双面沉头抽芯铆钉技术要求

5.1.1 结构和外形尺寸
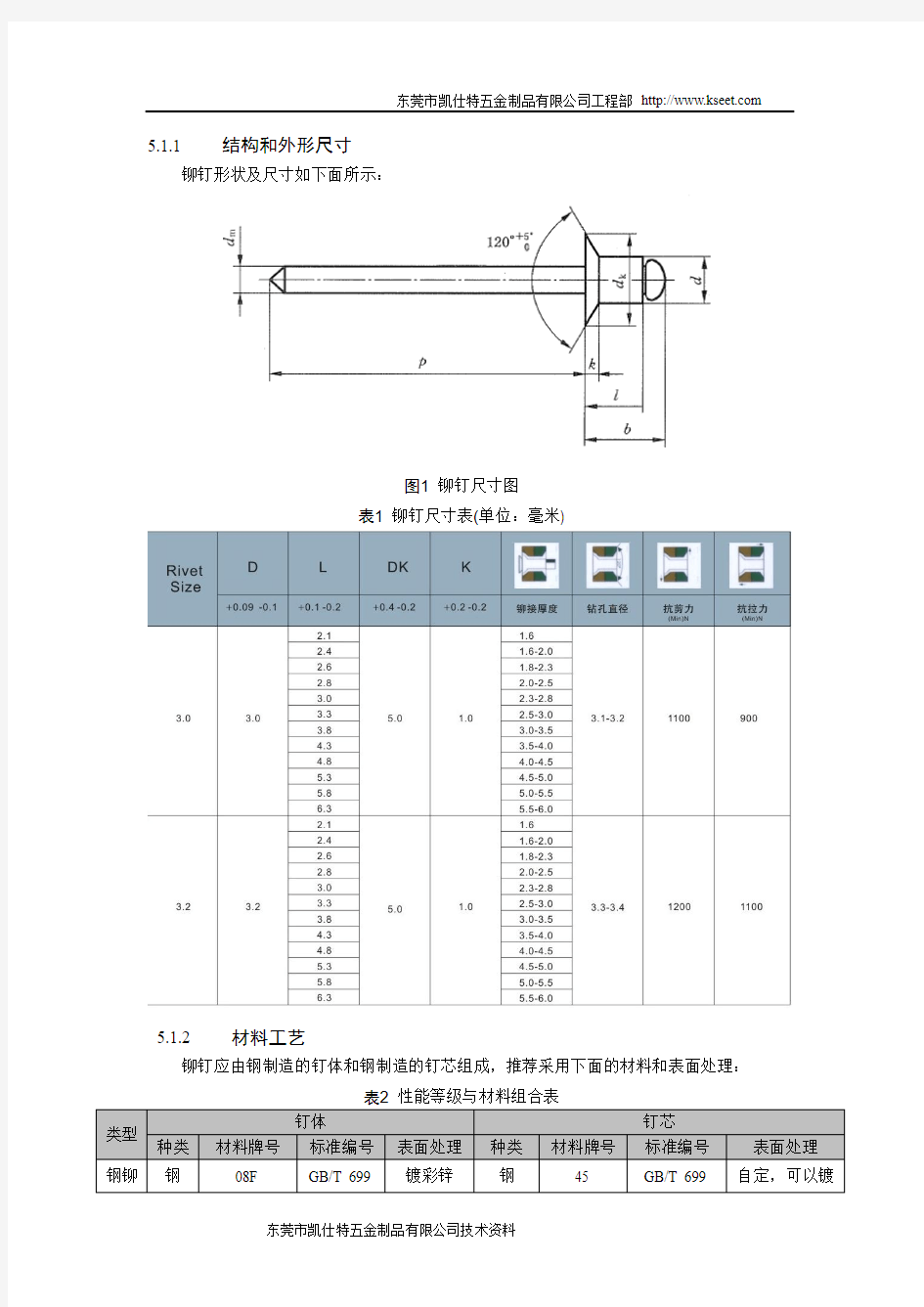
铆钉形状及尺寸如下面所示:
图1铆钉尺寸图
表1铆钉尺寸表(单位:毫米)
5.1.2 材料工艺
铆钉应由钢制造的钉体和钢制造的钉芯组成,推荐采用下面的材料和表面处理:
铆钉体表面镀彩锌,最小镀层厚度应不小于5μm,镀层厚度应在铆钉体头部进行测量;
5.1.3 使用要求
表3使用要求
铆完后,铆钉沉头侧不允许凸起;总铆接厚度为1.6mm背面凸起不得超过0.3mm,总铆接厚度大于等于1.8mm背面要求平,局部凸起不得超过0.2mm。
5.1.4 表面质量
铆钉表面不允许有毛刺和有影响使用的圆钝、飞边、碰伤、条痕、浮锈等有害缺陷,并有完整的头、杆形状;铆接后,铆钉钉芯不允许留在铆钉内或产品内,铆钉钉体表面不允许出现裂纹等缺陷。
5.1.5 使用环境
本产品要求在-55℃~90℃高低温条件下能正常使用。
5.1.6 环保要求
满足客户采购物料环保规范的相关要求。
5.2 性能要求及检验方法
5.2.1 耐腐蚀性
镀彩锌铆钉必须符合电镀锌质量要求耐蚀性要求。
5.2.2 机械性能
参照GB/T 3098.18的测试方法,铆钉的最小剪切载荷、最小拉力载荷、最大钉芯断裂载荷、最小钉芯拆卸力应符合下面要求:
5.2.3 铆接性能
1.铆接后,当放大5倍目测检查时,铆钉不应有开裂的痕迹;
2.铆接后钉芯被拉断,钉芯的头部自动脱落。
3.铆接后的铆钉体背面的膨胀直径D要求不小于Φ3.9mm,以确保拉铆后铆钉体满足强度性能要求;
图2铆接后铆钉体膨胀尺寸图
5.3 铆接工艺
1.铆接后,需检查钉芯头部是否全部脱落,如发现未脱落,需用工具将钉芯头部敲落;
2.为获得更好的铆接效果,未拉铆前板材沉孔背面局部凸起高度应低于0.1mm,必要时可采用压平工艺;
3.为获得更好的铆接效果,在两板并齐准备拉铆时最好采用夹具(如钳子等)将两板压紧后再拉;
4.如需喷涂时,铆钉体除应该喷有塑粉的位置外其他位置需要喷涂保护或者喷完后做一下处理,保证表面光滑;
5.被铆接件的铆接孔要求如下:
图3开口型双面沉头抽芯铆钉铆接孔示意图
表5开口型双面沉头抽芯铆钉铆接孔尺寸表(单位:毫米)
对于一些装配困难的场景,为了方便装配时铆钉的对中,可以仅在铆钉插入一侧的被铆接件上加工大于上述规定的孔径,但不得大于3.5mm。
图4加大的铆接孔示意图
6 检验规则
本检验规则适用于出料检验,其检验应符合生产公司质量部门的规定。对于未规定的产品采用批次检验的方式,检验方法采用GB2828逐批检验中一次抽样方案。
7 说明
供求双方有技术上的分歧时,以本技术要求作为仲裁。
双面沉头抽芯铆钉技术要求
5.1.1 结构和外形尺寸 铆钉形状及尺寸如下面所示: 图1铆钉尺寸图 表1铆钉尺寸表(单位:毫米) 严k 120 i2o-+r Rivet Size 期提厚塩抗拉力 2J 2.4 2.6 28 1C 3.3 3@ 43 4.8 5.3 58 6.3 2J 2,4 26 2H 3(0 3.3 3.8 5.5- 6.0 900 1100 D DK 1 0.09 -0.1I 0.4 -0.2站孔直径 1a6-2.0 18=2 3 2g£ 2.3-2.8 2,5^3.0 3,1-3.2 1100 3.03.5 3.5- 4.0 4 0-4.5 4 5-5,0 5.0-5.5 1.6- 2.0 l.fl-2.3 2^2.5 2.3-2.S 2.5- 3.0 3.O-3.5 3.5- 4.0 4.0-4.5 4.5- 5.0 5.0-5.5 5.5- 6.0 (Uin^l
5.1.2 材料工艺 铆钉应由钢制造的钉体和钢制造的钉芯组成,推荐采用下面的材料和表面处理: 表2性能等级与材料组合表 铆钉体表面镀彩锌,最小镀层厚度应不小于5卩m,镀层厚度应在铆钉体头部进行测量; 5.1.3 使用要求 表3使用要求 铆完后,铆钉沉头侧不允许凸起;总铆接厚度为 1.6mm背面凸起不得超过0.3mm,总铆 接厚度大于等于1.8mm背面要求平,局部凸起不得超过0.2mm。 5.1.4 表面质量 铆钉表面不允许有毛刺和有影响使用的圆钝、飞边、碰伤、条痕、浮锈等有害缺陷,并有完整的头、杆形状;铆接后,铆钉钉芯不允许留在铆钉内或产品内,铆钉钉体表面不允许 出现裂纹等缺陷。 5.1.5 使用环境 本产品要求在-55C?90C高低温条件下能正常使用。 5.1.6 环保要求 满足客户采购物料环保规范的相关要求。 5.2性能要求及检验方法 5.2.1 耐腐蚀性 镀彩锌铆钉必须符合电镀锌质量要求耐蚀性要求。
紧固件大全以及美制英制德标对照表
紧固件规格标准——GB标准 档圈 锥销锁紧档圈 GB 883-86 螺钉锁紧档圈 GB 884-86 带锁圈的螺钉锁紧档圈 GB 885-86 轴肩档圈 GB 886-86 螺钉紧固轴端档圈 GB 891-86 螺栓紧固轴端档圈 GB 892-86 孔用弹性档圈-A型 GB 893.1-86 孔用弹性档圈-B型 GB 893.2-86 轴用弹性档圈-A型 GB 894.1-86 轴用弹性档圈-B型 GB 894.2-86 孔用钢丝档圈 GB 895.1-86 轴用钢丝档圈 GB 895.2-86 开口档圈 GB 896-86 钢丝锁圈 GB 921-86 夹紧档圈 GB 960-86 自攻螺钉 十字槽盘头自攻螺钉 GB 845-85 十字槽沉头自攻螺钉 GB 846-85 十字槽半沉头自攻螺钉 GB 847-85 开槽盘头自攻螺钉 GB 5282-85 塑料滚花头螺钉 GB 840-88 开槽球面圆柱头轴位螺钉 GB 946-88 开槽球面大圆柱头螺钉 GB 947-88 开槽沉头不脱出螺钉 GB 948-88 开槽半沉头不脱出螺钉 GB 949-88 内六角花形盘头螺钉 GB 2672-86 内六角花形沉头螺钉 GB 2673-86 内六角花形半沉头螺钉 GB 2674-86 内六角圆柱头轴肩螺钉 GB 5281-85 内六角花形圆柱头螺钉-4.8级 GB 6190-86 内六角花形圆柱头螺钉-8.8和10.9级 GB 6191-86 精密机械用紧固件十字槽螺钉 GB /T 13806.1-92 十字槽半沉头螺钉 GB /T 820-2000 方头平端紧定螺钉 GB 821-88 十字槽圆柱头螺钉 GB /T 822-2000 十字槽小盘头螺钉 GB 823-88 吊环螺钉 GB 825-88 开槽盘头定位螺钉 GB 828-88 开槽圆柱端定位螺钉 GB 829-88 开槽圆柱头轴位螺钉 GB 830-88 开槽无头轴位螺钉 GB 831-88 开槽带孔球面圆柱头螺钉 GB 832-88
铆钉国标码
铆钉 GB 109-1986平头铆钉 GB 116-1986铆钉技术条件 GB 827-1986标牌铆钉 GB 863.1-1986半圆头铆钉(粗制) GB 863.2-1986小半圆头铆钉(粗制) GB 864-1986平锥头铆钉(粗制) GB 865-1986沉头铆钉(粗制) GB 866-1986半沉头铆钉(粗制) GB 867-1986半圆头铆钉 GB 868-1986平锥头铆钉 GB 869-1986沉头铆钉 GB 870-1986半沉头铆钉 GB 871-1986扁圆头铆钉 GB 872-1986扁平头铆钉 GB 873-1986扁圆头半空心铆钉 GB 874-1986120°沉头半空心铆钉 GB 875-1986偏平头半空心铆钉 GB 876-1986空心铆钉 GB 975-1986管状铆钉 GB 1011-1986大扁圆头铆钉 GB 1012-1985120°半沉头铆钉 GB 1012-1986120°半沉头铆钉 GB 1013-1986平锥头半空心铆钉 GB 1014-1986大扁圆头半空心铆钉 GB 1015-1986沉头半空心铆钉 GB 1016-1986无头铆钉 GB 12619-1990抽芯铆钉技术条件 GBT 12615-1990封闭型扁圆头抽芯铆钉 GBT 12616-1990封闭型沉头抽芯铆钉 GBT 12617-1990开口型沉头抽芯铆钉 GBT 12618-1990开口型扁圆头抽芯铆钉 GBT 15855.1-1995扁圆头击芯铆钉 GBT 15855.2-1995沉头击芯铆钉 GBT 15855.3-1995击芯铆钉技术条件 本文版权所属标准件之都网,如需转载、摘编或以其它方式使用本文内容,请在授权范围内使用,并标注“来源:标准件之都”
抽芯铆钉知识大全
抽芯铆钉知识大全 目录 1规格2性能等级标准等3分类4开口型扁圆头抽…5大帽沿不锈钢抽… 规格 通常规格有2.4 3.2 4 4.8 5 6.4 五个系列. 钉芯长度为11个系列6-8--8.5--9.5--11--12--12.5--13--14.5--15.5--16--18--21 国内单数的多国外一般是双数 市场长度为22---25----30----40 不锈钢材料 3.2直径的目前技术可以做到16mm长(前几天在外看到有厂家已经在做 3.2*20mm的了,国外有做到28mm 长不过没见过.) 4 直径的可以做到25mm长 4.8 直径的可以做到40mm长不过通常不怎么用,30mm的用的也是比较少的. 6.4直径的和4.8的差不多可以做到40mm长 封闭型扁圆头抽芯铆钉(GB12615)市场长度的可以增加 5.5 6 长度. 拉丝铆钉目前一般为 4.8*10/14 6.4*14/16/19 拉丝铆钉海马乐克钉为 6.4*14/17/19/21 海马乐克钉 单/双鼓/多鼓尺寸和一般铆钉差不多 性能等级标准等 性能等级分为06 08 10 11 12 15 20 21 22 23 30 40 41 50 51 共15个等级. 开口型抽芯铆钉按头部形状分沉头和平圆头两种。其中,性能等级为10级和11级的开口型抽芯铆钉应用较为广泛。2006年国家标准委修订发布了GB/T 12617.1-2006《开口型沉头抽芯铆钉10、11级》和GB/T 12618.1-2006《开口型平圆头抽芯铆钉10、11级》两项关于10、11级开口型抽芯铆钉的国家标准。该两项新标准,分别采用ISO15978:2002和ISO15977:2002国际标准,于2006年7月5日发布,于2006年12月1日正式实施。 实施后分别代替GB/T 12617-1990《开口型沉头抽芯铆钉》和GB/T 12618-1990《开口型扁圆头抽芯铆钉》两项旧标准。 一、标准版本的变化 原GB/T 12617和GB/T 12618两项关于开口型抽芯铆钉的产品标准首次发布于1990年,本次为第一次修订。 修订后的新标准将按铆钉的机械性能等级分几个部分发布。众所周知,铆钉的性能等级共设06、08、10、11、12、15、20、21、22、23、30、40、41、50和51等15个级别。到目前为止,GB/T 12617标准已发布五个部分,GB/T 12618标准已发布了六个部分,涵盖了10、11、12、20、21、22、30、40、41、51等10个性能等级。GB/T 12617和GB/T 12618标准的发布情况 本次修订,标准结构也发生了变化。1990年版标准分为范围、引用标准、尺寸、技术条件、标记共五章。其中,“技术条件”一章全部引用了原GB/T12619-1990《抽芯铆钉技术条件》标准。由于GB/T12619标准已被修订为GB/T3098.19-2004《紧固件机械性能抽芯铆钉》,因此,2006年版新标准将开口型抽芯铆钉产品标准的结构统一调整为范围、规范性引用文件、尺寸、材料组合与表面处理、机械性能、工作质量、验收检查、标志与包装、标记共八章。具体给出了各性能等级的开口型抽芯铆钉的规格尺寸、材料、机械性能等,便于标准的贯彻实施。 二、GB/T 12617.1标准的变化 GB/T 12617.1-2006《开口型沉头抽芯铆钉10、11级》分为范围、规范性引用文件、尺寸、材料组合与表面处理、机械性能、工作质量以及验收检查、标志与包装、标记共八章和一个附录(资料性附录),规定了钉体直径为2.4mm~5mm、钉体材料为铝合金(AlA)、钉芯材料为钢(St)、性能等级为10级和11级的开口型沉头抽芯铆钉的机械特性和应用数据。与旧版本GB/T 12617-1990《开口型沉头抽芯铆钉》相比,主要有以下变化:
铆钉规格_标准
序号品种名称与标准号规格范围技术条件或材料 1 半圆头铆钉* GB867—86 0.6—16 按GB116—86规定: 碳素钢: A.不经处理; B.镀锌钝化 不锈钢: A.不经处理 铜及其合金: A.不经处理; B.钝化 铝及其合金: A.不经处理; B.阳极氧化 2 半圆头铆钉(粗制)* GB863.1—86 12—36 3 小半圆头铆钉(粗制)* GB863.2—86 10—36 4 平锥头铆钉* GB868—86 2—16 5 平锥头铆钉(粗制) GB864—86 12—36 6 沉头铆钉* GB869—86 1—16 7 沉头铆钉(粗制) GB865—86 12—36 8 半沉头铆钉 GB870—86 1—16 9 半沉头铆钉(粗制) GB866—86 12—36 10 120o沉头螺钉 GB954—86 1.2—8 11 120o半沉头螺钉 GB1012—86 3—6 12 平头铆钉* GB109—86 2—10 13 扁平头铆钉 GB872—86 1.2—10 14 扁圆头铆钉 GB871—86 1.2—10 按GB116—86规定: 碳素钢: A.不经处理; B.镀锌钝化
不锈钢: A.不经处理铜及其合金: A.不经处理; B.钝化 铝及其合金: A.不经处理; B.阳极氧化 15 大扁圆头铆钉 GB1011—86 2—8 16 扁圆头半空心铆钉* GB873—86 1.2—10 17 大扁圆头半空心铆钉 GB1014—86 2—8 18 扁平头半空心铆钉 GB875—86 1.2—10 19 平锥头半空心铆钉 GB1013—86 1.4—10 20 .. GB1015—86 1.4—10 21 120o沉头半空心铆钉 GB874—86 1.2—8 22 无头铆钉 GB1016—86 1.4—10 23 空心铆钉* GB876—86 1.4—6 24 管状铆钉 GB975—86 0.7—20 按GB116—86规定: 碳素钢: A.不经处理; B.镀锌钝化 不锈钢: A.不经处理 铜及其合金: A.不经处理; B.钝化 C.镀锡 D.镀银 25 标牌铆钉* 1.6—5 同序号14相同
实心铆钉用途
实心钏钉:利用自身形变或过盈连接被钏接件的零件。 实心钏钉一般为铝、铜、铁等材质,表面处理为镀白锌。使用钏钉对连接件实行的一种刚性连接,是不可拆卸的。小型钏钉可以冷钏,大型钏钉就是在红热状态下热钏O实心钏钉可广泛用于刀具、文具账册、锁具、头盔汽车五金箱包、童车、汽车离合器钢片、摩托车配件及家用电器类。 空心钏钉:需用钏钉机(设备)钏接,钏接后背面是翻口的,贴合平面的钏钉。 空心钏钉由中空钏钉本体和钏钉心轴构成,中空钏钉本体由轴部和该轴部一端的凸缘构成;将心轴一端上形成的头部插入到与钏钉本体的凸缘相反侧的钏钉本体轴部端部的位置,使心轴轴部从小直径的断裂部分开始断裂而进行强力拉伸,使钏钉本体轴部发生扩径而变形,由这变形轴部部分和凸缘对面板等被安装构件进行安装。空心钏钉重量轻,钉头弱,用于随载荷不大的非金属材料的钏接场合。 什么是空心铆钉?空心铆钉有哪些用途? 什么是空心铆钉?空心铆钉有哪些用途?空心铆钉的英文是hollow rivet ,空心铆钉在半空心铆钉的基础
上将沉空一直加工到头部,由于重量轻,钉头弱,用于随载荷不大的非金属材料的铆接场合。 空心铆钉的用途,空心铆钉通常用于服饰,鞋类等行业,实心需要再次铆接,用于重工件联结,常为不可拆结构,半空心铆钉应用最为广泛,束口(线径尾部较小)钉使用硬质线材制造,能不需预孔穿透 0.5mm厚度内的钢板,铆钉不能弯曲变形,广泛应用在密码箱,旅行箱和军用箱包上面,中空钉(半空心铆钉)则使用软线制造,一般要求铆开后不能开裂,有很多种类型,目前对一些玩具上面的轴已经开始大面积使用半空心钉或子母钉替代,能大幅降低生产成本。抽芯铆钉和击芯铆钉则多用于较为薄软材料的铆接,一般要求不严格,制造用材通常用塑性较好的材料生产。半空心铆钉主要用于随载荷不大的铆接场 我们公司致力于为用户提供专业铆接系统解决 方案,供应空心铆钉,抽芯铆钉,铆螺母,压铆螺母,拉
常用铆螺母、铆钉规格表
平头铆螺母 (FLAT HEAD RIVET NUTS) 产品规格铆接厚度铆后长度 D Dk±0.3K ±0.2L±0.3 SIZE t h(参考)N· M3M3 5.0 4.97.00.88.50.5~1.5 5.0 N· M4M4 6.0 5.99.00.811.00.5~1.5 6.0 N· M5M57.0 6.910.0 1.013.00.5~2.07.0 12.00.5~1.57.0 N· M6M69.08.912.7 1.5 15.00.5~2.09.0 N· M8M811.010.915.0 1.517.00.8~2.510.5 19.80.8~3.012.5 N·M10M1013.012.917.0 1.8 22.80.8~3.013.5 N·M12M1215.014.918.0 1.822.50.8~3.013.5材质:钢、铝、不锈钢。 MATERIAL :STEEL、ALUMINIUM、STAINLESS STEEL。
平头柱纹铆螺母 (FLAT HEAD KNURLED RIVET NUTS) 产品规格铆接厚度铆后长度 SIZE D Dk ± 0.3K± 0.2L±0.3 t h(参考) NR· M4M4 6.0 5.99.00.811.00.5~1.5 6.0 7.0 6.910.0 1.013.00.5~2.07.0 NR· M5M5 7.67.510.2 1.014.00.5~2.07.5 NR· M6M69.08.912.7 1.515.00.5~2.09.0 NR· M8M811.010.915.0 1.517.00.8~2.510.5 19.80.8~3.012.5 NR· M10M1013.012.917.0 1.8 22.80.8~3.013.5 NR· M12M1215.014.919.0 1.822.50.8~3.013.5材质:钢、铝、不锈钢。
紧固件术语
手工焊接manual welding 焊接螺柱weld studs 双头螺柱double end studs 等长双头螺柱double end studs (clamping type) 六角头螺栓hexagon head bolt 六角头精配螺栓(长螺纹)hexagon fitted bolts, long thread 六角头精配螺栓(短螺纹)hexagon fitted bolts, short thread 平垫圈组合件washer assemblies with plain washers 弹簧垫圈组合件single coil spring lock washer assemblies 外锯齿锁紧垫圈组合serrated lock washer external teeth assemblies 六角头头部带孔螺栓hexagon bolts with wire holes on head 细牙螺纹fine pitch thread 全螺纹full thread 六角头螺杆带孔螺栓hexagon bolts with split pin hole on shank 六角头头部带十字槽螺栓cross recessed hexagon bolts with indentation 六角头头部带内六角花形螺栓hexagon lobular socket 六角法兰面螺栓hexagon bolts with flange 六角法兰面螺栓-加大系列hexagon flange bolts—Heavy series 活节螺栓eye bolt 大半圆头方颈螺栓(马车螺栓) cup head square neck bolts with large head; mushroom head square neck bolts (carriage bolts) 小方头螺栓square head bolts with small head T型方颈螺栓T-head bolts with square neck T型双接头螺栓T-head bolts with double nip 十字槽盘头螺钉pan head screws with cross recess 十字槽球面中柱头螺钉screws, cross recessed, thin raised cheese head 十字槽120°半沉头螺钉screws, cross recessed, 120° raised countersunk head 内六角花形盘头螺钉hexalobular socket pan head screws 内六角圆柱头螺钉hexagon socket head cap screws 开槽圆柱头螺钉slotted cheese head screws 开槽平端紧定螺钉slotted sit screws with flat point 开槽锥端紧定螺钉slotted set screws with cone point 开槽盘头螺钉slotted pan head screws 开槽凹端紧定螺钉slotted set with cup point 滚花平头螺钉knurled thumb screws thin type 自攻螺钉和平垫圈组合件tapping screw and washer assemblies with plain washers 螺栓bolt 螺钉screw 十字槽盘头螺钉cross recessed pan head screw 外锯齿锁紧垫圈serrated lock washer external teeth assemblies 锁紧垫圈sealing washers 锥形锁紧垫圈组合件countersunk serrated external toothed lock washer assemblies 锥形锯齿锁紧垫圈countersunk serrated external toothed lock washers 十字槽半沉头螺钉
常用紧固件采购规范
表单编号:****
图1 六角头螺栓基本尺寸标记代号常见螺母基本尺寸标注代号(如下图2)及其含义: 图中:e:对角宽度; D:螺纹基本大径(公称直径); m:螺母高度; m':扳拧高度; s:对边宽度。 图2 六角螺母尺寸标记代号常见螺纹标记示例及其含义(如下图3): 图3 普通螺纹标记示例及其含义
各标准关于产品尺寸标注有不同要求,以国标GB/T 1237-2000为例,规定如下: 完整标记: 紧固件的完整标记形式如下图4: 图4 紧固件完整标记 标记简化原则: .1类别(名称)标准年代号及其前面的“-”允许全部或部分省略。年代号的标准应以现行标准为准。 .2标记中的“-”允许全部或部分省略;标记中“其他直径或特性”前面的“×”允许省略。但省略后不应导致对标记的误解,一般以空格代替。 .3当产品标准中只规定一种产品型式、性能等级或硬度或材料、产品等级、扳拧型式及表面处理时,允许全部或部分省略。 .4当产品标准中规定两种及其以上的产品型式、性能等级或硬度或材料、产品等级、扳拧型式及表面处理时,应规定可以省略其中的一种,并在产品标准的标记示例中给出 省略后的简化标记。 标记示例: 外螺纹件: .1螺纹规格d=M12、公称长度l=80mm、性能等级为级、表面氧化、产品等级为A级的六角头螺栓的标记: 螺栓 GB/T 5782—2000-M12× (完整标记) .2螺纹规格d=M12、公称长度l=80mm、性能等级为级、表面氧化、产品等级为A级、的六角头螺栓的标记: 螺栓 GB/T 5782 M12×80 (简化标记) .3螺纹规格d=M6、公称长度l=6mm、长度z=4mm、性能等级为33H级、表面氧化的开槽盘头定位螺钉的标记: 螺钉 GB/T 828—1988-M6×6×4-33H-O (完整标记) .4螺纹规格D=M6、公称长度l=6mm、长度z=4mm、性能等级为14H级不经表面处理的开槽盘头定位螺钉的标记: 螺钉 GB/T 828 M6×6×4 (简化标记) 内螺纹件:
抽芯铆钉规格
现有的抽芯铆钉大类可分为 1.普通开口抽芯铆钉 开口型沉头(平头)抽芯铆钉 2. 封闭型抽芯铆钉(也叫防水铆钉) 封闭型沉头抽芯铆钉 主要材料为铝,铁,不锈钢,铜. 3.) 结构型铆钉结构型铆钉与普通铆钉最大的区别除了有很高的强度外,一个最典型的特征就是钉芯在铆接完毕后是锁在铆体里不松动的.很多人可能会觉得普通铆钉在铆接完毕后钉芯也是有保留在铆体里,但事实上它是松动的.而结构型铆钉讲究一个钉芯保持力( mandrel retetion load ) ? c.结构型铆钉(structural rivet )包括很多种,如外锁拉丝铆钉(monobolt),海马钉(hemlok), .单鼓型铆钉(Avinox , Avibulb ) ,内锁拉丝铆钉( interlok, megna-lok ),钢双鼓型铆钉和不锈钢双鼓型铆钉(Stavex), 双锁铆钉(Hucklok) , 宝马铆钉(BOM).等等 .这些结构型铆钉主要用于汽车,铁路,航空. 还有为市场需要产品,如: 开口型拉花铆钉, 单,双鼓铆钉,海马钉,轻乐铆钉, 一般尺寸规格有:使用拉钉机拉力值: 直径3/3.2的为 4.5--5.5 (bar / kg) 直径 4 的为 6 ---7 (bar / kg) 直径 4.8的为7.5--8 (bar / kg) 直径 6/6.4的为 9--10 (bar / kg) 抽芯铆钉规格中3.2*9mm代表什么意思?3.2是什么?9又代表什么? 3.2----抽芯铆钉管部外径。 9----抽芯铆钉管部(不含盘头)长度。 用这个铆钉时,应钻孔径约3.3毫米,可连接板厚在5-6毫米
建筑门窗国家标准
建筑门窗标准、规范、图集目录 依据《中华人民共和国着作权法》的有关规定,对建筑门窗所涉及到相关现行国家标准、规范、图集,本书只列名录和编号供参考,不涉及具体内容。一、建筑设计: JGJ 26-2010 民用建筑节能设计标准(节选) GB 50176-1993 民用建筑热工设计规范(节选) GB 50189-2005 公共建筑节能设计标准(节选) JGJ 26-2010严寒和寒冷地区居住建筑节能设计标准(节选) GJG 176-2009 公共建筑节能改造技术规程 JGJ 129-2000 既有采暖居住建筑节能改造技术规程(节选) GB/T 5823-2008 建筑门窗术语 GB/T 5824-2008 建筑门窗洞口尺寸系列 GB/T 5825-1986 建筑门窗扇开、关方向和开、关面的标志符号 JG/T3041-97 平开、推拉彩色涂层钢板门窗 JG/T3051-1998 PVC塑料地弹簧门 二、基础和检测方法 JGJ 205-2010 建筑门窗工程检测技术规程 GB/T 7106-2008 建筑外门窗气密、水密、抗风压性能分级及检测方法 GB/T 8484-2008 建筑外门窗保温性能分级及检测方法 GB/T 8485-2008 建筑门窗空气声隔声性能分级及检测方法 GB/T 9158-1988 建筑用窗承受机械力的检测方法 GB/T 11976-2008 建筑外窗采光性能分级及检测方法 GB/T 22632-2008 门扇抗硬物撞击性能检测方法 GB/T 22635-2008 门扇湿度影响稳定性检测方法 GB/T 22636-2008 门扇尺寸、直角度和平面度检测方法 JG/T 192-2006 建筑门窗反复启闭性能检测方法 JG/T 211-20087 建筑外窗气密、水密、抗风压性能现场检测方法
紧固件标准精选(最新)
紧固件标准精选(最新) G2《GB2-2001 紧固件:外螺纹零件的末端》 G10《GB/T 10-2013 沉头方颈螺栓》 G11《GB/T 11-2013 沉头带榫螺栓》 G12《GB/T 12-2013 圆头方颈螺栓》 G13《GB/T 13-2013 圆头带榫螺栓》 G14《GB/T 14-2013 扁圆头方颈螺栓》 G15《GB/T 15-2013 扁圆头带榫螺栓》 G27《GB/T 27-2013 六角头加强杆螺栓》 G28《GB/T 28-2013 六角头螺杆带孔加强杆螺栓》 G29.1《GB/T 29.1-2013 六角头带槽螺栓》 G29.2《GB/T 29.2-2013 六角头带十字槽螺栓》 G31.1《GB/T 31.1-2013 六角头螺杆带孔螺栓》 G35《GB/T 35-2013 小方头螺栓》 G41《GB/T41-2000 六角螺母C级》 G62.1《GB/T 62.1-2004 蝶形螺母 圆翼》 G62.2《GB/T 62.2-2004 蝶形螺母 方翼》 G62.3《GB/T 62.3-2004 蝶形螺母 冲压》 G62.4《GB/T 62.4-2004 蝶形螺母 压铸》 G65《GB/T65-2000 开槽圆柱头螺钉》 G67《GB/T 67-2008 开槽盘头螺钉》 G68《GB/T68-2000 开槽沉头螺钉》 G69《GB/T69-2000 开槽半沉头螺钉》 G70.1《GB/T 70.1-2008 内六角圆柱头螺钉》 G70.2《GB/T 70.2-2008 内六角平圆头螺钉》 G70.3《GB/T 70.3-2008 内六角沉头螺钉》 G77《GB/T 77-2007 内六角平端紧定螺钉》 G78《GB/T 78-2007 内六角锥端紧定螺钉》 G79《GB/T 79-2007 内六角圆柱端紧定螺钉》 G80《GB/T 80-2007 内六角凹端紧定螺钉》 G90.1《GB/T90.1-2002 紧固件:验收检查》 G90.2《GB/T90.2-2002 紧固件:标志与包装》 G90.3《GB/T 90.3-2010 紧固件 质量保证体系》 G91《GB/T91-2000 开口销》 G94.1《GB/T 94.1-2008 弹性垫圈技术条件 弹簧垫圈》 G94.3《GB/T 94.3-2008 弹性垫圈技术条件 鞍形、波形弹性垫圈》 G95《GB/T95~97、848、5287-2002 平垫圈》 GB/T 95-2002 平垫圈 C级 GB/T 96.1-2002 大垫圈 A级 GB/T 96.2-2002 大垫圈 C级 GB/T 97.1-2002 平垫圈 A级 GB/T 97.2-2002 平垫圈 倒角型 A级 GB/T 848-2002 小垫圈 A级
抽芯铆钉解析
抽芯铆钉(blind rivets) ---------铆体(rivet body) 钉芯(rivet stem or rivet mandrel GB/T 12617 开口型沉头抽芯铆钉 [编辑本段] 抽芯铆钉检测项目 检查抽芯铆钉成品时需检查:铆体直径、铆体杆长、铆体帽厚以及帽直径、钉芯总长、钉芯外露尺寸、钉帽尺寸,还有装配后的外径都可以考虑。在实际检验中,可针对产品的薄弱环节进行测量,比如:抗拉力、抗剪力,以及钉芯防脱力。 关键要注意铆钉的,拉铆足不足,有没有铆接到位;或者是因为钉芯帽子太大,以至铆体管口拉不下去;还有跳头,即钉芯拉断力太低或是断裂尺寸太细等。?????? [编辑本段] 抽芯铆钉规格 通常规格有2.4 3.2 4 4.8 5 6.4 五个系列. 钉芯长度为11个系列 6-8--8.5--9.5--11--12--12.5--13--14.5--15.5--16--18--21 国内单数的多国外一般是双数 市场长度为 22---25----30----40 不锈钢材料 3.2直径的目前技术可以做到 16mm长(前几天在外看到有厂家已经在做 3.2*20mm的了,国外有做到28mm 长不过没见过.) 4 直径的可以做到 25mm长 4.8 直径的可以做到 40mm长不过通常不怎么用,30mm的用的也是比较少的. 6.4直径的和4.8的差不多可以做到40mm长 封闭型扁圆头抽芯铆钉(GB12615)市场长度的可以增加 5.5 6 长度. 拉丝铆钉目前一般为 4.8*10/14 6.4*14/16/19 拉丝铆钉海马乐克钉为 6.4*14/17/19/21 海马乐克钉 单/双鼓/多鼓尺寸和一般铆钉差不 [编辑本段] 抽芯铆钉的性能等级标准等 性能等级分为 06 08 10 11 12 15 20 21 22 23 30 40 41 50 51 共15个等级. 开口型抽芯铆钉按头部形状分沉头和平圆头两种。其中,性能等级为10级和11级的开口型抽芯铆钉应用较为广泛。2006年国家标准委修订发布了GB/T 12617.1-2006《开口型沉头抽芯铆钉 10、11级》和GB/T 12618.1-2006《开口型平圆头抽芯铆钉 10、11级》两项关于10、11级开口型抽芯铆钉的国家标准。该两项新标准,分别采用ISO15978:2002和ISO15977:2002国际标准,于2006年7月5日发布,于2006年12月1日正式实施。 实施后分别代替GB/T 12617-1990《开口型沉头抽芯铆钉》和GB/T 12618-1990《开口型扁圆头抽芯铆钉》两项旧标准。 一、标准版本的变化 原GB/T 12617和GB/T 12618两项关于开口型抽芯铆钉的产品标准首次发布于1990年,本次为第一次修订。 修订后的新标准将按铆钉的机械性能等级分几个部分发布。众所周知,铆钉的性能等级共设06、08、10、11、12、15、20、21、22、23、30、40、41、50和51等15个级别。到目前为止,GB/T 12617标准已发布五个部分,GB/T 12618标准已发布了六个部分,涵盖了10、11、12、20、21、22、30、40、41、51等10个性能等级。GB/T 12617和GB/T 12618标准的发布情况 本次修订,标准结构也发生了变化。1990年版标准分为范围、引用标准、尺寸、技术条
铆接技术简介
铆接技术简介 六十年代初,瑞士贝瑞克公司为适应大工业生产对高质量、高效率、低能耗、低噪音的要求,率先将摆动碾压原理运用于铆接行业,从而开创了铆接技术领域的。在国内我公司也领先地研制了各类冷碾铆接机。随着我国大工业生产进程的加快,摆动冷碾铆接技术已在许多行业中得到了越来越广泛的应用。为此,笔者就摆动冷碾铆接技术的基本原理、工艺特点以及应用范围、发展趋势作了较为详细的论述,旨在使这一新技术在我国工业生产中得到更为有效的推广。 一、冷碾铆接法的基本原理及工艺特点: 所谓冷碾铆接法,就是利用铆杆对铆钉局部加压,并绕中心连续摆动直到铆钉成形的铆接方法。按照这种铆接法的冷碾轨迹,可将其分为摆碾铆接法及径向铆接法。摆碾铆接法较易理解,该铆头仅沿着圆周方向摆动碾压。而径向铆接法较为复杂,它的铆头运动轨迹是梅花状的,铆头每次都通过铆钉中心点,即铆头不仅在圆周方向有运动,而且沿径向也在摆动碾压。就两种铆接法比较而言,径向铆接面所铆零件的质量较好,效率略高,并且铆接更为稳定,铆件无须夹持,即使铆钉中心相对主轴中心略有偏移也能顺利完成铆接工作。而摆碾铆接机必须将工件准确定位,最好夹持铆件。然而径向铆接机因结构复杂,造价高,维修不方便,非特殊场合一般不采用。相反地,摆碾铆接机结构简单,成本低,维修方便,可靠性好,能够满足90%以上零件的铆接要求,因而受到从多人士的亲睐。此外,利用摆碾铆接的原理,还可以制造适宜于多点铆接的多头铆接机,在现代工业生产中有其独特的优势。 二、冷碾铆接法同传统铆接法的工艺特性对比 1、冷碾铆接法所需摆碾力极小,仅为锤击、冲压等铆接方式的1/10-1/15。因为传统的铆接方式是铆杆对铆钉事例施压,其压力越靠近轴心越大,而冷碾铆接法是以连续的局部变形便铆钉成形,其所施压力离铆钉中心越远越大,这恰恰符合材料变形的自然规律。因此,采用冷碾铆接法所需设备吨位极小,节省费用。 2、冷碾铆接法使铆钉的变形顺从金属自然流向,不会降低材料的缺口冲击韧性和延展性,减少了在铆钉墩头周围出现切向拉应力过高的危险,铆后材料无折断纤维流,能提高铆钉的承载能力。将摆动冷碾铆接与传统锤击、冲压铆接试件做破坏性试验后知,冷碾铆接法所产生的联接强度约高于传统铆接的80%。冷碾铆接后铆钉几乎无弯曲、鼓肚、墩粗等变形现象。同时与铆钉相连的部件毫无变形。而用锤击、冲压铆接,由于是事例施压,冲击盛开,上述缺陷较为明显。 3、冷碾铆接法铆头在铆钉上作纯滚动而无滑动,铆钉成型后的表面粗糙度仅取决于铆头,而铆头表面粗糙度容易保证,因而采用冷碾铆接铆钉表面光洁美观是其它铆接方法所不能比拟的。 4、采用冷碾铆接法铆接时几乎无噪声(低于70db)、无振动。而传统的锤击、冲压铆接方式噪声超过90db。 5、冷碾铆接机操作方便安全。冲床冲铆经常发生冲掉手指等恶性事故,人工锤铆误伤也时有发生,而碾铆相对较安全。主轴虽有旋转,但有可行的安全保护罩,铆头与工件接触面小。 6、使用冷碾铆接机时,由于铆钉材料具有特别好的形变性能,铆杆不会出现质量问题,寿命较高,同时,只要改变铆头的形状,就可以铆接多种形状。 三、冷碾铆接法的应用范围 1、可铆接的材料:除了可铆接低碳钢铆钉外,还可铆接中碳钢及不锈钢铆钉,当然铜、铝铆钉更是在铆接范围之列。 2、可铆接的形状:只要改变铆头的形状,就能铆接成各种形状,此外,径向铆接机还可和于压印。
结构型拉铆钉载荷分析
拉铆钉承载力分析——静力学部分 表拉铆钉参数 图拉铆钉铆接后受力分析图
上表中红线区域为选用常用拉铆钉规格,拉伸极限强度为4000N,即钉芯的拉断力为4000N,依据力的相互作用原理,得出拉铆钉的预紧力: Fr=4000N 最大载重Fw要小于两钢板间的最大静摩擦力Ff(视两钢板间有相对滑动即为铆接失效),其中 Ff=Fr×f 其f为钢板间静摩擦系数f=0.1, 代入公式得最大静摩擦力Ff=400N,取安全系数s=2, 则最大载重Fw=200N,即一颗铆钉夹着的两块钢板可载重20kg。 以下是两颗铆钉,承载40kg工况下仿真结果: 图 40kg载荷下摩擦应力分布 图 40kg载荷下铆钉安全系数
图 40kg载荷下钢板应力分布 图 40kg载荷下单个铆钉应力分布 以上简单计算仅仅是在静力学前提下,还需进步考虑以下情况: 1、钢板的刚度影响,钢板的受力点较远,钢板会屈曲变形(失稳),因此拉铆钉纵向的间距主要考虑是钢板的刚度; 2、动力学的影响,如随机振动等; 3、疲劳寿命仿真。
拉铆钉承载力分析——屈曲变形部分 屈曲分析是在静力学基础上计算得来的,静力学的结果作为屈曲分析的输入条件。 式中可得:钣金高度L2与临界载荷P成反比 F屈服=λ×F施加 载荷因子λ仿真结果(仿真中L=75mm): Mode Load Multiplier 1.61.041 2.84.986 3.160.29 4.289.96 5.298.42 1阶屈曲变形载荷因子λ=61.041,则对应的临界载荷P为2441kg 依据钣金高度L2与临界载荷P成反比的关系,当临界载荷P=40kg(两颗铆钉的承载力)时,对应的钣金高度L=585mm,即铆钉纵向间距不能超过此值,否则会失稳。(前提条件还有,钣金厚度为2mm,材料为碳钢,钣金截面尺寸为200mm×2mm)。
铆钉基本知识与用途的介绍
铆钉基本知识与用途的介绍 铆钉是在铆接中,利用自身形变或过盈连接被铆接件的零件。铆钉种类很多,而且不拘形式。常用的有半圆头、平头、沉头铆钉、抽芯铆钉、空心铆钉,这些通常是利用自身形变连接被铆接件.铆钉的种类很多BS 沉头铆钉、BS管状铆钉、BS平锥头铆钉、BS平头铆钉、BS半圆头铆钉、BS无头铆钉、BS大扁圆头铆钉、BS扁圆头铆钉、BS扁平头铆钉、BS扁、BS圆柱头半空心铆钉、BS黄铆钉、BS扁头铆钉、BS圆头铆钉、BS击芯铆钉、BS锥头铆钉、BS拉铆钉、BS芯铆钉、BS半空心铆钉、BS标牌铆钉、BS半沉头铆钉、BS沉头铆钉、BS管状铆钉、BS平锥头铆钉、BS平头铆钉、BS半圆头铆钉、BS无头铆钉、BS 大扁圆头铆钉、BS扁圆头铆钉、BS扁平头铆钉等,地域上的限制也产生了很多地方的名称,但是在规格上,应该详细的注明:头部形状直径*头部厚度*管径*长度(不包括头部厚度)*孔径*孔深度,通常情况下,孔径和深度已有了标准可以省略,如果您没有图纸或图片,就应该包括这些要素,再告知材料,就基本上能直接生产了。 空心铆钉通常用于服饰,鞋类等行业,实心需要再次铆接,用于重工件联结,常为不可拆结构,半空心铆钉应用最为广泛,束口(线径尾部较小)钉使用硬质线材制造,能不需预孔穿透0.5mm厚度内的钢板,铆钉不能弯曲变形,广泛应用在密码箱,旅行箱和军用箱包上面,中空钉(半空心铆钉)则使用软线制造,一般要求铆开后不能开裂,有很多种类型,目前对一些玩具上面的轴已经开始大面积使用半空心钉或子母钉替代,能大幅降低生产成本。抽芯和击芯铆钉则多用于较为薄软材料的铆接,一般要求不严格,制造用材通常用塑性较好的材料生产。 半圆头铆钉主要用于随较大横向载荷的铆接场合,应用最广。平锥头铆钉由于钉头肥大,能耐腐蚀,常用于船壳、锅炉水箱等腐蚀强烈的铆接场合。沉头、1200沉头铆钉主要用于表面须平滑,随载荷不大的铆接场合。半沉头、1200半沉头铆钉主要用于表面须平滑,随载荷不大的铆接场合。扁平头、扁圆头铆钉主要用于金属薄板或皮革、帆布、木料
铆钉规格_标准
Standard 标准 序号品种名称与标准号 规格 范围 技术条件或材料 1半圆头铆钉* GB867—86 0.6 —16 按GB116—86规定: 碳素钢: A.不经处理; B.镀锌钝化 不锈钢: A.不经处理 铜及其合金: A.不经处理; B.钝化 铝及其合金: A.不经处理; B.阳极氧化 2半圆头铆钉(粗制)* GB863.1—86 12— 36 3小半圆头铆钉(粗 制)* GB863.2—86 10—36 4平锥头铆钉* GB868—86 2—1 6 5平锥头铆钉(粗制) GB864—86 12— 36 6沉头铆钉* GB869—86 1—1 6 7沉头铆钉(粗制) GB865—86 12— 36 8半沉头铆钉 GB870—86 1—1 6 9半沉头铆钉(粗制) GB866—86 12— 36 1 0120o沉头螺钉 GB954—86 1.2 —8 1 1120o半沉头螺钉 GB1012—86 3— 6 1 2平头铆钉* GB109—86 2—1 1 3扁平头铆钉 GB872—86 1.2 —10 1 4扁圆头铆钉 GB871—86 1.2 —10 按GB116—86规定: 碳素钢:
Standard 标准 A.不经处理; B.镀锌钝化 不锈钢: A.不经处理 铜及其合金: A.不经处理; B.钝化 铝及其合金: A.不经处理; B.阳极氧化 1 5大扁圆头铆钉 GB1011—86 2— 8 1 6扁圆头半空心铆钉* GB873—86 1.2 —10 1 7大扁圆头半空心铆 钉 GB1014—86 2—8 1 8扁平头半空心铆钉 GB875—86 1.2 —10 1 9平锥头半空心铆钉 GB1013—86 1.4 —10 2 .. GB1015—86 1.4—10 2 1120o沉头半空心铆 钉 GB874—86 1.2—8 2 2无头铆钉 GB1016—86 1.4 —10 2 3空心铆钉* GB876—86 1.4 —6 2 4管状铆钉 GB975—86 0.7 —20 按GB116—86规定: 碳素钢: A.不经处理; B.镀锌钝化 不锈钢: A.不经处理 铜及其合金: A.不经处理;
紧固件(螺栓类)样品选型实用手册-07.15 - 副本
1278sgshe生 紧固件(螺栓类)样品选型实用手册 建档日期:2017.07 建档部门:应用开发部
紧固件基础知识 一、紧固件概述 二、螺栓常用材料 三、紧固件国家标准及编号规则 四、螺栓的生产工艺 五、常用紧固件机械性能 六、表面处理
一、紧固件概述 紧固件通常包括以下12大类零件:(螺栓、螺柱、螺钉、螺母、自攻螺钉、木螺钉、垫圈、挡圈、销、铆钉、组合件、焊钉) 1.螺栓: 特性:用于紧固两个(或以上)带有通孔的零件、由头部和螺杆两部分构成,通常与螺母配合,用于连接带有通孔和内螺纹的零件,可拆卸; 六角头螺栓:常用的国标有以下四种:GB/T5780C级,GB/T5781(全牙)C级,GB/T5782,GB/T5783(全牙) 六角头标准尺寸(S) 公称尺寸 六角尺寸(S) 标准型小六角 M5 8 M6 10 M8 13 12 M10 16 14 M12 18 17 M16 24 22 2.螺柱: 特性:没有头部的,仅有两端均外带螺纹的一类紧固件。它的一端必须旋入带有内螺纹孔的零件中,另一端旋上螺母; 螺柱常用品种: GB/T897 双头螺柱(bm=1d)GB/T900 双头螺柱(bm=2d)GB/T898 双头螺柱(bm=1.25d)GB/T901 等长双头螺柱GB/T899 双头螺柱(bm=1.5d)GB/T902.1 手工焊接螺柱
3.螺钉: 特性:由头部和螺杆两部份组成,螺母可要可不要,可拆卸。用途可分三大类(机器、紧定、特殊)。 品种:以拧紧方式分:有六角头、一字槽(开槽)、十字槽、内六角、内六角花形等,以头部形状分:有六角头、半圆头、盘头、球面圆柱头、沉头、半沉头、圆柱头等,以尾端功能分:锥端、倒角端、平端、凹端、球面端、圆柱端等; 螺钉常用品种: GB/T67 开槽盘头螺钉 GB/T68 开槽沉头螺钉 GB/T69 开槽半沉头螺钉 GB/T833 开槽大圆头螺钉 GB/T822 十字槽圆柱头螺钉 GB/T818 十字槽盘头螺钉 GB/T819.1 十字槽沉头螺钉 GB/T820 十字槽半沉头螺钉 GB/T70.1 内六角圆柱头螺钉 GB/T70.2 内六角平圆头螺钉 GB/T70.3 内六角沉头螺钉 GB/T77 内六角平端紧定螺钉 4.螺母: 特性:属于内螺纹紧固件与螺栓、螺柱等外螺纹配合使用