不齐的或错位的要用另一只手按住进行校正;
组装打螺丝作业指导书标 题5、确定产品适用的螺丝规格,型号;(除板厚少1.5mm或相关图纸有特殊要求,
公司产品一般使用沉头螺丝)
6、确定螺丝沉头尺寸,选择合适的批嘴;(详见表一)1、清理工作台面,保持工作台面清洁,防止刮花产品;
公司常用沉头螺丝沉头尺寸标准(表一)
作 业 指 书
2、熟悉电动工具的性能及操作,操作手电钻时应让手电钻凹槽处于右手的虎口位
置,用食指控制手电钻开关,开关以点动的方式实现批嘴转速及扭力控制;
3、方向控制开关:FOR 为顺时针转,正方向拧紧螺丝.(打螺丝) ,.REV 为逆时针旋
转,反方向拧紧螺丝.(退螺丝);
适 用 范 围
产品组装——打螺丝
适用设备自锁夹头电钻起子机