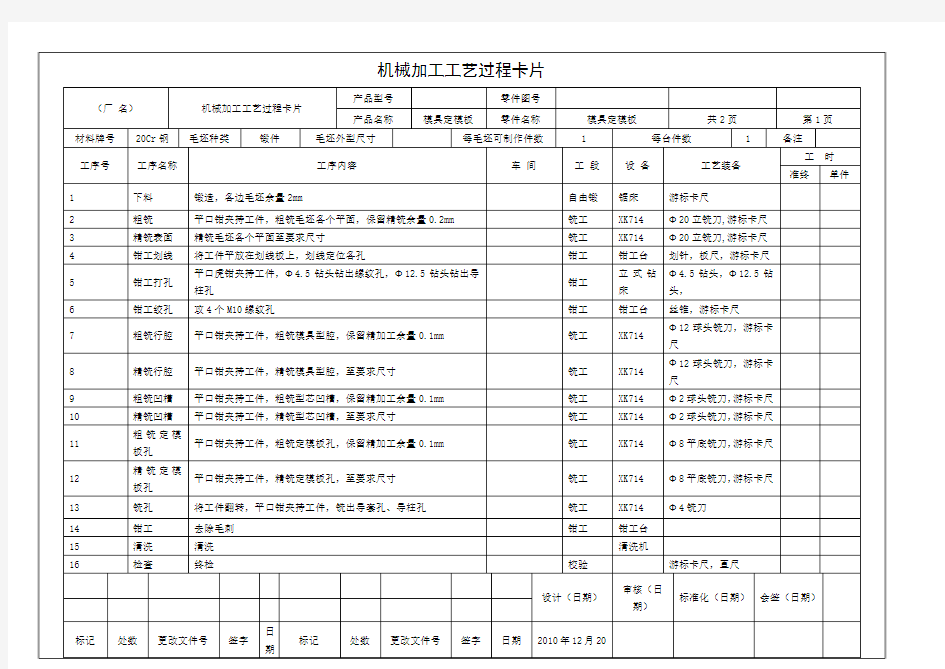
模具定模板加工工艺卡

数控加工工序卡完整版
工序号1 工序名称钻孔 毛坯材料棒料 毛坯种类锻件 毛坯尺寸Φ50x130mm 每坯件数1 每台太数1 设备编号 设备名称数控车床 夹具编号 夹具名称三爪卡盘 冷却液 工序工时 工 步号工步内容单边余 量 走刀长度) 工艺装备 切削速 度 主轴转 速 走刀量 走刀次 数 吃刀深度工时定额 刀量量、辅具12345机动辅助 1中心钻3mm26mm12001 2钻孔3026mm500 设计(日期)审核(日期)标准化(日期)会签(日期)
工序号2 工序名称粗、精车左端内轮廓 毛坯材料棒料 毛坯种类锻件 毛坯尺寸Φ50x130mm 每坯件数1 每台太数1 设备编号 设备名称数控车床 夹具编号 夹具名称三爪卡盘 冷却液 工序工时 工 步号工步内容单边余 量 走刀长度) 工艺装备 切削速 度 主轴转 速 走刀量 走刀次 数 吃刀深度工时定额 刀号量、辅具12345机动辅助 1粗车零件左端内轮廓126T0101游卡6002 2精车零件左端内轮廓26T0101游卡10001 设计(日期)审核(日期)标准化(日期)会签(日期)
工序号2 工序名称粗、精车零件左端外轮廓 毛坯材料棒料 毛坯种类锻件 毛坯尺寸Φ50x130mm 每坯件数1 每台太数1 设备编号 设备名称数控车床 夹具编号 夹具名称三爪卡盘 冷却液 工序工时 工 步号工步内容单边余 量 走刀长度) 工艺装备 切削速 度 主轴转 速 走刀量 走刀次 数 吃刀深度工时定额 刀号量、辅具12345机动辅助 1粗车零件左端外轮廓235T0202游卡5002 2精车零件左端外轮廓35T0202游卡10001 设计(日期)审核(日期)标准化(日期)会签(日期)
模具加工工艺卡汇编范例
好好学习社区 工序号工步号 工时 123 4描 图 67 描 校 89 底图号 装订号 日 期 标记处数签字 日期 标记处数更改文件号 签字 共 16 页 丝锥M6、铰扳 工步内容 250×300×25划线平板、高度划线尺、榔头、洋冲 盒体-盒身注塑模加工 加工工艺卡片 零件图号5 工艺装备 钳工钳工数控铣床、φ20平刀、弹簧夹头、百分表、表座安装浇口套钻床、麻花钻φ5数铣浇口套φ42,深度25钳工安装定位圈攻丝M6,深度8更改文件号 压板、垫块、BT40刀柄 M6螺钉2个、定位圈1个检验 达图要求 日期 2定模座板第 1 页 数铣 定位圈φ150,深度5 编 制 审 核 备料设备 钳工划线 浇口套1个 零件名称钳工钻孔φ5,孔深12工序/工步名称
好好学习社区 工序号工步号 工时 123457 描 图 89 描 校 1011 底图号 装订号 日 期 标记处数签字 日期 标记处数更改文件号 签字 共 16 页 钳工钻孔φ5,孔深50(通孔)钳工备料钻头φ14 零件名称数铣台阶90×130,深度5,四周R2角 工序/工步名称设备 钳工划线(穿丝孔的定位)工步内容 200×300×50 编 制 审 核 第 2 页 3型腔固定板整形锉、扁锉、各种砂纸 划线平板、高度划线尺、榔头、洋冲更改文件号 编程,加工尺寸90×120压板、百分表、表座 钻头φ12,铰刀φ12、铰扳检验 达图要求 日期 钻孔φ14,孔深40(通孔)钳工盒体-盒身注塑模加工 加工工艺卡片 零件图号6工艺装备 钳工钳工钻床、麻花钻φ5 修配型腔和型腔固定板切割型腔孔 钻孔φ12,孔深50(通孔),铰孔φ12划线(浇口套定位孔,冷却水道定位孔)编程软件(4个程序,两个方向编程G41、G42)划线平板、高度划线尺、榔头、洋冲数控铣床、精密平口钳、压板、刀柄、φ4平刀线切割线切割
模具标准零件加工工艺
标准零件加工工艺1、目的: 有效地控制异常,提高效率,提高品质。 2、范围: 适用标准零件的加工。 3、职责: 无 4、定义: 无 5、内容: 5.1 油板(耐磨板):(如图) 5.1.1工艺路线:铣床组→磨床组→锯床→铣床组→磨床组→铣床组→热处理→磨床组 →铣床组→品检; 5.1.2 铣床加工零件长宽方向的正四面体,单边留余量0.5mm; 5.1.3 磨床见光零件长宽方向的正四面体,加工直角后送铣床; 5.1.4 锯床加工零件Z方向的厚度,留余量1mm-2mm; 5.1.5 铣床用飞刀加工零件Z方向的厚度,留余量0.5mm-0.6mm; 5.1.6 送磨床加工Z方向的平面,留余量0.3mm-0.4mm; 5.1.7 铣床加工平头螺丝扩孔及杯头; 5.1.8 铣床倒角,去毛刺后送品检检测; 5.1.9 送热处理加硬,硬度 52℃±2°; 5.1.10 磨床精磨至图纸尺寸;
5.1.11 铣床加工油槽; 5.1.12 送品检检测; 5.2 压块(斜顶座耐磨板); 5.2.1工艺路线:铣床组→磨床组→锯床→铣床组→磨床组→铣床组→品管组→热处理 →磨床组→铣床组→品检 5.2.2 铣床加工零件长宽方向的正四面体,单边留余量0.5mm; 5.2.3 磨床见光零件长宽方向的正四面体,加工直角后送铣床; 5.2.4 锯床加工零件Z方向的厚度,留余量1mm-2mm; 5.2.5 铣床用飞刀加工零件Z方向的厚度,留余量0.5mm-0.6mm; 5.2.6 送磨床加工Z方向的平面,留余量0.3mm-0.4mm; 5.2.7 铣床加工螺丝底孔,并倒角攻牙; 5.2.8 品检检测后送热处理,HRC52℃±2°; 5.2.9 磨床精磨至图纸要求尺寸; 5.2.10 铣床加工油槽; 5.2.11送品检检测; 5.3 斜顶座: 5.3.1工艺路线:磨床→铣床→磨床组→线切割→品检 5.3.2 磨床开料Z、宽方向的正四面体并精磨到图纸要求尺寸; 5.3.3 铣床开粗T形台阶,A、B尺寸留余量0.15mm-0.25mm; 5.3.4 磨床精磨T形台阶B尺寸,尺寸公差为±0.01mm; 5.3.5 磨床精磨A尺寸,尺寸公差为±0.02mm; 5.3.6 送慢走丝加工长方向的尺寸及导向槽,导向槽尺寸公差要求+0.015mm至+0.01mm; 5.3.7 送品检检测; 5.4 运输板:
模具零件加工工艺卡标准
模具零件加工工艺卡(标准)
————————————————————————————————作者: ————————————————————————————————日期: ?
加工工艺卡 工艺过程卡名称模具零件加工工艺产品名称相机壳模具零件名称顶针板材料45钢尺寸450×210×20件数1件 工序号工序 名称 工序内容、要求加工设备 工艺设备 备注 夹具刀具量具 1钻孔钻27个?7的通孔普通铣床平口虎钳?7钻头游标卡尺 2铣沉 孔 铣27个?11高为6的沉孔普通铣床平口虎钳?11铣刀游标卡尺 以工序1的孔中 心作为沉孔中心 3钻孔钻4个?8.3的通孔普通铣床平口虎钳?8.3钻 头 游标卡尺 4攻丝攻4个M10的螺纹平口虎钳M10攻丝 刀 游标卡尺 以工序3的孔中 心作为攻丝中心 5钻孔钻4个?22的通孔普通铣床平口虎钳?9、?22 钻头 游标卡尺分步扩孔 6铣沉 孔 铣4个?26高为8的沉孔普通铣床平口虎钳?26铣刀游标卡尺 以工序5的孔中 心作为沉孔中心
7铣沉 孔 铣4个?41高为1的沉孔普通铣床平口虎钳?41铣刀游标卡尺 以工序5的孔中 心作为沉孔中心 编制者/日期审核者/日期
加工工艺卡 工艺过程卡名称模具零件加工工艺产品名称相机壳模具零件名称动模板材料45钢尺寸450×330×80件数1件 工序号工序 名称 工序内容、要求加工设备 工艺设备 备注 夹具刀具量具 1挖槽粗铣一个300X200X80倒角为R10 的槽(留1mm的精加工余量) 普通铣床平口虎钳?20铣刀游标卡尺 2 挖槽精铣一个300X200X80倒角为 R10的槽 数控铣床平口虎钳?9铣刀游标卡尺 3钻孔钻27个?7的通孔普通铣床平口虎钳?7钻头游标卡尺4钻孔钻4个?9的通孔普通铣床平口虎钳?9钻头游标卡尺 5铣沉 孔 铣4个?14高为9的沉孔普通铣床平口虎钳?14铣刀游标卡尺 以工序4的孔中 心作为沉孔中心 6钻孔钻6个?12高为35的孔普通铣床平口虎钳?12钻头游标卡尺
注塑模具相关零件加工工艺过程卡片
动模座板工艺过程卡片 零件名称动模座板模具名称 及编号 充电器外壳CDQ-09-00零件编号CDQ-09-01材料名称45钢毛坯尺寸300mm×280mm×25mm件数1 工序机 号 工种施工简要说明定额工 时 实 做 工 时 制 造 者 检验等级 10 铣削铣六面 20 钳工 划线划出螺孔和中心孔的位置线 30 平磨磨上下面达到设计要 求 40 车削钻削螺纹孔和中心孔 50 热处 理 淬火 60 检验 工艺员年月日零件质量等级
垫块工艺过程卡片 零件名称垫块模具名称 及编号充电器外壳 CDQ-09-09 零件编号CDQ-09-09 材料名称45钢毛坯尺寸300mm×43mm×80mm件数2 工序机 号工种施工简要说明 定额 工时 实做 工时 制 造 者 检验等级 10 铣削铣六面 20 平磨磨上下平面 30 钳工 划线 划出?16螺孔中心线 40 钻削钻削螺纹孔 50 钳工 划线 划出?8螺孔中心线 60 钻削钻削螺纹孔 70 热处 理 淬火 80 检验 工艺员年月日零件质量等级
型芯板工艺过程卡片 零件名称型芯板模具名称 及编号 充电器外壳零件编号CDQ-09-15材料名称45钢毛坯尺寸300mm×280mm×70mm件数1 工序机 号工种 施工简要说明定额 工时 实做 工时 制 造 者 检验等级 10 铣削铣六面20 平磨磨上下面 30 钳工 划线划出型槽的轮廓线和各孔的位置线 40 铣削铣型槽 50 钳工 加工 钻螺纹孔和螺杆孔,攻螺纹 60 磨削磨型槽及上下面达到设计 要求 70 检验 工艺员年月日零件质量等级
定模座板工艺过程卡片 零件名称定模座 板模具名称 及编号 充电器外壳零件编号CDQ-09-04 材料名称45钢毛坯尺寸300mm×280mm×25mm件数1 工序机 号工种施工简要说明 定额 工时 实做 工时 制 造 者 检验等级 10 铣削铣六面20 平磨磨上下面 30 钳工 划线划出型槽的轮廓线和各孔的位置线 40 铣削铣型槽 50 钳工 加工 钻螺纹孔和螺杆孔,攻螺纹 70 磨削磨型槽及上下面达到设计 要求 80 检验 工艺员年月日零件质量等级
机械加工工艺卡经典模板
(单位)机械加工工艺过程卡片 产品型号项目七零件图号LX07-01 产品名称数控镗铣孔盘类零件零件名称凸块材料牌号锻铝毛坯种类锻件毛坯外形尺寸100×80×50 备注 工序号工序名称工序内容车间工段设备工艺装备 工 时 10 铣1)粗、精铣四周Ra3.2,尺寸达图纸要求100×80 2)粗铣顶面Ra6.3,厚度达48 3)粗、精铣底面Ra1.6,厚度达45 机加工实训车间铣X52K 200虎钳 20 数控镗铣1)粗、精铣顶面Ra1.6,厚度达图纸要求42±0.031 2)粗、精铣凸台50Ra1.6达图纸要求 3)孔加工达图纸要求 数控实训基地加工中心XH714 200虎钳 30 入库清理、防锈、入库 编制审核批准共页第页 1
(单位)数控加工工序卡片 产品名称或代号零件名称材料零件图号 数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间 20 711/712/713/71 200机用平口虎钳XH714 数控实训中心 工步号工步内容刀具号刀具规格 mm 主轴转速 r/min 进给量 mm/min 背吃刀量 mm 量具备注 1 粗铣顶面留余量0. 2 T01 Φ80端铣刀500 200 2.8 游标卡尺125±0.02 2 精铣顶面控制高度尺寸42±0.031达Ra1.6 T01 600 150 0.2 3 粗铣凸台留侧余量0.5,底余量0.2 T02 Φ16立铣刀500 100 21.8 4 精铣凸台50Ra1.6成T02 600 80 0.2 5 钻6×M10-7H、4×Φ12H7、2×Φ30H7中心孔T03 Φ2中心钻1500 120 6 钻2×Φ30H7、4×Φ12H7、6×M10-7H至Φ8.5T04 Φ8.5钻头700 80 7 扩4×Φ12H7至4×Φ11.8T05 Φ11.8钻头500 90 8 扩2×Φ30H7至2×Φ19T06 Φ19钻头300 80 编制审核批准共 4 页第 1 页 2
模具制造技术试题与答案
模具制造技术试题( A 卷) 班级,姓名,学号 一、填空题:(每空 1 分,共20 分) 1、工艺规程是指规定产品和零件制造工艺过程和操作方法的工艺文件。 2、型腔的冷挤压加工分为封闭式冷挤压和敞开式冷挤压两种形式。 3、研磨导柱常出现的缺陷是“喇叭口”(孔的尺寸两端大中间小)。 4、模座的加工主要是平面和孔的加工。为了使加工 方便和容易保证加工要求,在个工艺阶段应先加工平面,后加工孔。 5、修整成型砂轮的方法有两种:即用挤压轮修整成型砂轮,用金刚石修整。 6、装配好的推杆及复位杆,当模具处于闭合状态时,推杆顶面应高出型面 0.5-0.10 mm,复位杆端面应低于分型面0.02-0.05 mm。 7、电火花线切割加工是通过工具电极和工件电极之间脉冲放电时电腐蚀作 用,对工件进行加工。常用钼丝作为电极,且接在脉冲电源的正极。 8、铰孔适用于中小尺寸的孔的精加工,而镗孔适用大尺寸的孔 的加工。 二、判断题:(每题 2 分,共10 分) 1、精细车特别适合有色金属的精加工。(√) 2、铰孔是对淬硬的孔进行精加工的一种方法。(╳) 3、在工艺尺寸链中,间接得到的尺寸称为封闭环。(√) 4、按立体模型仿形铣时,仿形销的锥度应小于型腔的斜度。(√) 5、用成形砂轮磨削法一次可磨削的表面宽度不能太大。 (√) 三、选择题(每题 2 分,共20 分) 1、轴类零件在一台车床上车端面、外圆和切断。此时工序为 ( A )。 A 一个 B 两个 C 三个 D 四个 2、下列不属于型腔加工方法的是( B )
A 电火花成形 B 线切割 C 普通铣削 D 数控铣削 3 、下列不属于平面加工方法的是( D ) A 刨削 B 磨削 C 铣削 D 铰削 4、某导柱的材料为40 钢,外圆表面要达到IT6 级精度,Ra.8um则加工方案可选( A ) A 粗车—半精车—粗磨—精磨 B 粗车—半精车—精车 C 粗车—半精车—粗磨 5、简要说明零件加工所经过的工艺路线的卡片是( A ) A 机械加工工艺过程卡 B 机械加工工艺卡 C 机械加工工序卡 6、铰孔主要用于加工( C ) A 大尺寸孔 B 盲孔、深孔 C 中小尺寸未淬硬孔 D 中小尺寸已淬硬孔 7、但电极平动法的特点是( B ) A 只需工作台平动 B 只需一个电极 C 较轻易加工高精度的型腔 D 可加工具有清角、清棱的型腔 8、关于ISO 代码中G00 的功能说法正确的是( C ) A 是直线插补指令 B 是快速移动且加工指令 C 是快速移动但不加工指令 9、对于非圆型孔的凹模加工,正确的加工方法是:( B ) A 可以用铣削加工铸件型孔 B 可以用铣削作半精加工 C 可用成型磨削作精加工 10、对于非圆凸模加工,不正确的加工方法是:( B ) A 可用刨削作粗加工 B 淬火后,可用精刨作精加工 C 可用成型磨削作精加工 四、简答题(共20分) 1、拉深模试模时出现制件起皱的缺陷,找出其产生的原因以及调整方法。(5 分)答:产生的原因:(1)压边力太小或不均。(2)凸、凹模间隙太大。(3)凹模圆角半径太大。(4)板料太薄或塑性差。 调整方法:(1)增加压边力或调整顶件杆长度、弹簧位置。(2)减小拉深间隙。(3)减小凹模圆角半径。(4)更换材料。
机械加工工序卡片模板(空白)[1]
产品代号零(部)件图号号 产品名称借用件图号 车间工序号工序名称 总成 材料牌号材料硬度毛坯种类 切削液浓度单件时间班产定额工种 设备名称检定周期 设备型号 设备编号 夹具名称检定周期 夹具代号 工 步工步内容重要度控制方法反应 计划 检验刃具名称 及代号 量具辅具 名称 更改 说明 容量、频次名称及代号检定周期 设计:审核:标准化:会签:批准:设计日期:
机械加工工序操作指导卡片产品名称借用件图号 车间工序号工序名称 总成 材料牌号材料硬度毛坯种类 切削液浓度单件时间班产定额工种 设备名称检定周期 设备型号 设备编号 夹具名称检定周期 夹具代号 工 步工步内容重要度控制方法反应 计划 检验刃具名称 及代号 量具辅具 名称 更改 说明 容量、频次名称及代号检定周期 设计:审核:标准化:会签:批准:设计日期:
机械加工工序操作指导卡片产品名称借用件图号 车间工序号工序名称 总成 材料牌号材料硬度毛坯种类 切削液浓度单件时间班产定额工种 设备名称检定周期 设备型号 设备编号 夹具名称检定周期 夹具代号 工 步工步内容重要度控制方法反应 计划 检验刃具名称 及代号 量具辅具 名称 更改 说明 容量、频次名称及代号检定周期 设计:审核:标准化:会签:批准:设计日期:
机械加工工序操作指导卡片产品名称借用件图号 车间工序号工序名称 总成 材料牌号材料硬度毛坯种类 切削液浓度单件时间班产定额工种 设备名称检定周期 设备型号 设备编号 夹具名称检定周期 夹具代号 工 步工步内容重要度控制方法反应 计划 检验刃具名称 及代号 量具辅具 名称 更改 说明 容量、频次名称及代号检定周期 设计:审核:标准化:会签:批准:设计日期:
工艺标准卡片资料标准模板
机械加工工艺过程卡片班级:1404032 姓名:
机械加工工艺过程卡片 产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注 工序号工序名 称 工序内容车间工段设备工艺装备工步工时 备料Θ50×45的棒料 1 车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀, 表面粗糙度仪 2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025麻花钻,钻床专用夹具,内径千分尺 3 镗粗,精细镗θ20通孔θ30圆柱孔,θ30 至θ36的圆锥孔金工CA6140C620-1车床专用夹具内径百分 尺,表面粗糙度仪表 4 车粗车精车θ49至标准尺寸θ48金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 5 车换端面保护夹θ48面粗,精车θ50至 标准尺寸θ40金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 6 车端面至标准尺寸保证长度 30mm,40mm 金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 设计日期审核日期标准化日期会签日期 标记处数更改文件号签字日期指导
(厂名)机械加工工序卡片产品型号零件图号01—01—01 产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号 机加工 车间 车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY—01 三爪卡盘 工序工时 标准单件 39.46s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 1 粗车端面及外圆三爪卡盘,YG6硬质合 金车刀,表面粗糙度仪 90 45 0.5 1.25 1 22s 17.46s
模具加工工艺卡
工序号工步号 工时 123 4描 图 67 描 校 89 底图号 装订号 日 期 标记处数签字 日期 标记处数更改文件号 签字 共 16 页 丝锥M6、铰扳 工步内容 250×300×25划线平板、高度划线尺、榔头、洋冲 盒体-盒身注塑模加工 加工工艺卡片 零件图号5 工艺装备 钳工钳工数控铣床、φ20平刀、弹簧夹头、百分表、表座安装浇口套钻床、麻花钻φ5数铣浇口套φ42,深度25钳工安装定位圈攻丝M6,深度8更改文件号 压板、垫块、BT40刀柄 M6螺钉2个、定位圈1个检验 达图要求 日期 2定模座板第 1 页 数铣 定位圈φ150,深度5 编 制 审 核 备料设备 钳工划线 浇口套1个 零件名称钳工钻孔φ5,孔深12工序/工步名称
工序号工步号 工时 123457 描 图 89 描 校 1011 底图号 装订号 日 期 标记处数签字 日期 标记处数更改文件号 签字 共 16 页 钳工钻孔φ5,孔深50(通孔)钳工备料钻头φ14 零件名称数铣台阶90×130,深度5,四周R2角 工序/工步名称设备 钳工划线(穿丝孔的定位)工步内容 200×300×50 编 制 审 核 第 2 页 3型腔固定板整形锉、扁锉、各种砂纸 划线平板、高度划线尺、榔头、洋冲更改文件号 编程,加工尺寸90×120压板、百分表、表座 钻头φ12,铰刀φ12、铰扳检验 达图要求 日期 钻孔φ14,孔深40(通孔)钳工盒体-盒身注塑模加工 加工工艺卡片 零件图号6工艺装备 钳工钳工钻床、麻花钻φ5 修配型腔和型腔固定板切割型腔孔 钻孔φ12,孔深50(通孔),铰孔φ12划线(浇口套定位孔,冷却水道定位孔)编程软件(4个程序,两个方向编程G41、G42)划线平板、高度划线尺、榔头、洋冲数控铣床、精密平口钳、压板、刀柄、φ4平刀线切割线切割
模具零件加工工艺过程卡片
模具零件加工工艺过程卡片
————————————————————————————————作者:————————————————————————————————日期: ?
机械加工工艺过程卡片产品型 号 零(部)件图号 产品名称鼓风机外壳 铝合金压铸 模 零(部)件名称动模芯第1 页共2页 材料牌号DAC毛坯种类锻件毛坯外形尺寸475mmx275mmx 90mm 毛坯可制件数 1 每台件数1备注 工序号工序 名称 工序内容车 间 设备 名称 编号 夹具 名称 编号 刀具 名称 编号 量 具 名 称 编号 辅具 名称 编 号 单件 工时 10 备料热模钢250mmx235mmx115mm锻打,退火处理 15 深孔钻冷却 油路 通用夹具深孔加工钻头卷尺 16 钻掉模螺丝 孔 通用夹具摇臂钻床游标卡尺 17 钻孔攻牙加工模仁避位。简单空位金工铣床 20 CNC开粗进行CNC粗加工,留0.5mm余量金工CNC 磁性吸盘铣刀游标卡尺 25热处理淬火热处理HRC46-48 真空炉 30 平面磨床外形尺寸达到精度要求磁性吸盘砂轮游标卡尺 高度规40CNC精修进行CNC精加工金工数控加工中心通用夹具钨钢刀游标卡尺 千分表4 5 放电加工加工CNC无法加工到位的放电机通用夹具电极三次元描图慢走丝加工加工高精度孔,落边料慢走丝加工通用夹具铜丝游标卡尺 50 QC 检查加工部位尺寸 55 钳工 底图号60 编制(日期)校对(日期)标准化(日期)会签(日 期) 审核(日期) 标处数更改签日标处更改签字日期
记文件 号字期记数文件 号 机械加工工艺过程 卡片 产品型号零(部)件图号 产品名称鼓风机外壳铝 合金压铸模 零(部)件名称定模芯第 2 页共2页 材料牌号D AC 毛坯 种类 锻件毛坯外形尺寸475mmx275mmx95mm毛坯可制件数 1 每台件数1备注 工序号工序 名称 工序内容 车间 设备 名称 编号 夹具 名称 编号 刀具 名称 编号 量具 名称 编号 辅 具 名称 编号 单件 工时 10 备料热模钢250mmx235mmx115mm锻打,退火 处理 15 深孔钻冷却油路通用夹具深孔加工 钻头 卷尺 16 钻掉模螺丝孔通用夹具摇臂钻床游标卡尺 17 钻孔攻牙加工模仁避位。简单空位金工铣床 20CNC开粗进行CNC粗加工,留0.5mm余量金工CNC 磁性吸盘铣刀游标卡尺 25 热处理淬火热处理HRC46-48 真空炉 30平面磨床外形尺寸达到精度要求磁性吸盘砂轮游标卡尺 高度规 40 CNC精修进行CNC精加工金工数控加工中心通用夹具钨钢刀游标卡尺 千分表描图45 放电加工加工CNC无法加工到位的放电机通用夹具紫铜电 极 三次元 慢走丝加工加工高精度孔,落边料慢走丝加工通用夹具铜丝游标卡尺底图号50 QC 检查加工部位尺寸 55 钳工
机械加工工艺卡片
附录 姓名:机械加工工艺卡片产品型号零件图号指导老师: 产品名称零件名称拖垃机连杆共21页第1页车间工序号工序名称材料牌号 金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件 1 1 设备名称设备型号设备编号同时加工件数 立式铣床X52k 1 夹具编号夹具名称切削液 I 专用夹具 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数r/min m/min mm/r mm 1 铣连杆大小头两平面,每面留磨量0.5mm 硬质合金端铣刀500 2.67 0. 2 3 1
机械加工工艺卡片产品型号零件图号 产品名称零件名称拖垃机连杆共21页第2页车间工序号工序名称材料牌号 金工粗磨45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件 1 1 设备名称设备型号设备编号同时加工件数磨床M7350 1 夹具编号夹具名称切削液 I 专用夹具 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数r/min m/min mm/r mm 1 以一大平面定位,磨另一大平面,保证中心线对 称,无标记面称为基面 砂轮;磁力吸盘100 0.33 0.33 0.3 1
机械加工工艺卡片产品型号零件图号 产品名称零件名称拖垃机连杆共21页第3页车间工序号工序名称材料牌号 金工钻45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件 1 1 设备名称设备型号设备编号同时加工件数 摇臂钻床Z3080 1 夹具编号夹具名称切削液 I 专用夹具 工步号 工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数r/min m/min mm/r mm 1 以基面定位,钻、扩、铰小头孔麻花钻;扩孔钻;铰刀1000 1.04 0.1 2 10 1 2 250 0.39 0.8 1.5 1 3 200 0.32 0.8 1.0 1
模具工艺卡
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 目 录 固定内模镶块·····························································4固定模框·······························································1 可动模框·······························································2接块·································································7可动内模·······························································5 滑块.................................................................6固定内模...............................................................3顶板B . (8) 封底板 (9) 顶板A ······························································ ·8 磨擦块 (9) 领条 ································································10浇口套 ·······························································10分流锥 ·······························································11撑柱 ································································11方形撑柱 ······························································11模脚 ································································12装配工艺 ······························································12 2011.01.07
模具典型零件加工工艺分析
模具典型零件加工工艺分析标准化文件发布号:(9312-EUATWW-MWUB-WUNN-INNUL-DQQTY-
第七章模具典型零件加工工艺分析 第一节模具工作零件加工概述 模具的工作零件(或成型零件)一般比较复杂,而且有较高的加工精度要求,其加工质量直接影响到产品的质量与模具的使用寿命。模具工作零件工作型面的形状多种多样,但归纳起来不外乎两类:一是外工作型面,包括型芯与凸模等工作型面;二是内工作型面,如各种凹模的工作型面,按照工作型面的特征又可分为型孔与型腔两种。 一、模具工作零件的加工方法 工作零件的加工方法根据加工条件和工艺方法可分为三大类,即通用机床加工、数控 机床加工和采用特种工艺加工。 通用机床加工模具零件,主要依靠工人的熟练技术,利用铣床、车床等进行粗加工、 半精加工,然后由钳工修正、研磨、抛光。这种工艺方案,生产效率低、周期长、质量也不易保证。但设备投资较少,机床通用性强,作为精密加工、电加工之前的粗加工和半精加工又不可少,因此仍被广泛采用。 数控机床加工是指采用数控铣、加工中心等机床对模具零件进行粗加工、半精加工、 精加工以及采用高精度的成形磨床、坐标磨床等进行热处理后的精加工,并采用三坐标测量仪进行检测。这种工艺降低了对熟练工人的依赖程度,生产效率高,特别是对一些复杂成型零件,采用通用机床加工很困难,不易加工出合格的产品,采用数控机床加工显然是很理想的。但是一次性投资大。 所谓特种工艺,主要是指电火花加工、电解加工、挤压、精密铸造、电铸等成形方法。 模具常用加工方法能达到的加工精度、表面粗糙度和所需的加工余量见表7-1。 表7-1模具常用加工方法的加工余量、加工精度、表面粗糙度
注塑模具设计的十大步骤
注塑模具设计的十大步骤 注塑模具的设计步骤 注塑模具的设计须按照以下几个步骤进行: 1、接受任务书成型塑料制件的任务书通常由制件设计者提出,其内容如下:1、经过审签的正规制制件图纸,并注明采用塑料的牌号、透明度等。 2、塑料制件说明书或技术要求。 3、生产产量。 4、塑料制件样品。 通常模具设计任务书由塑料制件工艺员根据成型塑料制件的任务书提出,模具设计人员以成型塑料制件任务书、模具设计任务书为依据来设计模具。 2 、收集、分析、消化原始资料 收集整理有关制件设计、成型工艺、成型设备、机械加工及特殊加工资料,以备设计模具时使用。 1、消化塑料制件图,了解制件的用途,分析塑料制件的工艺性,尺寸精度等技术要求。例如塑料制件在外表形状、颜色透明度、使用性能方面的要求是什么,塑件的几何结构、斜度、嵌件等情况是否合理,熔接痕、缩孔等成型缺陷的允许程度,有无涂装、电镀、胶接、钻孔等后加工。 选择塑料制件尺寸精度最高的尺寸进行分析,看看估计成型公差是否低于塑料制件的公差,能否成型出合乎要求的塑料制件来。此外,还要了解塑料的塑化及成型工艺参数。 2、消化工艺资料,分析工艺任务书所提出的成型方法、设备型号、材料规格、模具结构类型等要求是否恰当,能否落实。 成型材料应当满足塑料制件的强度要求,具有好的流动性、均匀性和各向同性、热稳定性。根据塑料制件的用途,成型材料应满足染色、镀金属的条件、装饰性能、必要的弹性和塑性、透明性或者相反的反射性能、胶接性或者焊接性等要求。 3、确定成型方法采用直压法、铸压法还是注射法。 3、塑件分析及注射机选用1、明确塑件设计要求 仔细阅读塑件制品零件图,从制品的塑料品种,塑件形状,尺寸精度,表面粗糙度等各方面考虑注塑成型工艺的可行性和经济性,必要时,要与产品设计者探讨塑件的材料种类与结构修改的可能性。 2、明确塑件的生产批量小批量生产时,为降低成本,模具尽可能简单;在大批
模具典型零件加工工艺分析
模具典型零件加工工艺 分析 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
第七章模具典型零件加工工艺分析 第一节模具工作零件加工概述 模具的工作零件(或成型零件)一般比较复杂,而且有较高的加工精度要求,其加工质量直接影响到产品的质量与模具的使用寿命。模具工作零件工作型面的形状多种多样,但归纳起来不外乎两类:一是外工作型面,包括型芯与凸模等工作型面;二是内工作型面,如各种凹模的工作型面,按照工作型面的特征又可分为型孔与型腔两种。 一、模具工作零件的加工方法 工作零件的加工方法根据加工条件和工艺方法可分为三大类,即通用机床加工、数控 机床加工和采用特种工艺加工。 通用机床加工模具零件,主要依靠工人的熟练技术,利用铣床、车床等进行粗加工、 半精加工,然后由钳工修正、研磨、抛光。这种工艺方案,生产效率低、周期长、质量也不易保证。但设备投资较少,机床通用性强,作为精密加工、电加工之前的粗加工和半精加工又不可少,因此仍被广泛采用。 数控机床加工是指采用数控铣、加工中心等机床对模具零件进行粗加工、半精加工、 精加工以及采用高精度的成形磨床、坐标磨床等进行热处理后的精加工,并采用三坐标测量仪进行检测。这种工艺降低了对熟练工人的依赖程度,生产效率高,特别是对一些复杂成型零件,采用通用机床加工很困难,不易加工出合格的产品,采用数控机床加工显然是很理想的。但是一次性投资大。 所谓特种工艺,主要是指电火花加工、电解加工、挤压、精密铸造、电铸等成形方法。 模具常用加工方法能达到的加工精度、表面粗糙度和所需的加工余量见表7-1。 表7-1 模具常用加工方法的加工余量、加工精度、表面粗糙度
模具生产加工工艺排程
? 1.了解產品形狀外觀面、外觀尺寸、組配尺寸、產品拆模大體結構。 ? 2. 備料:按備料單尺寸備料,根據加工現場加工,情況選擇毛料或精料,毛料留余量 2-3MM/S,精料留熱處理 0.3MM/S。 ? 3.銑床:a.按備料尺寸 加工六面體,留熱處理余 量0.3MM/S; b 工件四面 分中抓底面抬高0.3MM, 加工水孔,螺絲孔,定位 槽開粗。(如圖一) ? https://www.360docs.net/doc/5613300564.html,C開粗:a.工件四 面分中抓底面抬高0.3MM, 按程式開粗加工正反面, 側壁留余量0.3MM/S,底面 留0.3MM(如圖二) b.工件完成自檢后送質控檢測開粗情況。
? 5.熱處理:a.工件檢測OK后送鉗工攻牙,並確認熱處理前加工完后,登記發熱處理加工,母模仁一般情況下要求材質:420,硬度HRC48±1°; b.工件熱處理回廠后送質控檢測硬度,變形。 ? 6.研磨:工件四面分中底面研磨0.3MM,見光加工至圖面尺寸,公差±0.01mm(如圖一),工件完成后送質控質檢。 ?https://www.360docs.net/doc/5613300564.html,C精加工:a. 按圖面尺寸四面分中抓底面精加工(如圖三)。b. 型腔部分底部精到字體最高面,拋光后加工下一工序,以便保證字體美觀。四個定位加工時,單邊過切0.015mm, 以防公母模仁擦破撐住(如圖三),底部定位槽需用定位塊實配加工。C.工件加工完成后自檢OK,送質控檢測 ?8.線割:工件四面分中抓底面按圖面尺寸加工入子孔進膠孔,入子孔公差為異形孔用入子實配加工完成後送質檢檢測. ?9.放電:按圖面四面分中抓底面放電加工,模仁上機前加工人員檢查模仁口部有無撞壞圓角,電極有無變形等情況 ?10.拋光:加工人員對照產品外觀要求及鉗工交接事項,要求順產品脫模方向拋光加工,保證其工件無圓角無變形
模具制造工艺知识总结
1生产过程:将原材料或半成品转变成为成品的各有关劳动过程的总和。 2工艺过程:在模具产品的生产过程中,对于那些使原材料成为成品的直接有关的过程,如毛坯制造、机械加工、热处理和装配等。 3工序是工艺过程的基本单元。工序是指一个(或一组)工人,在一个固定的工作地点,对一个(或同时几个)工作所连续完成的那部分工艺过程。 4工步是当加工表面、切削工具和切削用量中的转速与进给量均不变时,所完成的那部分工序。 5走刀:在一个工步内由于被加工表面需切除的金属层较厚,需要分几次切削,则每进行一次切削就是一次走刀。 6为减少工件安装次数,常采用各种回转工作台,回转夹具或移位夹具。使工件在一次安装中先后处于几个不同位置进行加工。此时,工件在机床上占据的每一个加工位置称为工位。 7在制定工艺规程时,要体现以下三个方面的要求:(1)技术上的先进性。(2)经济上的合理性。(3)有良好的劳动条件。(4)生产质量的可靠性 8工艺文件就是将工艺规程的内容,填入一定格式的卡片,即为生产准备和施工依据的技术文件。工艺文件常见的有以下几种:(1)工艺过程综合卡片。(2)工艺卡片。(3)工序卡片。 9工序卡片是在工艺卡片的基础上分别为每一个工序制订的,是用来具体指导工人进行操作的一种工艺文件。
10零件结构的工艺性是指所设计的零件在满足使用要求的前提下制造的可行性和经济性。零件结构的工艺性好是指零件的结构形状在满足使用要求的前提下,按现有的生产条件能用较经济的方法方便地加工出来。 11基准就是零件上用以确定其他点、线、面的位置所依据的点、线、面。 12基准按其他作用不同,可分为设计基准和工艺基准。 13在零件图上用以确定其他点、线、面的基准,称为设计基准。 14工艺基准就是零件在加工和装配过程中所使用的基准。 15工艺基准按用途不同又可以分为(1)定位基准(2)测量基准(3)装配基准。 定位基准就是加工时使工件在机床或夹具中占据一正确位置所用的基准。测量基准就是零件检验时,用以测量已加工表面尺寸及位置的基准。装配基准就是装配时用以确定零件在部件或产品中位置的基准。 16选择精基准的原则:基准重合原则、基准统一原则、自为基准原则、互为基准原则。 17除定位基准的合理选择外,拟定工艺路线还要考虑表面加工方法(1从保证加工表面的加工精度和表面粗糙度要求考虑。2考虑工件材料的性质3表面加工方法选择,首先保证质量要求外,还应考虑生产效率和经济性要求。)、加工阶段划分(1粗加工阶段主要任务是切除各加工表面上的大部分加工余量,使毛坯在形状和尺寸上尽量接近
模具零件加工工序卡片大全
机械加工工序卡片产品型号零(部)件图号SLPG-01 共19页 产品名称塑料瓶盖模具零(部)件名称定模板第1页 施工车间工序号工序名称 金一 10 铣平面 材料牌号同时加工件数冷却液 45钢 1 毛坯种类毛坯外形尺寸 锻件320×255×65 设备名称设备型号设备编号 平面铣床X62W 每毛坯件数每台件数工序工时 1 1 准终单件 夹具编号夹具名称 通用夹具 安装工步内容 工艺装备 主轴转 速(转/ /分) 切削速 度(米/ /分) 进给量 (毫米/ /齿) 吃刀 深度 (毫米) 走刀 次数 工时定额 刃具量具辅具 机动 (min) 辅助
1粗铣后表面盘铣刀Φ400mm 游标卡尺921160、18 2 1 2、6描图 描校 底图号 装订号 编制(日期) 审核 (日期) 会签 (日期) 标准化 (日期) 标志处数更改文件号签字日期标志处数更改文件号签字日期 机械加工工序卡片产品型号零(部)件图号SLPG-01 共19页 产品名称塑料瓶盖模具零(部)件名称定模板第2页 施工车间工序号工序名称 金一 20 铣平面 材料牌号同时加工件数冷却液 45钢 1 毛坯种类毛坯外形尺寸 锻件320×255×65 设备名称设备型号设备编号 平面铣床X62W 每毛坯件数每台件数工序工时 1 1 准终单件 夹具编号夹具名称 通用夹具 安装工步内容 工艺装备主轴转 速(转/ 切削速 度(米/ 进给量 (毫米/ 吃刀 深度 走刀 次数 工时定额 刃具量具辅具机动辅助
/分) /分) /齿) (毫米) (min) 1粗铣前表面盘铣刀Φ400mm 游标卡尺921160、18 2 1 2、6 2粗铣四周侧面盘铣刀Φ100mm4911540、182 1 0、9描图 描校 底图号 装订号 编制(日期) 审核 (日期) 会签 (日期) 标准化 (日期) 标志处数更改文件号签字日期标志处数更改文件号签字日期 机械加工工序卡片产品型号零(部)件图号SLPG-01 共19页 产品名称塑料瓶盖模具零(部)件名称定模板第3页 施工车间工序号工序名称 金一30 铣平面 材料牌号同时加工件数冷却液 45 1 毛坯种类毛坯外形尺寸 锻件320×255×65 设备名称设备型号设备编号 数控铣床 每毛坯件数每台件数工序工时 1 1 准终单件 夹具编号夹具名称 通用夹具