变径管接头及几种管螺纹的区别
变径管接头及几种管螺纹的区别
卜申
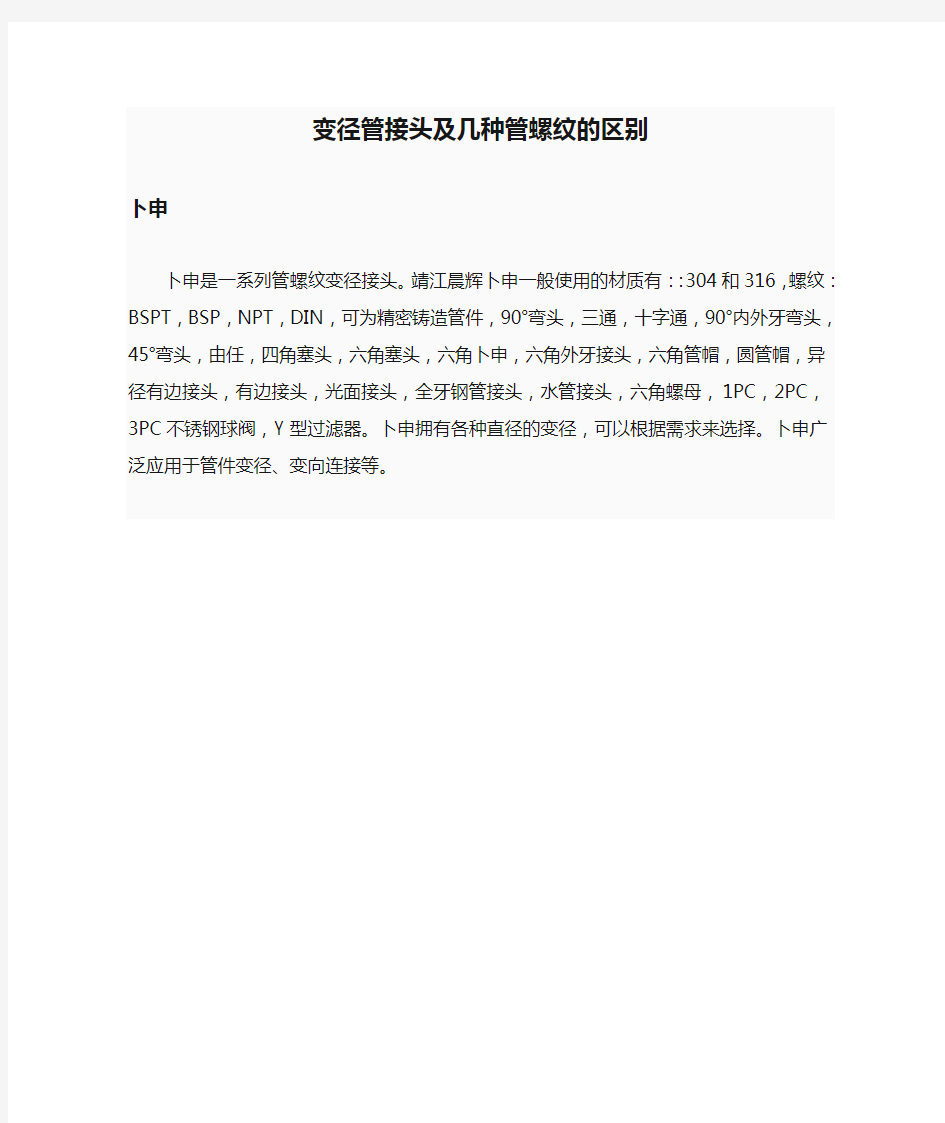
卜申是一系列管螺纹变径接头。靖江晨辉卜申一般使用的材质有::304和316,螺纹:BSPT,BSP,NPT,DIN,可为精密铸造管件,90°弯头,三通,十字通,90°内外牙弯头,45°弯头,由任,四角塞头,六角塞头,六角卜申,六角外牙接头,六角管帽,圆管帽,异径有边接头,有边接头,光面接头,全牙钢管接头,水管接头,六角螺母,1PC,2PC,3PC不锈钢球阀,Y型过滤器。卜申拥有各种直径的变径,可以根据需求来选择。卜申广泛应用于管件变径、变向连接等。
NPT 是National (American) Pipe Thread 的缩写,属於美国标准的60 度锥管螺纹,用於北美地区.
BSP为英制管螺纹总体代号,但是分为三种BSPP、BSPT和BSPF。BSPF (British Standard Pipe Fine Hand Taps)为英制细牙管螺纹;前面两者用於用于密封接合,后边一种用於一般的用于接合。
BSPP-英制圆柱管螺纹代号,只有内螺纹,相当于国内的55度圆柱(平行)管螺纹,即G
BSPT-英制圆锥管螺纹标准:指螺纹的牙型角为55°、螺纹具有1:16的锥度
G-英制非密封管螺纹
R-英制一般密封管螺纹
Rc-英制密封圆锥内螺纹
机械螺纹标注Rc Rp,R表示什么意思?p呢?
表示用螺纹密封的管螺纹特征代码,P是代表螺距
RC------圆锥内螺纹
R -------圆锥外螺纹
RP------圆柱内螺纹
它们后面的数字代表公称直径。
RC,RP,R只是代号而已,圆锥内螺纹翻译由于为Taper thread,圆锥外螺纹翻译为Male cone,
圆柱内螺纹翻译为Parallel internal thread
BSPT:英国标准管螺纹
NPT:国家(美国)标准管螺纹
英标螺纹的牙形角大多数都是55度,BSPT也是。
美标螺纹的牙形角大多数都是60度,NPT同样。
常见的管螺纹主要包括以下几种:NPT、PT、G等。
1)NPT是National(American)Pipe Thread的缩写,属于美国标准的60度椎管螺纹,用于北美地区,国标查阅GB/T12716-1991。?
2)PT(BSPT)是Pipe Thread 的缩写,是55度密封圆椎管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306-2000。国内叫法为ZG.。?
3)G是55度非螺纹密封管螺纹,属惠氏螺纹家族。标记为G代表圆柱螺纹。国标查阅GB/T7307-2001。?
公制螺纹与英制螺纹的区别:
公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示;
公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹为等腰60度牙型;
公制螺纹用公制单位(如mm),美英制螺纹用英制单位(如英寸);
“行内人”通常用“分”来称呼螺纹尺寸,一英寸等于8分,1/4英寸就是2分,以此类推。
另外还有:ISO—公制螺纹标准60度;UN—统一螺纹标准60度;API—美国石油管螺纹标准60度;W—英国惠氏螺纹标准55度;
NPT BSP螺纹技术---- NPT,PT,G螺纹的区别
NPT,PT,G各种螺纹的区别
NPT,PT,G 都是管螺纹.
NPT 是National (American) Pipe Thread 的缩写,属于美国标准的60 度锥管螺纹,用于北美地区.国家标准可查阅GB/T12716-1991
PT 是Pipe Thread 的缩写,是55 度密封圆锥管螺纹,属惠氏螺纹家族,多用于欧洲及英联邦国家.常用于水及煤气管行业,锥度规定为1:16.国家标准可查阅GB/T7306-2000
G 是55 度非螺纹密封管螺纹,属惠氏螺纹家族.标记为G 代表圆柱螺纹.国家标准可查阅GB/T7307-2001
另外螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英寸.行内人通常用分来称呼螺纹尺寸,一等于8分,1/4 ?就是2分,如此类推.G 就是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。即螺纹由一圆柱面加工而成。
ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,国标标注为Rc公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。公制螺纹用公制单位,美英制螺纹用英制单位。管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。公称直径是指所连接的管道直径,显然螺纹直径比公称直径大。1/4,1/2,1/8是英制螺纹的公称直径,单位是英寸。
管螺纹的标注中Rc与PT有什么具体区别吗?
PT 是Pipe Thread 的缩写,是55度密封圆锥管螺纹,属惠氏螺纹家族,多用于欧洲及英联邦国家.常用于水及煤气管行业,锥度规定为1:16.国家标准可查阅GB/T7306-2000。
Rc 是英制密封圆锥管螺纹,它的牙角为55度;锥度也是1:16
他们是一样的
R 圆锥外螺纹;Rc 圆锥内螺纹;Rp 圆柱内螺纹,都是螺纹密封的55°管螺纹。
G 指非螺纹密封的55°管螺纹。
NPT 指60°管螺纹。
管螺纹的R、Rc、Rp和G有什么区别
R螺纹是统称,包括Rc,Rp,R1,R2。
Rc是英制密封管螺纹、锥螺纹、内螺纹(螺纹孔)。
Rp是英制密封管螺纹、圆柱螺纹、内螺纹(螺纹孔)。
G是英制非密封管螺纹、圆柱螺纹,可以是外螺纹,可以是内螺纹。R1是与圆柱内螺纹相配合的圆锥外螺纹的特征代号
R2是与圆锥内螺纹相配合的圆锥外螺纹的特征代号
各类接头螺纹尺寸规格大全
各类接头"螺纹尺寸"介绍 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 一. 螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二. 米制普通螺纹 1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距 3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。 三. 用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1. 用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa 以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。 2.用螺纹密封的管螺纹内螺纹有圆锥、圆柱两种形式。外螺纹只有圆锥一种形式。牙型如下:锥度1:16,牙形角55°,旧螺纹标准示例:ZG3/8; 3. 标记示例: 圆锥内螺纹Rc 3/8
24度锥DIN标准接头尺寸
M DS Mutter Progressiv sk?rring Det.nr Beteckning R?r dim G?nga M d 370110043007011006300701100830070110061007011008100701101010070110121007011015100701101810070110221007011028100701103510070110421007011006200701100820070110102007011012200701101420070110162007011020200701102520070110302007011038200M-4 LL M-6 LL M-8 LL M-6 L M-8 L M-10 L M-12 L M-15 L M-18 L M-22 L M-28 L M-35 L M-42 L M-6 S M-8 S M-10 S M-12 S M-14 S M-16 S M-20 S M-25 S M-30 S M-38 S 468681012151822283542681012141620253038M 8 x 1M 10 x 1M 12 x 1M 12 x 1,5M 14 x 1,5M 16 x 1,5M 18 x 1,5M 22 x 1,5M 26 x 1,5M 30 x 2M 36 x 2M 45 x 2M 52 x 2M 14 x 1,5M 16 x 1,5M 18 x 1,5M 20 x 1,5M 22 x 1,5M 24 x 1,5M 30 x 2M 36 x 2M 42 x 2M 52 x 2468681012151822283542681012141620253038S 1012141417192227323641506017192224273036465060h 111,512,012,515,015,016,016,017,518,020,521,024,024,016,016,017,518,020,021,024,026,529,532,51 MPa = 10 bar 71d 53,04,56,04,06,08,010,012,015,019,024,030,036,04,05,07,08,010,012,016,020,025,032,0L 26,07,07,09,59,510,010,010,210,211,511,513,513,59,59,510,010,010,510,512,712,713,513,5d 45,07,59,58,110,112,314,317,320,324,330,338,045,08,110,112,314,316,318,322,927,933,041,0i 18891010111112121414161612121212141416182022t 14,05,55,57,07,07,07,07,07,57,57,510,511,07,07,07,57,58,08,510,512,013,516,0Det.nr Beteckning 70111043007011106300701110830070121061007012108100701211010070121121007012115100701211810070121221007012128100701213510070121421007012106100701210810070121101007012112100701211420070121162007012120200701212520070121302007012138200D-4 LL D-6 LL D-8 LL DS-6 L/S DS-8 L/S DS-10 L/S DS-12 L/S DS-15 L DS-18 L DS-22 L DS-28 L DS-35 L DS-42 L DS-6 L/S DS-8 L/S DS-10 L/S DS-12 L/S DS-14 S DS-16 S DS-20 S DS-25 S DS-30 S DS-38 S PDF Page Organizer - Foxit Software
直螺纹套筒接头规定
钢筋直螺纹套筒接头规定 1、适用范围 钢筋等强螺纹接头(滚轧)适用于一切抗震设防和非抗震设防的混凝土结构工程,尤其适用于要求充分发挥钢筋强度和延性的重要结构。 1.1粗直径、不同直径钢筋连接。 1.2弯折钢筋、超长水平钢筋的连接。 1.3钢筋笼的对接。 1.4两根固定钢筋之间的对接。 1.5钢结构与钢筋的连接。型钢柱与梁主筋相交时,可利用焊在钢板上的螺母连接钢筋。 2、工艺原理 钢筋等强滚轧直螺纹连接原理为:通过滚轮将钢筋端头部分压圆并一次性滚出螺纹和套筒通过螺纹连接形成的钢筋机械接头。 直螺纹接头连接有六种类型:(变径型、扩口型这里不作介绍) 2.1Ⅰ型连接(标准型接头) 用于钢筋可自由转动的场合。 利用钢筋端头相互对顶力锁定连接件。 可选用标准型或变径型连接套筒。(见图1) 2.2Ⅱ型连接(加长型接头) 用于钢筋过于长而密集,不便转动的场合。 连接套筒预先全部拧入一根钢筋的加长螺纹上,再反拧人被接钢筋的端螺纹,转动钢筋半至一圈即可锁定连接件,可选用标准型连接套筒。 2.3Ⅲ型连接(加锁母型接头) 用于钢筋完全不能转动,如弯折钢筋以及桥梁,灌注桩等钢筋笼的相互对接。将锁母和连接套筒预先拧入加长螺纹,再拧入另一根钢筋端头螺纹,用锁母锁定连接套筒。可选用标准或扩口型连接套筒加锁母(见图3)。 2.4Ⅳ型连接(正反丝扣型连接) 用于钢筋完全不能转动而要求调节钢筋内力的的场合,如施工缝、后浇带等。连接套筒带正反丝扣,可在一个旋合方向中松开或拧紧二根钢筋,应先用带正反
丝扣的连接套筒。 3、施工顺序 3.1 钢筋端部切割。 3.2钢筋端部压圆。 3.3在压圆的同时滚轧螺纹。 3.4利用连接套筒对接钢筋。 4、操作要点 4.1钢筋端部应先调直再下料,切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。 4.2滚轧机的滚轧头冷却应采用水溶性切削冷却液,不得使用油类冷却液套丝。钢筋丝纹与连接套的丝纹应完好无损,如发现丝纹表面杂制裁,应予清除。端头螺纹及套筒工艺参数见表1、表2、表3。 表1 钢筋端头螺纹滚轧加工尺寸(mm) 螺纹钢筋公称直径Φ16 Φ18 Φ20 Φ22 Φ25 Φ28 Φ32 Φ36 Φ40 螺纹代号 M17? M19? M21? M23? M26?.5 M29?.5 M33? M37? M41? 螺纹长度 22 24 26 28 30 35 40 40 45 中径 15.701 17.701 19.701 21.701 24.376 27.376 31.051 35.051 39.051 小径 14.835 16.835 18.835 20.835 23.294 26.294 29.752 33.752 37.752 表2 连接套规格尺寸(mm) 螺纹钢筋公称直径Φ16 Φ18 Φ20 Φ22 Φ25 Φ28 Φ32 Φ36 Φ40 螺纹外径 28 30 31 34 37 44 49 54 59 螺纹内径 15 17 19 21 23.5 26.5 30 34 38 接套长度 45 48 52 55 60 65 70 80 90 表3 连接套螺纹规格尺寸(mm) 螺纹钢筋公称直径Φ16 Φ18 20 Φ22 Φ25 Φ28 Φ32 Φ36 Φ40 滚轧直螺纹代号 M17 M19 M21 M23 M26 M29 M33 M37 M41 螺距 2 2 2 2 2.5 2.5 3 3 3 中径 15.701 17.701 19.701 21.701 24.376 27.376 31.051 35.051 39.051
公制螺纹接头内径与软管内径对照表
公制螺纹接头内径与软管内径对照表公制螺纹接头内径与软管内径对照表 Comparison table for inside diameter, connector with metric threads to inside diameter, conduits 公制螺纹管接头软管CONDUIT CONNECTOR WITH METRIC THREAD 标称内径 nominal 内径 Inside diameter width mm (nom.) ID 内径螺纹规格NW Inside ? nominal Thread size 标准金属螺纹聚酰胺螺纹公制metric standard metal thread polyamide thread - 07 10 6.2 M10 - 5.7 10 12 9.6 M12 8.0 - 10 12 9.6 M16 11.0 9.7 12 16 12.0 M16 11.0 13.7 17 20 16.2 M20 14.6 18.6 23 25 22.6 M25 19.0 25.7 29 32 29.0 M32 26.0 33.4 36 40 36.5 M40 32.0
42.7 48 50 47.5 M50 42.0 54.0 48 50 47.5 M63 53.0 PG 螺纹接头内径与软管内径对照表 Comparison table for inside diameter, connector with PG threads to inside diameter, conduits PG制螺纹管接头软管CONDUIT CONNECTOR WITH PG THREAD 标称内径nominal width 内径 Inside diameter mm (nom.) ID NW 内径螺纹规格 Inside ? nominal Thread size 金属螺纹metal 标准聚酰胺螺纹公制metric thread standard polyamide thread - 07 10 6.2 PG07 8.0 9.5 10 12 9.6 PG09 10.0 12.5 12 16 12.0 PG11 13.0 14.5 - - - PG13.5 14.5 16.5 17 20 16.2 PG16 17.5 22.5 23 25 22.6 PG21 22.5
钢筋直螺纹连接规范
摘要:钢筋套筒冷挤压连接是钢筋混凝土结构施工中钢筋连接的一项新技术。目前在我国已建和在建工程中都得到了广泛的运用。 关键词:钢筋套筒冷挤压施工技术 一、概述 钢筋套筒冷挤压连接是钢筋混凝土结构施工中钢筋连接的一项新技术。目前在我国已建和在建的几个大的水电工程三峡水电站、小浪底工程、公伯峡水电站、拉西瓦导流洞中都得到了广泛的运用。为了使这项新的施工技术在拉西瓦工程中得到合理的使用,下面就对钢筋套筒冷挤压技术作些简要的介绍。 1、钢筋套筒冷挤压技术的特点 (1)钢筋套筒冷挤压连接技术施工工艺简单,容易掌握。 (2)钢筋套筒冷挤压连接技术施工快,在施工中较传统的焊接方法可以节省大量的时间。 (3)钢筋套筒冷挤压连接技术较传统钢筋焊接连接施工可以降低工程成本。 (4)钢筋套筒冷挤压连接技术适用于钢筋混凝土结构中钢筋直径为φ16-φ40的带肋钢筋的径向挤压连接。 2、钢筋套筒冷挤压技术技术要求 带肋钢筋挤压连接施工中必须采用合适的挤压工艺和合理的验收标准,以确保施工的质量完全达到设计要求。具体使用该项技术时应符合《GB1499-91》、《GB13014-91》《GBJ10-89》、《GB50204-92》、《GB8162-87》、《JGJ107-96》、《YB9250-93》等规范要求。 二、钢筋套筒冷挤压连接技术材料及设备 (一)材料 1、钢筋
挤压连接的钢筋必须具有质量证明书,其表面形状、尺寸和力学性能等应符合《钢筋混凝土用热扎带肋钢筋》(GB1499-91)和《筋混凝土余热处理钢筋》(GB13024-91)标准的要求。钢筋使用前必须进行外观检查和抽取试样作力学性能试验。钢筋发生脆断和力学性能明显不正常时,尚应进行化学成份分析。钢筋在储运时,不得损坏表面标志,并按批堆放整齐,避免锈蚀和污染。 2、套筒 套筒材料采用适于压延的无缝钢管加工制成,其实测力学性能符合表1-1中的要求。套筒尺寸及偏差符合表1-2及表1-3中的要求。套筒储运时须防锈蚀和污染,验收时分批验收,存放时按不同规格分别堆放,套筒应有出厂合格证。 钢套筒材料力学性能要求表1-1 钢套筒型号及几何尺寸表表1-2 套筒尺寸的允许偏差(mm)表1-3
液压管接头标准
液压管接头标准 来源:江苏省靖江市晨辉伸缩软管有限公司-不锈钢金属接头更新时间:2010-7-27 14:22:39 一、卡套式管接头的装配(一)预装①卡套式管接头的预装的最重要的环节,直接影响到密封的可靠性。一般需要专用的预器。管径小的接头可以在台钳上进行预装。具体做法是,用一个接头作为母体,将螺母、卡套压紧到管子上可。主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等型式。笔者发现,即使是同一厂家一批货,这几种接头体上锥形孔的深度往往不相同,结果就造成了泄漏,而此问题往往被忽视。正确的做法是,管子一端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。②管子端面应平齐。管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。③预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。④预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。在进行管路连接时,再按规定的拧紧力装配。ф6-1卡套的拧紧力为64-1 15n、16фmmr 259n、ф18mm的为450n。如果在预装时卡套变形严重,会失去密封作用。(二).禁止加入密封胶等填料。有人为了取得更好密封效果,在卡套上涂上密封胶,结果密封胶被冲入液压系统中,造成液压元件阴尼孔堵塞等故障。(三).连接管路时,应使管子有足够的变形余量,避免使管子受到拉伸力。(四).连接管路时,应避免使其受到侧向力,侧向力过大会造成密封不严。(五).连接管路时,应一次性好,避免多次拆卸,否则也会使密封性能变差。卡套式管接头安装(1)按第9章要求对需要酸洗的管子应先酸洗处理;(2)按需要长度用锯床或专用切管机等机具切断管子,绝对不允许用溶断(如火焰切割)或砂轮切割;除去管端内外圆毛刺、金属切屑及污垢;除去管接头的防锈剂及污垢;同时还要保证管子圆度;(3)将螺母、卡套先后套入管子,卡套前端刃口(小径端)距管子口至少3mm,然后将管子插入接头体内锥孔,顶到为止;(4)慢慢拧紧螺母,同时转动管子直至不动时,再拧紧螺母2/3~4/3圈;(5)拆开检查卡套是否已切入管子,位置是否正确。卡套不允许有轴向移动,可稍有转动;(6)检查合格后重新旋紧螺母。二、管接头处泄漏的预防在液压系统中,无论是金属管接头,还是软管接头,都存在容易产生泄漏的问题。对于卡套式管接头,大多因管道受到较大的外力或冲击力,使卡套松动或管端面变形而造成泄漏,此时应检查卡套是否失圆、刃口有无缺损、管端是否完好以及卡套螺母的压紧程度等,同时还要消除管道外力。对于扩口式管接头,大多因扩口过度,质量不合要求或多次拆卸,致使扩口变形或裂纹等造成泄漏,此时可将前端截去重新进行扩口。如果使用公母锥顶压进行密封,其泄漏大多是由于两锥面有损伤,可用研磨砂对锥面进行研磨。在一些用“о”形圈靠端面或外径密封的场合,其泄漏原因有以下几种:“о”形圈老化或变形而造成泄漏;“о”形圈装配不到位,使两平面连接时压不平或“о”形圈被切割造成泄漏;“о”形圈未压实,弹性变形量不足而造成泄漏;“о”形圈止口槽过深而造成泄漏。对此,需重新选择外径相同和截面较粗的“о”形圈,也可将带有止口槽的密封平面进行切削或磨
管接头
管接头 [编辑本段] 管接头 (Pipe joints) 液压术语,是液压系统中连接管路或将管路装在液压元件上的零件,这是一种在流体通路中能装拆的连接件的总称。 主要包括:焊接式、卡套式和扩口式 接头附件: 包括:螺母、卡套、扩口芯子、扩口套、扩口螺母 接头种类: 端直通接头、直通接头,三通接头、弯头、带活螺母接头、铰接接头、堵头、过渡接头等 双卡套接头的组成:前卡环、后卡环、螺母 材质常用的是不锈钢和铜 公制、美制和英制螺纹标准 NPT,PT,G都是管螺纹. NPT是National (American) Pipe Thread的缩写,属于美国标准的60度锥管螺纹,用于北美地区.国家标准可查阅GB/T12716-1991 PT是Pipe Thread的缩写,是55度密封圆锥管螺纹,属惠氏螺纹家族,多用于欧洲及英联邦国家.常用于水及煤气管行业,锥度规定为1:16.国家标准可查阅G B/T7306-2000 G是55度非螺纹密封管螺纹,属惠氏螺纹家族.标记为G代表圆柱螺纹.国家标准可查阅GB/T7307-2001 另外螺纹中的1/4、1/2、1/8标记是指螺纹尺寸的直径,单位是英吋. 行内人通常用分来称呼螺纹尺寸,一吋等于8分,1/4吋就是2分,如此类推.G好像就是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。即螺纹由一圆柱面加工而成。 ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,老国标标注为Rc 公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,
公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。 公制螺纹用公制单位,美英制螺纹用英制单位。 管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。公称直径是指所连接的管道直径,显然螺纹大径比公称直径大。 1/4,1/2,1/8是英制螺纹的公称直径,单位是英寸。
常用接头标准选用方法PARKER
软管接头的确定: 确定接头的密封形式 螺纹密封 O型圈密封 配合角度或金属与金属硬密封 带O型圈的斜面
确定螺纹形式: 螺纹规:确定螺距,公制螺纹(螺距),英制螺纹(一英寸【25.4mm】长度内的牙数) 测径法:外螺纹(大径),内螺纹(小径)
一、德标软管接头: 这些接头通常是公制的,采用金属斜面硬密封或金属面带O型圈的弹性密封结构,共有超轻系列,轻系列和重系列三种形式。 密封锥面的角度要么是24°(带或不带O型圈),或者24°/60°内锥。通常通过测量接头的螺纹及钢管外径来对其进行识别。 1 .DIN超轻系列(LL): 内螺纹60°外锥与外螺纹60°紧密的结合在一起,两者都是公制直螺纹。 标准:DIN 20078-31), C0 派克外连接代号: 2 .DIN轻系列(L)及重系列(S)不带O型圈结构:
此类60°外锥接头可与24°或60°内锥相配合,三者均为公制直螺纹。 标准:DIN20078-21)已作废,尚无替代标准 轻系列外连接端的派克代号:C3,C4,C5,C6 3 .DIN24°轻系列(L)和重系列(S)带O型圈结构 外螺纹接头为公制直螺纹带24°内锥接头,内螺纹接头为公制直螺纹配24°外锥带O型圈结构 标准:ISO 12151-2/ISO 8434-1&ISO 8434-4(原DIN20078-4,5,8,9) 派克轻系列外连接型号:CA,CE,CF,D0 派克重系列外连接型号:C9,0C,1C,D2
二、英制标准管螺纹(BSP) BSP英制管螺纹接头也是采用金属斜面硬密封或金属面带O型圈的弹性密封结构,密封锥面的角度为60°。BSP英制螺纹有两种最常用的型式:英制标准直管螺纹(BSPP)和英制标准锥螺纹(BSPT)。 通过测量螺纹的大径和每英寸(25.4mm)的螺牙数来识别英制标准管螺纹。 1 .BSPP金属与金属斜面硬密封标准 标准:BS5200 派克外连接型号:92,B1,B2,B4,D9 2 .BSPP带O型圈软密封 标准:ISO 12151-62) 派克外连接型号:EA,EB,EC,EE,D9
(完整版)液压管接头尺寸对照表
液压接头标准 液压管接头—螺纹标准二 一. 螺纹的分类 1. 螺纹分内螺纹和外螺纹两种; 2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3. 按线数分单头螺纹和多头螺纹; 4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH; 5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二. 米制普通螺纹 1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,2 0表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距 公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径 M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7 M6 1 4.9 5 5.9 M27 3 23.8 24 26.7 M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6 M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6 M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5 M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5 M16 2 13.8 14 15.7 M48 5 42.5 43 47.5 M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5 M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.5 3.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。 三. 用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1. 用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。
国外常见胶管接头标准
国外常见胶管接头标准 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
胶管接头DKO-L(45 / 90) 公制内螺纹,24°锥,带O形圈 DIN2353轻系列 胶管尺寸 G mm L max mm SW mm 订货标记 通径 DN(mm) 标号 5 -3 M12×77 17 DKOL05 6 -4 M14×81 1 7 DKOL06 8 -5 M16×84 19 DKOL08 10 -6 M18×86 22 DKOL10 12 -8 M22×88 27 DKOL12 16 -10 M26×89 32 DKOL16 20 -12 M30×2 109 36 DKOL20 25 -16 M36×2 118 41 DKOL25 32 -20 M45×2 141 55 DKOL32 40 -24 M52×2 151 60 DKOL40 DKO-S(45 / 90) 公制内螺纹,24°锥,带O形圈 胶管尺寸 G mm L max mm SW mm 订货标记 通径 DN(mm) 标号 5 -3 M16×77 19 DKOS05 6 -4 M18×81 22 DKOS06 8 -5 M20×84 24 DKOS08 10 -6 M22×86 27 DKOS10 12 -8 M24×88 30 DKOS12 16 -10 M30×2 89 36 DKOS16 20 -12 M36×2 109 41/46 DKOS20 25 -16 M42×2 118 50 DKOS25 32 -20 M52×2 141 60 DKOS32 胶管接头
钢筋直螺纹接头施工方案
钢筋直螺纹接头施工方案 抚顺万科金域国际一期工程,根据设计要求,公称直径》18的钢筋接头采用滚压直螺纹连接技术。 一.基本规定:采用螺纹套筒连接的钢筋接头,其设置在同一构件中纵向受力钢筋的 接头 应相互错开。钢筋机械连接区段长度应按35d计算(d为连接钢筋中的较大直径)。在同一连接区段内有接头的受力钢筋截面积占受力钢筋总面积的百分率应符合以下规定: 1.接头宜设置在结构件受拉钢筋应力较小的部位,当需要在高应力部位 设置接头时,在同一连接区段内H级接头的接头百分率不应大于50%; I级接头的接头百分率可不受限制。 2.接头宜避开有抗震设防要求的框架的梁端、柱端箍筋加密区;当无法 避开时,应采用I级或H级接头,且接头百分率不应大于50%。 3.受拉钢筋应力较小部位或纵向受压钢筋,接头百分率可不受限制。 4.对直接承受动力荷载的结构件,接头百分率不得大于50%。 5.接头端头距钢筋弯曲点不得小于钢筋直径的10倍。 6.不同直径钢筋连接时,一次连接钢筋直径规格不宜超过二级。 二.施工准备 1.技术准备 (1)凡参与接头施工的操作人员必须参加技术培训,经考试合格后方可上2)核对有编号的布筋图纸加工单与成品数量;
(3)作好技术交底。 2?材料准备 (1)材料的品种规格必须复合设计要求。 (2)连接套应由产品合格证,两边螺纹孔应有保护套,套筒表面应有规格标 记。 3?主要机具:切割机、钢筋滚压直螺纹成形机、普通扳手、量规(牙形规、环规、塞规)。 4?作业条件: (1)钢筋端头螺纹已加工完毕,检查合格,且已具备现场钢筋连接条件;(2)?钢筋连接用的套筒已检查合格,进入现场挂牌且整齐码放。 (3)布筋图及施工穿筋顺序等已进行技术交底。 三.施工工艺 1?钢筋滚压直螺纹连接工艺流程: 钢筋切割一滚压螺纹—丝头检查一>保护帽—现场丝接 A 套筒加工,保护 ----------- 2?操作工艺: 钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成形。钢筋通过滚压螺纹,螺纹底部的钢筋没有被切削掉,而是被挤压出来,加大了原有直径。 (1)加工要求:
直螺纹套筒连接的技术规范要求
直螺纹套筒规范 一、施工准备 1、材料准备: 钢筋应具有出厂合格证和力学性能检验报告,所有检验结果,均应符合现行规范的规定和设计要求。连接套筒应有出厂合格证,一般为低合金钢或优质炭素结构钢,其抗拉承载力标准值应大于、等于被连接钢筋的受拉承载力标准值的1.20倍,套筒长为钢筋直径的二倍,套筒应有保护盖,保护盖上应注明套筒的规格。套筒在运输、储存过程中,要防止锈蚀和沾污,套筒的尺寸偏差及精度要求见表1。 表1:套筒尺寸偏差及精度要求 套筒直径D 外径允许偏差长度允许偏差螺纹精度 ≤50±0.5±0.56H/GB197-81 >50 ±0.01D±0.56H/GB197-81 套筒出场质量检验要求见表2 表2:套筒出厂质量检验要求 序号检验 项目 量具名称检验要求 1 外观 质量 目测表面应无裂纹和影响接头质量的其它缺陷 2 外型 尺寸 卡尺或专 用量规 长度及外径应满足图纸要求 3 螺纹 尺寸 通端螺纹 赛规 能顺利连接套筒并达到旋合长度止端螺纹赛规赛规允许 从套筒两端部分旋合,旋入量不应超过3P 常用连接套筒有四种形式,分别是标准型套筒、正反丝扣型套筒、变径型套筒、可调型套筒。标准型套筒主要用于相同直径可转动钢筋的连接;正反丝扣型套筒用于两端钢筋不能转动但至少有一根钢筋可以轴向移动的钢筋连接,如拐铁钢筋的施工;变径型套筒用于不同直径钢筋的连接;可调型套筒用于两端不能转动的钢筋连接,也可用于拐铁处钢筋连接。当两端钢筋轴向位置不能移动时,只能使用此种拉头形式,如在两个预制大型混凝土结构连接施工中的钢筋对接。 2.2技术准备: 在进行钢筋翻样时,应综合考虑以下几个问题: 1)滚压直螺纹接头的混凝土保护层厚度应满足现行国家标准《混凝土结构设计规范》中受力钢筋保护层最小厚度的要求,且不得小于15nmm。 2)受力钢筋滚压直螺纹接头位置应相互错开。在任一接头中心至长度为钢筋直径的35倍的区段内,有接头的受力钢筋截面面积占钢筋总截面面积的百分率,应符合下列规定: a、受拉区的受力钢筋接头百分率不宜超过50%, b、接头宜避开有抗震设防要求的框架的梁端和柱端的箍筋加密区;当无法避开时,接头的百分率不应超过50%。 c、受压区和装配式构件中钢筋受力较小部位,接头百分率可不受限制。 3)根据待连接钢筋的实际情况,选择好套筒的型号、丝扣的方向,并及时调整因在下料、加工丝头、随机切断抽验检验而切短了的钢筋。 2.3 人员准备
直螺纹连接标准
直螺纹套筒规格 1、主要施工方法 工艺流程:下料、平头→剥肋滚压螺纹→丝头检验→利用套筒连接→接头检验→完成 接头施工 1)切割下料 对端部不直的钢筋要预先调直,按规程要求,切口的端面应与轴线垂直,不得有马蹄形或挠曲,因此刀片式切断机和氧气吹割都无法满足加工精度要求,通长只有采用砂轮切割机,按配料长度逐根进行切割。 2)加工丝头
a、丝头的加工过程是:将待加工钢筋夹持在设备的台钳上,开动机器,扳动给进装置,动力头向前移动,开始剥肋滚压螺纹,等滚压到调定位置后,设备自动停机并反转,将钢筋端部退出动力头,扳动进给装置将设备复位,钢筋丝头即加工完成。 b、加工丝头时,应采用水溶性切削液,当气温低于0℃时,应掺入15~20%亚硝酸钠。严禁用机油作切削液或不加切削液加工丝头。 c、丝头加工长度为标准型套筒长度的1/2,其公差为+2P(P为螺距)。 d、操作工人应按下表的要求检查丝头的加工质量,每加工10个丝头用通、止环规检查一次。 2、质量控制 工程中应用滚压直螺纹接头时,技术合作单位提供有效的型式检验报告。 钢筋连接作业开始前及施工过程中,应对每批进场钢筋进行接头连接工艺检验,工艺检验应符合下列要求: 每种规格的钢筋连接接头试件不应少于三根; 接头试件的钢筋母材应进行抗拉强度检验; 现场检验应进行拧紧力矩检验和单向拉伸强度试验。施工中要注重对切割下料、螺纹加工的外观检查验收工作。严格把好自检、交接检和专职检验的过程控制关。 用力矩扳手按规定的接头拧紧力矩值抽检接头的施工质量。抽检数量为:梁、柱构件按接头数的15%,且每个构件的接头抽检数不得少于一个接头;基础、墙、扳构件,每100个接头作为一个验收批,不足100个也作为一个验收批,每批抽检3个接头。抽检的接头应全部合格,如有一个接头不合格,则该验收批应逐个检查并拧紧。
变径管接头及几种管螺纹的区别
变径管接头及几种管螺纹的区别 卜申 卜申是一系列管螺纹变径接头。靖江晨辉卜申一般使用的材质有::304和316,螺纹:BSPT,BSP,NPT,DIN,可为精密铸造管件,90°弯头,三通,十字通,90°内外牙弯头,45°弯头,由任,四角塞头,六角塞头,六角卜申,六角外牙接头,六角管帽,圆管帽,异径有边接头,有边接头,光面接头,全牙钢管接头,水管接头,六角螺母,1PC,2PC,3PC不锈钢球阀,Y型过滤器。卜申拥有各种直径的变径,可以根据需求来选择。卜申广泛应用于管件变径、变向连接等。
NPT 是National (American) Pipe Thread 的缩写,属於美国标准的60 度锥管螺纹,用於北美地区. BSP为英制管螺纹总体代号,但是分为三种BSPP、BSPT和BSPF。BSPF (British Standard Pipe Fine Hand Taps)为英制细牙管螺纹;前面两者用於用于密封接合,后边一种用於一般的用于接合。 BSPP-英制圆柱管螺纹代号,只有内螺纹,相当于国内的55度圆柱(平行)管螺纹,即G BSPT-英制圆锥管螺纹标准:指螺纹的牙型角为55°、螺纹具有1:16的锥度 G-英制非密封管螺纹 R-英制一般密封管螺纹 Rc-英制密封圆锥内螺纹 机械螺纹标注Rc Rp,R表示什么意思?p呢? 表示用螺纹密封的管螺纹特征代码,P是代表螺距 RC------圆锥内螺纹 R -------圆锥外螺纹 RP------圆柱内螺纹 它们后面的数字代表公称直径。 RC,RP,R只是代号而已,圆锥内螺纹翻译由于为Taper thread,圆锥外螺纹翻译为Male cone, 圆柱内螺纹翻译为Parallel internal thread BSPT:英国标准管螺纹 NPT:国家(美国)标准管螺纹 英标螺纹的牙形角大多数都是55度,BSPT也是。 美标螺纹的牙形角大多数都是60度,NPT同样。 常见的管螺纹主要包括以下几种:NPT、PT、G等。 1)NPT是National(American)Pipe Thread的缩写,属于美国标准的60度椎管螺纹,用于北美地区,国标查阅GB/T12716-1991。? 2)PT(BSPT)是Pipe Thread 的缩写,是55度密封圆椎管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306-2000。国内叫法为ZG.。? 3)G是55度非螺纹密封管螺纹,属惠氏螺纹家族。标记为G代表圆柱螺纹。国标查阅GB/T7307-2001。?
钢筋接头直螺纹连接施工工艺
钢筋接头直螺纹连接施工工艺
14钢筋接头直螺纹连接施工工艺标准 14.1 总则 14.1.1适用范围 本标准适用于工业与民用建筑承受动荷作用及各抗震等级的钢筋混凝土结构中直径为20~50mm的HRB335、HRB400级(Ⅱ、Ⅲ级)钢筋的连接,尤其适用于要求发挥钢筋强度和延性的重要结构。 钢筋接头直螺纹连接包括钢筋冷镦直螺纹连接、钢筋滚压直螺纹连接以及钢筋荆肋滚压直螺纹连接三种。因钢筋冷镦直螺纹连接目前已很少采用,在此不作介绍。 14.1.2编制参考标准及规范 《钢筋混凝土用热轧带肋钢筋》(GB 1499); 《钢筋混凝土用余热处理钢筋》(GB 13014); 《钢筋等强度剁肋滚压直螺纹连接技术规程》(Q/YJ 16—2001); 《钢筋机械连接通用技术规程》(JGJ 107--2003); 套筒与锁母材料应采用优质碳素结构钢或合金结构钢,其材质应符合GB 699规定。 14.2术语 14.2.1钢筋滚压螺纹 根据钢筋规格选取相应的滚丝轮,装在专用的滚丝机上,将以压圆端头的钢筋由尾端卡盘的通孔中插入至滚丝轮的引导部分并夹紧钢筋,然后开动电动机,在电动机旋转的驱动下,钢筋轴向自动悬进,
即可滚压出螺纹来。 14.2.2钢筋螺纹保护 把钢筋端部加工好的螺纹套上塑料保护套,以免损坏螺纹或被污物污染。 14.2.3钢筋亲|肋滚压螺纹 使用钢筋剥肋滚压直螺纹机将待连接钢筋的端头加工成螺纹。14.2.4钢筋丝头质量抽检 对自检合格的丝头进行的抽样检验。 14.2.5连接套筒 用以连接钢筋并有与丝头螺纹相对应内螺纹的连接件。 14.2.6锁母 锁定连接套筒与钢筋丝头相对位置的螺母。 14.3基本规定 14.3.1采用螺纹套筒连接的钢筋接头,其设置在同一构件中纵向受力钢筋的接头相互错开。钢筋机械连接区段长度应按35d计算(d 为被连接钢筋中的较大直径)。在同一连接区段内有接头的受力钢筋截面面积占受力钢筋总截面面积的百分率(以下筒称百分率),应符合下列规定: (1)接头宜设置在结构构件受拉钢筋应力较小部位,当需要在高应力部位设置接头时,在同一连接区段内Ⅱ级接头的接头百分率不应大于50%;I级接头的接头百分率可不受限制。 (2)接头宜避开有抗震设防要求的框架的粱端、柱端箍筋加密
常用管接头介绍及对比
常用管接头介绍及对比 這是一種乾密封螺紋;是用於輸送燃油的國內錐管螺紋,既可用於外螺紋端接頭,也可用於內螺紋端接頭。NPTF 外螺紋可與NPTF、NPSF或NPSM內螺紋配合。NPTF管接頭與BSPT管接頭類似但不可互相換,大多數尺寸螺紋的 螺距不同併且牙型角是60°,而BSPT螺紋的牙型角是55°。 JIC37°錐角內螺紋接頭 說明: 37°錐角(JIC)汽車工程師協會(SAE)規定37°錐角或錐座可用於高壓液壓管路。這類管接頭通常稱為JIC管接頭。 JIC外螺紋是直紋只能和JIC內螺紋配合,JIC外螺紋是直螺紋,並具有37°錐座面,JIC內螺紋也是直螺紋,並具有37° 錐座面。其密封在37°錐座面處形成,某些尺寸的螺紋與SAE45°錐角螺紋相同,應仔細測量錐角以進行區分。 SAE 45°錐角外螺紋接頭 說明:
SAE(45°錐角)這是用於具有45°錐角或錐座的管接頭的術語。軟銅管通常採用這種接頭,因為該材料易於加工成 45°角。這種管接頭適用於低壓應用場合-例如用於燃油管路和制冷管路。 SAE 45°錐角外螺紋只能和SAE 45°錐角內螺紋配合。SAE外螺紋是直螺紋並具有45°錐座面。 而SAE內螺紋也是直螺紋,並具有45°錐座面。其密封在45°錐座面處形成。某些尺寸的螺紋與SEA 37°錐角螺紋相同 。應仔細測量錐角以進行區行。 O形圈端面密封外螺紋接頭 說明: O形圈端密封外螺紋只能和O形圈端面密封內螺紋配合,外螺紋是直螺紋帶O形圈;內螺紋是直螺紋帶密封端面 ,外螺紋在O形圈處密封,而內螺紋在密封端面處密封。
O形圏法蘭-SAE J518 說明: SAE J518SAE 61型和62型四螺栓分離式法蘭通常在世界範圍內廣泛應用於連接泵與馬達。 此處有三種例外情況; 1. 倍乘系數-10,不是SAE標準尺寸,但在北美以外地區卻應用很普遍 2. 卡特彼勒式法蘭,具有一個較厚的法蘭頭(表中尺寸"C"),其外徑與SAE 62型法蘭外徑一樣大。 3. Poclain法蘭,其與SAE法蘭根本不同。 O形圈平面密封固定型外螺紋接頭 說明:
钢筋直螺纹接头质量标准范本
编号:QC/RE-KA8631 钢筋直螺纹接头质量标准范本 In the collective, in order to make all behaviors have rules and regulations, all people abide by the unified norms, so that each group can play the highest role and create the maximum value. (管理规范示范文本) 编订:________________________ 审批:________________________ 工作单位:________________________
钢筋直螺纹接头质量标准范本 使用指南:本管理规范文件适合在集体中为使所有行为都有章可偱,所有人都共同遵守统一的规范,最终创造高效公平公开的的环境,使每个小组发挥的作用最高值与创造的价值最大化。文件可用word 任意修改,可根据自己的情况编辑。 钢筋直螺纹接头质量标准 1主控项目 ⑴钢筋的品种、规格必须符合设计要求,质量符合国家现行《钢筋混凝土用热轧带肋钢筋》(GB1499)和《钢筋混凝土用余热处理钢筋》(GB13014)标准的要求。 ⑵套筒与锁母材质应符合GB699规定,且应有质量检验单和合格证,几何尺寸要符合要求。 ⑶连接钢筋时,应检查螺纹加工检验记录。
⑷钢筋接头形式检验: 钢筋螺纹接头的形式检验应符合现行行业标准《钢筋机械连接通用技术规程》JGJ107中的各项规定。 ⑸钢筋连接工程开始前及施工过程中,应对每批进场钢筋和接头进行工艺检验: ①、每种规格钢筋接头试件不应少于3根。 ②、钢筋母材抗拉强度试件不应少于3根,且应取自接头试件的同一根钢筋。 ③、接头试件应达到现行行业标准《钢筋机械连接通用技术规程》JGJ107中相应等级的强度要求,计算钢筋实际抗拉强度时,应采用钢筋的实际横截面积计
直螺纹接头规范
直螺纹接头规范
钢筋等强度剥肋滚压直螺纹连接质量控制 一、特点 1、接头强度高:螺纹牙型好,精度高,不存在虚假螺纹;连接质量稳定可靠,对中性好,连接强度高,100%发挥钢筋强度,能达到《钢筋机械连接通用技术规程》(JGJ-107-2003)中A级接头标准。 2、连接速度快:操作简单,加工工序少;螺纹加工提前制作,现场装配作业,施工便捷,连接时将套筒套在钢筋上用普通扳手拧紧即可,大大降低了劳动强度和施工人员的疲劳度,节约时间。 二、钢筋滚压直螺纹连接工艺流程: 钢筋滚压直螺纹连接,采用专门的滚压机床,对钢筋端部进行滚压,一次成型直螺纹,工艺流程如下: 钢筋原材端面平头剥肋滚压螺纹丝头质量检验加保护套施工现场利用套筒连接。 三. 钢筋直螺纹丝头加工及检验: (一)、加工前准备: 1、凡参与接头施工的操作工人,技术管理和质量管理人员,均应参加技术培训;操作工人应经考核合格后持证上岗。 2、连接所用的钢筋要有产品出厂合格证,产品性能检测报告,以及材料进场复验报告;连接套筒要采用优质碳素结构或其它经型式检验确定符合要求的钢材,且材料表面应光洁,不允许有严重锈蚀、油脂等质量缺陷,合格的材料是保证工程质量的前提条件。 3、进场钢筋端头的切割质量都比较粗糙,端面翘曲不平,不能直接用于连接,需要先调直后再下料,一般宜采用砂轮切割机或其它专用切断设备,严禁气割,以确保钢筋待连接端面平头,平头的目的是让钢筋端面与母材轴线方向垂直,不得有马蹄形或挠曲,并使钢筋连接端面之间充分接触。 4、厂家提供套筒应有产品合格证,且套筒的规格、品种型号必须符合设计要求,两端螺纹孔应有保护盖,套筒表面应有规格标记;套筒进场时要检查其规格、型号,套筒的内螺纹圈数、螺距、齿高,螺纹有无破损、歪斜、不全、