砂型铸造论文
砂型铸造工艺研究及分析论文——材料成型技术基础
摘要:
砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。砂型铸造用的模具,以前多用木材制作,通称木模。此外,砂型比金属型耐火度更高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,必须重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。
本片论文主要对砂型铸造的工艺进行研究分析,以及在工业中的运用进行分析。具体过程,详见本文的论述。本篇论文是参考《砂型铸造工艺技术手册》上的工艺过程及相关工艺编写的。本篇论文的内容包括:目录、正文、参考文献等。
关键词:砂芯砂型硬模铸造
1.砂型铸造
砂型铸造——在砂型中生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
砂型铸造所用铸型一般由外砂型和型芯组合而成。为了提高铸件的表面质量,常在砂型和型芯表面刷一层涂料。涂料的主要成分是耐火度高、高温化学稳定性好的粉状材料和粘结剂,另外还加有便于施涂的载体(水或其他溶剂)和各种附加物。
2.铸造成型工艺简介
铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造毛坯因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代制造工业的基础工艺之一。铸件自浇注冷却的铸型中取出后,有浇口、冒口及金属毛刺披缝,砂型铸造的铸件还粘附着砂子,因此必须经过清理工序。进行这种工作的设备有抛丸机、浇口冒口切割机等。砂型铸件落砂清理是劳动条件较差的一道工序,所以在选择造型方法时,应尽量考虑到为落砂清理创造方便条件。有些铸件因特殊要求,还要经铸件后处理,如热处理、整形、防锈处理、粗加工等。
铸造是比较经济的毛坯成形方法,对于形状复杂的零件更能显示出它的经济性。
如汽车发动机的缸体和缸盖,船舶螺旋桨以及精致的艺术品等。有些难以切削的零件,如燃汽轮机的镍基合金零件不用铸造方法无法成形。
另外,铸造的零件尺寸和重量的适应范围很宽,金属种类几乎不受限制;零件在具有一般机械性能的同时,还具有耐磨、耐腐蚀、吸震等综合性能,是其他金属成形方法如锻、轧、焊、冲等所做不到的。因此在机器制造业中用铸造方法生产的毛坯零件,在数量和吨位上迄今仍是最多的。
铸造生产经常要用的材料有各种金属、焦炭、木材、塑料、气体和液体燃料、造型材料等。所需设备有冶炼金属用的各种炉子,有混砂用的各种混砂机,有造型造芯用的各种造型机、造芯机,有清理铸件用的落砂机、抛丸机等。还有供特种铸造用的机器和设备以及许多运输和物料处理的设备。
染环境。铸造生产会产生粉尘、有害气体和噪声对环境的污染,比起其他机械制造工艺来更为严重,需要采取措施进行控制。
铸造产品发展的趋势是要求铸件有更好的综合性能,更高的精度,更少的余量和更光洁的表面。此外,节能的要求和社会对恢复自然环境的呼声也越来越高。为适应这些要求,新的铸造合金将得到开发,冶炼新工艺和新设备将相应出现。
铸造生产的机械化自动化程度在不断提高的同时,将更多地向柔性生产方面发展,以扩大对不同批量和多品种生产的适应性。节约能源和原材料的新技术将会得到优先发展,少产生或不产生污染的新工艺新设备将首先受到重视。质量控制技术在各道工序的检测和无损探伤、应力测定方面,将有新的发展。
铸造是现代机械制造工业的基础工艺之一。铸造作为一种金属热加工工艺,在我国发展逐步成熟。铸造工艺是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造机械一般按造型方法来分类,习惯上分为普通砂型铸造和特种铸造。普通砂型铸造包括湿砂型、干砂型、化学硬化砂型铸造三类。特种按造型材料的不同,又可分为两大类:一类以天然矿产砂石作为主要造型材料,如熔模铸造、壳型铸造、负压铸造、泥型铸造、实型铸造、陶瓷型铸造等;一类以金属作为主要铸型材料,如金属型铸造、离心铸造、连续铸造、压力铸造、低压铸造等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
环境。铸造工艺会产生粉尘、有害气体和噪声对环境的污染,比起其他机械制造工艺来更为严重,需要采取措施进行控制。
铸造产品发展的趋势是要求铸件有更好的综合性能,更高的精度,更少的余量和更光洁的表面。此外,节能的要求和社会对恢复自然环境的呼声也越来越高。为适应这些要求,新的铸造合金将得到开发,新铸造工艺和新铸造设备将相应出现。
3.砂型铸造的优缺点
(1) 优点
a.金属型冷却速度较快,铸件组织较致密,可进行热处理强化,力学性能较好。
b.金属型铸造,铸件质量稳定,表面粗糙度优于砂型铸造,废品率低。
c.劳动条件好,生产率高,工人易于掌握。
(2) 缺点
a.金属型导热系数大,充型能力差。
b.金属型本身无透气性。必须采取相应措施才能有效排气。
c.金属型无退让性,易在凝固时产生裂纹和变形。
4.金属型铸件常见缺陷及预防
(1) 针孔
预防产生针孔的措施:
a.严禁使用被污染的铸造铝合金材料、沾有有机化合物及被严重氧化腐蚀的材料。
b.控制熔炼工艺,加强除气精炼。
c.控制金属型涂料厚度,过厚易产生针孔。
d.模具温度不宜太高,对铸件厚壁部位采用激冷措施,如镶铜块或浇水等。
e.采用砂型时严格控制水分,尽量用干芯。
(2) 气孔
预防气孔产生的措施:
a.修改不合理的浇冒口系统,使液流平稳,避免气体卷入。
b.模具与型芯应预先预热,后上涂料,结束后必须要烘透方可使用。
c.设计模具与型芯应考虑足够的排气措施。
(3)氧化夹渣
预防氧化夹渣的措施:
a.严格控制熔炼工艺,快速熔炼,减少氧化,除渣彻底。
b.熔炉、工具要清洁,不得有氧化物,并应预热,涂料涂后应烘干使用。
c.设计的浇注系统必须有稳流、缓冲、撇渣能力。
d.采用倾斜浇注系统,使液流稳定,不产生二次氧化。
e.选用的涂料粘附力要强,浇注过程中不产生剥落而进入铸件中形成夹渣。
(4) 热裂
预防产生热裂的措施:
a.实际浇注系统时应避免局部过热,减少内应力。
b.模具及型芯斜度必须保证在2°以上,浇冒口一经凝固即可抽芯开模,必要时可用砂芯代替金属型芯。
c.控制涂料厚度,使铸件各部分冷却速度一致。
d.根据铸件厚薄情况选择适当的模温。
e.细化合金组织,提高热裂能力。
f.改进铸件结构,消除尖角及壁厚突变,减少热裂倾向。
(5) 疏松
预防产生疏松的措施:
a.合理冒口设置,保证其凝固,且有补缩能力。
b.适当调低金属型模具工作温度。
c.控制涂层厚度,厚壁处减薄。
d.调整金属型各部位冷却速度,使铸件厚壁处有较大的激冷能力。
e.适当降低金属浇注温度。
5.砂型铸造工艺的分类
1.重力铸造
重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。
(1).重力铸造法又称为金属模铸造法,成形原理是靠冒口的重力作用來补充凝
固收缩。此重力浇注模具可重复使用,也可称为永久模铸造。
(2).金属模铸造法之冷缺方式可使用空压气体(氣冷式)或空压气体加水之混
合雾气(水冷式),使模具及铸件本体冷卻。
(3).金属模铸造法之铸件需預留加工尺寸量仍高, 原因是铸件经热处理后会
有变形之情況。
(4).金属模铸造法之制程中铝水之除气作业相当重要, 否則铸件于表面加工
后极易产生针孔。
(5).金属模铸造法较适合少量多样的订单生产制程方式。
2.低压铸造
低压铸造指在低压气体作用下使液态金属充填铸型并凝固成铸件的铸造方法。气体压力一般为0.6~1.5帕。低压铸造的工艺过程是:在熔化金属的坩埚炉上加放密封盖,盖中心部位装有升液管,升液管插到金属液面以下,盖的上部安放铸型。将干燥的压缩空气通过进气管送到坩埚内,使金属液通过升液管从浇口进入铸型(见图), 保持压力到铸型中的金属液完全凝固,然后解除压力,升液管中的金属液会自动落回坩埚中,这时可以开型,推出铸件。通入坩埚的气体压力和流量可以控制,故金属液充填铸型的速度和气体压力可以
根据铸件结构和铸型材料不同而调整。低压铸造用的铸型可以是砂型、壳型、陶瓷型,也可以是金属型、石墨型等。在低压铸造基础上进一步改进,使液态金属在差压下充型、在压力下凝固的方法称为差压铸造,它是低压铸造的一种特殊形式。
低压铸造最初主要用于铝合金铸件的生产,以后进一步扩展用途,生产熔点高的铜铸件、铁铸件和钢铸件。中国已于20世纪70年代将这种方法成功地用于铸造万吨级大型船舶用铜合金螺旋桨和2000马力柴油机球墨铸铁曲轴等重要零件。
低压铸造的优点是:金属液在压力下充型有利于铸造薄壁铸件;铸件的致密性得到提高;底注充型平稳,可减少因金属液冲击飞溅而引起的氧化夹杂;浇冒口系统简单,金属利用率可达80%以上;劳动条件得到改善,并可实现机械化和自动化,生产效率高。
3.离心铸造
将液态金属浇入旋转的铸型里,在离心力作用下充型并凝固成铸件的铸造方法。离心铸造用的机器称为离心铸造机。按照铸型的旋转轴方向不同,离心铸造机分为卧式、立式(见图)和倾斜式3种。卧式离心铸造机主要用于浇注各种管状铸件,如灰铸铁、球墨铸铁的水管和煤气管,管径最小75毫米,最大可达3000毫
米。此外可浇注造纸机用大口径铜辊筒,各种碳钢、合金钢管以及要求内外层有不同成分的双层材质钢轧辊。
离心铸造所用的铸型,根据铸件形状、尺寸和生产批量不同,可选用非金属型(如砂型、壳型或熔模壳型)、金属型或在金属型内敷以涂料层或树脂砂层的铸型。铸型的转数是离心铸造的重要参数,既要有足够的离心力以增加铸件金属的致密性,离心力又不能太大,以免阻碍金属的收缩。尤其是对于铅青铜,过大的离心力会在铸件内外壁间产生成分偏析。一般转速在每分钟几十转到1500转左右。
离心铸造的特点是金属液在离心力作用下充型和凝固,金属补缩效果好,铸件组织致密,机械性能好;铸造空心铸件不需浇冒口,金属利用率可大大提高。因此对某些特定形状的铸件来说,离心铸造是一种节省材料、节省能耗、高效益的工艺,但须特别注意采取有效的安全措施。
6.砂型铸造工艺的基本过程
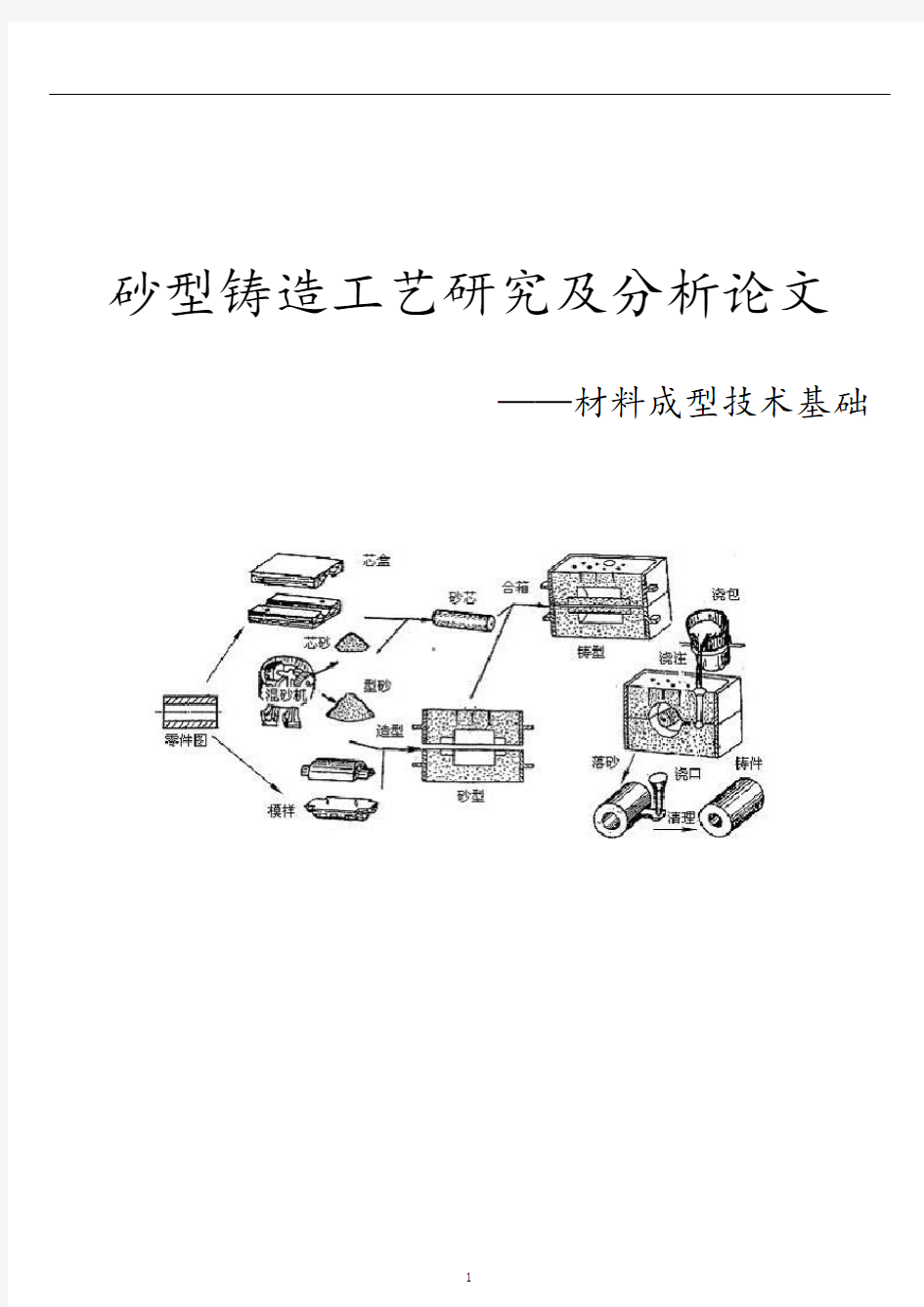
a.砂型铸造工艺过程有制造模型和芯合,混砂,造型和造芯,
b.工艺设计:
1.确定铸造工艺方案
首要考虑:浇铸位置的选择,铸型分型面得选择
还要注意:机械加工余量,把模斜度,铸件收缩率,冒口位置及尺寸等
7.砂型铸造工艺装配特点
砂型铸造工艺装备是造型、制芯及合箱过程中所使用的模具和装置总称,包括模样、模底板、模板框、砂箱、砂箱托板、压铁、套箱、芯盒、烘干板(器)、砂芯修整磨具、组芯及下芯夹具、挤压机下芯框、量具及检具等等。通常所称铸造模具仅指模板(含模样、横底板)和芯盒,是铸造工艺装备中的核心部分。
铸造工艺课程设计课程教学改革研究
铸造工艺课程设计课程教学改革研究 结合《铸造工艺课程设计》实践教学的实际教学中存在的问题,采取及时更新工艺设计题目、增设工艺设计方案验证环节、引入任务驱动型自主学习模式、强化教师实践教学能力以及改善考核方法等一系列措施,从而有效提高学生的工程实践能力和自主学习能力,以适应铸造行业对人才的需求。《铸造工艺课程设计》作为材料成型及控制工程专业的重要实践教学环节,其教学目标是能够运用所学铸造理论及工艺设计知识比较系统地学习掌握铸造工艺及工装设计方法,使学生能够制定出比较合理的铸造工艺,并设计出结构合理的工装模具;同时通过课程设计,也使学生进一步提高设计绘图能力、查阅工艺设计资料的基本技能以及分析解决铸造工程实际问题的能力,以满足铸造行业用人需求。然而在《铸造工艺课程设计》实践教学过程中还存在一些不足之处。(1)课程设计题目陈旧且数量较少现有题目陈旧,缺乏时效性,与铸造生产实际脱节,致使学生的专业素质很难达到铸造行业的需求。图纸数量较少,难以满足1人1题,甚至需要多人共用1题或每年重复使用,这就导致存在学生之间相互抄袭或抄袭往届学生作品的现象,不利于培养学生具备独立自主从事铸造工艺设计工作的能力。(2)缺乏工艺验证环节课程设计通常只包括工艺设计、工装设计以及设计说明书的撰写等内容,而不进行实际生产验证,这就导致学生无法判断工艺设计方案的合理性及可行性。(3)教师指导不足通常1名老师指导1个班级的课程设计工作,人数在40人左右,这就导致指导教师无法详细指导每位学生。(4)考核评价机制不够全
面课程考核更侧重于图纸质量以及设计说明书的规范性,而忽略了对设计过程中学生的自主性、创新性及工程实践应用能力的考核与评价。鉴于此,以《铸造工艺课程设计》核心课程建设为契机,本文归纳总结了铸造工艺课程设计实践教学中所采取的的改革与实践方法。 1.及时更新工艺设计题目 铸造工艺课程设计题目要做到推陈出新,以激发学生的设计热情。为此建立了以企业实际在生产零件为主的课程设计零件图纸库,且图纸数量要多于专业人数,且要保证每年有10%以上的题目更新,以保证课程设计与企业生产实际接轨。图纸库的建立与更新由教研室每年定期审核通过,以保证图纸的规范性及零件结构复杂程度适中。课程设计分配设计任务时,保证1人1题,且指导教师要综合考虑所带学生的设计基础差异问题,题目的选择与分配要有难度区分,并在课程设计任务分配时给出明确说明及评分标准。 2.增设工艺设计方案验证环节 本课程增设了工艺设计方案验证环节,有两种不同方式可供学生自主选择。第一种验证方法是引入Procast及AnyCasting等铸造模拟软件对铸件充型、铸造温度场以及铸造缺陷出现的位置和数量等进行模拟分析,进而优化工艺设计方案。模拟仿真环节的引入有利于学生发现和解决工艺设计中存在的问题,使铸造工艺设计更符合铸造生产实际,同时也提高了学生学习与应用软件的能力。第二种验证方法则是按照其工艺设计方案进行实际铸造生产,铸造生产可直接在校内铸造生产实训中心进行,该中心不仅有砂型铸造所需设备及原材料,且
材料成型基础论文
材料成型基础论文------铸造工艺之砂型铸造 铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造毛坯因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代制造工业的基础工艺之一。铸件自浇注冷却的铸型中取出后,有浇口、冒口及金属毛刺披缝,砂型铸造的铸件还粘附着砂子,因此必须经过清理工序。进行这种工作的设备有抛丸机、浇口冒口切割机等。砂型铸件落砂清理是劳动条件较差的一道工序,所以在选择造型方法时,应尽量考虑到为落砂清理创造方便条件。有些铸件因特殊要求,还要经铸件后处理,如热处理、整形、防锈处理、粗加工等。 铸造是比较经济的毛坯成形方法,对于形状复杂的零件更能显示出它的经济性。如汽车发动机的缸体和缸盖,船舶螺旋桨以及精致的艺术品等。有些难以切削的零件,如燃汽轮机的镍基合金零件不用铸造方法无法成形。另外,铸造的零件尺寸和重量的适应范围很宽,金属种类几乎不受限制;零件在具有一般机械性能的同时,还具有耐磨、耐腐蚀、吸震等综合性能,是其他金属成形方法如锻、轧、焊、冲等所做不到的。因此在机器制造业中用铸造方法生产的毛坯零件,在数量和吨位上迄今仍是最多的。 铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。 铸造机械一般按造型方法来分类,习惯上分为普通砂型铸造和特种铸造。普通砂型铸造包括湿砂型、干砂型、化学硬化砂型铸造三类。特种按造型材料的不同,又可分为两大类:一类以天然矿产砂石作为主要造型材料,如熔模铸造、壳型铸造、负压铸造、泥型铸造、实型铸造、陶瓷型铸造等;一类以金属作为主要铸型材料,如金属型铸造、离心铸造、连续铸造、压力铸造、低压铸造等。 铸造工艺有与其他工艺不同的特点,主要是适应性广、需用材料和设备多、污染环境。铸造工艺会产生粉尘、有害气体和噪声对环境的污染,比起其他机械制造工艺来更为严重,需要采取措施进行控制。 砂型铸造 砂型铸造——在砂型中生产铸件的铸造方法。 钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。 砂型铸造所用铸型一般由外砂型和型芯组合而成。为了提高铸件的表面质量,常在砂型.剂,另外还加有便于施涂的载体(水或其他溶剂)和各种附加物。 砂型铸造的优缺点 (1) 优点 a.金属型冷却速度较快,铸件组织较致密,可进行热处理强化,力学性能较好。 b.金属型铸造,铸件质量稳定,表面粗糙度优于砂型铸造,废品率低。 c.劳动条件好,生产率高,工人易于掌握。 (2) 缺点 a.金属型导热系数大,充型能力差。 b.金属型本身无透气性。必须采取相应措施才能有效排气。
泵盖铸造工艺设计说明书
课程设计说明书 泵盖铸造工艺设计 院系:机械工程学院 专业:材料成型及控制工程 班级: 姓名: 学号: 指导老师: 时间:
目录 1.铸造工艺分析 (1) 1.1零件介绍 (1) 1.2零件生产方式选择 (1) 1.3技术要求分析 (1) 1.4 合金铸造性能分析 (2) 2.确定铸造工艺方案 (2) 2.1确定铸造方法 (2) 2.2确定浇注位置和分型面 (2) 2.3确定型内铸件数目 (3) 2.4不铸出孔及槽的确定 (3) 2.5机械加工余量和铸造圆角的确定 (3) 2.6起模斜度和分型负数的确定 (5) 2.7砂芯的确定 (7) 2.8铸造收缩率的确定 (7) 2.9冒口的确定 (7) 2.10浇注系统的确定 (8) 3.芯盒的设计 (9) 3.1芯盒材质和分盒方式的确定 (9) 4.总结 (9) 参考资料 (10)
1.铸造工艺分析 零件简介: 1.1零件介绍: 零件名称:泵盖 零件材料:HT200 1.2零件生产方式选择: 大批量生产,零件图如下:
1.3技术要求分析 按照国家标准,对于HT200,其抗拉强度应达到200Mpa。铸件在使用时工作条件较好,但此铸件需起隔爆作用,按照技术要求,需在粗加工后进行时效处理及相应的热处理工艺。另外,铸件清砂后,焖火铲除毛刺喷砂后喷G04-6铁红过氯乙烯底漆。除此外无特殊技术要求。 注:其中φ21H7内孔为重要加工面,不允许存在气孔、夹砂等铸造缺陷。 1.4 合金铸造性能分析 灰铸铁具有良好的铸造性能: (1)流动性。灰铸铁的熔点较低,结晶温度范围较小,在适宜的浇注温度下,具有良好的流动性,容易填充形状复杂的薄壁铸件,且不易产生气孔、浇不足、冷隔等缺陷。 (2)收缩性。灰铸铁的浇注温度较低,凝固中发生共析石墨化转变,使其线收缩小,产生的铸造应力也较小,所以铸件出现翘曲变形和开裂的倾向以及形成缩孔、缩松的倾向都较小。 (3)灰铁充型能力好,强度较高,耐磨、耐热性好,减振性良好,铸造性较好,但需人工时效。 2.确定铸造工艺方案 2.1确定铸造方法 铸件材质为HT200,,其轮廓尺寸25×φ110,属中小件,联结结构合理,符合灰铸铁铸造要求,可以进行铸造工艺设计。采用湿砂型机器造型大批量生产。 采用湿砂型机器脱箱造型,热芯盒水玻璃砂射芯机制芯。 2.2确定浇注位置和分型面 浇注位置选择原则: (1)重要加工面应朝下或呈直立状态; (2)铸件的大平面应朝下; (3)应有利于铸件的补缩; (4)应保证铸件有良好的金属液导入位置,保证铸件能充满; (5)应尽量少用或不用砂芯; (6)应使合型、浇注和补缩位置一致。
低压铸造工艺设计毕业论文
摘要 本文运用反重力铸造技术—低压铸造来对铝合金铸件带轮的铸造工艺进行方案设计,包括分型面、浇注位置的选择、各项铸造工艺参数的确定以及浇注系统的设计。根据铸件形状较复杂的特点,在进行实验浇注时设计了两个浇注方案即两个内浇道或者一个内浇道,并同时进行调压和重力铸造浇注,以方便比较。根据实际零件建立了铸件的三维模型,并用View-cast铸造模拟软件对铝合金铸件带轮的充型过程进行了模拟计算。模拟结果显示,充型过程平稳,没有明显的液相起伏、飞溅。根据数值模拟结果并结合理论分析,铸件中没有缩孔、缩松等缺陷,铸造工艺方案和浇注工艺参数的设计合理。 关键词:低压铸造;铸造工艺;实验浇注;充型过程;数值模拟
Abstract In this paper, anti-gravity casting technology, low pressure casting technology was used to complete the design of the casting of an aluminum alloy casting wheel, which include choice of Sub-surface and casting position, determining all of the parameters of the casting process, and the design of the casting system. For the complex shape of the casting, when conducting experiments was designed to use two runners and one ingate for casting in one time, and at the same time, surge and gravity casting was used to make it easier to compare. For sand shell moulding, the mode of same time freezing was generally used. Build the Three-dimensional model of the casting, then simulate and calculate the filling process of casting. Form the results, it was saw that the process was steady without apparent phase fluctuations or splash. From the result we can see that there was no defect such as shrinkage, so the design was perfect. Keywords:Low pressure die casting; casting process; experimental cast; filling process; numerical simulation.
金属铸造工艺论文
金属铸造工艺论文 摘要: 铸造是将通过熔炼的金属液体浇注入铸型内,经冷却凝固获得所需形状和性能的零件的制作过程。铸造是常用的制造方法,铸造是一种古老的制造方法,在我国可以追溯到6000年前。随着工业技术的发展,铸大型铸件的质量直接影响着产品的质量,因此,铸造在机械制造业中占有重要的地位。由零件的结构特点,提出多种浇注和分型方案,综合对比分析,选择最为理想的浇注位置及分型面。制定出详细的铸造工艺方案。 关键字: 铸造工艺性;铸造工艺方案;铸造工艺参数;补缩系统;浇注系统 铸造工艺种类: 铸造工艺可分为重力铸造、压力铸造、砂型铸造、压铸、熔模铸造和消失模铸造。铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。各种特种铸造方法均有其突出的特点和一定的局限性,对铸件结构也各有各自的特殊要求。重力铸造 重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
压力铸造 压力铸造是指金属液在其他外力(不含重力)的作用下注入铸型的工艺。广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。这几种铸造工艺是目前有色金属铸造中最常用的、也是相对价格最低的。 砂型铸造 砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。砂型铸造用的模具,以前多用木材制作,通称木模。木模缺点是易变形、易损坏;除单件生产的砂型铸件外,可以使用尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。此外,砂型比金属型耐火度更高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,必须重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。 压铸 压铸是在压铸机上进行的金属型压力铸造,是目前生产效率最高
铸造工艺及应用作业答案及复习资料..
铸造生产——指用熔融的液态合金注入预先制备好的铸型中使之 冷却、凝固后获得具有一定形状、尺寸和性能的毛 坯或零件过程,简称铸造。 2、铸造方法的分类 第一章 造型材料 型(芯)砂是由骨干材料、粘结材料和附加物等原材料按一定比例配制而成。 以粘土为粘结材料的粘土型(芯)砂主要由原砂、粘土、附加物和水配制而成。 常用的附加物:煤粉、渣油、淀粉 、锯末等 新砂和旧砂的处理 1.新砂的处理 新砂的处理常用的方法:筛分、水漂洗、酸浸洗、精选 、烘干等 2.旧砂的处理 拟采取措施:对旧砂进行通风冷却,降低温度;经破碎、磁选、过筛,除去杂物;干法碾搓,除去包覆膜、失效粘土及灰分;按一定比例添加原砂,补加新粘土、煤粉;调整含水分量,达到型砂性能要求。
CO2硬化法——向水玻璃砂制成的砂型(芯)中吹入CO2气体,在短时间内就可以使型(芯)砂硬化; 三、C02-钠水玻璃砂的原材料、配方及混制工艺 (一)C02-钠水玻璃砂的原材料 铸钢件用原砂Si02含量应高。一般采用中等粒度的硅砂 涂料的基本组成 涂料一般由耐火粉料、粘结剂、悬浮剂、载液和助剂组成。 涂料的性能 (1)涂料的工艺性能涂料的工艺性能主要有饱沾性、涂刷性、流淌性、流平性、 渗透性等。 涂刷方法 涂料涂敷的方法有刷、喷、浸三种。 第二章铸型制备 14种造型方法有哪些? 整模造型、分模造型、挖砂和假箱造型、活块和砂芯造型、活砂造型(抽砂造型)、多箱造型、实物造型、刮板造型、抽心模造型和劈箱造型、脱箱造型(活箱造型)、叠箱造型、模板造型、漏模造型、地坑造型 铸型的紧固方法 生产小型铸件的铸型由于抬箱力小,用压铁直接压在砂型上比较方便。 生产大中型铸件的铸型,一般用卡子、螺栓等紧固。 紧固铸型前需在分箱面的四角用铁片将上下砂箱问的缝隙垫实,以防止铸型紧固时砂芯或砂型被压溃。 地坑造型,一般用压铁压在盖箱上。 第三章浇注系统设计 铸铁件浇注系统的组成:浇口盆、直浇道、横浇道、内浇道。、 为避免水平涡流,应采用浇包低位浇注大流充满,并且使浇口杯中液面高度(h)与直浇道直径(d)保持_定的比值(即h>6d)。
管状三通铸件铸造工艺的CAE毕业设计
管状三通铸件铸造工艺的CAE毕业设计 第1章绪论 1.1铸造工艺和CAE的发展概况 随着我国经济的快速发展,管道连接件的需要日益增多,而且管件的种类也越来越多。由于采用锻造-切削加工的制造工艺不仅材料利用率低、模具寿命短而且后续加工切断了金属流线,影响其性能。改为铸造方法,并利用CAE进行数值模拟,不仅可以减少工序,而且材料的利用率也可以大大提高,其经济效益和社会效益更为可观。 铸造技术正向着精确化、轻量化、节能化和绿色化的方向发展。在传统的铸件工艺设计过程中,一直采用试错法来得到生产工艺,其工艺的定型是通过多次的浇注和修改, 反复摸索,直到得到能够满足设计要求的工艺方案,这就不可避免地带来了铸件工艺定型周期长、生产质量不稳定、作业成本高等许多不利因素,尤其是对于一些大型铸件和中小型企业的小批次铸件的工艺设计,更加增加了设计难度。因此,就铸件的生产准备而言,迫切需要一种新的方法来解决这些问题。计算机数值模拟技术在铸造中的应用,为解决这一问题提供了有效的手段。利用计算机虚拟制造技术,可以在制造铸造工艺装备及浇注铸件之前,综合评价各种工艺方案与铸件质量的关系,并在计算机上模拟整个成型过程,预测铸造缺陷。这样,铸造工艺人员就能够根据模拟结果及时修改工艺设计,省去了大量用于生产试验和摸索可行性铸造工艺而消耗的宝贵时间和费用。将CAE 技术应用到铸造工艺的设计中是现代铸造工艺设计发展的方向。 1.1.1发展现状 模具作为工业生产中的基础工艺装备, 是一种高附加值的高技术密集型产品, 也是高新技术产业化的重要领域, 尤其在汽车、电子、仪表、家电和通讯行业中应用广泛。研究和发展模具技术, 对于促进国民经济的发展具有特别重要的意义, 模具技术的水平及科技含量高低, 直接影响到模具工业产品的发展, 在很大程度上决定了产品的质量, 新产品的开发能力、企业的经济效益, 是衡量一个国家制造业水平的重要标志。由于制造业产品信息相当复杂, 要实现企业生产自动化,在分离的CAD、CAE、CAM 之间还需要大量的人工工作, 这给企业自动化生产带来了极大地障碍, 且模具设计与制造周期可进一步缩短的空间较大, 模具CAD/CAE/ CAM 技术的使用, 极大地提高了产品质量, 加速了产品的开发, 缩短了从设计到生产的周期, 缩短了产品的上市周期, 实现了产品设计的自动化, 使设计人员从繁琐的绘图中解放出来, 集中精力进行创造性的劳动, 模具CAD/ CAE/ CAM 技术是模具工业发展的必然趋势。 尽管近年来我国铸造行业取得迅速的发展,但仍然存在许多问题。第一,专业化程度不高,生产规模小。我国每年每厂的平均生产量是815t,远远低于美国的4606t和日本的4878t。第二,技术含量及附加值低。我国高精度、高性能铸件比例比日本低约20个百分点。第三,产学研结合不够紧密、铸造技术基础薄弱。第四,管理水平不高,有些企业尽管引进了国外的先进的设备和技术,但却无法生产出高质量铸件,究其原因就是管理水平较低。第五,材料损耗及能耗高污染严重。中国铸铁件能耗比美国、日本高70%~120%。第六,研发投入低、企业技术自主创新体系尚未形成。 发达国家总体上铸造技术先进、产品质量好、生产效率高、环境污染少、原辅材料已形成商品化系列化供应,如在欧洲已建立跨国服务系统。生产普遍实现机械化、自动化、智能化(计算机控制、机器人操作)。
热加工工艺基础论文
热加工工艺基础(论文) 题目:爆炸焊接技术的展望 专业名称:机械设计制造及其自动化 指导老师:樊老师 学院:船山学院 班级:09机械01班 学号:20099410102 学生姓名:X X 2011年12月6日 论铸造与焊接工艺的优劣 摘要:铸造和焊接的工艺是机械工业中不可或缺的加工方式,可以根据两工艺的应用种类、范围、力学分析、工序及缺陷分析和控制综合对比两种工艺的特点,以便更好地了解这两种工艺,为以后的学习奠定基础。 本人通过查阅大量文献资料和实验结论总结了以上两种工艺的特点以及分析两种工艺的优劣。总结分析表明:其中铸造的原材料大都来源广泛,价格较低,工艺装备及设备的投资费用较低,在各类机械产品中,铸件质量占整机质量的比重很大;焊接应用几乎不受限制,主要用来制造机器零件、部件和工具等,有连接性能好,省料、省工、成本低,重量轻,简化工艺。主要缺点是:铸造的铸件组织疏松,力学性能较差;铸造工序多,难以精确控制;焊接的结构是不可拆卸的,不便更换、修理部分零件,接头的力学性能不如母材,而且会产生残余应力和焊接变形等缺陷。 Abstract:casting and welding processes is indispensable in the mechanical industry, processing methods can be applied in accordance with the two types of processes, scope, mechanics analysis, processes and error control integrated seamless and compares the two craft character in order to better understand how the two craft, lay the foundation for future learning. I passed a substantial literature information available and experimental conclusions summarized above two technics characterized by two technics of analysis as well as disadvantages. Summary: the casting of raw materials analysis shows that most widely, sources at a lower price, technical equipment and equipment investment in low-cost, quality castings in all types of machinery products accounted for a great proportion of the whole machine quality; welding applications, which are used for virtually unrestricted manufacturing machine parts, components and tools, such as good performance, and materials that are linked up and low-cost, light weight, and streamline processes. The main disadvantage is that foundry casting organizations: Osteoporosis is a relatively poor performance, and mechanics; casting process, it will be difficult to control the exact structure; welding of inconvenience which can not be demolished, replacement, repair part of the joints, spare parts and materials, and mechanical performance rather than a residual stress and welding deformation such deficiencies. 关键词:铸造;焊接;工艺种类;加工工艺;应用范围;力学分析;误差分析与控制Keywords:Casting; welding; technology types; processing technology; application; mechanical analysis; error analysis and control 一、焊接与铸造工艺的种类
全国性赛事A类B类C类.docx
A类赛事 1.全国大学生“飞思卡尔”杯智能汽车竞赛 2.中国大学生物联网创新创业大赛(美新杯中国MEMS传感器应用大赛) 3.全国大学生数学建模竞赛 4.全国大学生节能减排社会实践与科技竞赛 5.全国高校学生DV作品大赛 6.全国大学生结构设计竞赛 7.全国大学生化学实验竞赛 8.全国大学生软件创新大赛 9.全国大学生工程训练综合能力竞赛 10. 全国大学生电子设计竞赛 11. 全国大学生电子商务创新、创意及创业挑战赛 12. 全国大学生控制仿真挑战赛 13. 全国大学生机械创新设计大赛 14. 全国大学生物理实验竞赛 15. AUTODESK REVIT杯全国大学生可持续建筑设计竞赛 16. 全国大学生物流设计大赛 17. 全国大学生广告艺术大赛 18.“挑战杯”课外科技作品竞赛 19.“挑战杯”中国大学生创业计划大赛 20. 中国机器人大赛暨RoboCup公开赛 21. 全国普通高校信息技术创新与实践活动(高校NOC活动)
1.全国周培源大学生力学竞赛 2.全国虚拟仪器设计大赛 3.ACM全国大学生程序设计大赛 4.中国机器人武术擂台冠军赛 5.中国机器人水球冠军赛 6.中国智能机器人大赛 7.全国大学生英语竞赛 8.全国大学生数学竞赛 9. 全国三维数字化创新设计大赛 10.全国大学生焊接创新大赛 11.全国大学生过程装备实践与创新大赛 12.全国大学生基础力学实验竞赛 13.全国高校GIS技能大赛 14.中国大学生铸造工艺设计大赛 15.全国大学生水利创新设计大赛 16.ThinkQuest International Competition ThinkQuest projects digital Media Application Development 17.全国大学生物联网创新应用设计大赛 18.全国ITAT教育工程就业技能大赛 19.Honda中国节能竞技大赛 20.瑞萨超级MCU模型车大赛 21.全国“电脑鼠走迷宫”竞赛 22.“长城脚下﹒建筑艺术博览园”全国大学生设计比赛 23.外研社杯英语演讲大赛 24.中译杯口译大赛 25.山西省大学生化学实验竞赛 26.“昆山杯”全国优秀大学生创业团队大赛 27.环艺学年奖 28.杭州大学生创业大赛 29.“兴晋挑战杯”课外科技作品大赛 30.“兴晋挑战杯” 大学生创业计划大赛 31.“博创杯”模块化机器人设计大赛 32.全国高校健身气功比赛 33.人工环境工程学科奖学金 34.三一(中国)工程机械工业设计大赛 35.“中国电机工程学会杯”全国大学生电工数学建模竞赛 36.“蓝桥杯”全国软件专业人才设计与创业大赛 37.全国大学生混凝土设计大赛 38.“则泰杯”全国高校测绘学科大学生科技论文竞赛 39.国际空中机器人大赛 40.全国大学生职业生涯规划大赛
材料成型设备选修课论文.
《特种成型技术》课程报告 院系:材料科学与工程 专业:高分子成型加工及模具 姓名: 学号: 指导老师:李杏瑞李福山李永刚时间:2015年11月10日
(一)液态成型部分 一、消失模铸造 消失模铸造,又称“气化模造型”、“泡沫聚苯乙烯塑料模造型”、“无型腔铸造”或“实型铸造”。 1.消失模铸造的实质 采用泡沫聚苯乙烯塑料模样代替普通模样,造好型后不取出模样就浇人金属液,在灼热液体金属的热作用下,泡沫塑料模气化、燃烧而消失,金属液取代了原来泡沫塑料模所占据的空间位置,冷却凝固后即可获得所需要的铸件。 2. 消失模铸造的主要工艺过程 消失模模样的制造→模样与浇冒口的粘合→模样涂挂涂料和干燥→填干砂并振动紧实→浇注落砂清理。 3.消失模铸造特点 消失模铸造主要有以下五方面特点: (1) 消失模铸造是一种近无余量、精确成形的新工艺。由于采用了遇金属液即汽化的泡沫塑料制作模样,无需起模,无分型面,无型芯,因而铸件无飞边毛刺,减少了由型芯组合而引起的铸件尺寸误差。铸件的尺寸精度和表面粗糙度接近熔模铸造,但铸件的尺寸可大于熔模铸件。 (2)为铸件结构设计提供了充分的自由度。 在设计机械产品时,必须对铸造零件进行结构工艺分析,包括该铸件结构是否合理,制模、起模、下芯是否方便,铸件的尺寸精度及冶金质量能否保证等。实型铸造由于模样没有分型面,不存在分型起模等问题,各种形状复杂的铸件模样均可采用消失模材料粘合,成形为整体,因而改变了砂型铸造时铸件结构工艺性的内涵,很多普通砂型铸造难以实现的问题在实型铸造时根本不存在任何困难,产品设计者可根据总体的需要设计铸件的结构,增大了铸造零件设计的自由度。 (3) 消失模铸造的工序比砂型铸造及熔模铸造大大简化。 实型铸造采用泡沫聚苯乙烯塑料制模比用木材或金属制造模的过程简单得多,加工容易,粘合方便,制模效率一般可提高1—3倍。在多数情况下不用砂芯,省去芯盒制造、芯砂配制、芯骨准备、砂芯的制造及烘干等工序。造型时,
支座铸造工艺课程设计3
2.1 确定零件材料及牌号 零件的支座的零件图如图所示,其轮廓尺寸为Φ80×200×110,平均壁厚30,支座底部需螺栓固定,留有2个螺栓孔,尺寸Φ15,可在铸件完成后切削加工,且有一定的表面精度要求。 支架在铸造过程中,应该选用灰铸铁作为材料。灰铸铁流动性好,易浇注,且收缩率最小,并且随着含碳量的增加而减少,使铸件易于切削加工。采用砂型铸造,简单而且工艺性好。 此铸铁为200×110mm的灰铸铁件,其型号应为HT150。
2.2 铸造方案的拟定 2.2.1 铸型种类的选择 支座零件具有内腔,小孔,圆角,凸台以及锥角,形状较为复杂,表面质量无特殊要求,最大轮廓尺寸为200mm,应选用砂型铸造成形。又采用小批量生产,所以铸件类型应使用湿砂型铸造。这样灵活性大,生产率高,生产周期短,便于组织流水生产,易于实现机械化和自动化,材料成本低,节省烘干设备、燃料、电力等。模样采用金属模是合理的。 2.2.2 画出零件图 图2 零件图
2.3 分型面的确定 2.3.1分型选择原则 分型面是指两半铸型相互接触的表面。分型面的优劣在很大程度上影响铸件的尺寸精度、成本和生产率。应满足以下要求 1.应使铸件全部或大部分置于同一半型内 2.应尽量减少分型面的数目 3.分型面应尽量选用平面 4.便于下芯、合箱和检测 5.不使砂箱过高 6.受力件的分型面的选择不应削弱铸件结构强度 7.注意减轻铸件清理和机械加工量 2.3.2 几种分型方案 初步对支座进行分析,有以下四种方案Ⅰ,Ⅱ,Ⅲ,Ⅳ,如图3所示
图3 分型方案图 2.3.3 分析各个方案的优缺点 Ⅰ方案以支架的底面为分型面在分型面少而平的原则中,其分型面数量不仅少而且还平直,铸件全部放在下型,既便于型芯安放和检查,又可以使上型高度减低而便于合箱和检验壁厚,还有利于起摸及翻箱操作。 Ⅱ方案铸件没有能尽可能的位于同一半型内,这样会因为合箱对准误差使铸件产生偏错。也有可能因为合箱不严在垂直面上增加铸件尺寸。
永冠杯 铸造工艺设计大赛 参赛作品
“永冠杯”第二届中国大学生铸造工艺设计大赛 参赛作品 铸件名称:B-十字头 自编代码:AB1990ZP 方案编号:[单击此处键入方案编号]
目录 1零件概述 (1) 1.1零件信息................................................................................... (1) 1.2技术要求 (1) 2铸造工艺方案拟定 (1) 2.1 铸造方法选择............................................................... . (1) 2.2 分型面选择 (1) 2.3浇注位置选择 (2) 3铸造主要参数 (3) 4 浇注系统设计计算 (3) 5 冒口设计 (4) 5.1模数与补缩分析 (4) 5.2冒口尺寸设计 (5) 6模拟与优化 (6) 6.1Procast主要参数设定 (6) 6.2整体思路 (7) 6.3模拟结果及分析 (8)
6.3.1表面状况 (8) 6.3.2内部缩孔情况 (9) 6.4加冒口模拟 (10) 6.5加冷铁模拟 (11) 7砂芯设计 (13) 8模板 (14) 总结 (14) 参考文献............................................................................................ (14) 附图 (14)
1零件概述 1.1零件信息 名称:十字头 材料: QT450-12 外形尺寸:1140×605×256mm 体积: 41.878×103 cm 3 质量: 302kg 生产批量:中小批量生产(自定) 零件三维图如图1.1所示,具体尺寸件附件1。 1.2技术要求 (1)铸件加工后,加工面不得有任何的铸造缺陷,非加工表面不得有明显的夹渣、凹陷, 上下型错模不得大于1mm 。 (2)保证该件受力较大的工作部分的力学性能。 2铸造工艺方案拟定 2.1 铸造方法选择 基于铸件的生产批量、铸件材料、尺寸、精度及技术要求等综合考虑,采用木模,自硬树脂砂,手工造型。 图1.1 零件三维图
铸造工技师论文(初稿)
技师 参评论文 减少DZ2侧架自硬树脂砂立柱面补砂芯报 废的控制要点探讨 企业名称: 姓名: 考评职业:铸造技师
减少DZ2侧架自硬树脂砂立柱面补砂芯报废的控制要点探讨 摘要:本文结合南车长江铜陵公司铸造车间自硬铬矿砂芯在制芯过程中经常出现的制芯质量隐患并结合我们采取的预防措施,着重介绍在DZ2侧架生产过程中,由于操作手法差异、不同生产节奏下树脂加入量偏差等因素导致立柱面铬铁矿砂补砂芯大批量不合格从而导致DZ2侧架立柱磨耗板安装面大面积多肉的成因以及采取的改进措施,目的在于降低铬矿补砂芯不合格率,减少由于自硬铬铁矿砂(立柱面补砂芯)制芯不合格导致的铸件不合格的情况发生,从而达到理顺生产流程、降低质量损耗的目的,并为类似的自硬树脂砂制芯提供参考。 关键词:铸造;自硬树脂砂;铬铁矿砂;固化剂;硬化时间;碗型碾砂机 一、DZ2侧架自硬铬铁矿砂芯制芯简介 2014年3月份,中国铁路总公司紧急采购5000辆C80E货车进行批量运行试验,DZ2摇枕侧架关键零部件由长江铜陵公司负责生产,由于订单紧、任务重、要求高,几乎全部员工都要面临一次大考,没有成熟的生产工艺,大量工装模具需要重新改造,产品质量只能在试制过程中探索解决。 车间自硬铬铁矿砂芯制芯工序为造型首道工序,砂芯的制作情况直接影响着后道工序能否顺利完成。在DZ2侧架生产中,立柱面补砂芯采用自硬树脂砂(铬铁矿砂)制芯,混砂设备(图1.1)为碗型间歇式树脂砂混砂机,每次混砂前通过固定在混砂机上方的定量斗量取铬铁矿砂25kg,按照工艺要求树脂组分Ⅰ加入量为25kg*(0.35-0.55)%=(87.5-137.5)g;活化剂组分Ⅱ加入量为25kg*(0.25-0.45)%=(62.5-112.5)g;催化剂组分Ⅲ加入量为(1~5)%*组分Ⅰ=(0.875-6.875)g;将定量好的PZ-Ⅲ(组分III)加入PZ-Ⅰ(组分I)中搅拌5-10秒混
铸造工艺学课程设计案例
前言 铸造工艺学课程就是培养学生熟悉对零件及产品工艺设计的基本内容、原则、方法与步骤以及掌握铸造工艺与工装设计的基本技能的一门主要专业课。课程设计则就是铸造工艺学课程的实践性教学环节,同时也就是我们铸造专业迎来的第一次全面的自主进行工艺与工装设计能力的训练。在这个为期两周的过程里,我们有过紧张,有过茫然,有过喜悦,从中感受到了学习的艰辛,也收获到了学有所获的喜悦,回顾一下,我觉得进行铸造工艺学课程设计的目的有如下几点: 通过课程设计实践,树立正确的设计思想,增强创新意识,培养综合运用铸造工艺学课程与其她先修课程的的理论与实际知识去分析与解决实际问题的能力。 通过制定与合理选择工艺方案,正确计算零件结构的工作能力,确定尺寸,掌握了浇冒口的作用及其原理,具有正确设计浇冒口系统的初步能力;掌握铸造工艺与工装设计的基本技能。 熟悉型砂必须具备的性能要求,原材料的基本规格及作用,并初步具备分析与解决型砂有关问题的能力。 熟悉涂料的作用、基本组成及质量的控制;了解提高铸件表面质量与尺寸精度的途径。 了解合金在铸造过程中容易产生的铸造缺陷以及采取相关的防止途径,并初步具备分析、解决这类缺陷的基本解决途径 学习进行设计基础技能的训练,例如:计算、绘图、查阅设计资料与手册等。 目录 第一章零件铸造工艺分析 (4) 1、1零件基本信息 (4) 1、2材料成分要求 (4) 1、3铸造工艺参数的确定 (4) 1、3、1铸造尺寸公差与重量公差 (5) 1、3、2机械加工余量 (5) 1、3、3铸造收缩率 (5) 1、3、4拔模斜度 (5) 1、4其她工艺参数的确定 (5) 1、4、1工艺补正量 (5) 1、4、2分型负数 (5) 1、4、3非加工壁厚的负余量 (5)
毕业设计锻造工艺分析与模具设计
锻造模具设计 摘要 模具是机械制造业中技术先进、影响深远的重要工艺装备,具有生产效率高、材料利用率高、制件质量优良、工艺适应性好等特点,被广泛应用于汽车、机械、航天、航空、轻工、电子、电器、仪表等行业。随着我国汽车工业的迅猛发展,汽车性能不断提高,汽车零部件中对高精度、形状复杂锻件的需求量越来越大,锻造新工艺、省材、节能工艺等技术的开发对于新型汽车零件的生产尤为重要。我国冲压模具无论在数量上,还是在质量、技术和能力等方面都已有了很大发展,但与国民经济需求和世界先进水平相比,差距仍很大,一些大型、精密、复杂、长寿命的高档模具每年仍大量进口,特别是中高档轿车的覆盖件模具,目前仍主要依靠进口。 本文主要是以轴类锻件的生产,加工工艺等,设计制造了,一些模具,包括,堕轮锻件的镦粗,终锻等后期加工模具。 首先介绍了,模具的一些简单情况,模具的分类,发展现状和趋势等,其次介绍了,零件的工艺性,毛坯的制定,镦粗,终锻模膛的设计,包括飞边槽的设计。 关键词:模具,终锻模膛,飞边槽,钳口,镦粗
An inert wheel forging the design specification Abstract Mold is mechanical manufacturing technology advanced, profoundly important technical equipment,High production efficiency, material with high efficiency and good quality, technology parts good adaptability etc. Characteristics.Widely used in motor vehicles, machinery, aerospace, aviation, light industry, electronics, electric appliances, instruments and other industries.With the rapid development of China's automobile industry,The car's performance to improve, Auto parts of high precision, complicated shape of forging an increasing demand for,Forging new craft, material, energy saving technology province technology development for new type of car parts production is especially important.Our country stamping die in the number no matter, or in quality, technology and ability are already has great development,But with the national economy needs and the advanced world level, compared to a gap still, Some large, sophisticated, complex, the long life of high-grade die every year in the importation of large still, Especially in high-grade car covering mould, at present still mainly rely on imports. The paper is an inert round of forging production, Processing techniques, Design and manufacturing, some mould, including, fall round of forgings upsetting, eventually forging, and trimming punching production processing mould. Firstly introduces, die some simple case, the classification of mould, development situation and trends,Secondly introduces, the technology of parts, blank the formulation, the upsetting, and the design of the chamber forging die,Including flash slots of design, Introduced again, trimming punching the design of the composite film. Key words:Mould,Finally bore, Flash tank,Clamp mouth,Upsetting,Trimming, punching