fanuc系统硬件连接图

说明:
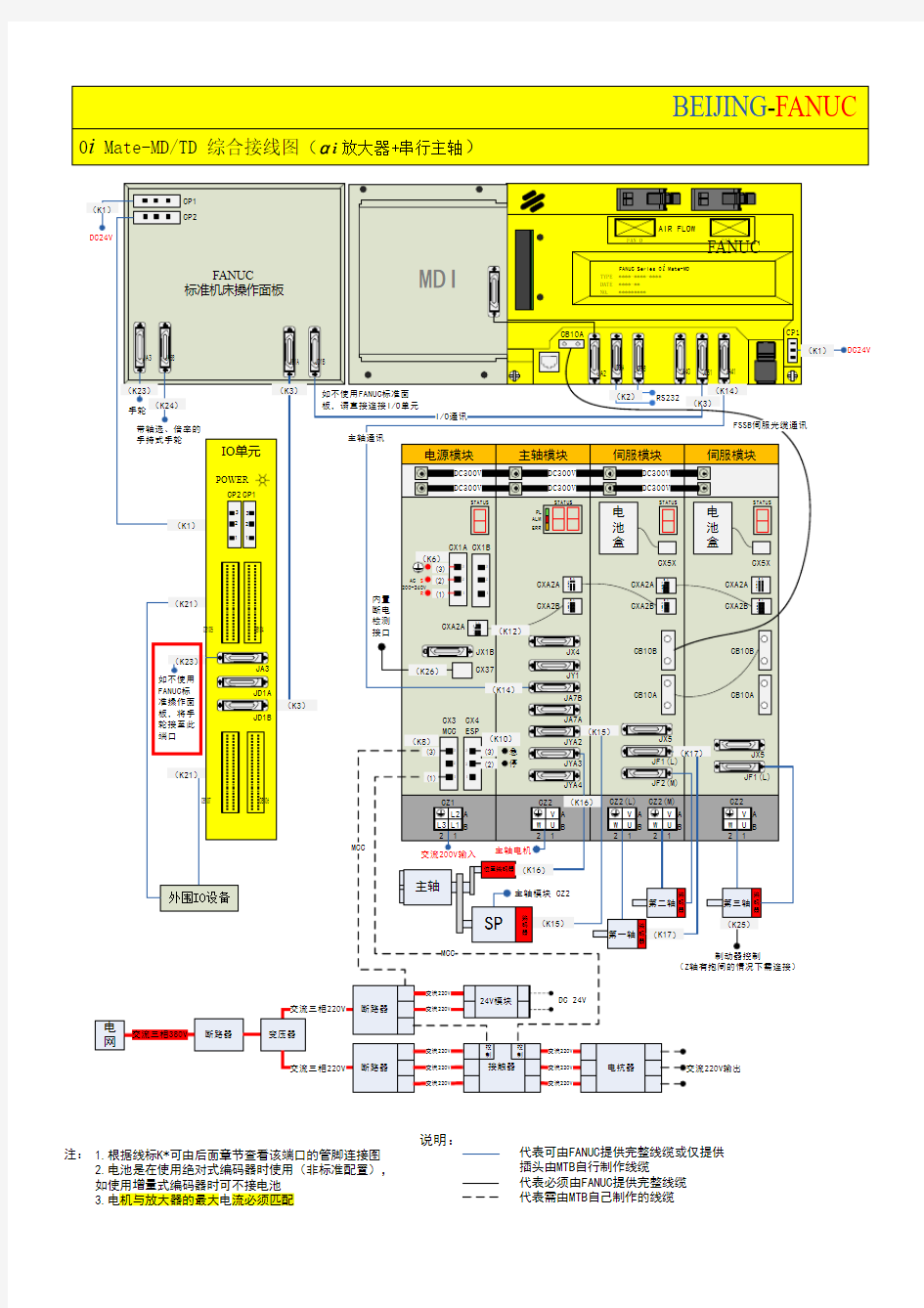
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
综合接线图(i
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
DC24V
i
i i
position
coder
24V
24V
接近开关
制动插脚
,
制动插脚
i 电源
i 电源
FANUC硬件系统连接
内容提要 第一节:硬件连接 简要介绍了0IC/0I MateC得系统与各外部设备(输入电源,放大器,I/O 等)之间得总体连接,放大器(αi 系列电源模块,主轴模块,伺服模块,βis 系列放大器,βiSVPM)之间得连接以及与电源,电机等得连接,与RS232C 设备得连接.最后介绍了存储卡得使用方法(数据备份,DNC 加工等). ?第一节硬件连接 目前北京FANUC出厂得0iC/0i—Mate—C包括加工中心/铣床用得0IMC/0i- 机,放大器就是一体型( SVPM),下面详细介绍基本调试步骤。 l 核对 按照订货清单与装箱单仔细清点实物就是否正确,就是否有遗漏、缺少等如果不一致,请立即与FANUC联系. 2 硬件安装与连接 1)在机床不通电得情况下,按照电气设计图纸将CRT/MDI单元,CNC主机箱,伺服放大器,I/O板,机床操作面板,伺服电机安装到正确位置。 ?2)基本电缆连接。(详细说明请参照硬件连接说明书)
说明:根据不同得机床配置,可能有些不同。 如:机床操作面板,I/O卡,I/O Link轴有些可能没有. 由上述图中可以瞧到,硬件连接比OiB简单得多了. 3)总体连接介绍 如下图所示:
注意: (1)FSSB光缆一般接在左边插口. (2)风扇,电池,软键,MDI等在系统出厂时候都已经连接好,不好改动,但可以检查就是否在运输过程中有松动得地方,如果有,则需要重新连接牢固,一般出 现异常现象。 (3)伺服检测口[CA69],不需要连接。 (4)电源线可能有两个插头,一个为+24V输入(左),另一个为+24输出(右).具体接线为(1—24V,2-0V,3-地线),注意正负极性不要搞错.(5)RS232接口就是与电脑接口得连接线,一共有连个接口。一般接左边,右边(232-2口)为备用接口。如果不与电脑连接,可不接此线(使用存储卡就可 以替代232口),而且传输速度与安全性都要比232口优越。 (6)串行主轴/编码器得连接,如果使用FANUC得主轴放大器,这个接口就是连接放大器得指令线,如果主轴使用得就是变频器(指令线由JA40模拟主轴接口 连接),则这里连接主轴位置编码器.对于车床一般都要连接编码器,如果就 是FANUC得主轴放大器,则编码器连接到主轴放大器得JYA3,注意这两种接 法得信号线就是不同得,参照下图:
FANUC_0i-D_数控系统基本连接
实验三 FANUC Oi-D数控系统基本连接 一.实验目的 1.了解数控系统的各基本单元。 2.了解数控系统的硬件连接。 二.实验内容 1.FANUC 0i MateD数控系统基本组成与连接。 2.电气图形符号、部件功能。 3.电气控制原理与对应的操作过程。 三.实验设备 1.FANUC 0i Mate-TD数控车床。 2.万用表、十字/一字螺丝刀(中、小型各一套) 四.实验要点 1.数控车系统组成、电气关系。 2.数控车床伺服控制系统的组成与连接。 3.机床各电气控制部件实体与电气图形符号对应关系等。 五.实验具体要求 1.在进行实物识别时,最好不要给机床及数控系统上电。只有在需 要验证控制过程及各控制部件的响应状态时,才给机床和系统上电,并告知小组其他同学,此时不要触碰任何电气控制部件,避免意外触电。 2.对机床进行基本操作,观察与验证各控制部件的工作过程与状态。 六.相关知识与技能 FANUC Oi-D系统可控制4个进给轴和一个伺服主轴(或变频主轴)。 它包括基本控制单元、伺服放大器、伺服电机等。 FANUC 0i Mate-D系统可控制3个进给轴和1个伺服主轴(或变频主轴
)。它包括基本控制单元、伺服放大器、伺服电机和外置I/O模块。 1.FANUC 0i Mate TD数控车实训电控柜 2.FANUC 0i D/0i Mate D 控制单元接口图
上图为0i-MD系统控制单元背板连接布置图,各连接器接口作用见下表: 3.FANUC Oi/0i MateD整个系统间的部件连接
4.FANUC I/O LINK连接(1) 0i Mate 用I/0 单元 (2) 0i 用I/0 单元
FANUC硬件系统连接
内容提要 第一节:硬件连接 简要介绍了0IC/0I Mate C的系统与各外部设备(输入电源,放大器,I/O 等)之间的总体连接,放大器(αi 系列电源模块,主轴模块,伺服模块,βis 系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C 设备的连接。最后介绍了存储卡的使用方法(数据备份,DNC 加工等)。
第一节硬件连接 目前北京FANUC出厂的0iC/0i-Mate-C包括加工中心/铣床用的0IMC/0i-Mate-MC 和车床 放大器是一体型( SVPM),下面详细介绍基本调试步骤。 l 核对 按照订货清单和装箱单仔细清点实物是否正确,是否有遗漏、缺少等如果不一致,请立即和FANUC联系。 2 硬件安装和连接 1)在机床不通电的情况下,按照电气设计图纸将CRT/MDI单元,CNC主机箱,伺服放大器,I/O板,机床操作面板,伺服电机安装到正确位置。 2)基本电缆连接。(详细说明请参照硬件连接说明书) 说明:根据不同的机床配置,可能有些不同。 如:机床操作面板,I/O卡,I/O Link轴有些可能没有。 由上述图中可以看到,硬件连接比OiB简单得多了。 3)总体连接介绍 如下图所示:
注意: (1)FSSB光缆一般接在左边插口。 (2)风扇,电池,软键,MDI等在系统出厂时候都已经连接好,不好改动,但可以检查是否在运输过程中有松动的地方,如果有,则需要重新连接牢固,一般 出现异常现象。 (3)伺服检测口[CA69],不需要连接。 (4)电源线可能有两个插头,一个为+24V输入(左),另一个为+24输出(右)。 具体接线为(1-24V,2-0V,3-地线),注意正负极性不要搞错。 (5)RS232接口是和电脑接口的连接线,一共有连个接口。一般接左边,右边(232-2口)为备用接口。如果不和电脑连接,可不接此线(使用存储卡就可以替 代232口),而且传输速度和安全性都要比232口优越。 (6)串行主轴/编码器的连接,如果使用FANUC的主轴放大器,这个接口是连接放大器的指令线,如果主轴使用的是变频器(指令线由JA40模拟主轴接口连接), 则这里连接主轴位置编码器。对于车床一般都要连接编码器,如果是FANUC 的主轴放大器,则编码器连接到主轴放大器的JYA3,注意这两种接法的信号 线是不同的,参照下图:
FANUC硬件系统连接
F A N U C硬件系统连接 The manuscript was revised on the evening of 2021
内容提要 第一节:硬件连接 简要介绍了0IC/0I Mate C的系统与各外部设备(输入电源,放大器,I/O 等)之间的总体连接,放大器(αi 系列电源模块,主轴模块,伺服模块,βis 系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C 设备的连接。最后介绍了存储卡的使用方法(数据备份,DNC 加工等)。
第一节硬件连接 目前北京FANUC出厂的0iC/0i-Mate-C包括加工中心/铣床用的0IMC/0i-Mate-MC 和车床用的0iTC/ 0i-Mate-TC,各系统一般配置如下: 系统型号用于机床放大器电机 0iC 最多4 轴0iMC 加工中心,铣床αi 系列的放大器αi,αIs 系列0iTC 车床αi 系列的放大器αi,αIs 系列 0i Mate C 最多3 轴0i Mate MC 加工中心,铣床βi 系列的放大器βi, βIs 系列0i Mate TC 车床βi 系列的放大器βi, βIs 系列 注意:对于βi系列,如果没有主轴电机,伺服放大器是单轴型(SV U),如果包括王轴电机,放大器是一体型( SVPM),下面详细介绍基本调试步骤。 l 核对 按照订货清单和装箱单仔细清点实物是否正确,是否有遗漏、缺少等如果不一致,请立即和FANUC联系。 2 硬件安装和连接 1)在机床不通电的情况下,按照电气设计图纸将CRT/MDI单元,CNC主机箱,伺服放大器,I/O板,机床操作面板,伺服电机安装到正确位置。 2)基本电缆连接。(详细说明请参照硬件连接说明书) 说明:根据不同的机床配置,可能有些不同。 如:机床操作面板,I/O卡,I/O Link轴有些可能没有。 由上述图中可以看到,硬件连接比OiB简单得多了。
FANUC硬件连接
控制单元结构
正面
LCD
存储卡接口
软键
反面
图
FANUC 0i D/0i mate D 系统接口图
系统各端子的功能如表 1-2-1: 端 口 号 COP10A CD38A CA122 JA2 JD36A/JD36B JA40 JD51A JA41 用 途
伺服 FSSB 总线接口,此口为光缆口 以太网接口 系统软键信号接口 系统 MDI 键盘接口 RS-232-C 串行接口 1/2 模拟主轴信号接口/高速跳转信号接口 I/O link 总线接口 串行主轴接口(到驱动器 JA7B)/ 主轴独立
编码器接口(模拟主轴) CP1 3、FANUC 伺服控制单元及 FSSB 总线 系统电源输入(DC24V)
(1) 、FANUC 伺服系统的构成 如果说 CNC 控制系统是数控机床的大脑和中枢,那么伺服和主轴驱动就是数控 机床的四肢,他们是大脑的执行机构。 FANUC 驱动部分从硬件结构上分,主要有下面四个组成部分:
(a)轴卡---就是我们在介绍系统接口时,接光缆的那块 PCB 板,在现今的全数字 伺服控制中,都已经将伺服控制的调节方式、数学模型甚至脉宽调制以软件的形式 融入系统软件中,而硬件支撑采用专用的 CPU 或 DSP 等,这些部件最终集成在轴控 制卡。轴卡的主要作用是速度控制与位置控制。如图
图
轴卡
(b)放大器---接收轴卡(通过光缆)输入的光信号转换为脉宽调制信号,经过前级 发达驱动 IGBT 模块输出电机电流。如图 1-2-3