日用瓷生产技术(精简版)

日用瓷制备技术
1.原料车间:石英砂暗白色粉末洛阳伊川
2.黑矸黑灰色济源
3.小白矸
青灰色块状河北 4.熟料灰白济源博爱 5.锂长石 6.白土济源7.长石洛阳嵩县8.瓷石济源土黄色粉末有颗粒感9.叶腊石浙江10.木节土南召11.
锂瓷石江西12.干冶石济源块状13.钠长石湖南衡山14.苏州土15.熔块山东水泥色16.煅烧白滑石江西广丰县17.方解石18.高岭土
2.制秞原料:硅酸锆煅烧氧化锌大洋色料煅烧氧化铝华润色料
食用纯碱钴兰
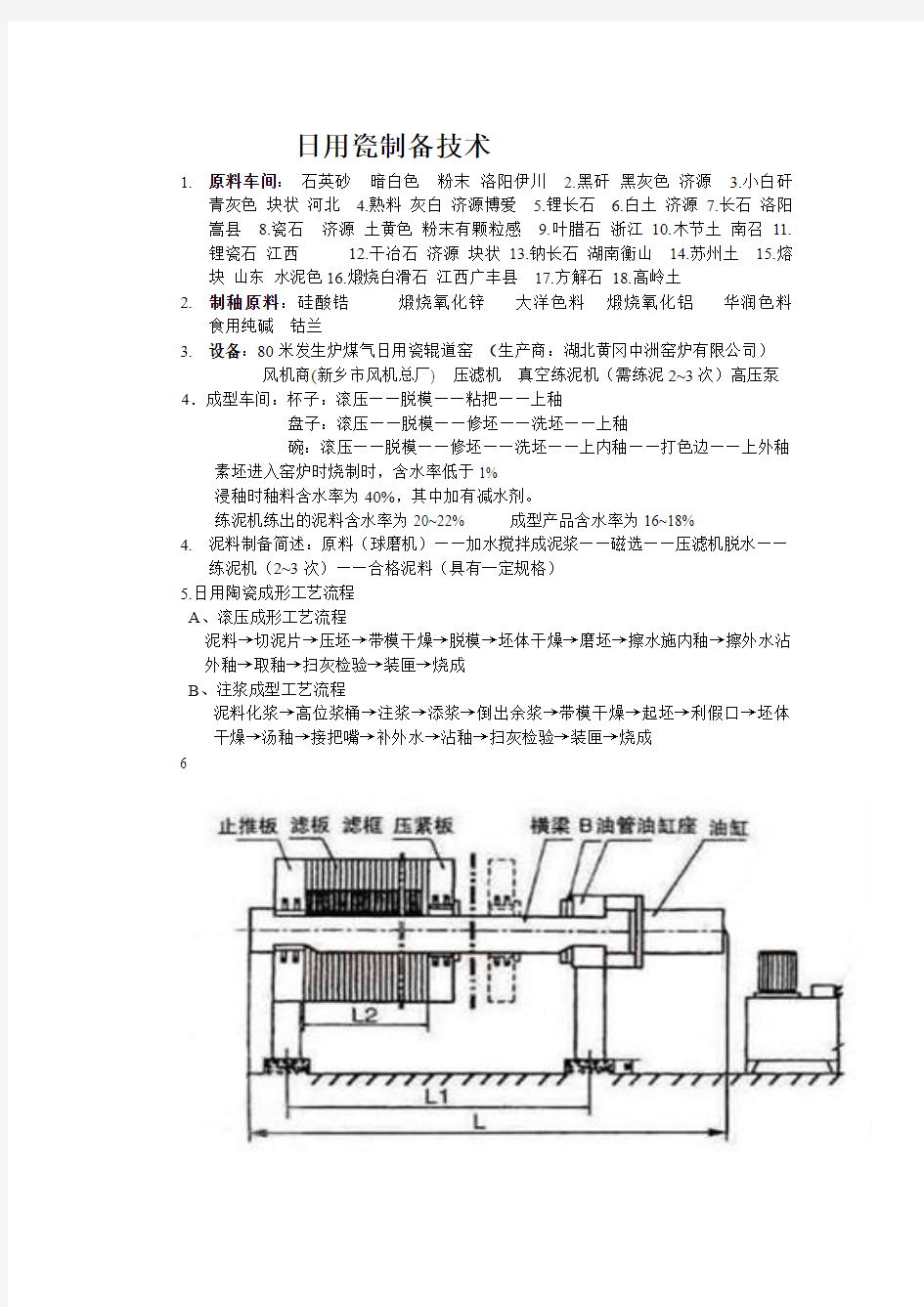
3.设备:80米发生炉煤气日用瓷辊道窑(生产商:湖北黄冈中洲窑炉有限公司)
风机商(新乡市风机总厂) 压滤机真空练泥机(需练泥2~3次)高压泵4.成型车间:杯子:滚压——脱模——粘把——上秞
盘子:滚压——脱模——修坯——洗坯——上秞
碗:滚压——脱模——修坯——洗坯——上内秞——打色边——上外秞素坯进入窑炉时烧制时,含水率低于1%
浸秞时秞料含水率为40%,其中加有减水剂。
练泥机练出的泥料含水率为20~22% 成型产品含水率为16~18%
4.泥料制备简述:原料(球磨机)——加水搅拌成泥浆——磁选——压滤机脱水——
练泥机(2~3次)——合格泥料(具有一定规格)
5.日用陶瓷成形工艺流程
A、滚压成形工艺流程
泥料→切泥片→压坯→带模干燥→脱模→坯体干燥→磨坯→擦水施内釉→擦外水沾外釉→取釉→扫灰检验→装匣→烧成
B、注浆成型工艺流程
泥料化浆→高位浆桶→注浆→添浆→倒出余浆→带模干燥→起坯→利假口→坯体干燥→汤釉→接把嘴→补外水→沾釉→扫灰检验→装匣→烧成
6
7.真空练泥
压滤后的坯料由人工拉到练泥车间进行真空练泥。练泥机为三轴式旋转推料真空练泥机,挤压圆筒直径320mm ,生产能力为3—4吨/小时,真空度—0.093~0.098MP 。其主要由加料部分、出料部分、真空室和传动装置组成,加料部分水平并排有两条上绞刀轴,出料部分有一条下绞刀轴,在真空室与上绞刀的末端处有一筛板。工作时,泥料由加料口加入,首先被不连续螺旋绞刀搅拌和输送,然后在连续绞刀的挤压下通过筛板进入真空室,筛板把泥料切成细小的泥条,有利于有效除去泥料中的空气。在真空室内,泥料中的空气被抽走,接着泥料进入练泥机的出泥部分。泥料在出泥部分螺旋绞刀的输送和挤压下经机头和机嘴挤出,成为具有一定的截面形状和大小的泥段。生产时投料一定要连续,否则容易造成真空制真空度不够,影响练出泥段的质量。由于生产操作上的需要,练泥时有的泥料要加入少许水,经过四到六次练泥后,泥料的水分为23.5—24.5%,其中的气泡得到排除,各组分的分布趋于均匀,结构比较致密,泥料的可塑性和干燥强度都有所提高。 8. 注浆成型
注浆成型的泥料为经过化浆后的泥料,含水率为34—36%。化浆后的泥料中还含有少量空气,在成型前,必须除去料浆中的空气,泥浆的真空处理设备如右图。当贮浆槽进浆时,通真空泵和通泥浆池的阀门都开启,通注浆池和通大气的冷门关闭,贮浆槽由真空泵抽成真空,泥浆经进浆管吸入槽内,同时混在泥浆中的空气不断被真空泵抽走,当槽内液面上升至触及液面计高液面探极时,液面计发出满料进号,通真空泵和通泥浆池阀门关闭,通大气和通注浆池阀门开启,于是空气经通空气阀门进入贮浆池内,槽内浆面与大气相通。这样,经真空处理的泥浆即可通往注浆机使用。有时,根据需要也可往贮浆槽内通往压
缩空气,使泥浆在压缩空气的压力下流出(如注浆成型)。随着泥浆不断流出,浆面逐渐降低,当液面降到低于低液面探极时,液面计发出无料信号,此时关闭通大气和通注浆机阀门,开启通真空泵和通泥浆池阀门,贮浆槽再次注浆,重复上述操作。在泥浆通进石膏模内时还要经过一道筛网。贮浆槽内有搅拌机,搅拌机搅拌泥浆可促使泥浆中的空气迅速排出,并可防止泥浆中的固体颗粒沉淀。 9.釉水的生产工艺
阀门
釉水的生产过程对铁和泥料细度的控制比较严格,通常规定粉磨时间为20h ,每次放磨前,釉水员必须送样到物检室检测釉水的筛余量,达到过250目筛,筛余量0.01—0.05%的标准后方可放磨;釉水的浆重控制在165g/100ml 以上;釉水放置前过40目筛;每次试烧合格后再抽到均化池均化;经试烧合格后的釉水经220目筛,再经两次磁选机除铁,磁选机也是要每小时清洗一次;过筛除铁后的釉水抽到均化池陈腐排水;均化池釉水达到165g/100ml 的浆重后方可交付成型使用;从均化池交付给成型的釉水经一道磁选机,一道100目筛,磁选机工作电流大于或等于10A ,每抽完釉水冲洗一次. 10. 浇釉和淋釉的釉层厚度为0.3—0.4mm 。
各种施釉方法釉水浓度:
11.巨康陶瓷厂的烧成窑为两条80m 长的发生炉煤气辊道窑
全长 80m ,窑内有效空间宽度约1.2m ,预热带、有效空间高度约35cm ,烧成带空间比其它带的空间大,可以减缓烧成带气体流速,延长气流在在烧成带的停留时间,提高窑的热利用效率。窑体最内层由耐火材料砖砌成,外层有隔热材料,辊子为陶瓷辊,陶瓷辊两端通过十字交叉齿轮与传动轴啮合传动,传动轴与电动机通过链子传动。辊子滚动带动放有陶瓷坯体的框架在辊道窑内部运动,放置陶瓷坯体的框架为莫来石板和碳化硅的组合体。
12.烧成缺陷
烧成缺陷主要有落渣、变形、开裂、底沿粘渣、粘崩脚、缺釉、碰瓷、伤釉、阴黄、泛黄、
1—窑头排风管;2—助燃风管;3—气氛幕风管;4—燃气管道;5—窑尾排风管; 6、7—冷却风管;8—燃气与助燃风混合点。
生烧、坯泡、针孔、桔釉。下面只对几种缺陷原因进行分析。
变形:导致变形的原因较多,主要表现在以下几个方面。
1、配方不合理。坯料中软质粘土含量较多,熔剂原料配比量大,坯釉膨胀系数不匹配等。
2、坯料质量差。泥料挤制质量差,颗粒定向排列严重;或都粉料水分分布严重不均匀等。
3、成型操作不合理,或模型尺寸有误,特别是注浆成型坯件,模具吸水率不一,导致成型
坯件厚薄不均匀,生坯干燥不均匀等。
4、烧成工艺操作和控制不当,如烧成温度过高、保温时间过长等。
开裂:包括坯裂、釉裂和坯釉裂。
坯裂:入窑坯体水分过高,升温速度过快,烧结过程中坯体各部分收缩率相差过大都会
导致坯裂。
釉裂:通常为冷却过程中冷却速率过急所造成,裂口锋利。
针孔:指釉面出现的小凹痕或小孔。原因:
1、釉料高温粘度大,不能填平坯体中产生的气体逸出釉面时造成的凹坑;
2、釉层过薄或釉料始熔温度低,部人熔釉被多孔的坯体所吸收;
3、还原气氛过浓,导致细粒碳素沉积在釉中而形成开口釉泡。
桔釉:釉面针孔密集,外观似桔皮状,比针孔的程度更严重。原因:
1、釉面玻化时升温过快;
2、烧成温度过高,釉面产生沸腾;
3、施釉时坯体太湿或干湿不均,使釉层分布不均。
分拣:根据烧成后的半成品的白度、斑点情况、形状、针孔、碰伤等,将烧成半成品进行分拣分级。对于一些只有微笑缺陷的产品可以进行修补然后重烧。
贴花:贴花是釉绘的一种形式,在陶瓷的生产过程中应用较多,它是将印有图案的胶纸贴到
陶瓷表面,再将胶纸撕下来,图案保留在陶瓷表面的过程。操作时要保证胶纸与陶瓷表面之
间没有气泡和粉尘。图案的材料为釉料。
烤花:烤花是对贴花后的陶瓷品进行低温烤烧,使图案的釉料达到烧结温度,增强图案与陶
瓷表面的粘结性。巨康陶瓷厂的烤花窑均为辊道窑,烤花温度为600~~850。C。
陶瓷制做工艺流程
陶瓷制做工艺流程 制模 雕型(厡形阶段) 木擳土(深灰色):是一种水性土,质地较细,可做不规则的雕模石膏(白色):质地较硬,适合作比较工整的雕模 油土(土黄色):不需保湿,常用来做poly的雕模或是厚度较薄易龟裂的浮雕。 此阶段须注意: 原型厚薄均匀,比例合理才能避免日后有开裂的问题浮雕之深浅、角度需适中便于分片,如有利角将造成卡模。转角要圆,避免利角造成开裂。 原型会比图稿尺寸大或高,由于每一种土因烧成温度不同都有其收缩比的关系陶土分类 烧成温度越高收缩比越高吸水率越低,与硬度也成正比 分片(样品模) 利用石膏将原形翻制成模具。 此阶段须注意 为避免模线问题,分片数愈少越好,分片时也须注意每片之间隙不可过大。 若曾上过钾肥皂(是一种隔离剂)需清洗干净,以避免日后发生针孔、气泡瑕疵。包case-意指大货生产时,为复制子模所需而翻制的母模(阳模,材质为超硬石膏) 利用母模可以再重复分片,即可产出后续许多子模。 此阶段须注意: 一个母模的寿命约3年,约可制造70-80个子模。 一个子模约可生产60~80个产品。(视纹路之复杂程度而定) 由于不断的重复生产使得石膏的吸水率越来越低,故一日中,灌制泥胚的时间一件比一件长。
为避免模线粗大,包case 时须注意,模具必须密合以避免泥浆由未密合之模线渗出造成模线太粗。 敲模即将模具分开。 成型- 分为以下数种方式: 1、手灌浆利用石膏模吸水特性,将接触石膏模壁面的泥浆水分吸干形成泥胚。多用于雕型比较立体或不规则的器型 此阶段注意事项第一次灌浆约静置25 分钟,即可将泥浆倒出。第二次灌浆之后静置时间需陆续增长,此因石膏吸水特性会因使用率的频繁而陆续降低,所以时间需再加长。一个子模一天大约可灌12 个就要休息。 13英寸以上的产品壁厚约为6~7mm—般大小的璧厚约留4mm 灌浆时须注意模具的密合度,以避免膜线或变形的问题。 2、手工成型分为手拉胚及手工雕塑,多用于较高级或线条较多的产品。 3、高压注浆利用高压灌注机将泥浆由上往下冲入模具中,所需时间较短,故产量高 (与手灌浆比较)。 只能用于上下开模的产品(深度不能太深)。例如:肥皂盘、餐盘。垃圾桶、漱口杯、或其它深底的产品不适用此种方式生产。(深度不可太深) 此阶段须注意: 表面凹陷:由于脱胚时泥浆未干形成表面凹陷。注浆缝合线- 两浆汇流时的线。 4、滚压利用不绣钢制模具,上模旋转移动将泥块滚制成型。多用于浅口对称器型、盘子、浅口碗等。 此阶段注意事项避免模具滚压时形成之波浪纹(泥纹)。由于模具费用较高所以多为大量生产时才会开模。 5、冲压 利用冲压不绣钢模具机器高速冲击泥块成型。多用于对称对象等基本器型,产量高(与手灌浆比较)。 此阶段注意事项由于模具费用较高所以多为大量生产时才会开模。变形:脱胚未干,或取出方式疏忽导致变形。 针孔:泥胚抽真空不彻底,残留空气形成针孔。或是模具内有石膏屑、灰尘,或隔离剂未清理干净导致泥胚于该点无法吸附而形成气泡。 变形:大盘类若底部脚小不够支撑盘子重量,可调整盘边之倾斜度可避免此问题。 整修、连接、打孔 连接附件接合点要与主体的弧度一致,并且接触面积要适当、干湿度要一致使其收缩比相同,以避免素烧时开裂。 对于较大的中空附件需让空气能顺利排出再接合。切边 将利角洗圆滑,避免开裂。(太利角因张力因素会再素烧时开裂)避免泥胚太湿时整修,使得各部位收缩比不均造成开裂。
日用陶瓷质量指标
日用陶瓷主要技术指标 中国是陶瓷古国,陶瓷文化源远流长,陶瓷的种类也名目繁多,日用陶瓷饮食器具遵循瓷种和传统特色分类,现有产品国家标准8个:GB/T3532-1995《日用陶瓷器》、GB/T13522-92《骨灰瓷器》、GB/T10811-89《日用青花细瓷器》、GB/T10812-89《青花玲珑日用细瓷器》、GB/T10814-89《建白高级日用细瓷器》、GB/T10813-89《日用青瓷器》等,还有行业及地方产品标准多项,如QB/T3732-99《普通陶器》等。GB/T3532-1995《日用瓷器》的覆盖范围最大,包含了除特色陶瓷外的所有产品。《骨质瓷器》是改革开放以来从国外引进技术生产的高档产品,其他种类均属我国的特色产品。考核陶瓷产品质量的技术指标主要有——— 外观质量 外观质量是产品等级划分的重要指标,我国现行的产品标准将产品分为优等品、一级品、合格品3类。优等品相当于国际先进水平,一级品为国内先进水平,合格品为国内一般水平。 优等品的外观质量基本达到了“五无一小”的要求,即无斑点、无落渣、无色脏、无针孔、无釉面擦伤、变形小。斑点(黑点)俗称苍蝇屎,若产品上存在斑点,总会给人以不洁的感觉,从而影响到食欲。一等品和合格品在允许存在缺陷上比优等品有较大的宽松要求。铅、镉溶出量 铅、镉溶出量是陶瓷产品的重要安全卫生指标。铅、镉的存在是由于产品表面装饰图案中陶瓷颜料里含有其成分所致,铅的存在还有可能是为降低产品表层釉的烧成温度而加入了含铅成分所致。若生产工艺控制不当,极易造成在使用过程中铅、镉的过量溶出,经常使用这类产品易引起铅、镉重金属中毒。
国家标准GB12651-92《与食物接触的陶瓷制品铅、镉溶出量允许极限》是国家强制性标准,其适用范围覆盖了所有的日用陶瓷饮食器具。标准规定:任何单一产品的铅、镉溶出量不允许超过表中规定的允许值,标准要求见表。 测试方法:4%(V/V)的醋酸溶液倒入被测样中,直至离溢出口5mm处为止,在20℃±2℃的环境温度中浸泡24小时,测量其铅镉溶出量。 热稳定性 热稳定性是指产品在冷热交换中不出现裂纹或破损。热稳定性的好坏可反映陶瓷产品的使用寿命,冷热交换的温差越大,其使用寿命越长。标准一般均规定加热至180℃然后投入2 0℃水中,取出观察是否有损坏,此温度不出现损坏,其使用寿命一般可达2~3年以上。1 出口日用陶瓷质量安全手册 Guide of Quality & Safety Control to Export-Oriented Ceramics 商务部对外贸易司 MOFCOM 中国轻工工艺品进出口商会 CCCLA 2 前言
陶瓷制作工艺流程
陶瓷制作工艺流程 在陶瓷民俗博览区古窑景区错落有致的分布着古制瓷作坊、古镇窑、陶人画坊。在作坊里可见到“手随泥走,泥随手变”,巧夺天工的拉坯成型;在镇窑里,可看到神奇的松柴烧瓷技艺,从中领略到景德镇古代手工制瓷的魅力。在古窑,我们看到了练泥、拉坯、印坯、利坯、晒坯、刻花、施釉、烧窑、彩绘、釉色变化等 练泥:从矿区采取瓷石,先以人工用铁锤敲碎至鸡蛋大小的块状,再利用水碓舂打成粉状,淘洗,除去杂质,沉淀后制成砖状的泥块。然后再用水调和泥块,去掉渣质,用双手搓揉,或用脚踩踏,把泥团中的空气挤压出来,并使泥中的水分均匀。这一环节在古窑里我没有见到,深感遗憾,于是我在前往三宝村途中仔细寻觅,有幸亲眼目睹。这种瓷石加工方法历史悠久,应与景德镇制瓷历史同步。
拉坯:将泥团摔掷在辘轳车的转盘中心,随手法的屈伸收放拉制出坯体的大致模样。拉坯是成型的第一道工序。拉坯成型首先要熟悉泥料的收缩率。景德镇瓷土总收缩率大致为18—20%,根据大小品种和不同器型及泥料的软硬程度予以放尺。由于景德镇瓷泥的柔软性,拉制的坯体均比之其他黏土成型的要厚。拉坯不仅要注意到收缩率,而且还要注意到造型。如遇较大尺寸的制品,则要分段拉制,从各个分段部位,可看出拉坯师傅的技艺好坏和水平高低。景德镇陶瓷的特殊美感和瓷文化的形成是与其独特的材质、工艺等有着密不可分的联系,甚至在某种程度上说:景德镇瓷器名扬天下,除当地“天赐”的优质黏土之外,基本上是那些“鬼斧神工”的技艺将这些普通的“东西”变成了人类的“宠物”。由此,真正被“神灵”护佑着的正是这制瓷技艺的不断分工、进化和传承。这千年相传的技艺造就和组成了人类陶瓷史甚至是文明史上最耀眼的光环,这光环让人炫目,也让人敬畏。
陶瓷制作流程
摘要 本设计是进行一个年产1000万件日用陶瓷陶瓷厂工艺设计。 根据设计要求对各个工序均进行了严格的论证和计算,主要包括:坯釉料配方、全厂工艺流程、主要工艺制度和工艺参数的确定,物料衡算,设备选型计算及对重点车间的工艺布置等。 本次设计采用国内先进生产技术,注意降低生产成本,节省建厂资金。例如:利用辊道窑内气体余热对生坯进行干燥,减少热量损失;生产过程实现机械化,且基本可以实现自动化控制,节省了人力、物力,改善了工人的劳动环境。 本设计选取了球磨机,国产辊道窑其他陶瓷工艺设备,这为产品的质量奠定了坚实的基础。 厂区内部进行了适当的绿化,在不影响正常生产的情况下绿化了环境,减少了对环境的污染。 此设计是一个成功和先进的设计,可以为其他工厂建厂时提供借鉴。关键词:陶瓷,物料衡算,资金概算,技术指标
Abstract This design is for an annual output of 10 million daily-use ceramics ceramics factory process design. According to the design requirements of the various processes are rigorous argument and calculation,including:body and glaze recipes,plant-wide process,the main process system and the determination of process parameters,material balance,equipment selection calculation and workshop process layout and so on. The design uses advanced production technology,pay attention to reduce production costs,save factories funds. For example:the use of roller kiln gas waste heat is drying green,reduce heat loss; mechanized production process,and basically can be automated control,saving manpower,material resources,improve the labor environment. The design selected ball mill,the roller kiln,glazing line and other ceramic technology equipment,which has laid a solid foundation for the quality of the product. Factory within the green,green environment does not affect the normal production,to reduce the pollution of the environment. This design is a successful and state-of-the-art design can provide for other factories factory reference. Keywords:ceramic tile,material balance,the capital budget,the technical indicators
陶瓷生产工艺技术概况
陶瓷生产工艺技术概况 第一节陶瓷生产及原料概况 陶瓷是指用粘土、石英等天然硅酸盐原料经过粉碎、成型、煅烧等过程而得到的具有一定形状和强度的制品。主要指日常生活中常见的日用陶瓷和建筑陶瓷、电瓷等。 陶瓷的生产发展经历了漫长的过程,从传统的日用陶瓷、建筑陶瓷、电瓷发展到今天的氧化物陶瓷、压电陶瓷、金属陶瓷等特种陶瓷,虽然所采用的原料不同,但其基本生产过程都遵循着原料处理一成型一煅烧”这种传统方式,因此,陶瓷可以认为是用传统的陶瓷生产方法制成的无机多晶产品。 陶瓷制品的品种繁多,它们之间的化学成分、矿物组成、物理性质、以及制造方法,常常互相接近交错,无明显的界限,而在应用上却有很大的区别。因此很难硬性地归纳为几个系统,详细的分类法各家说法不一,到现在国际上还没有一个统一的分类方法。整理汇编如下:一、根据陶瓷原料杂质的含量、和结构紧密程度把陶瓷制品分为陶质、瓷质和炻质三类 1、陶质制品为多孔结构,吸水率大(低的为9%—12%,高的可达18%—22%)、表面粗 糙。根据其原料杂质含量的不同及施釉状况,可将陶质制品分为粗陶和细陶,又可分为有釉和无釉。粗陶一般不施釉,建筑上常用的烧结粘土砖、瓦均为粗陶制品。细陶一般要经素烧、施釉和釉烧工艺,根据施釉状况呈白、乳白、浅绿等颜色。建筑上所用的釉面砖(内墙砖)即为此类。 2、炻质制品介于瓷质制品和陶质制品之间,结构较陶质制品紧密,吸水率较小。炻器按 其坯体的结构紧密程度,又可分为粗炻器和细炻器两种,粗炻器吸水率一般为4-/ 0 —8 %, 细炻器吸水率小于2%,建筑饰面用的外墙面砖、地砖和陶瓷锦砖(马赛克)等均属粗炻器。 3、瓷质制品煅烧温度较高、结构紧密,基本上不吸水,其表面均施有釉层。瓷质制品多为日用制品、美术用品等。瓷器是陶瓷器发展的更高阶段。它的特征是坯体已完全烧结,完全玻化,因此很致密,对液体和气体都无渗透性,胎薄处星半透明,断面呈贝壳状,以舌头去舔,感到光滑而不被粘住。 二、陶瓷可简单分为硬质瓷,软质瓷、特种瓷三大类 1、硬质瓷(hard porcetain)具有陶瓷器中最好的性能。用以制造高级日用器皿,电瓷、化学瓷等。我国所产的瓷器以硬质瓷为主。硬质瓷器,坯体组成熔剂量少,烧成温度高,在1360 C以上色白质坚,呈半透明状,有好的强度,高的化学稳定性和热稳定性,又是电气的不良传导体,如电瓷、高级餐具瓷,化学用瓷,普通日用瓷等均属此类,也可叫长石釉瓷。 2、软质瓷(soft porcelain)与硬质瓷不同点是坯体内含的熔剂较多,烧成温度稍低,在1300 C 以下,因此它的化学稳定性、机械强度、介电强度均低,一般工业瓷中不用软质瓷,其特点是 半透明度高,多制美术瓷、卫生用瓷、瓷砖及各种装饰瓷等。这两类瓷器由于生产中的难度较大(坯体的可塑性和干燥强度都很差,烧成时变形严重),成本较高,生产并不普遍。至于熔块瓷(Fritted porcelain)与骨灰磁(bone china),它们的烧成温度与软质瓷相近,其优缺点也与软质瓷相似,应同属软
日用瓷与建筑陶瓷生产工艺流程
日用陶瓷与建筑陶瓷生产工艺流程 建筑陶瓷是指建筑物室内外装饰用的较高级的烧土制晶,它属精陶或粗瓷类。其主要品种有外墙面砖、内墙面砖、地砖、陶瓷锦砖、陶瓷壁画等。 第一节陶瓷的基本知识 一、陶瓷的概念与分类 陶瓷的生产发展经历了漫长的过程,从传统的日用陶瓷、建筑陶瓷、电瓷发展到今天的氧化物陶瓷、压电陶瓷、金属陶瓷等特种陶瓷,虽然所采用的原料不同,但其基本生产过程都遵循着“原料处理一成型—煅烧”这种传统方式,因此,陶瓷可以认为是用传统的陶瓷生产方法制成的无机多晶产品。 根据陶瓷原料杂质的含量、烧结温度高低和结构紧密程度把陶瓷制品分为陶质、瓷质、和炻质三大类。 陶质制品为多孔结构,吸水率大(低的为9%—12%,高的可达18%—22%)、表面粗糙。根据其原料杂质含量的不同及施釉状况,可将陶质制品分为粗陶和细陶,又可分为有釉和无釉。粗陶一般不施釉,建筑上常用的烧结粘土砖、瓦均为粗陶制品。细陶一般要经素烧、施釉和釉烧工艺,根据施釉状况呈白、乳白、浅绿等颜色。建筑上所用的釉面砖(内墙砖)即为此类。 瓷质制品煅烧温度较高、结构紧密,基本上不吸水,其表面均施有釉层。瓷质制品多为日用制品、美术用品等。 炻质制品介于瓷质制品和陶质制品之间,结构较陶质制品紧
密,吸水率较小。炻器按其坯体的结构紧密程度,又可分为粗炻器和细炻器两种,粗炻器吸水率一般为4~/0—8%,细炻器吸水率小于2%,建筑饰面用的外墙面砖、地砖和陶瓷锦砖(马赛克)等均属粗炻器。 二、陶瓷的原料 陶瓷工业中使用的原料品种很多,从它们的来源来分,一种是天然矿物原料,一种是通过化学方法加工处理的化工原料。天然矿物原料通常可分为可塑性物料、瘠性物料、助熔物料和有机物料等四类。下面介绍天然原料主要品种的组成、结构、性能及其在陶瓷工业中的主要用途。 1.可塑性物料——粘土 粘土主要是由铝硅酸盐岩石(火成的、高质的、沉积的)如长石岩、伟晶花岗岩、斑岩、片麻岩等长期风化而成,是多种微细矿物的混和体。 粘土通常分为: (1)高岭土——也称瓷土,为高纯度粘土,烧成后呈白色,主要用于制造瓷器。 (2)陶土——也称微晶高岭土,较纯净,烧成后略呈浅灰色,主要用于制造陶器。 (3)砂质粘土——含有多量细砂、尘土、有机物、铁化物等,是制造普通砖瓦的原料。 (4)耐火粘土——也称耐火泥,此种粘土含杂质较少,熔剂大
我国日用陶瓷行业的现状分析和展望
我国日用陶瓷的现状和展望胡海泉吴大选周健儿 1、概况发展过程1.1多年的8000日用陶瓷行业在我国是一个古老的行业,大约已有历史。在唐宋时期,陶瓷制造已相当发达,并形成一定的生产规模。宋代钧、汝、官、哥、定五大名窑,产品闻名于世,陶瓷器作为商品开始批量输出海外。明清两代,是我国瓷业发展的历史鼎盛时期,以江西景德镇瓷器为代表,以其精美多样的产品、精湛的技艺,在全世界享有极高的声誉。建国以前,我国陶瓷行业受到了严重摧残,一蹶我国的瓷国地位受到了而此间西方制瓷业却得到了很大发展,不振;严重挑战。月新中国诞生了,陶瓷业获得了新生,在破残的基础年101949我国日用陶瓷逐上恢复并得以发展。在党和各级政府的关怀支持下,步建立了比较完整的现代工业体系,根本上消除了“备料用石碾,手工拉形坯、燃料用槎柴,烧成靠龙窑”的原始传统的生产方法。五六十年代期间,在“百花齐放”正确方针的推动下,日用陶瓷技艺推陈形成了以原料产地为中心的南北方各陶瓷集中产区。继往开来,出新,各地生产出具有各自独特风采、格调迥异、繁花似锦的陶瓷品种。在日用陶瓷科技进步党的十一届三中全会的改革开放正确方针指引下,出现了可喜的局面,推动着生产力向前发展;各项新技术新装备、新全行业呈现出蓬勃昌盛的景产品不断涌现,企业改造更新有了活力,象;产品数量猛增,质量明显改善,行业面貌出现突破,繁荣了国内外市场。日用陶瓷出口贸易成为我国轻工产品外销的拳头商品之一,为国家争得巨额外汇。年
代以来陶瓷工业迅速发展,产量猛增,经营体制更加灵活90多样,各主要产瓷区发展不平衡,开始出现亏损企业。技术进步步伐放慢,全行业收益不理想。具体从日用陶瓷产区也可看出,由于改革开放和机制的转变,地方政策的灵活多样,一些过去大的产瓷区如:江西景德镇、湖南醴陵、河北唐山等国营企业生产不景气,有的甚至. 倒闭,使得这些产区日用陶瓷产量的排名在逐年下降。同时也有一些新产区正在蓬勃发展,主要是机制活,民营企业在不断增加,同时这些企业注重人才、注重新产品开发、注重市场(新闻发布、招商、广告),并注重建立现代的销售网络和营销理念(建立代理商、分销商)。例如:广西北流、广东潮洲、福建德化、山西怀仁等由于地方政府重视并成立陶瓷行业协会,使得日用瓷生产大幅度增长。目前广东省产量占全国第1位,广西省占全国第4位,山西省占全国第7位。由此可看出目前全国日用陶瓷的发展有一个区域性的变化,主要是机制、体制的变化,特别是民营企业的发展,促进了日用陶瓷工业的发展。 1.2生产方式 我国陶瓷业自建国以来发展过程基本上经历了两个阶段。在第一阶段(1950-1978年),日用陶瓷产品市场基本在国内,以国内市场为主,属于自产自销的市场模式。到了第二阶段(1978-2005年),日用陶瓷生产已开始步入以出口为导向的市场模式。日用陶瓷的生产方式的变迂也基本吻合于以上两个阶段(表1)。 表1 我国日用陶瓷生产方式变化比较
氧化铝陶瓷制作工艺
氧化铝陶瓷介绍 来自:中国特种陶瓷网发布时间:2005-8-3 11:51:15 氧化铝陶瓷制作工艺简介 氧化铝陶瓷目前分为高纯型与普通型两种。高纯型氧化铝陶瓷系Al2O3含量在99.9%以上的陶瓷材料,由于其烧结温度高达1650—1990℃,透射波长为1~6μm,一般制成熔融玻璃以取代铂坩埚:利用其透光性及可耐碱金属腐蚀性用作钠灯管;在电子工业中可用作集成电路基板与高频绝缘材料。普通型氧化铝陶瓷系按Al2O3含量不同分为99瓷、95瓷、90瓷、85瓷等品种,有时Al2O3含量在80%或75%者也划为普通氧化铝陶瓷系列。其中99氧化铝瓷材料用于制作高温坩埚、耐火炉管及特殊耐磨材料,如陶瓷轴承、陶瓷密封件及水阀片等;95氧化铝瓷主要用作耐腐蚀、耐磨部件;85瓷中由于常掺入部分滑石,提高了电性能与机械强度,可与钼、铌、钽等金属封接,有的用作电真空装置器件。其制作工艺如下: 一粉体制备: 郑州玉发集团是中国最大的白刚玉生产商,和中科院上海硅酸盐研究所成立玉发新材料研究中心研究生产多品种α氧化铝。专注白刚玉和煅烧α氧化铝近30年,因为专注所以专业,联系QQ2596686490,电话156390七七八八一。 将入厂的氧化铝粉按照不同的产品要求与不同成型工艺制备成粉体材料。粉体粒度在1μm?微米?以下,若制造高纯氧化铝陶瓷制品除氧化铝纯度在99.99%外,还需超细粉碎且使其粒径分布均匀。采用挤压成型或注射成型时,粉料中需引入粘结剂与可塑剂,?一般为重量比在10—30%的热塑性塑胶或树脂?有机粘结剂应与氧化铝粉体在150—200℃温度下均匀混合,以利于成型操作。采用热压工艺成型的粉体原料则不需加入粘结剂。若采用半自动或全自动干压成型,对粉体有特别的工艺要求,需要采用喷雾造粒法对粉体进行处理、使其呈现圆球状,以利于提高粉体流动性便于成型中自动充填模壁。此外,为减少粉料与模壁的摩擦,还需添加1~2%的润滑剂?如硬脂酸?及粘结剂PVA。 欲干压成型时需对粉体喷雾造粒,其中引入聚乙烯醇作为粘结剂。近年来上海某研究所开发一种水溶性石蜡用作Al2O3喷雾造粒的粘结剂,在加热情况下有很好的流动性。喷雾造粒后的粉体必须具备流动性好、密度松散,流动角摩擦温度小于30℃。颗粒级配比理想等条件,以获得较大素坯密度。 二成型方法: 氧化铝陶瓷制品成型方法有干压、注浆、挤压、冷等静压、注射、流延、热压与热等静压成型等多种方法。近几年来国内外又开发出压滤成型、直接凝固注模成型、凝胶注成型、离心注浆成型与固体自由成型等成型技术方法。不同的产品形状、尺寸、复杂造型与精度的产品需要不同的成型方法。摘其常用成型介绍: 1干压成型:氧化铝陶瓷干压成型技术仅限于形状单纯且内壁厚度超过1mm,长
陶瓷制做工艺流程
陶瓷制做工艺流程 制模 雕型(厡形阶段) 木擳土(深灰色):是一种水性土,质地较细,可做不规则的雕模 石膏(白色):质地较硬,适合作比较工整的雕模 油土(土黄色):不需保湿,常用来做poly的雕模或是厚度较薄易龟裂的浮雕。 此阶段须注意: 原型厚薄均匀,比例合理才能避免日后有开裂的问题 浮雕之深浅、角度需适中便于分片,如有利角将造成卡模。 转角要圆,避免利角造成开裂。 原型会比图稿尺寸大或高,由于每一种土因烧成温度不同都有其收缩比的关系。 陶土分类 烧成温度越高收缩比越高吸水率越低,与硬度也成正比。 分片(样品模) 利用石膏将原形翻制成模具。 此阶段须注意 为避免模线问题,分片数愈少越好,分片时也须注意每片之间隙不可过大。 若曾上过钾肥皂(是一种隔离剂)需清洗干净,以避免日后发生针孔、气泡瑕疵。包case-意指大货生产时,为复制子模所需而翻制的母模(阳模,材质为超硬石膏) 利用母模可以再重复分片,即可产出后续许多子模。 此阶段须注意: 一个母模的寿命约3年,约可制造70-80个子模。 一个子模约可生产60~80个产品。(视纹路之复杂程度而定)
由于不断的重复生产使得石膏的吸水率越来越低,故一日中,灌制泥胚的时间一件比一件长。 为避免模线粗大,包case时须注意,模具必须密合以避免泥浆由未密合之模线渗出造成模线太粗。 敲模即将模具分开。 成型-分为以下数种方式: 1、手灌浆 利用石膏模吸水特性,将接触石膏模壁面的泥浆水分吸干形成泥胚。 多用于雕型比较立体或不规则的器型 此阶段注意事项 第一次灌浆约静置25分钟,即可将泥浆倒出。 第二次灌浆之后静置时间需陆续增长,此因石膏吸水特性会因使用率的频繁而陆续降低,所以时间需再加长。一个子模一天大约可灌12个就要休息。 13英寸以上的产品壁厚约为6~7mm。一般大小的璧厚约留4mm。 灌浆时须注意模具的密合度,以避免膜线或变形的问题。 2、手工成型 分为手拉胚及手工雕塑,多用于较高级或线条较多的产品。 3、高压注浆 利用高压灌注机将泥浆由上往下冲入模具中,所需时间较短,故产量高(与手灌浆比较)。 只能用于上下开模的产品(深度不能太深)。例如:肥皂盘、餐盘。 垃圾桶、漱口杯、或其它深底的产品不适用此种方式生产。(深度不可太深) 此阶段须注意: 表面凹陷:由于脱胚时泥浆未干形成表面凹陷。 注浆缝合线-两浆汇流时的线。 4、滚压 利用不绣钢制模具,上模旋转移动将泥块滚制成型。 多用于浅口对称器型、盘子、浅口碗等。 此阶段注意事项 避免模具滚压时形成之波浪纹(泥纹)。 由于模具费用较高所以多为大量生产时才会开模。 5、冲压 利用冲压不绣钢模具机器高速冲击泥块成型。 多用于对称对象等基本器型,产量高(与手灌浆比较)。 此阶段注意事项 由于模具费用较高所以多为大量生产时才会开模。 变形:脱胚未干,或取出方式疏忽导致变形。
家庭日用陶瓷餐具的选择
家庭日用陶瓷餐具的选择 一、陶瓷分类 (一)按瓷种分。主要有日用细瓷器、日用普瓷器、日用炻瓷器、骨灰瓷器、玲珑日用瓷器、釉下(中)彩日用瓷器、日用精陶器、普通陶瓷烹调器和精细陶瓷烹调器等。除骨灰瓷外,其余产品又按外观缺陷的多少或幅度的大小分为优等品、一等品、合格品等。 (二)按花面装饰方式分。按花面特色可分为釉上彩、釉中彩、釉下彩和色釉瓷及一些未加彩的白瓷等。 釉上彩陶瓷就是用釉上陶瓷颜料制成的花纸贴在釉面上或直接以颜料绘于产品表面,再经700-850℃烤烧而成的产品。因烤烧温度没有达到釉层的熔融温度,所以花面不能沉入釉中,只能紧贴于釉层表面。如果用手触摸,制品表面有凹凸感,肉眼观察高低不平。 釉中彩陶瓷彩烧温度比釉上彩高,达到了制品釉料的熔融温度,陶瓷颜料在釉料熔融时沉入釉中,冷却后被釉层覆盖。用手触摸制品表面平滑如玻璃,无明显的凹凸感。 釉下彩陶瓷是我国一种传统的装饰方法,制品的全部彩饰都在瓷坯上进行,经施釉后高温一次烧成,这种制品和釉中彩一样,花面被釉层覆盖,表面光亮、平整,基本无高低不平的感觉。色釉瓷是在陶瓷釉料中加入一种高温色剂,使烧成后的制品釉面呈现出某种特定的颜色,如黄色、兰色、豆青色等。 白瓷通常指未经任何彩饰的陶瓷。 二、选购注意事项 (一)外观质量。消费者首先可查看产品包装箱或箱内文件所标明的产品名称和等级;其次观察产品的实际质量,因陶瓷太部分是手工制作,外观可能会有微小的瑕疵,但大体不会影响视觉即可,选购时应尽量选择表面无明显缺陷,器型规整的产品。盘、碗类产品,可将几种规格大小一样的产品叠放在一起,观察其相互间的距离,距离不匀,说明器型不规整。对单个产品可将其平放或反扣在玻璃板上,看是否与玻璃板吻合,以判断其变形大小。对瓷质产品,可托在手上,用手指轻敲口沿,若发出沙哑声,说明有裂纹存在。 (二)彩瓷产品。釉中彩、釉下彩陶瓷的表面看起来很平滑,有玻璃光泽,用手摸无明显凹凸感,观察制品表面无高低不平。而作为平时作为礼品赠品的釉上彩产品,多因手工制作,花面在表面,相对而言,光泽度没釉中釉下的好,当然价格也相对便宜.作为中低档,礼品赠品为宜. (三)使用功能。①选购微波炉用瓷具,应避免有金属装饰的产品,如带有金边,银边或用金装饰的图案或用金属丝镶嵌图案的产品。②用洗碗机洗涤的产品宜选用边缘较厚带圆弧状加强边的产品,因为这类产品在洗涤过程中不易损坏。③用盛装酸性食物的器皿,应尽量选用表面装饰图案较少的产品。④选购时还应注意图案颜色是否光亮,若不光亮,可能是烤花时温度未达到要求,此类产品的铅、镉溶出量往往较高。⑤对不放心的产品,可用食醋浸泡几小时,若发现颜色有明显变化应弃之不用。⑥对标明用于装饰的产品,不能用于盛装食物。 ⑦特别注意那些用手即可擦去图案的产品,这种产品往往铅、镉溶出量极高。 同样的骨质瓷餐具,唐山、淄博、景德镇那里的质量比较好,价格比较便宜?再就是怎么鉴别骨瓷餐具的好坏? 质量以唐山为好;但并不是说唐山的都好。要看品牌的,红玫瑰、海格雷、隆达这些最为有名;但是同一品牌也分等级的,1级、2级3级4级和等外,其中一级品最好,等外最差。品牌和质量好就意味着价格高。 骨瓷餐具的识别,可从视觉、触觉、听觉来判断。
日用陶瓷的生产流程
日用陶瓷的生产流程 日用陶瓷产品的生产过程是指从投入原料开始,一直到把陶瓷产品生产出来为止的全过程。它是劳动者利用一定的劳动工具,按照一定的方法和步骤,直接或间接地作用于劳动对象,使之成为具有使用价值的陶瓷产品的过程。在陶瓷生产过程的一些工序中,如陶瓷坯料的陈腐、坯件的自然干燥过程等。还需要借助自然力的作用。使劳动对象发生物理的或化学的变化,这时,生产过程就是劳动过程和自然过程的结合。 一般来说,陶瓷生产过程包括坯料制造、坯体成型、瓷器烧结等三个基本阶段。同时陶瓷生产过程的组成可按生产各阶段的不同作用分为生产技术准备过程、基本生产过程、辅助生产过程和生产服务过程。 一、淘泥 高岭土是烧制瓷器的最佳原料,千百年来,多少精品陶瓷都是从这些不起眼的瓷土演变而来,制瓷的第一道工序:淘泥,就是把瓷土淘成可用的瓷泥。 二、摞泥 淘好的瓷泥并不能立即使用,要将其分割开来,摞成柱状,以便于储存和拉坯用。 三、拉坯 将摞好的瓷泥放入大转盘内,通过旋转转盘,用手和拉坯工具,将瓷泥拉成瓷坯。 四、印坯
拉好的瓷坯只是一个雏形,还需要根据要做的形状选取不同的印模将瓷坯印成各种不同的形状。 五、修坯 刚印好的毛坯厚薄不均,需要通过修坯这一工序将印好的坯修刮整齐和匀称。 六、捺水 捺水是一道必不可少的工序,即用清水洗去坯上的尘土,为接下来的画坯、上釉等工序做好准备工作。 七、画坯 在坯上作画是陶瓷艺术的一大特色,画坯有好多种,有写意的、有贴好画纸勾画的,无论怎样画坯都是陶瓷工序的点睛之笔。 八、上釉 画好的瓷坯,粗糙而又呆涩,上好釉后则全然不同,光滑而又明亮:不同的上釉手法,又有全然不同的效果。 九、烧窑 千年窑火,延绵不息,经过数十道工具精雕细的瓷坯,在窑内经受千度高温的烧炼,就像一只丑小鸭行将达化一只美天鹅。此外,烧窑前即在坯体素胎上绘画,如青花、釉里红等,则称为釉里红,其特点是彩在高温釉下,永不褪色。 十、成瓷 经过几天的烧炼,窑内的瓷坯已变成了件件精美的瓷器,从打开的窑门中迫不及待地脱颖而出。 (转自https://www.360docs.net/doc/586073873.html,,转载请注明出处)
我国陶瓷行业现状、格局及前景分析报告
一、全球瓷行业概况 目前,国外瓷行业整体工业技术的智能化、自动化程度较高,采用的是较现代化的工艺技术,瓷生产专业化分工较强,有标准化、商品化的原料基地,有专业的辅助材料供应商。在开发设计上,国际知名瓷企业投入较大,设计的产品个性化强,款式新颖,品种丰富。 目前,世界知名的瓷品牌主要集中在英国、德国、日本、意大利、西班牙等,这些企业的瓷品牌知名度、产品质量和档次都较高。在审美不断变化和消费不断升级的国际背景下,国际瓷消费市场已逐渐向中高档产品市场转移,一些集艺术性、装饰性、观赏性和实用性于一体的中、高档艺术瓷正越来越受到市场的欢迎。在市场需求方面,欧洲、中东、北美和亚洲是主要的瓷需求区域。 二、我国瓷行业概况 (一)瓷业竞争格局 目前,我国已经成为世界上最大的瓷生产国,瓷制品也是我国出口创汇的主要产品之一。我国的瓷出口市场主要集中在美国、日本、国、欧盟等。 我国是世界上艺术瓷生产制造第一大国,但不是艺术瓷强国,国大多数企业只是国外知名瓷品牌企业的OEM或ODM代工厂商,产品主要以出口为主。目前全国已形成、醴陵、、宜兴、和、等几大艺术瓷产区。2011年全球艺术瓷产量为70亿件,中国产量为59.4亿件,47%的艺术瓷用于出口,是世界上公认产量最大的出口大国。中国轻工工艺品进出口商会瓷分会于2011年8月份公布的“2011年上半年全国出口艺术瓷产品企业前50名”排名中,几大产区均有企业上榜,23家企业入围,是出口最活跃的艺术瓷产区,其中独揽10家。总体而言,艺术瓷行业竞争格局正逐渐形成,行业集中度逐步提高。 (二)行业概况 艺术瓷作为瓷产业中最具创意性和成长性的子行业,与其他类别的瓷产业相比具有显著的差异,具体表现在以下几方面: (1)高延展性:艺术瓷的核心产品价值在于其文化底蕴和艺术创意。该核心价值脱离物理属性限制,因此较容易与相关行业匹配。所以,艺术瓷行业延展性丰富,通过与其他传统行业的巧妙结合,能够创造巨大的商业价值。 (2)高附加值:艺术瓷承载中国数千年瓷文化底蕴,与书法、绘画、篆刻、
日用瓷与建筑陶瓷生产工艺流程
日用瓷与建筑陶瓷生产 工艺流程 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
日用陶瓷与建筑陶瓷生产工艺流程 建筑陶瓷是指建筑物室内外装饰用的较高级的烧土制晶,它属精陶或粗瓷类。其主要品种有外墙面砖、内墙面砖、地砖、陶瓷锦砖、陶瓷壁画等。 第一节陶瓷的基本知识 一、陶瓷的概念与分类 陶瓷的生产发展经历了漫长的过程,从传统的日用陶瓷、建筑陶瓷、电瓷发展到今天的氧化物陶瓷、压电陶瓷、金属陶瓷等特种陶瓷,虽然所采用的原料不同,但其基本生产过程都遵循着“原料处理一成型—煅烧”这种传统方式,因此,陶瓷可以认为是用传统的陶瓷生产方法制成的无机多晶产品。 根据陶瓷原料杂质的含量、烧结温度高低和结构紧密程度把陶瓷制品分为陶质、瓷质、和炻质三大类。 陶质制品为多孔结构,吸水率大(低的为9%—12%,高的可达18%—22%)、表面粗糙。根据其原料杂质含量的不同及施釉状况,可将陶质制品分为粗陶和细陶,又可分为有釉和无釉。粗陶一般不施釉,建筑上常用的烧结粘土砖、瓦均为粗陶制品。细陶一般要经素烧、施釉和釉烧工艺,根据施釉状况呈白、乳白、浅绿等颜色。建筑上所用的釉面砖(内墙砖)即为此类。 瓷质制品煅烧温度较高、结构紧密,基本上不吸水,其表面均施有釉层。瓷质制品多为日用制品、美术用品等。 炻质制品介于瓷质制品和陶质制品之间,结构较陶质制品紧密,吸水率较小。炻器按其坯体的结构紧密程度,又可分为粗炻器和细炻器两种,粗炻器吸水率一般为4~/0—8%,细炻器吸水率小于2%,建筑饰面用的外墙面砖、地砖和陶瓷锦砖(马赛克)等均属粗炻器。 二、陶瓷的原料 陶瓷工业中使用的原料品种很多,从它们的来源来分,一种是天然矿物原料,一种是通过化学方法加工处理的化工原料。天然矿物原料通常可分为可塑性物料、瘠性物料、助熔物料
日用陶瓷的设计理念及应用
日用陶瓷设计理念及应用 中国书法、绘画等艺术一样,陶瓷也是中国人喜爱的艺术之一。陶瓷在中国具有几千年的悠久历史和辉煌的成就,陶瓷艺术独特的语言形态,丰富的表现力形成了它独特的审美价值。从古到今陶瓷艺术一直是人们玩赏收藏的对象。所以,现今生活中有它独特的地位,它也是我们室内设计中不可缺少的元素。 一、现代日用陶瓷设计理念 现代日用陶瓷设计是以某一功能效用为基础、把社会的、科学技术的、生产工艺的、艺术的、心理的、生理的、经济的因素综合起来,满足人们物质、精神需要的设计。 马克思说:理论是实践的先导”。只有在新的设计思想指导下,才能创造符合时代要求的现代日用陶瓷产品。我以为:现代日用陶瓷设计思想是①实用性;②现代科学性;③时代审美性;④独创性;⑤适销性;⑥经济性。它们是互相区别、又互相联系的统一体,六者缺一不可。 1、实用性: 实用是现代日用陶瓷设计的首要根据和先决条件,设计如不考虑实用,将失去设计的意义。日用陶瓷设计,首先要明确是干什么用的,怎样使用,给什么人用,要与使用对象,生活环境,生活方式,使用要求和习惯爱好联系起来,创造人们需要的物质产品。设计在具备合理的有意义的生活使用上的功能的同时,要明确我们的设计是直接作用于环境,或者说直接作用于在此环境中的人,设计的主要目的就是通过所设计的产品来使人在一定条件下受益,人们希望一件日用 陶瓷产品设计,越来越方便合理,这也正是人们形成审美观念的基础。日用陶瓷设计的成功与否取决于所设计的产品与人之间关系规律的准确性。因此,在设计时就必须充分考虑人的因素,合理地将人体工程学应用于设计中,使产品的功能设计与形态设计趋向更加合理。如直型壶把柄的设计,结构要简洁、比例要合适人手生理要求,内容设计高度一般不小于7.5CM、宽度不小于2.5CM、不大于5.5CM、把柄本身宽度为1.8CM、厚度为1CM较合适。提梁壶把柄设计,把柄的弯曲线型尽量与人手的握拿方向一致,把柄的粗细适中,操持简便、省力、舒适、转动自如。饭碗的设计,要考虑盛饭的口型、筷子的运动曲面、稳定的圈足和人嘴接触饭碗的部位
陶瓷生产工艺技术概况
陶瓷生产工艺技术概况(总17 页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
陶瓷生产工艺技术概况 第一节陶瓷生产及原料概况 陶瓷是指用粘土、石英等天然硅酸盐原料经过粉碎、成型、煅烧等过程而得到的具有一 定形状和强度的制品。主要指日常生活中常见的日用陶瓷和建筑陶瓷、电瓷等。 陶瓷的生产发展经历了漫长的过程,从传统的日用陶瓷、建筑陶瓷、电瓷发展到今天的 氧化物陶瓷、压电陶瓷、金属陶瓷等特种陶瓷,虽然所采用的原料不同,但其基本生产过程 都遵循着“原料处理一成型—煅烧”这种传统方式,因此,陶瓷可以认为是用传统的陶瓷生产方法制成的无机多晶产品。 陶瓷制品的品种繁多,它们之间的化学成分、矿物组成、物理性质、以及制造方法,常 常互相接近交错,无明显的界限,而在应用上却有很大的区别。因此很难硬性地归纳为几个 系统,详细的分类法各家说法不一,到现在国际上还没有一个统一的分类方法。整理汇编如下: 一、根据陶瓷原料杂质的含量、和结构紧密程度把陶瓷制品分为陶质、瓷质和炻质三类 1、陶质制品为多孔结构,吸水率大(低的为9%—12%,高的可达18%—22%)、表面粗糙。根据其原料杂质含量的不同及施釉状况,可将陶质制品分为粗陶和细陶,又可分为有釉 和无釉。粗陶一般不施釉,建筑上常用的烧结粘土砖、瓦均为粗陶制品。细陶一般要经素烧、施釉和釉烧工艺,根据施釉状况呈白、乳白、浅绿等颜色。建筑上所用的釉面砖(内墙砖)即为此类。 2、炻质制品介于瓷质制品和陶质制品之间,结构较陶质制品紧密,吸水率较小。炻器按其坯体的结构紧密程度,又可分为粗炻器和细炻器两种,粗炻器吸水率一般为4~/0—8%,细炻器吸水率小于2%,建筑饰面用的外墙面砖、地砖和陶瓷锦砖(马赛克)等均属粗炻器。 3、瓷质制品煅烧温度较高、结构紧密,基本上不吸水,其表面均施有釉层。瓷质制品多为日用制品、美术用品等。瓷器是陶瓷器发展的更高阶段。它的特征是坯体已完全烧结,完全玻化,因此很致密,对液体和气体都无渗透性,胎薄处星半透明,断面呈贝壳状,以舌头 去舔,感到光滑而不被粘住。 二、陶瓷可简单分为硬质瓷,软质瓷、特种瓷三大类 1、硬质瓷 (hard porcetain) 具有陶瓷器中最好的性能。用以制造高级日用器皿,电瓷、化学瓷等。我国所产的瓷器以硬质瓷为主。硬质瓷器,坯体组成熔剂量少,烧成温度 高,在1360℃以上色白质坚,呈半透明状,有好的强度,高的化学稳定性和热稳定性,又是电气的不良传导体,如电瓷、高级餐具瓷,化学用瓷,普通日用瓷等均属此类,也可叫长石釉瓷。
日用陶瓷成品、缺陷简介
日用陶瓷成品简介 贸易公司对日用陶瓷成品的验收方式 在中国经济的复苏崛起及WTO推动的作用下,中国很多城市已成为世界上赫赫有名的制造名城。也造就了众多国际贸易公司的成功。但是随着竞争的愈演愈烈很多专业的或者说产品比较单一的公司开始涉足各个行业,说白了:哪个行业赚钱他们就做,往往也能挣到钱。但是利润少之甚少,甚至仅能维持公司运行。看着兄弟公司飞速发展、一派繁荣。自己心里不由打个问号。原因很简单,他们缺乏专业知识。问题的瓶颈在于很多看似专业知识但却在大学或书本上学不到,即使书本上有也是皮毛,根本无法应对工作。据此,本人今天就简单介绍一下关于陶瓷的专业知识。以解决专业知识匮乏的贸易公司在验货时无从下手;防止奸商以次充好;帮助大家减少不必要的运行成本。 本人所指日用陶瓷包括中高温的工艺品和餐具,分为平面的和浮雕的。平面的以餐具等日用品占多数,例如:杯、碗、瓢、盆。浮雕的以工艺品或装饰品及玩具居多,例如:圣诞系列、瓶状器物表面的花纹、仿真植物或动物等装饰品。要判断陶瓷产品品质的好坏必须对其种类及生产工艺有个简单了解 不论什么造型的陶瓷产品从坯体所用材料来看分为四类:白云土的、半瓷的、全瓷的、色土。 1)全瓷的:翻看器物底部可以发现坯体发白光亮,坯体经过1200摄氏度以上高 温烧成以后已经完全瓷化,外观细腻、有金属质感。这类瓷器一般属高档品, 经得起微波炉的高温加热,其价格稍高。 2)半瓷的:虽然也经过1180-----1230度的高温烧成,但是由于半瓷的坯体所用 瓷土不同其成品的底部发黄,颜色类似于黄土的的颜色,外观暗淡无光或呈亚 光状且粗糙没有金属质感。由于半瓷土的瓷器的坯体没有完全瓷化所以这类东 西不能使用微波炉加热,高温下阔形的容易破裂,盛了液体的瓶状器物容易爆 炸。 3)白云土的:白云土的产品是经过1000度左右烧成的。其坯体颜色也是白色但 没有金属质感,粗糙程度与半瓷土的完全一样。虽然这类所谓的瓷器外观看起 来也很精美,由于其器物放置时间久了(大约三个月)容易开裂,所以在国外 一般作为一次性装饰品或玩具、餐具。例如:圣诞老人、圣诞树及圣诞用烛台 等周边饰品。价格最便宜。 4)色土:是在坯体中添加了高温色粉经过1280度以上高温所成。其坯体类似于 骨瓷的坯体,细腻纤薄,瓷化度更高。一般作为仿真器物来装饰办公桌等。例 如:偶像人物、具有象征寓意的飞禽走兽、花草树木。属高档装饰品。价格好 高。 刚才我对瓷器的坯体种类做了简单介绍,下面我再对瓷器的外表的生产工艺做个简单介绍,众多瓷器的外观看起来一样,给人的感觉都很十分精美。但是不同的外观修饰是通过不同的制作工艺来完成的。这样以来其成本有高低之分,价格也各不相同。 一般情况:在感观效果一样或造型类似的瓷器中,浮雕的产品比平面产品的价格稍高。从古至今人们对瓷器外观的处理方式大相径庭。从对其外观的处理方式我们可以把它分为以下几类:色釉、釉上彩釉下彩、特殊效果的裂纹釉及金属效果的窑变釉、结晶釉,现代工艺中还有丝网印刷的和贴花的。 先说说什么是釉?以便大家对后面内容的理解。釉------简单地说就是形成陶瓷产品表面光亮瓷质效果的无机矿物,属于结晶体。那么色釉呢?没有添加任何色粉的釉叫透明釉;
日用瓷生产技术(精简版)
日用瓷制备技术 1.原料车间:石英砂暗白色粉末洛阳伊川 2.黑矸黑灰色济源 3.小白矸 青灰色块状河北 4.熟料灰白济源博爱 5.锂长石 6.白土济源7.长石洛阳嵩县8.瓷石济源土黄色粉末有颗粒感9.叶腊石浙江10.木节土南召11. 锂瓷石江西12.干冶石济源块状13.钠长石湖南衡山14.苏州土15.熔块山东水泥色16.煅烧白滑石江西广丰县17.方解石18.高岭土 2.制秞原料:硅酸锆煅烧氧化锌大洋色料煅烧氧化铝华润色料 食用纯碱钴兰 3.设备:80米发生炉煤气日用瓷辊道窑(生产商:湖北黄冈中洲窑炉有限公司) 风机商(新乡市风机总厂) 压滤机真空练泥机(需练泥2~3次)高压泵4.成型车间:杯子:滚压——脱模——粘把——上秞 盘子:滚压——脱模——修坯——洗坯——上秞 碗:滚压——脱模——修坯——洗坯——上内秞——打色边——上外秞素坯进入窑炉时烧制时,含水率低于1% 浸秞时秞料含水率为40%,其中加有减水剂。 练泥机练出的泥料含水率为20~22% 成型产品含水率为16~18% 4.泥料制备简述:原料(球磨机)——加水搅拌成泥浆——磁选——压滤机脱水—— 练泥机(2~3次)——合格泥料(具有一定规格) 5.日用陶瓷成形工艺流程 A、滚压成形工艺流程 泥料→切泥片→压坯→带模干燥→脱模→坯体干燥→磨坯→擦水施内釉→擦外水沾外釉→取釉→扫灰检验→装匣→烧成 B、注浆成型工艺流程 泥料化浆→高位浆桶→注浆→添浆→倒出余浆→带模干燥→起坯→利假口→坯体干燥→汤釉→接把嘴→补外水→沾釉→扫灰检验→装匣→烧成 6
7.真空练泥 压滤后的坯料由人工拉到练泥车间进行真空练泥。练泥机为三轴式旋转推料真空练泥机,挤压圆筒直径320mm ,生产能力为3—4吨/小时,真空度—0.093~0.098MP 。其主要由加料部分、出料部分、真空室和传动装置组成,加料部分水平并排有两条上绞刀轴,出料部分有一条下绞刀轴,在真空室与上绞刀的末端处有一筛板。工作时,泥料由加料口加入,首先被不连续螺旋绞刀搅拌和输送,然后在连续绞刀的挤压下通过筛板进入真空室,筛板把泥料切成细小的泥条,有利于有效除去泥料中的空气。在真空室内,泥料中的空气被抽走,接着泥料进入练泥机的出泥部分。泥料在出泥部分螺旋绞刀的输送和挤压下经机头和机嘴挤出,成为具有一定的截面形状和大小的泥段。生产时投料一定要连续,否则容易造成真空制真空度不够,影响练出泥段的质量。由于生产操作上的需要,练泥时有的泥料要加入少许水,经过四到六次练泥后,泥料的水分为23.5—24.5%,其中的气泡得到排除,各组分的分布趋于均匀,结构比较致密,泥料的可塑性和干燥强度都有所提高。 8. 注浆成型 注浆成型的泥料为经过化浆后的泥料,含水率为34—36%。化浆后的泥料中还含有少量空气,在成型前,必须除去料浆中的空气,泥浆的真空处理设备如右图。当贮浆槽进浆时,通真空泵和通泥浆池的阀门都开启,通注浆池和通大气的冷门关闭,贮浆槽由真空泵抽成真空,泥浆经进浆管吸入槽内,同时混在泥浆中的空气不断被真空泵抽走,当槽内液面上升至触及液面计高液面探极时,液面计发出满料进号,通真空泵和通泥浆池阀门关闭,通大气和通注浆池阀门开启,于是空气经通空气阀门进入贮浆池内,槽内浆面与大气相通。这样,经真空处理的泥浆即可通往注浆机使用。有时,根据需要也可往贮浆槽内通往压 缩空气,使泥浆在压缩空气的压力下流出(如注浆成型)。随着泥浆不断流出,浆面逐渐降低,当液面降到低于低液面探极时,液面计发出无料信号,此时关闭通大气和通注浆机阀门,开启通真空泵和通泥浆池阀门,贮浆槽再次注浆,重复上述操作。在泥浆通进石膏模内时还要经过一道筛网。贮浆槽内有搅拌机,搅拌机搅拌泥浆可促使泥浆中的空气迅速排出,并可防止泥浆中的固体颗粒沉淀。 9.釉水的生产工艺 阀门