正交设计优化蒜头果种子中神经酸提取纯化工艺
Botanical Research 植物学研究, 2020, 9(4), 380-386
Published Online July 2020 in Hans. https://www.360docs.net/doc/644100170.html,/journal/br
https://https://www.360docs.net/doc/644100170.html,/10.12677/br.2020.94047
Optimization of the Extraction and
Purification of Nervonic Acid from Seeds
of Malania oleifera Using Orthogonal Design
Yixiao Fu, Yongjie Liang, Yingzhuo Gu, Yuhong Zhang*
Key Laboratory of Forest Plant Ecology of Ministry of Education, College of Chemistry, Chemical Engineering and Resource Utilization, Northeast Forestry University, Harbin Heilongjiang
Received: Jul. 1st, 2020; accepted: Jul. 17th, 2020; published: Jul. 24th, 2020
Abstract
Nervonic acid, a long-chain monounsaturated fatty acid with 24 carbon atoms, is a special sub-stance found in the world that can promote the repair and regeneration of damaged nerve cells. It is abundant in the seed of Malania oleifera, and has been attracted much attention at home and abroad. In this paper, the seeds of M. oleifera are used as the research materials, and the seed oil is obtained by the Soxhlet extraction method using petroleumether as the solvent. The number of crystallization, the ratio of extraction material to liquid and the number of extraction are factors.
Using the orthogonal experiment design method, the HPLC method for determination of nervonic acid content as evaluation index, optimization of the purification method of nervonic acid in seeds oil of M. oleifera, the optimal condition is that the crystallization times are 2 times, the extraction material-liquid ratio is 1:100, and the extraction time is 1 time. Under the optimal conditions, the content of nervonic acid was 70.19%. This method has good stability and simple operation, and provides reference data for the industrial production of nervonic acid from the seed oil of M. olei-fera.
Keywords
Malania oleifera, Nervonic Acid, Orthogonal Array Design, Extraction and Purification
正交设计优化蒜头果种子中神经酸提取纯化工艺
付一笑,梁永洁,谷颖卓,张玉红*
*通讯作者。
付一笑 等
东北林业大学森林植物生态学教育部重点实验室、化学化工与资源利用学院,黑龙江 哈尔滨
收稿日期:2020年7月1日;录用日期:2020年7月17日;发布日期:2020年7月24日
摘
要
神经酸是一种含有24个碳原子的长链单不饱和脂肪酸,是迄今为止世界上发现的能促进受损神经细胞组织修复和再生的特效物质,其在蒜头果的种子中含量丰富而广为国内外关注。本文以蒜头果(Malania oleifera )种子为研究材料,以石油醚为溶剂索氏提取法获得种子油,以结晶次数、萃取料液比和萃取次数为因素,采用正交试验设计法,以HPLC 法测定的神经酸含量为评价指标,对蒜头果种子油中的神经酸的纯化方法进行优化,最优条件为结晶次数为2次,萃取料液比为1:100,萃取次数为1次。最优条件下所得产物的神经酸的含量为70.19%。该方法稳定性好,操作简单,为从蒜头果种子油中制备神经酸产品的产业化生产提供参考数据。
关键词
蒜头果,神经酸,正交设计,提取纯化
Copyright ? 2020 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0). https://www.360docs.net/doc/644100170.html,/licenses/by/4.0/
1. 引言
蒜头果(Malania oleifera )为铁青树科(Olacaceae)蒜头果属(Malania )常绿乔木,别名猴子果、马兰后、唛厚、山桐果(子)等,是我国特有的单种属植物[1],被《中国植物红皮书–稀有濒危植物》列入中国珍稀濒危植物名录,被世界自然保护联盟(IUCN)评估为易危(VU)特种[2],蒜头果也是国家II 级重点保护野生植物(第一批) [3]。蒜头果主要生长在广西西部和云南东南部的石灰岩山地混交林内或稀树灌丛林中,因种子中含有丰富的神经酸而日益受到重视[4]。神经酸(Nervonic acid, NA),又名鲨鱼酸(Selacholeic acid),化学名为顺-15-二十四碳单烯酸(cis -15-tetracosenic acid),是一种长链单不饱和脂肪酸,分子式为C 24H 46O 2,相对分子质量为366.6 [5]。神经酸是脑神经细胞核心天然成分,是迄今为止世界上发现的能促进受损神经细胞组织修复和再生的特效物质,是神经细胞,特别是大脑细胞,视神经细胞,周围神经细胞生长,再发育和维持的必需“高级营养素”,神经酸是世界科学家公认的、唯一能修复疏通受损大脑神经通路经纤维并促使神经细胞再生的双效物质[6];但神经酸的来源过去主要依靠在海洋中捕杀鲨鱼获得,资源有限,成本较高。随着国际社会禁捕鲨鱼,神经酸的来源陷入困境,从植物中发掘神经酸已成为各国政府和科学家的重视。目前,已在10余种植物中发现含有神经酸,其中蒜头果是含有神经酸最高的植物[7]。蒜头果种仁含油脂50%~60%,其中神经酸含量达40%~60% [8]。
在蒜头果油制得神经酸产品过程中,如何提取纯化有效物质神经酸,分离出混合脂肪酸粗产物中的油酸、烷酸、烯酸等从而提高神经酸产品的纯度,目前还没有形成一套完整成熟的提纯工艺流程。本文在结合重结晶提取方法和分液萃取方法基础上,进行单因素试验和正交试验设计优化了神经酸提纯工艺,提高了游离神经酸的富集度,去除了产品因混合脂肪酸皂化酸化后产生的无机盐杂质,显著提高了神经
Open Access
付一笑等
酸产品的纯度,并且提纯工艺流程操作简单,无毒无害,清洁环保,为蒜头果和神经酸产业发展,提供基础数据。
2. 材料与方法
2.1. 实验材料与仪器
实验材料:蒜头果种子采自云南广南。
试剂:石油醚和无水乙醇为分析,三氯甲烷、冰乙酸、乙腈、甲醇、四氢呋喃均为色谱纯。实验用水为自制超纯水,神经酸标准品:Sigma-Aldrich有限公司
仪器:Waters2695高效液相色谱仪,2489-UV紫外检测器
SYG-2数显恒温水浴锅:常州朗越仪器有限公司
SG-5402B四联磁力加热搅拌器:上海硕光电子科技有限公司
RE-52AA旋转蒸发仪:上海青浦沪西仪器厂
TGL-20M高速离心机:湖南湘仪实验室仪器开发有限公司
BSA124S-CW电子天平:北京Sartorius科学仪器有限公司
2.2. 蒜头果中神经酸粗提物制备
2.2.1. 蒜头果种子油的提取
取蒜头果种仁于50℃的恒温烘箱中烘干24 h,干燥完毕后用微型粉碎机对种仁粉碎过10目筛得到蒜头果种仁粉末,种仁粉末置于60℃恒温烘箱中二次烘干,含水率低于5%,使用索氏提取法使用得到蒜头果油。索氏提取条件:石油醚;料液比为1:15 (mg:mL);提取时间:8 h;提取温度:80℃。提取后的液体经过旋转蒸发除出石油醚制得浅黄棕色透明蒜头果油,油状质地粘稠易拉丝,具坚果香味。
2.2.2. 神经酸粗提物的制备
将2.2.1中得到的蒜头果种仁油称取20 g,加入40 mL 10% NaOH皂化液,90℃水浴加热搅拌4 h,搅拌转速500 r/min;而后向皂化溶液中加入10%硫酸,调节溶液pH = 2,90℃继续水浴加热搅拌2 h。
酸化结束分离油脂层,80℃水洗多次至溶液中性。冷却后得到混合脂肪酸的固体,干燥得到含神经酸的粗品。
2.3. 单因素实验
将2.2.2中得到的神经酸粗产物按1:2 (g:mL)加入无水乙醇,充分搅拌适度加热后使其充分溶解,待溶液冷却至常温后,将其置于4℃冰箱中静置6 h,取出溶液进行减压抽滤,即获得的神经酸结晶产物,以三氯甲烷为溶剂,按一定的料液比进行萃取,所得产物利用HPLC法进行神经酸含量测定。以结晶2次、萃取料液比1:100 (g:mL)和萃取1次为试验条件,其中一个因素发生改变而其它2个因素不变,选取不同对结晶次数(1次结晶、2次结晶、3次结晶和4次结晶)、萃取料液比(1:50、1:75、1:100、1:150、1:200)和萃取次数(萃取1次、萃取2次、萃取4次和萃取4次)进行单因素试验。
2.4. 正交设计优化实验
以结晶次数(A)、萃取料液比(B)、萃取次数(C)进行3因素3水平正交试验设计(表1),以神经酸产品含量(%)的作为综合评价指标,优化提取神经酸的最佳参数。
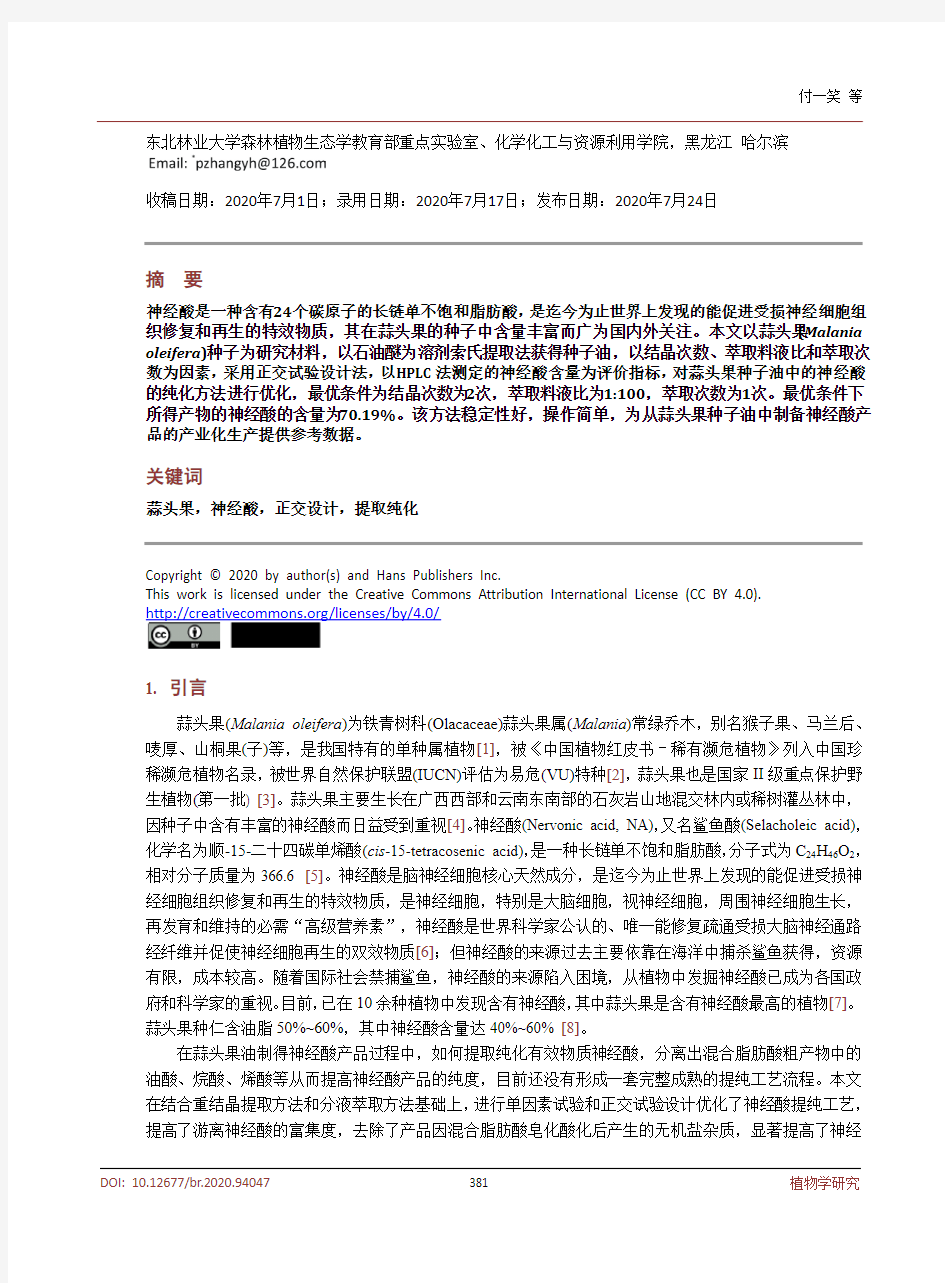
2.5. 色谱条件[9]
色谱柱:Aglient C-18 ODS柱(250 mm × 4.6 mm, 5 μm)。
付一笑 等
流动相:甲醇–乙腈–四氢呋喃–0.4%乙酸水溶液,其体积比为10:80:5:5。
流速1.0 mL/min ;柱温:25℃;检测波长:205 nm ;进样量10 μL 。神经酸标准品和样品的高效液相色谱图见图1所示。
Table 1. Factor and level table 表1. 因子水平表
水平 Level 因素Factor
结晶次数A/次
萃取料液比B/g:ml
萃取次数C/次
1 1 1:75 1
2 2 1:100 2 3
3
1:150
3
Figure 1. HPLC chromatogram of nervonic acid standard (left) and samples (right) 图1. 神经酸标准品(左)和样品(右) HPLC 色谱图
2.6. 数据分析
采用Microsoft Ofice Excel 2016软件对数据进行统计分析和相对标准偏差计算,使用SPSS 22.0统计软件进行方差分析。
3. 结果与分析
3.1. 单因素试验
3.1.1. 结晶次数对纯化的影响
不同结晶次数对神经酸纯化效果影响如图2所示。结果表明,结晶2次时所得产物中神经酸含量显著增加,比结晶1次时的神经酸含量增加50%以上;而随着结晶次数增加,所得产物的神经酸含量呈降低趋势。因此结晶2次为最优结晶次数。 3.1.2. 萃取料液比对纯化的影响
不同萃取料液比对神经酸纯化效果影响如图3所示,结果表明:随着料液比的变化,从1:50到1:100,所得产物中神经酸的含量呈缓幅上升趋势,从1:100到1:200,所得产物中神经酸的含量急速持续下降,并且料液比1:200 (46.54%)所得产物中神经酸含量远小于1:50 (60.78%)。因此最优萃取料液比确定为1:100。
付一笑 等
Figure 2. Effect of crystallization times on purification of nervonic acid 图2. 结晶次数对神经酸纯化影响
Figure 3. Effect of extraction material-liquid ratio on purification of ner-vonic acid
图3. 萃取料液比对神经酸纯化影响
3.1.3. 萃取次数对纯化效果的影响
分液萃取过程中发现水相与有机相中间存在一定程度的乳化层,且萃取一次后由于技术限制无法分离全部三氯甲烷有机相溶液,造成产品损失。因此在萃取过程中设定不同萃取次数来研究对神经酸产品的纯化效果。实验结果表明(图4):萃取次数对神经酸纯化效果的影响明显,随着萃取次数增多,萃取所得到的产物中神经酸含量随萃取次数的增加而下降。萃取2次(神经酸含量为64.37%)虽然比萃取1次(神经酸含量为63.30%)所得产物中神经酸含量略高,经方差分析,差异不显著(p < 0.05),而产物的富集得率(另文发表)由第1次萃取的27.40%降为第2次萃取的3.69%,并且差异极显著(p < 0.01)。而随着萃取次数的增加,所得产物的神经酸含量呈下降趋势。本实验选定萃取次数为1次作为最优条件。
3.2. 正交试验结果与分析
根据单因素实验结果,以结晶次数、萃取料液比、萃取次数三个因素为自变量,分别以A 、B 、C 表示,以神经酸含量为评价指标,进行L 9 (33)正交实验设计(表1),实验方案及结果见表2。
付一笑 等
Figure 4. Effect of extraction times on purification of nervonic acid 图4. 萃取次数对神经酸纯化的影响
Table 2. Orthogonal test design and results 表2. 正交试验设计及结果
实验号
因素
神经酸含量/%
结晶次数A/次
料液比B/g:mL
萃取次数C/次
1 1 1 1 44.23
2 1 2 2 52.46
3 1 3 3 33.75
4 2 1 2 58.33
5 2 2 3 65.64
6 2 3 1 60.71
7 3 1 3 49.29
8 3 2 1 68.02
9 3 3 2 62.87 K 1 130.44 151.85 172.96 K 2 184.68 186.12 173.66 K 3 180.18 157.33 148.68 1k 43.48 50.62 57.65 2k 61.56 62.04 57.89 3k
60.06 52.44 49.56 R
54.24
34.27
24.28
注:K 值表示各因素同一水平的神经酸含量之和;k 值表示各因素同一水平的神经酸含量的平均值;R 值决定各因素对试验结果影响的大小。
由表2可得到,极差R 是A > B > C ,神经酸含量受各因素的影响,结晶次数(A)对神经酸的含量影响最为显著,其次是萃取料液比(B),最后是萃取次数(C)。从表2中看,结晶次数的K 2 > K 3 > K 1,选择A 2为最优水平;萃取料液比的K 2 > K 3 > K 1,选择B 2为最优水平;萃取次数的K 2 > K 1 > K 3,考虑到富集得率K 1 (74.97) > K 2 (28.49),并且差异极显示(p < 0.01) (另文发表
),而神经酸的含量的K 1和K 2的值差异
付一笑等
不显著(p > 0.05),综合考虑,选择C1为最优水平。
因此综合各方面考量,确定三种因素的最优提取组合为A2B2C1,即结晶次数为2次,萃取料液比为1:100,萃取次数为1次。
3.3. 正交最优条件验证
为验证得到的工艺条件的优劣,选取同一批次经皂化酸化后得到的神经酸粗品(H) 3份,按照A2B2C1纯化方案,开展试验,所得到的神经酸产品的质量(Q)和神经酸的含量见表3。结果表明,纯化后所得到
的产物中神经酸含量的平均值为70.19%,高于正交实验表中的9个实验,并且RSD为1.23%,从而表明
利用A2、B2、C1工艺条件从蒜头果种子油纯化神经酸具有较好的稳定性。
Table 3. Optimization test results
表3.优化试验结果
神经酸粗品H/g 纯化后产品质量Q/g 神经酸含量/%
T120.00 5.6620 69.87
T220.08 5.1465 71.17
T320.02 5.3353 69.53
均值/ / 70.19
RSD / / 1.23%
4. 结论
本实验以蒜头果种仁为原料提取其种子油,以神经酸的含量为评价指标,通过正交试验考察了结晶
次数、萃取料液比和萃取次数对提取种子油中神经酸纯化的影响。对神经酸纯化影响最大的是结晶次数,
其次为萃取料液比,影响最小的为萃取次数,同时确定了其最优水平为A2、B2和C1,即结晶次数为2
次,萃取料液比为1:100,萃取次数为1次。并利用最优工艺进行3组重复验证实验,神经酸的平均含量
为70.19%,均高于正交实验表中的实验,纯化率高,工艺稳定。
基金项目
国家林业公益性行业专项[This Work Was Supported by the Special Fund for Forestry-Scientific Re-search in the Public Interest] (No. 2012BAD21B050107)资助。
参考文献
[1]中国科学院中国植物志编辑委员会. 中国植物志[M]. 北京: 科学出版社, 1988, 24: 33-35.
[2]傅立国. 中国植物红皮书-稀有濒危植物(第一卷) [M]. 北京: 科学出版社, 1991: 480-481.
[3]国家林业和草原局. 国家重点保护野生植物名录(第一批) [EB/OL].
https://www.360docs.net/doc/644100170.html,/yemian/minglu1.htm, 1999-08-04.
[4]郭方斌, 王四海, 王娟, 等. 珍稀植物蒜头果野生植株结实量及果实特征研究[J]. 广西植物, 2018, 38(1): 57-64.
[5]Li, Q., Chen, J., Yu, X.Z., et al. (2019) A Mini Review of Nervonic Acid: Source, Production, and Biological Func-
tions. Food Chemistry, 301, Article ID: 125286. https://https://www.360docs.net/doc/644100170.html,/10.1016/j.foodchem.2019.125286
[6]玛依乐?艾海提, 侯晨, 孟永宏, 等. 神经酸的来源与功能研究进展[J]. 中国油脂, 2019, 44(10): 105-109.
[7]马柏林, 梁淑芳, 赵德义. 含神经酸植物的研究[J]. 西北植物学报, 2004, 24(12): 2362-2365.
[8]王性炎, 樊金栓, 王姝清. 中国含神经酸植物开发利用研究[J]. 中国油脂, 2006, 31(3): 69-71.
[9]谷颖卓, 付一笑, 张玉红. 蒜头果中神经酸的高效液相色谱法检测[J]. 植物学研究, 2020, 9(4): 307-313.
红枣汁提取工艺优化开题分析报告
红枣汁提取工艺优化开题报告
————————————————————————————————作者:————————————————————————————————日期: 2
指导文件5: 吉林大学 毕业设计(论文)开题报告 生物与食品工程系(院)20 10 届 题目红枣汁提取工艺优化 课题类型应用研究课题来源自拟 学生姓名xxxx 学号200806050019 专业食品科学年级班08 本科 指导教师xxxx 职称教授 填写日期:2010 年1 月16 日
一、本课题研究的主要内容、目的和意义 1.目的和意义 中国枣的栽培始于七千年前,栽培历史至少已有3000年。最早的栽培中心在黄河中、下游的陕西、山西,渐及河南、河北、山东等地,到汉代,枣的栽培已遍及我国南北各地。安阳内黄是有名的枣乡,国家质检总局于09年同意批准对内黄大枣实施国家地理标志产品保护。内黄大枣品质优良,鲜食酸甜可口,干食甜香味长,是历代帝王贡品。目前,内黄大枣已发展到1万公顷,年产干枣4万吨,产值2.4亿元,种植面积和产量居河南省第一。 国内枣类产品目前还是以鲜食和干制为主,附加值较低,新鲜枣难以保藏;其它传统枣制品如蜜枣、焦枣、阿胶枣等缺乏创新,市场占有率不高,因此,如何开发新的枣类食品,提高枣的商业价值是目前的研究热点。枣奶、枣醋、枣酒等产品已有销售,但以枣汁和枣肉加工果冻类产品还较少见。 2.主要研究内容 枣汁提取工艺的优化 考察溶剂、温度、时间、pH等提取工艺条件对枣汁提取效果的影响。采用响应面试验优化枣汁提取工艺。对实验室优化后的工艺进行放大试验,使之适应工业化生产需要。 二、文献综述(国内外相关研究现况和发展趋向)
座体铸造工艺设计及其模拟优化
铸造过程计算机辅助分析模拟综合实验题目:座体铸造工艺设计及其模拟优化 学院:机械工程学院 专业:材料成形及控制工程 班级: 姓名: 学号: 指导教师: 2014年3月10日 1 / 20
目录 第一章.零件简介 (2) 1.1 零件基本信息 (2) 1.2技术要求 (5) 第二章.基于UG零件的三维造型 (6) 2.1软件简介 (6) 2.2 零件的三维造型图 (6) 第三章.铸造工艺方案的拟定 (7) 3.1工艺方案的确定 (7) 3.2型(芯)砂配比 (7) 3.3混砂工艺 (8) 3.4 铸造用涂料、分型剂及胶补剂 (8) 3.5熔炼设备及熔炼工艺 (9) 3.6分型面的选择 (6) 3.7 砂箱大小及砂箱中铸件数目的确定 (7) 3.8铸造工艺参数的确定 (7) 第四章.砂芯设计及排气 (8) 4.1芯头的基本尺寸 (8) 4.2砂芯设计尺寸见下工艺图 (9) 第五章.浇注系统设计.................... 错误!未定义书签。 5.1浇注系统的类型及选择 ............... 错误!未定义书签。
5.2浇注位置的选择..................... 错误!未定义书签。 5.3浇注系统各部分尺寸的计算 ........... 错误!未定义书签。 5.4合金铸造性能分析 ................... 错误!未定义书签。 5.5 设计计算步骤....................... 错误!未定义书签。 5.6出气孔 (14) 5.7铸件工艺出品率 (14) 第六章.模拟仿真部分 (15) 6.1充型模拟 (15) 6.2凝固模拟 (15) 第七章.结论及优化方案 (16) 第八章.小结 (16) 主要参考文献: (19) 摘要 本文通过对座体零件图的深入分析,根据零件的形状、尺寸、材料等特点,采用传统设计方法与计算机辅助设计相结合的方式对零件的铸造工艺进行设计。 分析并确定采用卧式造型合箱,底注式浇注的砂型铸造工艺方案;确定了铸铁件的凝固原则、浇注位置和分型面等;确定了座体铸铁件的铸造工艺参数并计算了其体积和重量;设计并计算了箱盖砂型铸造的浇注系统;绘制了座体砂型铸造工艺图、UG III / 20
“玉柴杯”铸造工技能竞赛理论试题题库及答案
“玉柴杯”铸造工技能竞赛理论试题题库及答案 一、填空题(35题,每题1分) 1.在浇注温度和铸型工艺因素等条件正常的情况下,铸件愈简单,壁厚愈厚,则对金属液流动的阻力___ __。 2.金属的性质对铸件的残余应力影响很大,金属的弹性模量越大,合金材料线收缩系数越大,合金的导热性能越差,铸件的残余应力也___ __。 3.在铸型中固定砂芯的主要方法有:___ ___和芯卡固定两种。 4.在选择砂箱造型的砂箱尺寸时,最主要考虑,箱带与砂箱四周的___ __。 5.铸钢件,球墨铸铁件和高大灰铸铁件,在一般情况下采用__ _浇注系统。 6.工艺出品率又叫铸件收得率或铸造回收率。它是铸件毛重与比值的百分数。 7.活块造型是将有阻碍起模部分的砂型制成可以搬运的砂块,便于起模。活砂是构成砂型的一部分,而不是。 8. 影响铸件尺寸精度的主要因素有工艺方案、工艺参数、_ 。 9.目前,修补铸件用得最广的方法是_ 。 10.模底板与砂箱之间用__ 定位。 11.当铸件时,合金温度降低越快,愈不容易浇满。 12.合金的流动性对铸件质量有重要影响,主要表现在能获得健全铸件,对铸件有利。 13.金属液从浇入铸型冷却凝固至室温的整个过程中发生的体积和尺寸减小的现象称。 14.从直浇道到内浇道的截面积逐渐扩大的浇注系统称。 15.封闭式浇注系统,内浇道截面积,它具有较好的挡渣能力。 16.铸铁件浇注系统的计算,首先应确定,然后根据比例,确定其它部分截面积。 17.铸型浇注时,内浇道至外浇道液面的高度,与内浇道以上铸件高度之差,称为。 18.内浇道在铸件上的位置应符合铸件的或方法。 19.难以锯割的冒口最好使用。 20.冒口应尽量放在铸件的部位,以利于冒口液柱重力进行。 21.芯骨、砂箱、压铁等铸件可选用。 22.对称模样分模造型时,分型负数应分布在。 23.模样的各部分应标号,标志各自的作用和位置,便于应用。 24.铸件质量包括:外观质量,内在质量和三个方面。 25.压力试验主要用于检查铸件的缺陷。 26.的作用是将砂块连同铸件一起从砂箱中捅出,送到落砂机上进行落砂。 27.消除铸铁件铸造应力的常用方法是。 28.采用外冷铁的实质是改变铸型某部分造型材料的蓄热系数,以控制铸件的。 29.铸件热裂表面严重氧化而没有金属光泽;铸钢件裂纹表面近似,铝合金则呈。 30.对于要求较高,单件生产的重要铸件和大量生产的铸件,除了要详细绘制铸造工艺图外,还应绘制铸件图、等。 31.热芯盒的排气方式主要有、间隙排气和排气塞排气三种。 32.每增加1%硅的质量分数,可使共晶点碳的质量分数下降。 33.铸态球墨铸铁首要的任务是避免铸态组织中有残留的自由渗碳体,并强调采用孕育。 34.芯头有定位、支撑和作用,一般分为垂直芯头和水平芯头。 35.ZL110属于铸造铝硅合金,那么ZL201属于铸造合金。 二、判断题(55题,对画√,错画×) 1、根据经验:每吨铸件约需消耗1t的新砂。()
《机械制造工艺学》实验报告
《机械制造工艺学》实验报告
中北大学 《机械制造工艺学》实验报告
姓名: 学号: 学院(系): 专业: 2011年12月 实验一刚度实验 一.实验目的 1.了解机床(包括夹具)—工件—刀具所组成的工艺系统是一弹性系统; 2.了解机床刚度对加工精度的影响; 3.熟悉机床动刚度的测定方法; 4.巩固和验证所学工艺系统刚度和误差复映的概念。 二.实验内容 用动载荷测定法测定机床部件刚度。 三.实验记录 1.实验条件: 机床名称、型号及规格:C620-1普通车床。 刀具名称及材料:硬质合金外圆车刀。几何形状及参数: K r=45°,r0=10°,λs=0°走刀量:0.1 量具:175-200千分尺、游标卡 毛坯(试件)材料:45号钢 2.实验记录及结果:
3.计算机床部件刚度(含计算过程):
四.分析讨论题 1、机床刚度对加工精度有什么影响? 2、减少误差复映的措施? 实验二机床加工精度及尺寸分布规律 一.实验目的 1.通过实验掌握加工精度统计分析的基本原理和方法,运用此方法综合分析零件尺寸的变化规律; 2.通过实验结果,分析影响加工零件精度的原因提出解决问题的方法,改进工艺规程,以达到提高零件加工精度的目的,进一步掌握统计分析在全面质量管理中的应用。 二.实验内容 运用分布曲线法对100个工件进行统计分析。 三.实验记录 1.实验条件: 机床名称、型号及规格: 量具规格: 毛坯(试件)材料: 2.实验记录及结果: (1)磨削后的零件的尺寸 表1 全部零件磨削后的尺寸记录
(2)确定实验数据并记录表2 尺寸分散范围=(Xmax—Xmin)=
铸造工艺学课程设计案例
前言 铸造工艺学课程就是培养学生熟悉对零件及产品工艺设计的基本内容、原则、方法与步骤以及掌握铸造工艺与工装设计的基本技能的一门主要专业课。课程设计则就是铸造工艺学课程的实践性教学环节,同时也就是我们铸造专业迎来的第一次全面的自主进行工艺与工装设计能力的训练。在这个为期两周的过程里,我们有过紧张,有过茫然,有过喜悦,从中感受到了学习的艰辛,也收获到了学有所获的喜悦,回顾一下,我觉得进行铸造工艺学课程设计的目的有如下几点: 通过课程设计实践,树立正确的设计思想,增强创新意识,培养综合运用铸造工艺学课程与其她先修课程的的理论与实际知识去分析与解决实际问题的能力。 通过制定与合理选择工艺方案,正确计算零件结构的工作能力,确定尺寸,掌握了浇冒口的作用及其原理,具有正确设计浇冒口系统的初步能力;掌握铸造工艺与工装设计的基本技能。 熟悉型砂必须具备的性能要求,原材料的基本规格及作用,并初步具备分析与解决型砂有关问题的能力。 熟悉涂料的作用、基本组成及质量的控制;了解提高铸件表面质量与尺寸精度的途径。 了解合金在铸造过程中容易产生的铸造缺陷以及采取相关的防止途径,并初步具备分析、解决这类缺陷的基本解决途径 学习进行设计基础技能的训练,例如:计算、绘图、查阅设计资料与手册等。 目录 第一章零件铸造工艺分析 (4) 1、1零件基本信息 (4) 1、2材料成分要求 (4) 1、3铸造工艺参数的确定 (4) 1、3、1铸造尺寸公差与重量公差 (5) 1、3、2机械加工余量 (5) 1、3、3铸造收缩率 (5) 1、3、4拔模斜度 (5) 1、4其她工艺参数的确定 (5) 1、4、1工艺补正量 (5) 1、4、2分型负数 (5) 1、4、3非加工壁厚的负余量 (5)
铸造工艺模拟技术在铝合金铸件工艺设计及优化中的应用
?铸造工艺模拟技术在铝合金铸件工艺设计及优化中的应用?发布时间:2011-6-17 10:03:54 来源:中国铸造网文字【大中小】浏览人数:183 ?摘要:利用北京北方恒利科技发展有限公司开发的铸造模拟软件CAStsoft/CAE对铝合金铸件的凝固过程和充型过程进行模拟。通过对凝固过程的温度场和铸造缺陷的分析,依据分析结果对工艺进行改进,最后设计出合理的铸造工艺。铸造过程计算机模拟可以减少或取消新产品的工艺实验,能够有效地避免可能出现的铸造缺陷,保证工艺的可靠性,缩短新产品的试制周期。 关键词:铸造模拟凝固过程温度场铝合金前罩铸件 传统的铸造工艺设计方法往往依赖于直觉经验,在铸件结构较为简单和铸造类似铸件时,经验可能起到一定的作用;在浇铸大型、复杂铸件且无相关经验时,只能通过反复工艺实验来确定工艺;当工艺存在重大失误时,可能使得工艺方案被彻底推翻。通过工艺反复实验来确定工艺的方法,可能导致先前制作的模具报废,对于大型铸件来说模具费用会相当高,这会造成重大经济损失,同时严重影响新产品的试制,延长新产品的试制周期。近年来铸造过程计算机模拟技术得到飞速发展,使得通过铸造模拟来确定铸造工艺成为可能,铸造过程计算机模拟可以减少或取消新产品的工艺实验,能够有效地避免可能出现的铸造缺陷,保证工艺的可靠性,缩短新产品的试制周期。本次分析采用的软件是北京北方恒利科技发展有限公司的CASTSOFT/CAE软件。通过模拟分析发现工艺存在的问题,采取工艺改进措施后再次进行模拟,直到铸造工艺趋向合理。 1. 铸造工艺方案设计 1.1铸造工艺方法的选择: 由于前罩(材料:ALSi10Mg)属于中大型薄壁铝合金铸件,结构虽然比较简单,但厚薄不均,热节位置较多,铸件最薄的地方为4mm,最厚大的地方为80×110×120,外轮廓尺寸为618×346×618,此零件表面质量和内部质量要求比较高。用砂型重力铸造难以保证顺利充满和厚大部位不产生疏松,特别是法兰处的质量,同时可能形成气孔和渣孔,表面质量较差,难以通过压力测试和质量要求;考虑前罩质量、批量的要求和低压铸造工艺具有金属液充型平稳、铸件在压力下结晶,生产的铸件缩松、气孔、夹杂少的优点,结合我厂铸造现场生产能力,最后选用金属型低压铸造的工艺方案。模具选用:QT60-2,型芯选用:45#钢,模具温度:300℃,型芯温度:300℃,浇注温度:720℃。 1.2浇注系统位置的选择: 前罩(材料:ALSi10Mg)前罩法兰较小一端径向和法向都比较厚和方便开模,且整体组织要求高,不允许有缩松、气孔等铸造缺陷,为了使得铸件实现顺序凝固且保证法兰处的力学性能,在法兰较小一端开设入流内浇口和横浇口,在法兰处共
铸造工艺课程设计课程教学改革研究
铸造工艺课程设计课程教学改革研究 结合《铸造工艺课程设计》实践教学的实际教学中存在的问题,采取及时更新工艺设计题目、增设工艺设计方案验证环节、引入任务驱动型自主学习模式、强化教师实践教学能力以及改善考核方法等一系列措施,从而有效提高学生的工程实践能力和自主学习能力,以适应铸造行业对人才的需求。《铸造工艺课程设计》作为材料成型及控制工程专业的重要实践教学环节,其教学目标是能够运用所学铸造理论及工艺设计知识比较系统地学习掌握铸造工艺及工装设计方法,使学生能够制定出比较合理的铸造工艺,并设计出结构合理的工装模具;同时通过课程设计,也使学生进一步提高设计绘图能力、查阅工艺设计资料的基本技能以及分析解决铸造工程实际问题的能力,以满足铸造行业用人需求。然而在《铸造工艺课程设计》实践教学过程中还存在一些不足之处。(1)课程设计题目陈旧且数量较少现有题目陈旧,缺乏时效性,与铸造生产实际脱节,致使学生的专业素质很难达到铸造行业的需求。图纸数量较少,难以满足1人1题,甚至需要多人共用1题或每年重复使用,这就导致存在学生之间相互抄袭或抄袭往届学生作品的现象,不利于培养学生具备独立自主从事铸造工艺设计工作的能力。(2)缺乏工艺验证环节课程设计通常只包括工艺设计、工装设计以及设计说明书的撰写等内容,而不进行实际生产验证,这就导致学生无法判断工艺设计方案的合理性及可行性。(3)教师指导不足通常1名老师指导1个班级的课程设计工作,人数在40人左右,这就导致指导教师无法详细指导每位学生。(4)考核评价机制不够全
面课程考核更侧重于图纸质量以及设计说明书的规范性,而忽略了对设计过程中学生的自主性、创新性及工程实践应用能力的考核与评价。鉴于此,以《铸造工艺课程设计》核心课程建设为契机,本文归纳总结了铸造工艺课程设计实践教学中所采取的的改革与实践方法。 1.及时更新工艺设计题目 铸造工艺课程设计题目要做到推陈出新,以激发学生的设计热情。为此建立了以企业实际在生产零件为主的课程设计零件图纸库,且图纸数量要多于专业人数,且要保证每年有10%以上的题目更新,以保证课程设计与企业生产实际接轨。图纸库的建立与更新由教研室每年定期审核通过,以保证图纸的规范性及零件结构复杂程度适中。课程设计分配设计任务时,保证1人1题,且指导教师要综合考虑所带学生的设计基础差异问题,题目的选择与分配要有难度区分,并在课程设计任务分配时给出明确说明及评分标准。 2.增设工艺设计方案验证环节 本课程增设了工艺设计方案验证环节,有两种不同方式可供学生自主选择。第一种验证方法是引入Procast及AnyCasting等铸造模拟软件对铸件充型、铸造温度场以及铸造缺陷出现的位置和数量等进行模拟分析,进而优化工艺设计方案。模拟仿真环节的引入有利于学生发现和解决工艺设计中存在的问题,使铸造工艺设计更符合铸造生产实际,同时也提高了学生学习与应用软件的能力。第二种验证方法则是按照其工艺设计方案进行实际铸造生产,铸造生产可直接在校内铸造生产实训中心进行,该中心不仅有砂型铸造所需设备及原材料,且
工艺实验报告
工艺实验报告
————————————————————————————————作者:————————————————————————————————日期: ?
实验一加工方法及加工装备的归纳与调研 一.车削加工 1.车削概述 在车床上,工件做旋转运动,刀具做平面直线或曲线运动,完成机械零件切削加工的过程,称为车削加工。其中工件的旋转为主运动,刀具的移动为进给运动。 车削适合加工回转零件,其切削过程连续平稳,可以加工各种内外回转体表面及端平面。 所用刀具主要是车刀,还可以用钻头,铰刀,丝锥,滚花刀等。 图1.1 车削加工主要应用范围 车削加工的尺寸精度较宽,一般可达IT12~IT7,精车时可达IT6~IT5。表面粗糙度Ra数值的范围一般是6.3~0.8 2.车床的组成
车床的种类有很多,主要有卧式车床,立式车床,转塔车床等。 我们这次实验主要调研了CA6140A型卧式车床 图1.2 卧式车床基本机构(1) 1-床头箱;2-进给箱;3-变速箱;4-前床脚;5-溜板箱;6-刀架;7 -尾架;8-丝杠;9-光杠;10-床身;11-后床脚 图1.2 卧式车床基本机构(2) 12-中刀架;13-方刀架;14-转盘;15-小刀架;16-大刀架 车床的基本结构如图1.2所示。车床附件主要有三爪卡盘,四爪卡盘,顶尖,中心架和跟刀架等。 二.铣削加工
1.铣削概述 在铣床上用铣刀加工工件的工艺过程叫做铣削加工。铣削时,刀具作快速的旋转运动为主运动,工件作缓慢的直线运动为进给运动。 铣削主要用于加工各种平面,沟槽和成形面等,还可以进行分度工作,以及钻孔和镗孔。 图2.1铣削加工的应用范围 铣削可分为周铣和端铣,用端齿刀的端面刀齿加工平面称为端铣法,用圆柱铣刀的圆周刀齿加工平面称为周铣法,周铣又有逆铣法和顺铣法之分。逆铣时,铣刀的旋转方向与工件的进给方向相反;顺铣时,则铣刀的旋转方向与工件的进给方向相同。 铣床的加工精度一般为IT9~IT8;表面粗糙度一般为Ra6.3~1.6μm。3.铣床的组成
典型铸铁件铸造工艺设计与实例
典型铸铁件铸造工艺设计与实例叙述铸造生产中典型铸铁件——气缸类铸件、圆筒形铸件、环形铸件、球墨铸铁曲轴、盖类铸件、箱体及壳体类铸件、阀体及管件、轮形铸件、锅形铸件及平板类铸件的铸造实践。内容涉及材质选用、铸造工艺过程的主要设计、常见主要铸造缺陷及对策等。 第1章气缸类铸件 1.1 低速柴油机气缸体 1.1.1 一般结构及铸造工艺性分析1.1.2 主要技术要求 1.1.3 铸造工艺过程的主要设计1.1.4 常见主要铸造缺陷及对策1.1.5 铸造缺陷的修复 1.2 中速柴油机气缸体 1.2.1 一般结构及铸造工艺性分析1.2.2 主要技术要求 1.2.3 铸造工艺过程的主要设计1.3 空气压缩机气缸体 1.3.1 主要技术要求 1.3.2 铸造工艺过程的主要设计第2章圆筒形铸件 2.1 气缸套 2.1.1 一般结构及铸造工艺性分析2.1.2 工作条件 2.1.3 主要技术要求 2.1.4 铸造工艺过程的主要设计2.1.5 常见主要铸造缺陷及对策2.1.6 大型气缸套的低压铸造2.1.7 气缸套的离心铸造 2.2 冷却水套 2.2.1 一般结构及铸造工艺性分析2.2.2 主要技术要求 2.2.3 铸造工艺过程的主要设计2.2.4 常见主要铸造缺陷及对策2.3 烘缸 2.3.1 结构特点 2.3.2 主要技术要求 2.3.3 铸造工艺过程的主要设计2.4 活塞 2.4.1 结构特点 2.4.2 主要技术要求 2.4.3 铸造工艺过程的主要设计2.4.4 砂衬金属型铸造 第3章环形铸件 3.1 活塞环3.1.1 概述 3.1.2 材质 3.1.3 铸造工艺过程的主要设计 3.2 L形环 3.2.1 L形环的单体铸造 3.2.2 L形环的筒形铸造 第4章球墨铸铁曲轴 4.1 主要结构特点 4.1.1 曲臂与轴颈的连接结构 4.1.2 组合式曲轴 4.2 主要技术要求 4.2.1 材质 4.2.2 铸造缺陷 4.2.3 质量检验 4.2.4 热处理 4.3 铸造工艺过程的主要设计 4.3.1 浇注位置 4.3.2 模样 4.3.3 型砂及造型 4.3.4 浇冒口系统 4.3.5 冷却速度 4.3.6 熔炼、球化处理及浇注 4.4 热处理 4.4.1 退火处理 4.4.2 正火、回火处理 4.4.3 调质(淬火与回火)处理 4.4.4 等温淬火 4.5 常见主要铸造缺陷及对策 4.5.1 球化不良及球化衰退 4.5.2 缩孔及缩松 4.5.3 夹渣 4.5.4 石墨漂浮 4.5.5 皮下气孔 4.6 大型球墨铸铁曲轴的低压铸造 第5章盖类铸件 5.1 柴油机气缸盖 5.1.1 一般结构及铸造工艺性分析 5.1.2 主要技术要求 5.1.3 铸造工艺过程的主要设计 5.2 空气压缩机气缸盖 5.2.1 一般结构及铸造工艺性分析 5.2.2 主要技术要求 5.2.3 铸造工艺过程的主要设计 5.3 其他形式气缸盖 5.3.1 一般结构 5.3.2 主要技术要求 5.3.3 铸造工艺过程的主要设计 第6章箱体及壳体类铸件 6.1 大型链轮箱体 6.2 增压器进气涡壳体 6.3 排气阀壳体 6.4 球墨铸铁机端壳体 6.5 球墨铸铁水泵壳体 6.6 球墨铸铁分配器壳体 第7章阀体及管件 7.1 灰铸铁大型阀体 7.2 灰铸铁大型阀盖 7.3 球墨铸铁阀体 7.4 管件 7.5 球墨铸铁螺纹管件 7.6 球墨铸铁管卡箍 7.6.1 主要技术要求 7.6.2 铸造工艺过程的主要设计 7.6.3 常见主要铸造缺陷及对策 第8章轮形铸件 8.1 飞轮 8.2 调频轮 8.3 中小型轮形铸件 8.4 球墨铸铁轮盘 第9章锅形铸件 9.1 大型碱锅 9.2 中小型锅形铸件 第10章平板类铸件 10.1 大型龙门铣床落地工作台 10.2 大型立式车床工作台 10.3 大型床身中段 10.4 大型底座 中国机械工业出版社精装16开定价:299元
紫杉醇提取工艺优化研究
紫杉醇提取工艺优化研究 赵万年 S1315004 立体依据 紫杉醇(Paclitaxel,商品名Taxol)是Wani等[1]于1971年首次从短叶红豆杉(Taxus Bravifolia Nutt.)中分离得到的一种复杂的次生代谢产物,属二萜类化合物。其抗癌机理独特[2],活性广谱高效,是目前所发现的惟一一种具有促进微管双聚体装配成微管, 使微管稳定, 从而阻碍细胞分裂, 将癌细胞停止在G2晚期或M期,最终导致癌细胞死亡[3],抑制肿瘤生长的作用。由于紫杉醇的作用机理独特、疗效显著,因此已用于转移性卵巢癌、乳腺癌等的治疗,对肺癌、大肠癌、黑色素瘤、头颈部癌、淋巴瘤、脑瘤也都有一定疗效。 虽然现在开发了多种紫杉醇的制备方法,利用半合成、全合成、生物合成、真菌发酵、植物组织细胞培养等技术手段获得紫杉醇的研究工作也取得了较大的进展[4-6],但是要实现这些技术的工艺扩大和工业放大生产还存在一些问题,而从树皮中提取紫杉醇的工艺已经成熟且工业化,因此目前从植物中直接提取分离仍是紫杉醇的主要制备方法。但是,紫杉醇在植物中的含量非常低(含量最高的红豆杉树皮也只有万分之几)[7],且类似物多,具有热敏性,产物在中间过程中易于分解、变性,不同产地、不同季节的植物资源成分相差甚远,因此分离提取工作难度很大。 目前紫杉醇的提取纯化工艺有溶剂萃取法、固相萃取法、制备色谱法、膜分离法、超临界萃取法、离子交换法、键合物解离法、药理作用靶点法和化学反应法[8-10]。这些工艺各有优缺点,其中溶剂萃取法和制备色谱法是最简单、最常用的方法,也已经成功应用于工业生产,但仍需改进。本课题以乙醇为提取溶剂,探求从南方红豆杉树叶中浸取紫杉醇的最佳提取条件,旨在为南方红豆杉这一药用植物资源的开发与利用提供试验依据。 研究目标 采用乙醇浸提方法,考查粉碎度、乙醇浓度、料液比、提取温度和提取时间
铸造工艺及应用作业答案及复习资料..
铸造生产——指用熔融的液态合金注入预先制备好的铸型中使之 冷却、凝固后获得具有一定形状、尺寸和性能的毛 坯或零件过程,简称铸造。 2、铸造方法的分类 第一章 造型材料 型(芯)砂是由骨干材料、粘结材料和附加物等原材料按一定比例配制而成。 以粘土为粘结材料的粘土型(芯)砂主要由原砂、粘土、附加物和水配制而成。 常用的附加物:煤粉、渣油、淀粉 、锯末等 新砂和旧砂的处理 1.新砂的处理 新砂的处理常用的方法:筛分、水漂洗、酸浸洗、精选 、烘干等 2.旧砂的处理 拟采取措施:对旧砂进行通风冷却,降低温度;经破碎、磁选、过筛,除去杂物;干法碾搓,除去包覆膜、失效粘土及灰分;按一定比例添加原砂,补加新粘土、煤粉;调整含水分量,达到型砂性能要求。
CO2硬化法——向水玻璃砂制成的砂型(芯)中吹入CO2气体,在短时间内就可以使型(芯)砂硬化; 三、C02-钠水玻璃砂的原材料、配方及混制工艺 (一)C02-钠水玻璃砂的原材料 铸钢件用原砂Si02含量应高。一般采用中等粒度的硅砂 涂料的基本组成 涂料一般由耐火粉料、粘结剂、悬浮剂、载液和助剂组成。 涂料的性能 (1)涂料的工艺性能涂料的工艺性能主要有饱沾性、涂刷性、流淌性、流平性、 渗透性等。 涂刷方法 涂料涂敷的方法有刷、喷、浸三种。 第二章铸型制备 14种造型方法有哪些? 整模造型、分模造型、挖砂和假箱造型、活块和砂芯造型、活砂造型(抽砂造型)、多箱造型、实物造型、刮板造型、抽心模造型和劈箱造型、脱箱造型(活箱造型)、叠箱造型、模板造型、漏模造型、地坑造型 铸型的紧固方法 生产小型铸件的铸型由于抬箱力小,用压铁直接压在砂型上比较方便。 生产大中型铸件的铸型,一般用卡子、螺栓等紧固。 紧固铸型前需在分箱面的四角用铁片将上下砂箱问的缝隙垫实,以防止铸型紧固时砂芯或砂型被压溃。 地坑造型,一般用压铁压在盖箱上。 第三章浇注系统设计 铸铁件浇注系统的组成:浇口盆、直浇道、横浇道、内浇道。、 为避免水平涡流,应采用浇包低位浇注大流充满,并且使浇口杯中液面高度(h)与直浇道直径(d)保持_定的比值(即h>6d)。
(工艺流程)实验一生产现场单一工艺流程系统的实验设计与实验
实验一:生产现场单一工艺流程系统的实验设计与实验 1.1建立概念模型 1.1.1系统描述 某工厂车间对三类产品进行检验。这三种类型的产品按照一定的时间间隔方式到达。随后,不同类型的产品被分别送往三台不同的检测机进行检测,每台检测机只检测一种特定的产品类型。其中,类型1的产品到第一台检测机检测,类型2的产品到第二台检测机检测,类型3的产品到第三台检测机检测。产品检测完毕后,由传送带送往货架区,再由叉车送到相应的货架上存放。类型1的产品存放在第2个货架上,类型2的产品存放在第3个货架上,类型3的产品存放在第1个货架上。 这个检测流程的效率如何?是否存在瓶颈?如果存在,怎样才能改善整个系统的绩效呢?这些问题都是我们希望通过仿真分析得以解决的。 1.1.2系统数据 产品到达速率:产品到达间隔时间服从均值为20秒、方差为2的正态分布 暂存区最大容量:25 检测机时间参数:准备时间是10秒,加工时间服从均值为30秒的指数分布 传送带参数:传送速度是1米/秒,传送带上同时最多传送10个产品 1.1.3概念模型 图7-1概念模型
1.2 建立Flexsim模型 双击桌面上的Flexsim图标打开软件,你可以看到Flexsim菜单、工具条、实体库,和正投影模型视窗。 图2-2 Flexsim软件界面 第1步:模型实体设计 模型元素系统元素备注 Flowitem 原料不同实体类型代表不同类型的原料,分别标为1、2、3 Processor 机器进行不同的参数定义以表征不同机器组中的机器Conveyor 传送带 Rack 货架 Operator 操作员可以进行搬运或加工等操作的人 Dispatcher 调度器给操作员进行任务分配的控制器 Transporter 叉车进行搬运操作的小车 Queue 机器组暂存区 Source 原材料库原材料的始发处 Sink 成品库原料加工后的最终去处 第2步:按住鼠标左键,从库里拖出一个Source放到正投影视图中,如图2-3所示:
正交设计优化罗红霉素的处方工艺
正交设计优化罗红霉素的处方工艺 摘要】目的:制备罗红霉素片,筛选出最佳处方工艺。方法:采用正交设计法,以溶出度作为考察指标,进行处方筛选、优化。结果:最佳处方中预胶化淀粉(A),低取代羟丙纤维素(B),泊洛沙姆(C)分别为80mg,40mg,3mg,3批优化处方的 样品,以及市售样品在标准介质中15分钟溶出度均大于85%。结论:罗红霉素 片优化处方合理,工艺简单,溶出行为与被仿样品具有一致性。 【关键词】罗红霉素片正交设计处方工艺 【中图分类号】R96 【文献标识码】A 【文章编号】2095-1752(2014)19-0138-02 Optimization of Formula Tech logy of Roxithromycin capsules by Orthogonal DesignWu Jun?,Chen Jianxiang,Chen Lan,Zhang Shengwen,Yu Chunmei?(Southwest Pharmaceutical Co.,Ltd,ChongQing 400038) 【ABSTRACT】 Objective:To prepare Roxithromycin capsules,and to optimize the best formula tech logy.Methods:The formula was optimized by orthogonal design using dissolution as index.Results:The optimal formula of Roxithromycin capsules was as followed:amylum pregelatinisatum (A),L-hydroxypropylcellulose (B),poloxamer (C) were 80mg,40mg,3mg,respectively.The dissolution of 3 batches of our samples and control article was more than 85%,.Conclusion: The formula of Roxithromycin capsules is reasonable, tech logy is simple, essentially,the dissolution curve in vitro was similar to imitation. 【KEY WORDS】 Roxithromycin capsules Orthogonal design Formula tech logy 罗红霉素是一种半合成的14元环大环内酯类抗生素, 能与敏感细菌的50S核 糖体亚基可逆性结合,通过抑制新合成的氨酰基-tRNA分子从核糖体受体部位(A 位)移至肽酰基结合部位(P位),从而抑制蛋白质的合成[1]。罗红霉素不溶于水, 对胶囊的溶出度影响较大,胶囊填充流动性不好,影响装量差异。基于以上原因,本课题运用正交设计,采用湿制粒,解决了溶出度和流动性问题,现报道如下: 1 仪器与试剂 1.1仪器 HZ-12型高效湿法造粒机(重庆南方制药机械厂);CT-C型热风循环烘箱(重庆 大渝机电开发公司);GSZ-200快速整粒机(宁波市华东制药机械厂);三维摆动混 合机(四川永川通用机械厂);NJP-400全自动装胶囊机(浙江华达制药机械厂); ZRS-8G 智能溶出试验仪(天津大学无线电厂);HP8453紫外分光光度计(惠普公司)。 1.2试药 罗红霉素对照品(中国药品生物制品检定);罗红霉素原料(浙江震元制药有限 公司);预胶化淀粉(湖州展望药业有限公司);低取代羟丙纤维素(湖州展望药业有 限公司);泊洛沙姆(南京威尔化工有限公司);硬脂酸镁(安徽山河药用辅料有限公司);乙腈(Adamas-bata Co.,Ltd)为色谱纯,其余试剂为分析纯,水为蒸馏水。 2 方法与结果 2.1处方 罗红霉素1500g,预胶化淀粉800g,低取代羟丙纤维素400g,泊洛沙姆30g,适量5 %PVP K30的乙醇溶液作为粘合剂,硬脂酸镁10g,制成10000粒,用PVC/
永冠杯 铸造工艺设计大赛 参赛作品
“永冠杯”第二届中国大学生铸造工艺设计大赛 参赛作品 铸件名称:B-十字头 自编代码:AB1990ZP 方案编号:[单击此处键入方案编号]
目录 1零件概述 (1) 1.1零件信息................................................................................... (1) 1.2技术要求 (1) 2铸造工艺方案拟定 (1) 2.1 铸造方法选择............................................................... . (1) 2.2 分型面选择 (1) 2.3浇注位置选择 (2) 3铸造主要参数 (3) 4 浇注系统设计计算 (3) 5 冒口设计 (4) 5.1模数与补缩分析 (4) 5.2冒口尺寸设计 (5) 6模拟与优化 (6) 6.1Procast主要参数设定 (6) 6.2整体思路 (7) 6.3模拟结果及分析 (8)
6.3.1表面状况 (8) 6.3.2内部缩孔情况 (9) 6.4加冒口模拟 (10) 6.5加冷铁模拟 (11) 7砂芯设计 (13) 8模板 (14) 总结 (14) 参考文献............................................................................................ (14) 附图 (14)
1零件概述 1.1零件信息 名称:十字头 材料: QT450-12 外形尺寸:1140×605×256mm 体积: 41.878×103 cm 3 质量: 302kg 生产批量:中小批量生产(自定) 零件三维图如图1.1所示,具体尺寸件附件1。 1.2技术要求 (1)铸件加工后,加工面不得有任何的铸造缺陷,非加工表面不得有明显的夹渣、凹陷, 上下型错模不得大于1mm 。 (2)保证该件受力较大的工作部分的力学性能。 2铸造工艺方案拟定 2.1 铸造方法选择 基于铸件的生产批量、铸件材料、尺寸、精度及技术要求等综合考虑,采用木模,自硬树脂砂,手工造型。 图1.1 零件三维图
实验10电镀锌的工艺设计实验报告
实验10:电镀锌的工艺设计 一、实验目的 1. 了解赫尔槽的结构特点并掌握赫尔槽的使用; 2. 掌握锌酸盐镀锌的工艺流程 二、实验原理 赫尔槽是R·O·Hull于1935年设计的形似梯形的一种电镀工艺试验仪,它具有结构简单,使用方便,速度快,效果好,消耗镀液少等特点,是电镀工艺者必须掌握的试验手段,随着电镀技术的发展,赫尔槽的用途和结构都有了新的发展,不仅用于研究镀液组分的影响,添加剂的选择,查明故障,确定电流密度范围等,而且用于测定分散能力,深镀能力。镀层的其他性能(整平性、脆性、内应力、耐蚀性等),能测定镀液和镀层的许多主要性能。 在电镀中,阴极和阳极总是平行放置的,如图14(a)所示,为的是阴极上各部位电流密度趋向分布。但如果把阴极斜放,使阴极各部位与阳极的距离不同,如图14(b)所示,则阴极上的电流密度就随各部位而异,赫尔槽就是应用这个原理设计的。 在赫尔槽中,阴极两端与阳极距离不同,离阳极近的一端叫近端,电流密度大,随着远离阳极电流密度逐渐变小,距阳极最远的一端称为远端,电流密度最小,如267毫升的赫尔槽试片上近端与远端电流密度相差50倍,因此通过一次赫尔槽试验就可以直接从阴极试片上观察到不同电流密度下镀层的状况,改变电镀液的组分和工艺参数并分别做赫尔槽试验,对阴极试片进行比较和分析从而可确定合理的配方和工作规范。 图1.赫尔槽的结构图 镀锌过程:
阴极过程: Zn(OH)42- - 2OH- → Zn(OH)2 Zn(OH)2 + 2e → Zn + 2OH- 另外; 2H+ + 2e → H2 ↑ 阳极过程; Zn - 2e + 4OH-→ Zn(OH)42- Zn + 2NaOH + 2H2O → Na2[Zn(OH)4] + H2 ↑ 也存在; 4OH- - 4e → 2H2O + O2 三、实验器材 赫尔槽、直流稳压电源、锌阳极、铜试片、NaOH、ZnO、一些添加剂 四、实验步骤 1 . 锌版用砂纸打磨后用去离子水清洗处理;铜片用去离子水清洗。 2.在赫尔槽加入体积为1/2的电镀液,将铜片与锌片依次放入赫尔槽。 3.计算出铜片被电镀液浸没部分的面积为,分别以dm2、1A/dm2、2A/dm2计算出电解时的电流,得出电流分别为, , 4.以上述电流恒流电镀五分钟 五、结果与讨论 1. 将不同条件下制备的电镀试片拍照,并标明实验条件;
铸造工艺学课程设计案例
前言 铸造工艺学课程是培养学生熟悉对零件及产品工艺设计的基本内容、原则、方法和步骤以及掌握铸造工艺和工装设计的基本技能的一门主要专业课。课程设计则是铸造工艺学课程的实践性教学环节,同时也是我们铸造专业迎来的第一次全面的自主进行工艺和工装设计能力的训练。在这个为期两周的过程里,我们有过紧张,有过茫然,有过喜悦,从中感受到了学习的艰辛,也收获到了学有所获的喜悦,回顾一下,我觉得进行铸造工艺学课程设计的目的有如下几点:通过课程设计实践,树立正确的设计思想,增强创新意识,培养综合运用铸造工艺学课程和其他先修课程的的理论与实际知识去分析和解决实际问题的能力。 通过制定和合理选择工艺方案,正确计算零件结构的工作能力,确定尺寸,掌握了浇冒口的作用及其原理,具有正确设计浇冒口系统的初步能力;掌握铸造工艺和工装设计的基本技能。 熟悉型砂必须具备的性能要求,原材料的基本规格及作用,并初步具备分析和解决型砂有关问题的能力。 熟悉涂料的作用、基本组成及质量的控制;了解提高铸件表面质量和尺寸精度的途径。 了解合金在铸造过程中容易产生的铸造缺陷以及采取相关的防止途径,并初步具备分析、解决这类缺陷的基本解决途径 学习进行设计基础技能的训练,例如:计算、绘图、查阅设计资料和手册等。
目录 零件铸造工艺分析 (4) 零件基本信息 (4) 材料成分要求 (4) 铸造工艺参数的确定 (4) 铸造尺寸公差和重量公差 (5) 机械加工余量 (5) 铸造收缩率 (5) 拔模斜度 (5) 其他工艺参数的确定 (5) 工艺补正量 (5) 分型负数 (5) 非加工壁厚的负余量 (5) 反变形量 (5) 分芯负数 (6) 铸造三维实体造型 (6) 上冠件图纸技术要求 (6) 上冠件结构工艺分析 (6) 基于UG零件的三维造型 (6) 软件简介 (6) 零件的三维造型图 (6) 第三章铸造工艺方案设计 (7) 工艺方案的确定 (7) 铸造方法 (7) 型(芯)砂配比 (8) 混砂工艺 (8) 铸造用涂料、分型剂及修补材料 (8) 铸造熔炼 (8) 熔炼设备 (9) 熔炼工艺 (9) 分型面的选择 (9) 砂箱大小及砂箱中铸件数目的确定 (10) 砂芯设计及排气 (11) 芯头的基本尺寸 (11) 芯撑、芯骨的设计 (12) 砂芯的排气 (12) 第四章浇冒系统的设计及计算 (12) 浇注系统的类型及选择 (12) 浇注位置的选择 (12)
桥壳铸造工艺设计规范
桥壳铸造工艺设计规范 1 适用范围 本标准适用于铸钢桥壳工装、模具、检具等设计制图及铸造工艺设计工作规范。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括戡误的内容)或修订版均不适用于本标准。然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 6414-1999 《铸件尺寸公差与机械加工余量》 JB/T 5106-1991 《铸件模样型芯头基本尺寸》 GB/T 11351-1989 《铸件重量公差》 3术语和定义 3.1铸件的最小壁厚:在一定的铸造条件下,铸造合金液能充满铸型的最小厚度。 3.2铸件的临界壁厚:当铸件的厚度超过了一定值后,铸件的力学性能并不按比例地随着 铸件厚度的增大而增大,而是显著下降,存在一个临界厚度。 3.3铸钢件相对密度:浇注钢液重量与铸件三个方向最大尺寸的乘积之比。因而往往小于 铸件密度。 3.4吃砂量:模样与砂箱壁、箱顶(底)、和箱带之间的距离。 4铸造工艺设计原则 4.1铸造工艺设计必须满足产品铸件质量和对环保的要求,有利于实现优质、高产、低耗, 改善劳动条件,安全生产,提高生产标准化、通用化、系列化水平; 4.2铸造工艺设计必须能够提供清晰、完整、正确、统一的资料输出:过程流程图、铸造 材料清单、过程潜在失效模式及后果分析(PFMEA)、控制计划、铸造工艺图、铸造工艺卡、作业指导书等。 5铸造工艺设计程序 5.1铸件结构工艺和铸件的先期质量策划 5.1.1 铸造产品的设计阶段,应组成产品设计人员和铸造工艺设计人员的项目小组进行设计潜在失效模式及后果分析,分析的主要内容应包括铸件质量对产品结构的要求,铸造工艺对产品结构的要求及铸造工艺对环保的要求是否全部满足。 5.1.2 铸件质量对产品结构的要求 5.1.2.1 铸件的最小壁厚(见表1)
铸造工艺大赛-上冠说明书
“永冠杯”第三届中国大学生铸造工艺设计大赛 参赛作品 铸件名称:D—上冠 自编代码:[单击此处键入自编代码] 方案编号:[单击此处键入方案编号]
目录 摘要 (3) 1 零件结构及其技术条件的审查 (3) 1.1铸件结构的工艺性分析 (3) 1.2技术条件的审查 (5) 2 型砂,造型、造芯方法的选择 (5) 2.1型砂 (5) 2.2涂料 (5) 2.3造型方法 (6) 2.4造芯方案 (6) 3 浇注位置的确定 (6) 3.1浇注位置选择示意 (6) 3.2浇注位置方案比较 (7) 4 分型面的确定 (8) 4.1分型面选择方安示意 (8) 4.2分型面选取的方案比较 (9) 5 铸造工艺参数的确定 (10) 5.1铸造收缩率 (10) 5.2机械加工余量 (10) 5.3铸件尺寸公差 (11) 5.4起模斜度的确定 (11) 5.5最小铸出孔和槽的尺寸 (12) 6 砂芯的设计 (12) 6.1芯头的设计 (13) 6.2压环,积砂槽的设计 (14) 7 冒口的设计 (14) 7.1铸件各部分模数的计算 (14) 7.2外冷铁的计算 (16) 7.3冒口尺寸的确定 (17) 7.3.1顶圆柱形明冒口与校核 (17) 7.3.2顶腰圆形明冒口与校核 (19) 1
7.3.3顶环形明冒口与校核 (19) 8 浇注系统的设计 (21) 8.1浇注系统的类型 (21) 8.2确定内浇道在铸件上的位置,数量和金属液引入方向 (21) 8.3包孔直径的选择 (22) 8.4计算浇注时间并核算金属夜上升速度 (22) 8.5浇注系统各组元截面积的计算 (23) 8.6浇口窝的设计 (23) 8.7浇口杯的设计 (24) 9砂箱设计 (24) 9.1砂箱壁的结构形式和尺寸 (24) 9.2砂箱外壁加强肋的布置形式和尺寸 (25) 9.3砂箱箱带的布置形式和尺寸 (26) 9.4砂箱吊运部分的结构和尺寸 (27) 10模底板设计 (29) 11芯盒的设计 (30) 11.1砂芯的修改 (30) 11.2芯骨的设计 (30) 11.3通气孔的设计 (31) 11.4芯盒的设计 (31) 11.5砂芯制作的步骤 (32) 12铸件凝固过程的模拟及分析 (33) 12.1铸件的凝固过程示意图 (34) 12.2铸件凝固完全后缩孔、缩松的分布 (34) 12.3铸件凝固过程的分析 (35) 13工艺调整方案 (36) 14关键环节质量控制 (36) 参考文献 (36) 2