机械常用公式大全
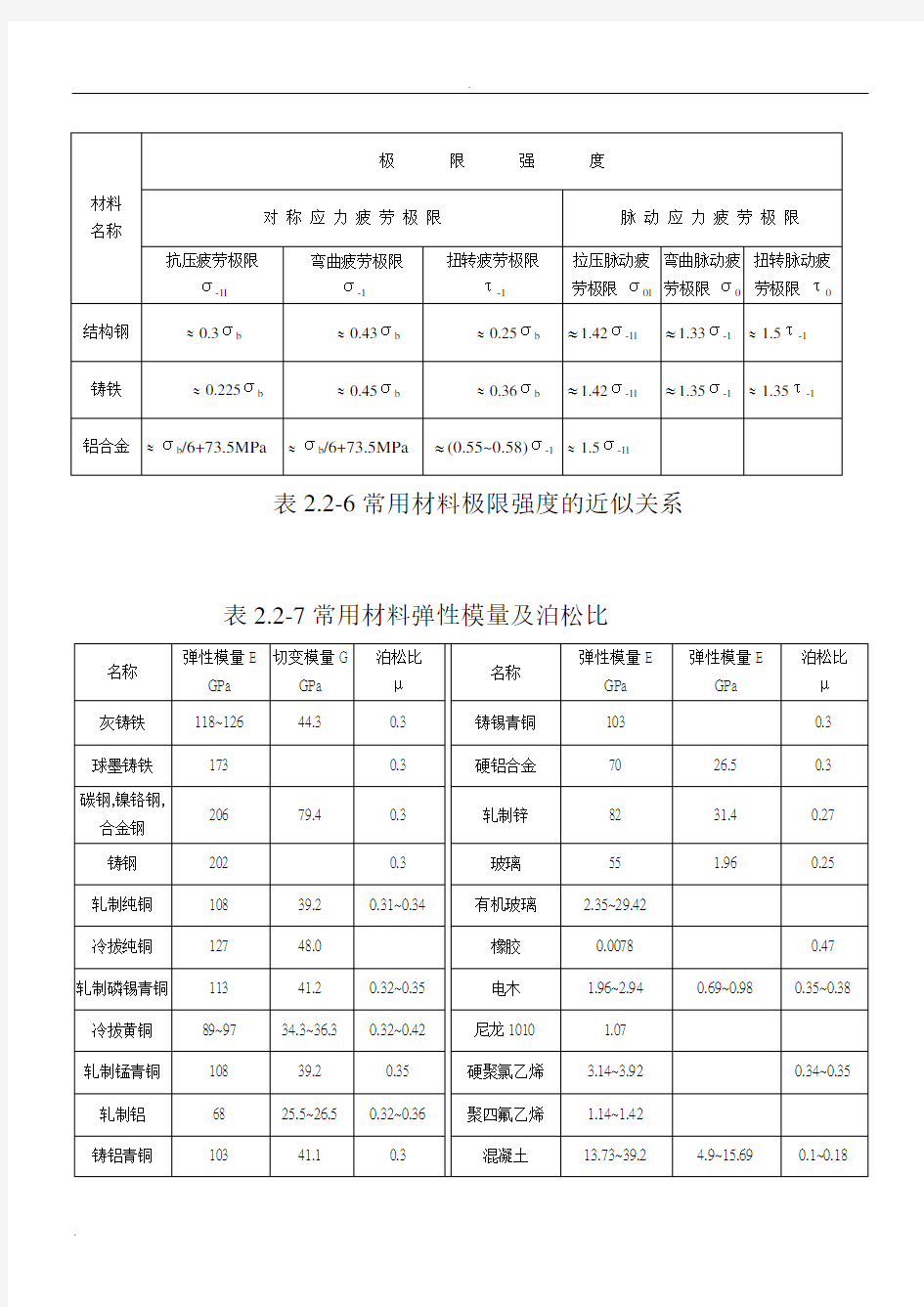

表2.2-6常用材料极限强度的近似关系表2.2-7常用材料弹性模量及泊松比
表2.2-10常用材料的密度
基本公式
一.基本数学知识:
(1) 乘法和因式分解:
(1) (x+a )(x+b )= x 2+(a+b)x+ab (2) (a ±b )2 = a 2±2ab+b 2
(3) (a ±b )3 = a 3±3a 2b+3ab 2±b 3
(4) (a +b+c )2 = a 2+b 2+c 2+2ab+2ac+2bc
(5) a 2-b 2 = (a-b)(a+b) (6) a 3±b 3 = (a±b)(a 2+ab+b 2) 2.指数
()
()()
1
10=====???
???=?==÷=?-?-+a a a a a a b a b a b a b a a a a a a a a a a
a β
β
β
αβ
αα
αα
α
αα
βαβ
αβ
αβαβαβα
3.三角函数的定义
y
r
a y x
c t g a r
x
a x
r
a x
y
t g a r
y a =
=
=
=
=
=
c s c ::c o s :s e c ::s i n :余割余切余弦正割正切正弦
二.力学知识
表2-10运动学基本公式
表2-11动力学基本公式
、硬度HRC,HV,HB-硬度换算
日期:2008-10-06
硬度
硬度換算公式:
1.肖氏硬度(HS)=勃式硬度(BHN)/10+12
2.肖式硬度(HS)=洛式硬度(HRC)+15
3.勃式硬度(BHN)= 洛克式硬度(HV)
4.洛式硬度(HRC)= 勃式硬度(BHN)/10-3
硬度測定範圍:
HS<100
HB<500
HRC<70
HV<1300
(80~88)HRA, (85~95)HRB, (20~70)HRC
洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。
洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C使用与标尺A相同的球锥菱形作为压头,但加压后的力是1471N(合150kgf)。因此标尺B适用相对较软的材料,而标尺C
适用较硬的材料。
实践证明,金属材料的各种硬度值之间,硬度值与强度值之间具有近似的相应关系。因为硬度值是由起始塑性变形抗力和继续塑性变形抗力决定的,材料的强度越高,塑性变形抗力越高,硬度值也就越高。但各
种材料的换算关系并不一致。
硬度表示材料抵抗硬物体压入其表面的能力。它是金属材料的重要性能指标之一。一般硬度越高,耐磨性越好。常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
1.布氏硬度(HB)
以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。
2.洛氏硬度(HR)
当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示:
HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁
等)。
HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。
3 维氏硬度(HV)
以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载
荷值,即为维氏硬度HV值(kgf/mm2)。
HBS,HRC,HBW是硬度指标不同种类。
硬度
硬度表示材料抵抗硬物体压入其表面的能力。它是金属材料的重要性能指标之一。一般硬度越高,耐磨性越好。常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
⑴布氏硬度(HB)
以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。
⑵洛氏硬度(HR)
当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示:
HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁
等)。
HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。
⑶维氏硬度(HV)
以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载
荷值,即为维氏硬度值(HV)
HBS,HBW是布氏硬度更详细的分类。非常专业的时候要用到。
布氏硬度的符号及表示方法
布氏硬度的符号用HBS或HBW表示。
HBS表示压头为淬硬钢球,用于测定布氏硬度值在450以下的材料,如软钢、灰铸铁和有色金属等。
HBW表示压头为硬质合金,用于测定布氏硬度值在650以下的树料。
布氏硬度的表示方法:HBS或HBW之前的数字为硬度值,后面按顺序用数字表示试验条件:
①压头的球体直径;
②试验载荷;
③试验载荷保持的时间(10~15s不标注)。
例如170HBS10/1000/30表示用直径10mm的钢球,在9807 N(1000 kgf)的试验载荷作用下,保持30s时
测得的布氏硬度值为170。
530HBW5/750表示用直径5 mm的硬质合金球,在7355N(750kg f)的试验载荷作用下,保持10~15s时测
得的布氏硬度值为530。
(3)试验条件的选择布氏硬度试验时,压头球体的直径D、试验载荷F及载荷保持的时间t,应根据被试
金属材料的种类、硬度值的范围及厚度进行选择。
常用的压头直径l、2、2.5、5和10毫米五种。
试验载荷可从9.807N ( l kgf) ~29.42 KN (3000 kgf)范围内,
载荷保持的时间,一般黑色金属为10~15s;有色金属为30s;布氏硬度值小于35时为60s。
(4)优缺点
钢球直径较大,在金属树料表面上留下的压痕也较大,故测得的硬度值比较准确。
布氏硬度值和抗拉强度之间有一定的关系,因此可按布氏硬度值近似确定金属材料的抗拉强度。
如被试金属硬度过高,将影响硬度值的准确性,所以布氏硬度试验一般适于测定布氏硬度值小于650的金
属材料。
布氏硬度压痕较大,故不宜测定成品及薄片材料。
还有莫氏硬度是用在磨料上的。
磨料的硬度是指磨料抵抗其它物质刻划或压入其表面的能力。磨料的硬度是用显微硬度表示的,显微硬度是一种压入硬度,测量仪器是显微硬度计,它实际上是一台设有加负荷装置的显微镜。
在磨料磨具行业常用来表示磨料硬度的,还有莫氏硬度和新莫氏硬度。莫氏硬度是由德国人莫斯首先提出来的,其测试方法是用棱锥形金刚石针刻划被测物体的表面,根据划痕的深度来表示硬度。莫氏硬度是以十种常见不同硬度的矿物作为标准,按大小顺序排列构成的。新莫氏硬度是在莫氏硬度的基础上,将硬度
的等级划分为15个。
切削加工常用计算公式
附录3:切削加工常用计算公式 1. 切削速度Vc (m/min) 1000n D Vc ?π?= 主轴转速n (r/min) D 1000 Vc n ?π?= 金属切除率Q (cm 3/min) Q = V c ×a p ×f 净功率P (KW) 3p 1060Kc f a Vc P ????= 每次纵走刀时间t (min) n f l t w ?= 以上公式中符号说明 D — 工件直径 (mm) ap — 背吃刀量(切削深度) (mm) f — 每转进给量 (mm/r ) lw — 工件长度 (mm)
铣削速度Vc (m/min) 1000n D Vc ?π?= 主轴转速n (r/min) D 1000 Vc n ?π?= 每齿进给量fz (mm) z n Vf fz ?= 工作台进给速度Vf (mm/min) z n fz Vf ??= 金属去除率Q (cm 3/min) 1000Vf ae ap Q ??= 净功率P (KW) 61060Kc Vf ae ap P ????= 扭矩M (Nm) n 10 30P M 3 ?π??= 以上公式中符号说明 D — 实际切削深度处的铣刀直径 (mm ) Z — 铣刀齿数 a p — 轴向切深 (mm) a e — 径向切深 (mm)
切削速度Vc (m/min) 1000n d Vc ?π?= 主轴转速n (r/min) d 1000 Vc n ?π?= 每转进给量f (mm/r) n Vf f = 进给速度Vf (mm/min) n f Vf ?= 金属切除率Q (cm 3/min) 4Vc f d Q ??= 净功率P (KW) 310240kc d Vc f P ????= 扭矩M (Nm) n 10 30P M 3?π??= 以上公式中符号说明: d — 钻头直径 (mm) kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切 削力。 (N/mm 2) mc — 为切削厚度指数,表示切削厚度对切削力的影响程度,mc 值越 大表示切削厚度的变化对切削力的影响越大,反之,则越小 γo — 前角 (度)
机械设计基础公式计算例题
一、计算图所示振动式输送机的自由度。 解:原动构件1绕A 轴转动、通过相互铰接的运动构件2、3、4带动滑块5作往复直线移动。构件2、3和4在C 处构成复合铰链。此机构共有5个运动构件、6个转动副、1个移动副,即n =5,l p =7,h p =0。则该机构的自由度为 3-2) 3-3) 同理,当设a >d 时,亦可得出 得c d ≤b d ≤a d ≤ 分析以上诸式,即可得出铰链四杆机构有曲柄的条件为:
(1)连架杆和机架中必有一杆是最短杆。 (2)最短杆与最长杆长度之和不大于其他两杆长度之和。 上述两个条件必须同时满足,否则机构中便不可能存在曲柄,因而只能是双摇杆机构。 通常可用以下方法来判别铰链四杆机构的基本类型: 四、从动件位移s与凸轮转角?之间的关系可用图表示,它称为位移曲线(也称? S曲线) -位移曲线直观地表示了从动件的位移变化规律,它是凸轮轮廓设计的依据 凸轮与从动件的运动关系 五、凸轮等速运动规律
???? ? ?? ?? == ====00 0dt dv a h S h v v ? ?ω?常数从动件等速运动的运动参数表达式为 等速运动规律运动曲线 等速运动位移曲线的修正 ,两轮的中心距α=630mm ,主动带轮转速1n 1 450 r/min ,能传递的最大功率P=10kW 。试求:V 带中各应力,并画出各应力1σ、σ2、σb1、σb2及σc 的分布图。 附:V 带的弹性模量E=130~200MPa ;V 带的质量q=0.8kg/m ;带与带轮间的当量摩擦系数fv=0.51;B 型带的截面积A=138mm2;B 型带的高度h=10.5mm 。
机械加工时间定额的计算公式和方法
机械加工时间定额的计算公式和方法 2、刨削、插削 所用符号机加工工时定额,机械加工定额,机加工工时,定额计算方法,加工中心定额,工时 tj——机动时间(min) L——切刀或工作台行程长度(mm) 1——被加工工件长度(mm) 11——切入长度(mm) 12——切出长度(mm) 13——附加长度(mm) 14——行程开始超出长度(mm) 15——行程结束时超出长度(mm) B——刨或插工件宽度(mm) h——被加工槽的深度或台阶高度(mm) U——机床平均切削速度(m/min) f——每双行程进给量(mm) i——走刀次数 n——每分钟双行程次数 n=(1000×VC)/L×(1+K) 注: 龙门刨:K=0.4-0.75 插床:K=0.65-0.93 牛头刨:K=0.7-0.9 单件生产时上面各机床K=1 ①插或刨平面 tj=(B+12+13)×i/(f×n)=2×(B×11+12+13)×i/(f×Um×1000)(min) ②刨或插槽 tj=(h+1)×i/(f×n)=(h+1)×i×L/(f×Um×1000)(min) 注: 龙门刨:14+15=350mm 牛头刨:14+15=60mm(各取平均值) ③刨、插台阶 tj=(B+3)×i/(f×n)(横向走刀刨或插)(min) tj=(h+1)×i/(f×n)(垂直走刀刨或纵向走刀插)(min) 3、钻削或铰削 所用符号机加工工时定额,机械加工定额,机加工工时,定额计算方法,加工中心定额,工时 tj——机动时间(min)1——加工长度(mm) 11——切入长度(mm)11——切出长度(mm) f——每转进给量(mm/r)n——刀具或工件每分钟转数(r/min) Φ——顶角(度)D——刀具直径(mm) L——刀具总行程=1+11+12(mm) 钻削时:11=1+D/[2×tg(Φ/2)]或11≈0.3P(mm)
机械加工时间计算
工业生产中机械加工时间定额与其组成-切削用量的计算与选择原则-车削-刨削、插削-钻削或铰削-齿轮加工-铣削-用板牙或丝锥加工螺纹-拉削磨削加工生产供应技术 机械加工时间定额与其组成-切削用量的计算与选择原则-车削-刨削、插削-钻削或铰削-齿 轮加工-铣削-用板牙或丝锥加工螺纹-拉削磨削加工生产供应技术 机械加工时间定额与其组成 1、什么是机械加工时间定额?它是指完成一个零件或零件某一工序加工所规定的时间。 2、时间定额的组成: (1) 、机动时间(也称基本时间)(Tj) ——是指直接改变工件尺寸、形状和表面质量所需要的时间。它包括刀具趋近、切入、切削和切出的时间。 (2) 、辅助时间(Tf) ——用于某工序加工每个工件时,进行各种辅助动作所消耗的时间。包括装卸工件和有关工步的时问。如启动与停止机床、改变切削用量、对刀、试切、测量等有关工步辅助动作所消耗的时间。 (3) 、布置工作地、休息和生理需要的时间(Tbx) ——指工人在工作时间内清理工作地点以及 保证正常工作时所消耗的时间。其中包括阅读交接等,检查工件,机床,对机床进行润滑和空运转,更换与修磨刀具,检具和刃具,清理切屑,工作前取出和工作后归还工具,交班前擦拭机床,清理工作场地,填交接班纪录及工作时间内允许必要的休息和生理需要的时问。为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。 (4) 、准备终结时间(Tzz) ——是指工人在加工一批工件的开始和结束时间所做准备工作和结束时所消耗的时间。包括熟悉图纸,工艺文件,进行尺寸换算,借还工具、夹具、量具、刃具,领取毛坯,安装刀杆、刀具、夹具,转动刀架,修整砂轮,点收零件,调整机床,首件检查,加工结束时清理机床,发送成品等。 一般情况,准备与终结时间分固定部分和另加部分。固定部分是指一批零件加工前必须发生的时间。另加部分是根据实际工作需要做某些准备与结束工作所需时间。加工一批零件只给一次准备与终结时间。 3、机械加工时间定额的计算 (1) 、中批以上 td=(tj+tf) X (1+K % )+tzz/N (2) 、单件小批 td=tj X (1+K%)+tbx+tzz 式中,td ——单件加工时间定额(min) tj ——机动时间(min) tbx ——布置场地与休息和生理需要时间(min) tzz ----- 准嵛与终结时间(mi n) K ——tbx 和tzz 占tj 的百分比 N ——生产纲领——相同一批零件数 辅助时间的确定 1 、确定原则 (1) 、辅助时问的长短和工件与机床规格大小、复杂程度成正比。 (2) 、单件小批生产类型的其他时问,包括tf、tbx、tzz 时间占tj 的百分比(K% )及装卸时间。 tzz时间按N=10考虑,直接计入单件时间定额中。 2、确定 ( 1 ) 、卧车:
机械设计转动惯量计算公式-参考模板
1. 圆柱体转动惯量(齿轮、联轴节、丝杠、轴的转动惯量) 8 2 MD J = 对于钢材:3 410 32-??=g L rD J π ) (1078.0264s cm kgf L D ???-M-圆柱体质量(kg); D-圆柱体直径(cm); L-圆柱体长度或厚度(cm); r-材料比重(gf /cm 3)。 2. 丝杠折算到马达轴上的转动惯量: 2i Js J = (kgf·cm·s 2) J s –丝杠转动惯量(kgf·cm·s 2); i-降速比,1 2 z z i = 3. 工作台折算到丝杠上的转动惯量 g w 22? ?? ??? =n v J π g w 2s 2 ? ?? ??=π (kgf·cm·s 2) v -工作台移动速度(cm/min); n-丝杠转速(r/min); w-工作台重量(kgf); g-重力加速度,g = 980cm/s 2; s-丝杠螺距(cm) 2. 丝杠传动时传动系统折算到驱轴上的总转动惯量: ()) s cm (kgf 2g w 122 221??? ??? ??????? ??+++=πs J J i J J S t J 1-齿轮z 1及其轴的转动惯量; J 2-齿轮z 2的转动惯量(kgf·cm·s 2); J s -丝杠转动惯量(kgf·cm·s 2); s-丝杠螺距,(cm); w-工件及工作台重量(kfg). 5. 齿轮齿条传动时折算到小齿轮轴上的转动惯量 2 g w R J = (kgf·cm·s 2) R-齿轮分度圆半径(cm); w-工件及工作台重量(kgf)
6. 齿轮齿条传动时传动系统折算到马达轴上的总转动惯量 ???? ??++=2221g w 1R J i J J t J 1,J 2-分别为Ⅰ轴, Ⅱ轴上齿轮的转动惯量(kgf·cm·s 2); R-齿轮z 分度圆半径(cm); w-工件及工作台重量(kgf)。 马达力矩计算 (1) 快速空载时所需力矩: 0f amax M M M M ++= (2) 最大切削负载时所需力矩: t 0f t a M M M M M +++= (3) 快速进给时所需力矩: 0f M M M += 式中M amax —空载启动时折算到马达轴上的加速力矩(kgf·m); M f —折算到马达轴上的摩擦力矩(kgf·m); M 0—由于丝杠预紧引起的折算到马达轴上的附加摩擦力矩(kgf·m); M at —切削时折算到马达轴上的加速力矩(kgf·m); M t —折算到马达轴上的切削负载力矩(kgf·m)。 在采用滚动丝杠螺母传动时,M a 、M f 、M 0、M t 的计算公式如下: (4) 加速力矩: 2a 106.9M -?= T n J r (kgf·m) s T 17 1= J r —折算到马达轴上的总惯量; T —系统时间常数(s); n —马达转速( r/min ); 当 n = n max 时,计算M amax n = n t 时,计算M at n t —切削时的转速( r / min )
加工中心常用计算公式
三角函数计算 1.tanθ=b/a θ=tan-1b/a 2.Sinθ=b/c Cos=a/c 二、切削速度的计算 Vc=(π*D*S)/1000 Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm) S:转速(rpm) 例题. 使用Φ25的铣刀Vc为(m/min)25求S=?rpm Vc=πds/1000 25=π*25*S/1000 S=1000*25/ π*25 S=320rpm 三、进给量(F值)的计算 F=S*Z*Fz F:进给量(mm/min) S:转速(rpm) Z:刃数 Fz:(实际每刃进给) 例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F 值)为多少?(Fz=0.25mm) F=S*Z*Fz F=2000*2*0.25 F=1000(mm/min) 四、残料高的计算 Scallop=(ae*ae)/8R Scallop:残料高(mm) ae:XYpitch(mm) R刀具半径(mm)
例题.Φ20R10精修2枚刃,预残料高0.002mm,求Pitch为多 少?mm Scallop=ae2/8R 0.002=ae2/8*10 ae=0.4mm 五、逃料孔的计算 Φ=√2R2 X、Y=D/4 Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm) 例题. 已知一模穴须逃角加工(如图), 所用铣刀为ψ10;请问逃角孔最小 为多少?圆心坐标多少? Φ=√2R2 Φ=√2*52 Φ=7.1(mm) X、Y=D/4 X、Y=10/4 X、Y=2.5 mm 圆心坐标为(2.5,-2.5) 六、取料量的计算 Q=(ae*ap*F)/1000 Q:取料量(cm3/min) ae:XYpitch(mm)ap:Zpitch(mm) 例题. 已知一模仁须cavity等高加工,Φ35R5的刀XYpitch是刀具的60%,每层切1.5mm,进给量为2000mm/min,求此刀具的取料量为多少? Q=(ae*ap*F)/1000 Q=35*0.6*1.5*2000/1000 Q=63 cm3/min
加工中心常用计算公式
CNC常用计算公式 一、三角函数计算 1.tanθ=b/aθ=tan-1b/a 2.Sinθ=b/c Cos=a/c 二、切削速度的计算 Vc=(π*D*S)/1000 Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm) S:转速(rpm) 例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpm Vc=πds/1000 25=π*25*S/1000 S=1000*25/ π*25 S=320rpm 三、进给量(F值)的计算 F=S*Z*Fz F:进给量(mm/min) S:转速(rpm) Z:刃数 Fz:(实际每刃进给) 例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F 值)为多少?(Fz=0.25mm) F=S*Z*Fz F=2000*2*0.25 F=1000(mm/min) 四、残料高的计算 Scallop=(ae*ae)/8R Scallop:残料高(mm) ae:XY pitch(mm) R刀具半径(mm) 例题. Φ20R10精修2枚刃,预残料高0.002mm,求Pitch为多 少?mm Scallop=ae2/8R 0.002=ae2/8*10 ae=0.4mm 五、逃料孔的计算 Φ=√2R2X、Y=D/4 Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm) 例题. 已知一模穴须逃角加工(如图), 所用铣刀为ψ10;请问逃角孔最小 为多少?圆心坐标多少? Φ=√2R2 Φ=√2*52 Φ=7.1(mm) X、Y=D/4 X、Y=10/4 X、Y=2.5 mm 圆心坐标为(2.5,-2.5) 六、取料量的计算 Q=(ae*ap*F)/1000 Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm) 例题. 已知一模仁须cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每层切1.5mm,进给量为2000mm/min,求此刀具的取料量为多少? Q=(ae*ap*F)/1000
机械设计第九版公式大全
? 第五章 螺纹连接和螺旋传动 受拉螺栓连接 1、受轴向力F Σ 每个螺栓所受轴向工作载荷:z F F /∑= z :螺栓数目; F :每个螺栓所受工作载荷 2、受横向力F Σ 每个螺栓预紧力:fiz F K F s ∑> f :接合面摩擦系数;i :接合面对数;s K :防滑系数; z :螺栓数目 3、受旋转力矩T 每个螺栓所受预紧力:∑=≥ n i i s r f T K F 10 s K :防滑系数; f :摩擦系数; — 4、受翻转力矩M 螺栓受最大工作载荷:∑=≥ z i i L ML F 1 2max max m ax L :最远螺栓距离 受剪螺栓连接 5、受横向力F Σ(铰制孔用螺栓) 每个螺栓所受工作剪力:z F F /∑= z :螺栓数目; 6、受旋转力矩T (铰制孔用螺栓) 受力最大螺栓所受工作剪力:∑=≥ z i i r Tr F 1 2 max max m ax r :最远螺栓距离 螺栓连接强度计算 { 松螺栓连接:[]σπσ≤= 4 2 1d F 只受预紧力的紧螺栓连接:[]σπσ≤= 4 3.1210 d F 受预紧力和轴向工作载荷的紧螺栓连接: 受轴向静载荷:[]σπσ ≤= 4 3.1212 d F 受轴向动载荷:[]p m b b a d F C C C σπσ≤?+= 21 2 受剪力的铰制孔用螺栓连接剪力: 螺栓的剪切强度条件:[]σπτ ≤= 4 /20d F 螺栓与孔壁挤压强度:[]p p L d F σσ≤= min 螺纹连接的许用应力 许用拉应力: []S S σσ= 许用切应力: []τ στS S =
数控加工常用计算公式
国际标准一、挤牙丝攻内孔径计算公式: 公式:牙外径-1/2×牙距 例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm 例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm 二、一般英制丝攻之换算公式: 1英寸=25.4mm(代码) 例1:(1/4-30) 1/4×25.4=6.35(牙径) 25.4÷30=0.846(牙距) 则1/4-30换算成公制牙应为:M6.35×0.846 例2:(3/16-32) 3/16×25.4=4.76(牙径) 25.4÷32=0.79(牙距) 则3/16-32换算成公制牙应为:M4.76×0.79 三、一般英制牙换算成公制牙的公式: 分子÷分母×25.4=牙外径(同上) 例1:(3/8-24) 3÷8×25.4=9.525(牙外径) 25.4÷24=1.058(公制牙距)
则3/8-24换算成公制牙应为:M9.525×1.058 四、美制牙换算公制牙公式: 例:6-32 6-32 (0.06+0.013)/代码×6=0.138 0.138×25.4=3.505(牙外径) 25.4÷32=0.635(牙距) 那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式: 牙外径-1/2×牙距则应为: M3.505-1/2×0.635=3.19 那么6-32他内孔径应为3.19 2、挤压丝攻内孔算法: 下孔径简易计算公式1: 牙外径-(牙距)/代码=下孔径 例1:M6×1.0 M6-(1.0×0.425)=5.575(最大下孔径) M6-(1.0×0.475)=5.525(最小) 例2:切削丝攻下孔内径简易计算公式: M6-(1.0×0.85)=5.15(最大) M6-(1.0×0.95)=5.05(最小) M6-(牙距)/代码=下孔径 例3:M6×1.0=6-1.0=5.0+0.05=5.05 五、压牙外径计算简易公式:
机械加工中用到的重要公式
机械加工中用到的重要公式 螺纹的加工和计算 2008-03-22 13:17:24 螺纹的加工和计算 纹的种类 名称标注方式说明 公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径= 公称直径-1.0825*P M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g) 左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm) 美制螺纹 (统一标准螺纹) 牙深= 0.6495*(25.4/每吋牙数) (牙角60度) 3/4-10UNC-2A (UNC粗牙)(UNF细牙) (1A 2A 3A 外牙公差配合等级) (1B 2B 3B 内牙公差配合等级) UNC美制统一标准粗牙螺纹 外径3/4英吋,每英吋10牙 外牙2级公差配合 管螺纹(英制PT) 牙深= 0.6403*(25.4/每吋牙数) (牙角55度) PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙
管螺纹 (PS直螺纹)(PF细牙) 牙深= 0.6403*(25.4/每吋牙数) (牙角55度) PS 3/4-14 (直形管螺纹) PF1 1/8-16 (直形管螺纹) (细牙) 直形管螺纹 3/4英吋管用,每英吋14牙 1 1/8英吋管用,每英吋16牙 管螺纹(美制NPT) (牙角60度) NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙 梯形螺纹 (30度公制) TM40*6 公称直径40mm 牙距6.0mm 梯形螺纹 (29度爱克姆螺纹) TW26*5 外径26mm,每英吋5牙 方形螺纹 车牙的计算 考虑条件计算公式 公制牙与英制牙的转换每吋螺纹数n = 25.4 / 牙距P 牙距P = 25.4 / 每吋螺纹数n 因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p * 直径D ) 因为机器结构所决定的转速 刀座快速移动的影响车牙最高转速N = 4000/ P 刀座快速移动加减速的影响 下刀点与退刀点的计算 (不完全牙的计算) 下刀最小距离L1 L1 = (牙距P ) * (主轴转速S ) / 500 退刀最距离L2 L2 = (牙距P ) * (主轴转速S ) / 2000 牙深及牙底径d 牙深h =0.6495 * P 牙底径d =公称外径D - 2 * h
《机械设计》第九版-公式大全
第五章 螺纹连接和螺旋传动 受拉螺栓连接 1、受轴向力F Σ 每个螺栓所受轴向工作载荷:z F F /∑= z :螺栓数目; F :每个螺栓所受工作载荷 2、受横向力F Σ 每个螺栓预紧力:fiz F K F s ∑> f :接合面摩擦系数;i :接合面对数;s K :防滑系数; z :螺栓数目 3、受旋转力矩T 每个螺栓所受预紧力:∑=≥ n i i s r f T K F 10 s K :防滑系数; f :摩擦系数; 4、受翻转力矩M 螺栓受最大工作载荷:∑=≥ z i i L ML F 1 2max max m ax L :最远螺栓距离 受剪螺栓连接 5、受横向力F Σ(铰制孔用螺栓) 每个螺栓所受工作剪力:z F F /∑= z :螺栓数目; 6、受旋转力矩T (铰制孔用螺栓) 受力最大螺栓所受工作剪力:∑=≥ z i i r Tr F 1 2 max max m ax r :最远螺栓距离 螺栓连接强度计算 松螺栓连接:[]σπσ ≤= 4 21d F 只受预紧力的紧螺栓连接:[]σπσ≤= 4 3.1210 d F 受预紧力和轴向工作载荷的紧螺栓连接: 受轴向静载荷:[]σπσ ≤= 4 3.12 12 d F 受轴向动载荷:[]p m b b a d F C C C σπσ≤?+= 21 2 受剪力的铰制孔用螺栓连接剪力: 螺栓的剪切强度条件:[]σπτ ≤= 4 /20 d F 螺栓与孔壁挤压强度:[]p p L d F σσ≤= min 螺纹连接的许用应力 许用拉应力: []S S σσ= 许用切应力: []τ στS S =
机械加工时间计算
机械加工时间计算 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
工业生产中机械加工时间定额与其组成-切削用量的计算与选择原则-车削-刨削、插削-钻削或铰削-齿轮加工-铣削-用板牙或丝锥加工螺纹-拉削磨削加工生产供应技术 机械加工时间定额与其组成-切削用量的计算与选择原则-车削-刨削、插削-钻削或铰削-齿轮加工-铣削-用板牙或丝锥加工螺纹-拉削磨削加工生产供应技术 机械加工时间定额与其组成 1、什么是机械加工时间定额它是指完成一个零件或零件某一工序加工所规定的时间。 2、时间定额的组成: (1)、机动时间(也称基本时间)(Tj)——是指直接改变工件尺寸、形状和表面质量所需要的时间。它包括刀具趋近、切入、切削和切出的时间。 (2)、辅助时间(Tf)——用于某工序加工每个工件时,进行各种辅助动作所消耗的时间。包括装卸工件和有关工步的时问。如启动与停止机床、改变切削用量、对刀、试切、测量等有关工步辅助动作所消耗的时间。 (3)、布置工作地、休息和生理需要的时间(Tbx)——指工人在工作时间内清理工作地点以及保证正常工作时所消耗的时间。其中包括阅读交接等,检查工件,机床,对机床进行润滑和空运转,更换与修磨刀具,检具和刃具,清理切屑,工作前取出和工作后归还工具,交班前擦拭机床,清理工作场地,填交接班纪录及工作时间内允许必要的休息和生理需要的时问。为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。 (4)、准备终结时间(Tzz)——是指工人在加工一批工件的开始和结束时间所做准备工作和结束时所消耗的时间。包括熟悉图纸,工艺文件,进行尺寸换算,借
机械加工报价计算方法大全
【最新资料,WORD文档,可编辑修改】 1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时 2)根据每个工序需要的设备每小时费用可以算出加工成本。具体设备成本你也可以问供应商要,比如说, 普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥30。。。 3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了 当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。 单件和批量会差很多价格,这也是很容易理解的。 1)对于大件,体积较大,重量较重。 难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比; 难度较大的:加工费用大概与整个零件原材料成本之比为~:1,这个比与采购量成反比; 2)对于中小件 难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比; 难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比; 由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的, 但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身 对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。 机加工费用构成,一般按照工时给的! 如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有); 最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举; 如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!
机械加工计算公式说明
切削速度和进给速度公式当选择一把刀具后,我们通常不明白该选用多少切削速度、多少转速,而只是通过实验,只要没有特别的问题,就认为是可以了。这样做非常危险,经常问题就是断刀,或者导致材料溶化或者发焦。有没有科学的计算方法,答案是肯定的。铣削切削速度是指刀具上选定点相对于工件相应点的瞬时速度。 切削速度v = nπD v 切削速度,单位m/min n 刀具的转速,单位r/min D 铣刀直径,单位m 切削速度受到刀具材料、工件材料、机床部件刚性以及切削液等因素的影响。通常较低的切削速度常用于加工硬质或韧性金属,属于强力切削,目的是减少刀具磨损和延长刀具的使用寿命。较高的切削速度常用于加工软性材料,目的是为了获得更好的表面加工质量。当选用小直径刀具在脆性材料工件或者精密部件上进行微量切削时,也可以采用较高的切削速度。常见材料的切削速度另附。比如用高速钢铣削速度,铝是91~244m/min,青铜是20~40m/min。进给速度是决定机床安全高效加工的另外一个同等重要的因素。它是指工件材料与刀具之间的相对走刀速度。对于多齿铣刀来讲,由于每个齿都参与切削工作,被加工工件切削的厚度取决于进给速度。切削厚度会影响铣刀的使用寿命,而过大的进给速度则会导致切削刃破损或者刀具折断。 进给速度以mm/min为单位: Vf = Fz * Z * n = 每齿进给量* 刀具齿数* 刀具转速= 每转进给量* 刀具转速 进给速度Vf,单位:mm/min 每齿进给量Fz,单位:mm/r 刀具转速n,单位:r/min 刀具齿数Z 从上面公式看出,我们只需要知道每齿的进给量(切削量),主轴转速,就可以知道进给速度了。换言之,知道了每齿的进给量和进给速度,就可以求出主轴转速。 比如高速钢铣刀进给量,当刀具直径是6毫米时,每齿的进给量 铝青铜铸铁不锈钢 0.051 0.051 0.025 0.025 切削深度加工时需要考虑的第三个因素是切削深度。它受工件材料切削量、机床的主轴功率、刀具以及机床刚性等因素的限制。通常切钢立铣刀的切削深度不应超过刀具直径的一半。切削软性金属,切削深度可以更大些。立铣刀必须是锋利的,并且在工作时必须与立铣刀夹头保持同心,并尽可能减少刀具安装时的外伸量。
机械设计常用计算公式 集(一)
运动学篇 一、直线运动: 基本公式:(距离、速度、加速度和时间之间的关系) 1)路程=初速度x时间+加速度x时间^2/2 2)平均速度=路程/时间; 3)末速度-初速度=2x加速度x路程; 4)加速度=(末速度-初速度)/时间 5)中间时刻速度=(初速度+末速度)/2 6)力与运动之间的联系:牛顿第二定律:F=ma,[合外力(N)=物体质量(kg)x加速度(m/s^2)] (注:重力加速度g=9.8m/s^2或g=9.8N/kg) 二、旋转运动:(旋转运动与直线运动类似,注:弧度是没有单位的) 单位对比: 圆的弧长计算公式: 弧长s=rθ=圆弧的半径x圆弧角度(角位移) 周长=C=2πr=πd,即:圆的周长=2x3.14x圆弧的半径=3.14x圆弧的直径 旋转运动中角位移、弧度(rad)和公转(r)之间的关系。
1)1r(公转)=2π(弧度)=360°(角位移) 2)1rad=360°/(2π)=57.3° 3)1°=2π/360°=0.01745rad 4)1rad=0.16r 5)1°=0.003r 6)1r/min=1x2x3.14=6.28rad/min 7)1r/min=1x360°=360°/min 三、旋转运动与直线运动的联系: 1)弧长计算公式(s=rθ):弧长=圆弧的半径x圆心角(圆弧角度或角位移) 2)角速度(角速度是角度(角位移)的时间变化率)(ω=θ/t):角速度=圆弧角度/时间 注:结合上式可推倒出角速度与圆周速度(即:s/t也称切线速度)之间的关系。S 3)圆周速度=角速度x半径,(即:v=ωr) 注:角度度ω的单位一般为rad/s,实际应用中,旋转速度的单位大多表示为r/min (每分钟多少转)。可通过下式换算: 1rad/s=1x60/(2x3.14)r/min 例如:电机的转速为100rad/s的速度运行,我们将角速度ω=100rad/s换算成r/min 单位,则为: ω=100rad/s=100x60/(2π)=955r/min 4)rad/s和r/min的联系公式: 转速n(r/min)= ω(rad/s)x60/(2π),即:转速(r/min)=角速度(rad/s) x60/(2π); 5)角速度ω与转速n之间的关系(使用时须注意单位统一):ω=2πn,(即:带单位时为角速度(rad/s)=2x3.14x转速(r/min)/60) 6)直线(切线)速度、转速和2πr(圆的周长)之间的关系(使用时需注意单位):
机械加工工时价格计算方法
金按:经常有刚创业的机械加工的朋友为工时计算发愁,也有些朋友为如何计算外发件的成本而苦恼。老金根据网上的一些资料和实践经验,总结了一些常用的对外机械加工工时价格计算方法供大家参考。 其实各种工种的工时价格并没有固定的,具体情况要具体分析。可以根据工件的难易,设备的大小,性能的不同而有不同的计算方法,当然关键是看加工的量是有多少,批量越大价格相对越低。不过一般来说机械加工工时都有一个基本价,根据不同情况在基本价之间浮动。 一以工时记价办法 记时单位从接手加工开始至加工完成验收合格结束 1.车基本价:20-40 具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铁沫子的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法. 2.磨基本价:25-45 3.铣基本价:25-45 4.钻基本价:15-35 5.刨基本价:15-35 6.快走丝线切割基本价:3-4/1200平方毫米 7.电火花基本价:10-40,单件一般按50/件(小于1个小时) 8.数控机床基本价:比普通的贵2-4倍 9.雕刻:一般都是单件的,50-500/件 10、钳工基本价:15-35 二以根据零件,数量,精度要求收费办法。 1钻孔加工 一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05 直径25-60的按钻头直径*0.12(最小孔不低于0.5元) 深径比大于2.5的一般材料收费基价*深径比*0.4收取 对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费 对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2) 在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度) 2车床加工类 一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15
第一章机械加工方法习题答案
第一章机械加工方法 117. 零件加工过程一般分为三个阶段。(粗加工、半精加工和精加工) 118. 粗加工的主要目的是什么 答:切除各加工表面上大部分加工余量,并完成精基准的加工。 119. 精加工的主要目的是什么 答:获得符合精度和表面质量要求的表面。 120. 加工阶段划分的意义是什么(不少于三条) 答:1. 只有在粗加工后再进行精加工,才能保证质量要求。2.先进行粗加工可以及时发现毛坯的缺陷,避免因对不合格的毛坯继续加工而造成浪费。3.加工分阶段进行,有利于合理利用机床。4. 加工分阶段进行,有利于精密机床保持其精度。 121. 精密加工塑性大的有色金属外圆表面,适宜的加工方法是精细车。(√) 122. 车削的特点是。(C) A 等面积、断续切削 B 变面积、断续切削 C 等面积连续切削 D 变面积断续切削 123. 为了提高车削的生产效率常采用。(AD) A 高速切削 B 连续切削 C 精细车削 D 强力切削 124. 加工细长轴时,为了避免工件变形,常采用90°偏刀。(√)125. 车削轴类零件常用装夹,用轴两端的作为定位基准,以保证零件的精度。(双顶尖、中心孔、位置) 126. 车削外圆时,若车刀安装过高,则刀具角度的变化是。(BD) A 工作前角变小 B 工作前角变大 C 工作后角变大 D 工作后角变小 127. 精车属于。(B) A 粗加工 B半精加工 C 精加工 D 光整加工 128. 车削可以进行有色金属零件的精加工。(√) 129. 磨削适合于各种材料的精加工。(╳) 130. 在外圆磨床上磨外圆时,其进给运动有,。 (工件旋转;工件往复纵向移动) 131. 磨削能够加工硬度高的材料是因为。(AC) A 磨粒硬度高 B 砂轮硬度高 C砂轮具有自锐性 D 砂轮组织紧密 132. 磨削加工精度高是因为机床具有,,等特点。 (机床结构刚性好,可微量调节,机床运动平稳) 133. 磨削硬材料要用砂轮。(B) A 硬 B 软 C 软硬均可 134. 简述研磨的特点。(三条以上) 答:研磨速度较低,压力较小,切削力和切削热也小; 可以达到很高的精度和很小的表面粗糙度; 研磨只能去除很小的余量;
机械设计课程设计-电动机的选择计算
第三章电动机的选择计算 合理的选择电动机是正确使用的先决条件。选择恰当,电动机就能安全、经济、可靠地运行;选择得不合适,轻者造成浪费,重者烧毁电动机。选择电动机的内容包括很多,例如电压、频率、功率、转速、启动转矩、防护形式、结构形式等,但是结合农村具体情况,需要选择的通常只是功率、转速、防护形式等几项比较重要的内容,因此在这里介绍一下电动机的选择方法及使用。 3.1电动机选择步骤 电动机的选择一般遵循以下三个步骤: 3.1.1 型号的选择 电动机的型号很多,通常选用异步电动机。从类型上可分为鼠笼式与绕线式异步电动机两种。常用鼠笼式的有J、J2、JO、JO2、JO3系列的小型异步电动机和JS、JSQ系列中型异步电动机。绕线式的有JR、JR O2系列小型绕线式异步电动机和JRQ系列中型绕线式异步电动机。 从电动机的防护形式上又可分为以下几种: 1.防护式。这种电动机的外壳有通风孔,能防止水滴、铁屑等物从上面或垂直方向成45o以内掉进电动机内部,但是灰尘潮气还是能侵入电动机内部,它的通风性能比较好,价格也比较便宜,在干燥、灰尘不多的地方可以采用。“J”系列电动机就属于这种防护形式。 2.封闭式。这种电动机的转子,定子绕组等都装在一个封闭的机壳内,能防止灰尘、铁屑或其它杂物侵入电动机内部,但它的密封不很严密,所以还不能在水中工作,“JO”系列电动机属于这种防护形式。在农村尘土飞扬、水花四溅的地方(如农副业加工机械和水泵)广泛地使用这种电动机。 3.密封式。这种电动机的整个机体都严密的密封起来,可以浸没在水里工作,农村的电动潜水泵就需要这种电动机。 实际上,农村用来带动水泵、机磨、脱粒机、扎花机和粉碎机等农业机械的小型电动机大多选用JO、JO2系列电动机。 在特殊场合可选用一些特殊用途的电动机。如JBS系列小型三相防爆异步电动机,JQS 系列井用潜水泵三相异步电动机以及DM2系列深井泵用三相异步电动机。 3.1.2 功率的选择 一般机械都注明应配套使用的电动机功率,更换或配套时十分方便,有的农业机械注明本机的机械功率,可把电动机功率选得比它大10%即可(指直接传动)。一些自制简易农机具,我们可以凭经验粗选一台电动机进行试验,用测得的电功率来选择电动机功率。
机械设计基础公式汇总
机械设计基础公式汇总 机械设计基础公式大家了解吗?以下是XX为大家整理好的机械设计基础公式汇总,一起来学习吧. 零件:独立的制造单元 构件:独立的运动单元体 机构:用来传递运动和力的、有一个构件为机架的、用 构件间能够相对运动的连接方式组成的构件系统 机器:是执行机械运动的装置,用来变换或传递能量、 物料、信息 机械:机器和机构的总称 机构运动简图:用简单的线条和符号来代表构件和运动 副,并按一定比例确定各运动副的相对位置,这种表示机构 中各构件间相对运动关系的简单图形称为机构运动简图运动副:由两个构件直接接触而组成的可动的连接 运动副元素:把两构件上能够参加接触而构成的运动副 表面 运动副的自由度和约束数的关系f=6-s 运动链:构件通过运动副的连接而构成的可相对运动系 统 高副:两构件通过点线接触而构成的运动副 低副:两构件通过面接触而构成的运动副 平面运动副的最大约束数为2,最小约束数为1;引入
一个约束的运动副为高副,引入两个约束的运动副为平面低副 平面自由度计算公式:F=3n-2PL-PH 机构可动的条件:机构的自由度大于零 机构具有确定运动的条件:机构的原动件的数目应等于机构的自由度数目 虚约束:对机构不起限制作用的约束 局部自由度:与输出机构运动无关的自由度 复合铰链:两个以上构件同时在一处用转动副相连接 速度瞬心:互作平面相对运动的两构件上瞬时速度相等的重合点。若绝对速度为零,则该瞬心称为绝对瞬心相对速度瞬心与绝对速度瞬心的相同点:互作平面相对运动的两构件上瞬时相对速度为零的点;不同点:后者绝对速度为零,前者不是 三心定理:三个彼此作平面运动的构件的三个瞬心必位于同一直线上 机构的瞬心数:N=K(K-1)/2 机械自锁:有些机械中,有些机械按其结构情况分析是可以运动的,但由于摩擦的存在却会出现无论如何增大驱动力也无法使其运动 曲柄:作整周定轴回转的构件; 连杆:作平面运动的构件;
机械加工时间计算
盛年不重来,一日难再晨。及时宜自勉,岁月不待人。 工业生产中机械加工时间定额与其组成-切削用量的计算与选择原则-车削-刨削、插削-钻削或铰削-齿轮加工-铣削-用板牙或丝锥加工螺纹-拉削磨削加工生产供应技术 机械加工时间定额与其组成-切削用量的计算与选择原则-车削-刨削、插削-钻削或铰削-齿轮加工-铣削-用板牙或丝锥加工螺纹-拉削磨削加工生产供应技术 机械加工时间定额与其组成 1、什么是机械加工时间定额?它是指完成一个零件或零件某一工序加工所规定的时间。 2、时间定额的组成: (1)、机动时间(也称基本时间)(Tj)——是指直接改变工件尺寸、形状和表面质量所需要的时间。它包括刀具趋近、切入、切削和切出的时间。 (2)、辅助时间(Tf)——用于某工序加工每个工件时,进行各种辅助动作所消耗的时间。包括装卸工件和有关工步的时问。如启动与停止机床、改变切削用量、对刀、试切、测量等有关工步辅助动作所消耗的时间。 (3)、布置工作地、休息和生理需要的时间(Tbx)——指工人在工作时间内清理工作地点以及保证正常工作时所消耗的时间。其中包括阅读交接等,检查工件,机床,对机床进行润滑和空运转,更换与修磨刀具,检具和刃具,清理切屑,工作前取出和工作后归还工具,交班前擦拭机床,清理工作场地,填交接班纪录及工作时间内允许必要的休息和生理需要的时问。为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。 (4)、准备终结时间(Tzz)——是指工人在加工一批工件的开始和结束时间所做准备工作和结束时所消耗的时间。包括熟悉图纸,工艺文件,进行尺寸换算,借还工具、夹具、量具、刃具,领取毛坯,安装刀杆、刀具、夹具,转动刀架,修整砂轮,点收零件,调整机床,首件检查,加工结束时清理机床,发送成品等。 一般情况,准备与终结时间分固定部分和另加部分。固定部分是指一批零件加工前必须发生的时间。另加部分是根据实际工作需要做某些准备与结束工作所需时间。加工一批零件只给一次准备与终结时间。 3、机械加工时间定额的计算 (1)、中批以上 td=(tj+tf)×(1+K%)+tzz/N (2)、单件小批 td=tj×(1+K%)+tbx+tzz式中,td——单件加工时间定额(min) tj——机动时间(min) tbx——布置场地与休息和生理需要时间(min) tzz——准嵛与终结时间(min) K——tbx和tzz占tj的百分比 N——生产纲领——相同一批零件数 辅助时间的确定 1、确定原则 (1)、辅助时问的长短和工件与机床规格大小、复杂程度成正比。 (2)、单件小批生产类型的其他时问,包括tf、tbx、tzz时间占tj的百分比(K%)及装卸时间。tzz时间按N=10考虑,直接计入单件时间定额中。 2、确定 (1)、卧车: ①工步辅助时间:5~15(min) ②一般装卸时问:0.5~15(min)