中外钢板标准完整对照

类别Grades 中国
GB
美国
ASTM ASME
日本
JIS
欧共体
EN
德国
DIN
英国
BS
国际标准
ISO
锅炉及压力容器用钢板
20g
22g
SA515Gr60-70
SA516Gr60-70
SB410
SB450
P235GH
P265GH
HI
HII
161G430
P235
PH235 16Mng、19Mng SA537MCL.1SEV245P355GH19Mn6
P355
PH355 15CrMog
15CrMoR
SA387MGr.12
13CrMo4-
5
13CrMo4414CrMo45 22Mng SA299M
13MnNiCrMoNdg
13MnNiMoNdR
BHW35
13MnNiMo
54
16MnR SA537MCL.1
SPV355
SEV245
P355GH19Mn6P355 PH355 15MnVNR SA737MGr.C SPV410
15MnVR
SEV295
SPV410
16MnDR
SA662MGr.C
SA738MGr.A
SLA360ESTE355P355NL 12Cr2Mo1R
2.25Cr1Mo
SA387MGr.22
10CrMo9-
10
10CrMo91
13CrMo910
T1 T2 14Cr1MoR
1.25Cr0.5Mo
SA387MGr.11
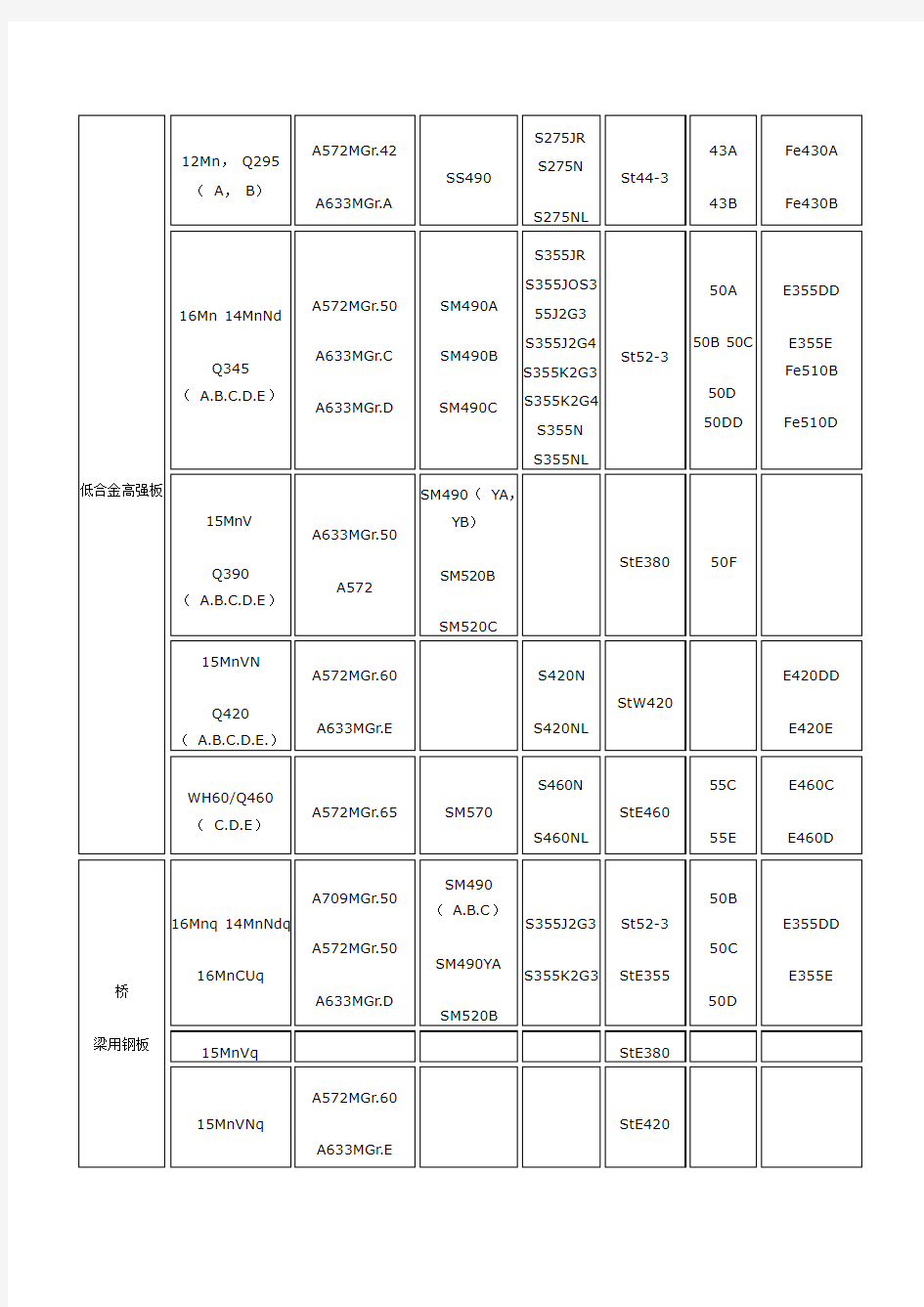
低合金高强板
12Mn,Q295
(A,B)
A572MGr.42
A633MGr.A
SS490
S275JR
S275N
S275NL
St44-3
43A
43B
Fe430A
Fe430B
16Mn 14MnNd
Q345
( A.B.C.D.E)
A572MGr.50
A633MGr.C
A633MGr.D
SM490A
SM490B
SM490C
S355JR
S355JOS3
55J2G3
S355J2G4
S355K2G3
S355K2G4
S355N
S355NL
St52-3
50A
50B 50C
50D
50DD
E355DD
E355E
Fe510B
Fe510D 15MnV
Q390
( A.B.C.D.E)
A633MGr.50
A572
SM490(YA,
YB)
SM520B
SM520C
StE38050F 15MnVN
Q420
( A.B.C.D.E.)
A572MGr.60
A633MGr.E
S420N
S420NL
StW420
E420DD
E420E
WH60/Q460
( C.D.E)
A572MGr.65SM570
S460N
S460NL
StE460
55C
55E
E460C
E460D
桥
梁用钢板16Mnq 14MnNdq
16MnCUq
A709MGr.50
A572MGr.50
A633MGr.D
SM490
( A.B.C)
SM490YA
SM520B
S355J2G3
S355K2G3
St52-3
StE355
50B
50C
50D
E355DD
E355E 15MnVq StE380
15MnVNq
A572MGr.60
A633MGr.E
StE420
合金结构钢
40Cr
20Mn2
40Mn2
15CrMo
30CrMo
35CrMo
42CrMo
5140
1524
1340
4130
4137
4140
SCr4400
SMn420
SMn438
SMn443
SCM430
SCM435
SCM440
41Cr4
25CrMo4
34CrMo4
42CrMo4
41Cr4
13CrMo45
25CrMo4
34CrMo4
42CrMo4
25CrMo4
34CrMo4
42CrMo4
41Cr4
22Mn6
42Mn6
34CrMo4
42CrMo4 45,SM45
50,SM48,
SM50
55.SM53,
SM55
SM3Gr2Mo
40Cr
1045
1050
1055
P20
5140
S45C S48C
S50C S53C
S55C S58C
SCr440
1C45
1C50
1C55
41Cr4
1C45
1C50
1C55
41Cr4
1C45
1C50
1C55
C45E4
C50E4
C55E4
41Cr4
Q235(A.B.C.D)
Q275
20
25
30
35
40
45
50
55
50Mn A283MGr.C
A283MGr.D
1020
1025
1030
1035
1040
1045
1050
1055
1053
SS400
SM400(A B)
SS490
S20CS22C
S25C S28C
S30C S33C
S35C S38C
S40C S43C
S45C S48C
S50C S53C
S55C S58C
SWRH52B
S235JR
S235JO
S235J2G3
1C22
1C25
1C30
1C35
1C40
1C45
1C50
1C55
2C50
St37-2
St37-3
1C22
1C25
1C30
1C35
1C40
1C45
1C50
1C55
2C50
40A40B
40C40D
1C22
1C25
1C30
1C35
1C40
1C45
1C50
1C55
2C50
Fe360
( A.B.C.D)
Fe430A
C25E4
C30E4
C35E4
C40E4
C45E4
C50E4
C55E4
SL,SM
高层建筑结构
钢板HBS235(Z)
A572MGr.42
A633MGr.A
SN400A
SN400B
SN400C
S235JO
S235J2G3
St37-2
St37-3
40B
40D
Fe430A
Fe430B HBS345(Z)A572MGr.50
SN490B
SN490C
S355J2G3
S355K2G3
S355N
S355NL
St52-3
StE355
355D
355E
355EM
355EMZ
E355DD
E355E
船板类
中国船级社
CCS 德国劳船级社氏
GL
美国船级社
ABS
挪威船级社
DNV
法国船级社
BV
日本船级
社
KR
英国船级社
LR
A B C D A32 D32 E32 F32 A36 D36 E36 F36
A
B
C
D
A32
D32
E32
F32
A36
D36
E36
F36
A
B
C
D
AH32
DH32
EH32
FH32
AH36
DH36
EH36
FH36
NVA
NVB
NVD
NVE
NVAH32
NDH32
NVEH32
NVFH32
NVAH36
NVDH36
NVEH36
NVFH36
A
B
C
D
AH32
DH32
EH32
FH32
AH36
DH36
EH36
FH36
A
B
C
D
AH32
DH32
EH32
FH32
AH36
DH36
EH36
FH36
A
B
C
D
AH32
DH32
EH32
FH32
AH36
DH36
EH36
FH36
钢板桩国标
前言 本标准参考了日本JISA5528-2000《热轧钢板桩》及欧盟EN10248-1995《热轧非合金钢钢板桩》等标准, 结合国内生产和应用的具体情况而制订。 本标准与JISA5528-2000的主要差异为: ——钢板桩截面形状仅列入U型钢板桩一种类别。 ——将欧标U型钢板桩桩10个规格并入U型钢板桩系列。 ——结合钢类国标规定修改了钢种成分与性能要求。 本标准由中国钢铁工业协会提出。 本标准由全国钢标准化技术委员会归口。 本标准起草单位:马鞍山钢铁股份有限公司、上海瑞马钢铁有限公司、冶金工业信息标准研究院、攀枝花 钢铁集团公司。 本标准主要起草人:钱奕峰、李庆中、柳泽燕、程鼎。 本标准于200×年×月首次发布。 热轧U型钢板桩 1.范围 本标准规定了热轧U型钢板桩的订货内容、分类、代号、尺寸、外形、重量及其允许偏差、技术要求、试验方法、检验规则、包装、标志及质量证明书。 本标准适用于堤防加固、截流围堰等防渗止水工程以及挡土墙、挡水墙、建筑基坑支护等结构基础工程所用的热轧U型钢板桩。 2.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T222钢的成品化学成分允许偏差 GB/钢铁及合金化学分析方法二安替比啉甲烷磷钼酸重量法测定磷量 GB/钢铁及合金化学分析方法硝酸铵氧化容量法测定锰量 GB/钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量 GB/钢铁及合金化学分析方法铜铁试剂分离-铬天青S光度法测定铝含量 GB/钢铁及合金化学分析方法过硫酸铵氧化容量法测定铬量 GB/钢铁及合金化学分析方法硫酸亚铁铵滴定法测定钒含量 GB/钢铁及合金化学分析方法钽试剂萃取光度法测定钒含量 GB/钢铁及合金化学分析方法变色酸光度法测定钛量 GB/钢铁及合金化学分析方法二安替吡啉甲烷光度法测定钛量 GB/钢铁及合金化学分析方法硫代硫酸钠分离-碘量法测定铜量 GB/钢铁及合金化学分析方法新亚铜灵三氯甲烷萃取光度法测定铜量 GB/钢铁及合金化学分析方法丁二酮肟分光光度法测定镍量 GB/钢铁及合金化学分析方法萃取分离-丁二酮肟分光光度法测定镍量 GB/钢铁及合金化学分析方法氯磺酚S光度法测定铌量
德标、欧标、国际、国标标准件对照表
德标、欧标、国际、国标对照表 —— DIN EN ISO GB 对照表 新德标 旧德标 英文名 中文名 国标 DIN EN ISO 4014 DIN 931-1 Hexagon head bolts - Product grades A and B(ISO 4014:1999) 六角头螺栓 GB/T 5782-2000 DIN EN ISO 4016 DIN 601 Hexagon head bolts - Product grade C(ISO 4016:1999) 六角头螺栓 C 级 GB/T 5780-2000 DIN EN ISO 4017 DIN 933 Hexagon head screws - Product grade A and B (ISO 4017:1999) 六角头螺栓 全螺纹 GB/T 5783-2000 DIN EN ISO 4018 DIN 558 Hexagon head screws - Product grade C (ISO 4018:1999) 六角头螺栓 全螺纹 C 级 GB/T 5781-2000 DIN EN ISO 8676 DIN 961 Hexagon head screws with metric fine pitch thread - Product grade A and B(ISO 8676:1999) 六角头螺栓 细牙 全螺纹 GB/T 5786-2000 DIN EN ISO 8765 DIN 960 Hexagon head bolts with fine pitch thread - Product grades A and B(ISO 8765:1999) 六角头螺栓 细牙 GB/T 5785-2000 DIN EN ISO 4032 DIN 934 Hexagon nuts,style 1-Product grades A and B(ISO: 4032:1999) 1型六角螺母 GB/T 6170-2000 DIN EN ISO 4033 Hexagon nuts,style 2-Product grades A and B(ISO: 4033:1999) 2型六角螺母 GB/T 6175-2000 DIN EN ISO 4034 DIN 555 Hexagon nuts - Product grade C (ISO 4034:1999) 六角螺母 C 级 GB/T 41-2000 DIN EN ISO 4035 DIN 439-2 Hexagon thin nuts(chamfered)-Product grade A and B (ISO 4035:1999) 六角薄螺母 GB/T 6172.1-2000 DIN EN ISO 4036 DIN 439-1 Hexagon thin nuts - Product grade B(unchamfered)(ISO 4036:1999) 六角薄螺母 无倒角 GB/T 6174-2000 DIN EN ISO 8673 DIN 934| DIN 971-1 Hexagon nuts,style 1,with metric fine pitch thread - Product grades A and B (ISO 8673:1999) 1型六角螺母 细牙 GB/T 6171-2000 DIN EN ISO 8674 DIN 971-2 Hexagon nuts,style 2,with metric fine pitch thread - Product grades A and B (ISO 8674:1999) 2型六角螺母 细牙 GB/T 6176-2000 DIN EN ISO 8675 DIN 439-2 Hexagon thin nuts with metric fine pitch thread - Product grades A and B (ISO 8675:1999) 六角薄螺母 细牙 GB/T 6173-2000 DIN EN ISO 4762 DIN 912 Hexagon socket head cap screws(ISO 4762:1997) 内六角圆柱头螺钉 GB/T 70.1-2000 DIN EN ISO 7380 Hexagon socket button head sxrews (ISO 7380:1997) 内六角平圆头螺钉 GB/T 70.2-2000 DIN EN ISO 10642 DIN 7991 Hexagon socket countersunk head screws (ISO 10642:1997) 内六角沉头螺钉 GB/T 70.3-2000 DIN EN ISO 1207 DIN 84 Slotted cheese head screws-Product grade A(ISO 1207:1992) 开槽圆柱头螺钉 GB/T 65-2000
DIN GB标准件对照表
中德标准对照表 序号Item 德国标准 DIN-Standard 中文品名 Description in Chinese 英文品名 Desciption in English 国际标准 ISO-Standard 中国标准 GB-Standard 1DIN1圆锥销Taper pins ISO2339GB117 2DIN7圆柱销Parallel pins ISO2339GB119-86 3DIN84开槽圆柱头螺 钉 Slotted cheese head screws ISO1207GB65-85 4DIN85开槽盘头螺钉Slotted pan head screws ISO1580GB67-85 5DIN93单耳止动垫圈Tab washers GB854 6DIN94开口销Split cooter pins ISO1234GB91 7DIN95开槽半沉头木 螺钉 Slotted raised csk head wood screws GB101 8DIN96开槽半圆头木 螺钉 Slotted round head wood screws GB99 9DIN97开槽沉头木螺 钉 Slotted countersunk head wood screws GB100 10DIN125-A平垫Plain washers ISO7089GB97.1-85 11DIN125-B平垫(带倒角)Mediun washers ISO7090GB97.2-85 12DIN126平垫Plain washers ISO7091 13DIN127-A重型弹垫Spring lock washers,tang ends GB7244 14DIN127-B标准弹垫Spring lock washers,square ends GB93-87 15DIN128-A鞍形弹垫Single coil spring lock washers GB7245-87 16DIN137-A弹簧止动垫圈Curved spring washers 17DIN137-B波形弹垫Wave spring washers GB955 18DIN186T型方颈螺栓T-head blots with square neck GB37-88 19DIN188T型双接头螺 栓 T-head bolts with double nip 20DIN258螺纹圆锥销Taper pins with threaded end ISO8737 21DIN261T型头螺栓T-head bolts 22DIN315AF 蝶型螺母(美 制) Wing nuts America form
钢铁标准对照表
钢铁标准对照表 详细钢铁标准对照表 棒钢、型钢、钢板 标准号 标准名称 标准号 标准名称 JIS G 3101 一般结构用轧制钢材 ASTM A 36-94 结构用钢材 ASTM A 283-93a 低中强度碳素钢 JIS G 3106 焊接结构用轧制钢材 JIS G 3136 建筑结构用轧制钢材 ASTM A 529-94 结构用钢(屈服点 30kg. 厚度 12.7mm ) ASTM A 570-95 结构用热轧碳素钢钢板及钢带 ASTM A 572-94C 结构用高强度低合金铌-钒钢 ASTM A 573-93a 结构用韧性改善碳素钢钢板 ASTM A 633-95 结构用正火低合金高强度钢 ASTM A 678-94a 结构用淬火、回火碳素钢钢板 ASTM A 709-95a 桥梁结构用钢材 BS EN 10025-93 非合金结构及交货技术条件 DIN EN 10025-93 NF EN 10025-93 BS EN 10025-90(旧标准) 非合金结构钢及交货技术条件 DIN EN 10025-91(旧标准) NF EN 10025-90(旧标准) BS 4360-90(旧标准) 焊接结构用钢材 BS 4360-86(旧标准) 焊接结构用钢材 DIN 17100-80(旧标准) 一般结构用钢材 DIN 17102-83(旧标准) 焊接细晶粒钢 NF A 35-501-87(旧标准) 结构用钢材 ISO 630-95 结构用钢材 ISO 4950/2-95 高强度钢钢板(正火或CR 处理) ISO 4950/3-95 高强度钢板(淬火回火) ISO 4951-79 高强度钢棒及型钢 ISO 4995-93 结构钢热轧薄板 ISO 4996-91 结构钢高强度热轧薄板 ISO 6316-93 结构钢热轧钢带 JIS G 3128 焊接结构用高强度钢 钢板 ASTM A 514-94a 焊接性调质高强度合金钢 ASTM A 517-93 压力容器用低合金淬火、回火高强度钢 ASTM A 709-95a 桥梁结构用钢材 ISO 9328/4-91 压力用途钢板 焊接性高强度细晶粒钢(N 或QT ) JIS G 3114 焊接结构用耐候性热 轧钢材 ASTM A 588-94 低合金高强度结构钢钢材 ASTM A 709-95a 桥梁结构钢钢材 BS EN 10155-93 耐候性结构钢 DIN EN 10155-93 NF EN 10155-93
钢板金属材料牌号对照
钢板金属材料牌号对照 钢种 中国GB 日本JIS 美国ASTM 德国 牌号牌号标准号钢号钢号材料号标准号 碳素钢板Q235-F SS41 G3101 A36 USt37-2 1.0112 DIN17100 Q235 SS41 G3101 A283-C RSt37-2 1.0114 DIN17100 Q255A SS50 G3101 A283-D (RSt42-2) 1.0134 DIN17100 (A3R) SPV24 G3115 A285-C 20g SB42 G3103 A515.Cr60 HⅡ 1.0425 DIN17155 (15g) SB35 G3103 A515.Cr55 HⅠ 1.0345 DIN17155 (25g) SB46 G3103 A515.Cr65 HⅢ 1.0435 DIN17155 25 SM41A G3103 DIN17100 低合金钢板 16Mn SM50-B.C G3106 St52-3 1.0841 DIN17155 16MnR SM41B G3106 A299/A537-Ⅰ.Ⅱ 17Mn4 19Mn5 1.0841 1.8045 16MngC SPV36 G3115 St52-3 15MnVR SPV36 (WELTEN50) G3115 A225Gr.A.B WStE39 1.8930 15MnVgC (A633-GR.B) 15MnVNTR (K-TEN62M) A302-GR.B 18MnMoNbR A533-Gr.A.I 耐热钢板 16Mo SB46M G3103 A204-Gr A.B 15 Mo3 1.5414 DIN17155 12CrMo SCMV1 G4109 A387-Gr.2 15CrMo SCMV2 G4109 A387-Gr.12 13 CrMo44 1.7335 DIN17155 12Cr2Mo1 SVMV4 G4109 A387-Gr.22 10 Mo910 1.7362 DIN17155 低温钢板 16MnR SLA24B G3126 A516-Gr55 TTSTE26 1.0463 SEW089 15MnVR SLA33A A516-Gr60 TTSTE29 1.0488 15MnVNTR A516-Gr65 A516-Gr70 TTSTE32 TTSTE36 1.0851 1.0859
钢材(铁)检验规范标准
. 钢 材 ( 铁 件 ) 验 收 标 准 编制: 校对: 审核: .
1范围 本标准规定了钢技术要求、检验方法、尺寸、外形、重量及允许偏差等要求。 本标准适用于家具类所需钢材料。 2 规范性引用文件 GB/T 223.71-1997 钢铁及合金化学分析方法管式炉内燃烧后重量测定碳含量 GB/T 223.69-1997 钢铁及合金化学分析方法管式炉内燃烧后气体容量法测定碳含量GB/T 223.68-1997 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.63-88 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量 GB/T 223.60-87 钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量 GB/T 223.59-87 钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量 GB/T 247-1997 钢板和钢带验收包装、标志及质量证明书的一般规定 GB/T 700-2006 碳素结构钢 GB/T 709-88 热轧钢板和钢带的尺寸、外形、重量及允许偏差 GB/T 2975-82 钢材力学及工艺性能试验取样规定 GB/T 3094-2000 冷拔异型钢管 GB/T 3274-88 碳素结构钢和低合金结构钢热轧厚钢板和钢带 GB/T 6728-2002 结构用冷弯空心型钢尺寸、外形、重量及允许偏差 GB/T 17395-2008 无缝钢管尺寸、外形、重量及允许偏差 ASTM 370-02 钢制品力学性能试验的标准试验方法和定义 3术语和定语 3.1钢的牌号
钢的牌号由代表屈服强度的字母、屈服强度数值、质量等级符号、脱氧方法符号等4个部分按顺序组成。 例如:Q235AF 3.2钢的分类 钢管按产品加工方式分为两类,类别的代号为: 热轧(挤、扩)WH 冷拔(轧)WC 尺寸精度等级, 普通级PA 高级PC 4技术要求 4.1 表1 常用钢管外径尺寸和壁厚尺寸允许偏差(外径允许偏差等级为D4,壁厚允许偏差等级S5) 表2 常用矩形管截面的长、宽尺寸和壁厚尺寸允许偏差
加工、检验标准规范
四、加工、检验标准规范 一、保证材料质量的技术组织措施 目前,公司已建立一整套科学规范的质量管理体系文件,包括质量手册2份,程序文件35份,工作文件108份,质量记录156份。通过全员参与,严格管理和有效激励,所有的质量保证和质量控制文件,都能得到有效执行,保证了从设计、采购、生产、检验、包装、运输到售后服务的所有环节,都得到有效控制。 在异形石材产品尚无国家和行业标准的情况下,我们就拟订了严格的企业内控标准,目前共有各类质量标准20多项,多数技术指标的要求均高于国家或行业标准。检验人员的素质更是公司关注的重点,所有检验员都具备中专以上学历,在企业内部经过严格培训,熟悉石材知识和生产工艺,准确掌握石材质量标准。目前已拥有一支技术过硬、高效负责的检验员队伍。 在产品稳定性和产品供应方面,要从采购、生产和工艺排版三个方面来考虑:在采购方面,由于石材的天然性,采购到质量稳定、颜色花纹调和的材料,是极为重要的一环。而采购方面,正是我们公司的强项,我们专业化的验货采购员,长期驻扎世界主要石材出产国和国内各地主要的石材基地,严格控制采购石材的质量。 在生产方面,我们一流的设备和先进的工艺,有严谨科学的质量保证体系,更有高效专业的生产和检验人员,几年来我们的生产产品质量合格率,都能保持在98%以上,去年合格率更是达到了99.5%。 为了保证本工程所选石材质量达到业主、监理、总包的质量要求,更
加符合设计意图,确保工程质量。首先我公司将汇同各职能部门制定周密、细致的方案,并成立以总工程师为领导的项目专案组,负责该项目石材采购、加工、制作、包装配送等工作。 我公司所供石材全部按照国家技术标准要求进行,各项标准如下:原材料技术标准: JC/T 202-2001(JC202-92)天然大理石荒料标准; JC/T 204-2001(JC204-92)天然花岗岩荒料标准; JC/T 79-2001(JC79-92)天然大理石建筑板材标准; GB/T 18601-2001(JC205-92)天然花岗岩建筑板材标准; 技术基础标准: QG/ II SO5.05-89 营销技术标准; QG/ II SO8.03-89 采购技术标准; QG/ II SO9.07-89 工艺技术标准; QG/ II SO12.01-89 设备技术标准; QG/LIS13.01-89 安全生产和环境保护技术标准;QG/LIS14.01-89 检验方法技术标准;半成品标准: QZ/LIS3.1-1-90 半头自动磨光机板材质量标准;QZ/LIS3.1-2-90 双向切机板材质量标准;QZ/LIS3.1-3-90 切断机板材质量标准;QZ/LIS3.1-4-90 二十四头自动磨光机板材质量标准;QZ/LIS3.1-6-90 粗磨机粗磨板质量标准;异型装饰石材技术标准:JC/T 847.1-1999 异型装饰石材弧面板; JC/T 847.2-1999 异型装饰石材花线;
焊条型号和牌号对照表
焊条型号和牌号对照表
表12.4 常用焊条型号和牌号对照表 2
名词解释: E,表示焊条。前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适 用于平焊和平角焊。4表示向下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮 类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。前两位数字表示熔 敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0 和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适用于平焊和平角焊。4表示向 下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表 示冲击性能有特殊规定的焊条。例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流 种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。例2:E4316,表示低氢钾型焊 2
条,适用于全位置焊接,电流种类为交流或直流反接,熔敷金属抗拉强度 ≥420Mpa(43kgf/mm2)。E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交 流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。 2
项目介绍 D502阀门堆焊焊条符合 GB EDCr-A1-03 说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用, 焊接工艺良好。堆焊金属为1Cr13半铁素体高铬钢。堆焊层具有空淬特 性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当 加热至900-1000℃空冷或油淬后,可重新硬化。 2
容规、国标对检测比例的规定
新《容规》的规定 1. 无损检测要求 压力容器设计单位应当根据本规程、本规程引用标准和JB/T4730的要求在设计图样上规定所选择的无损检测方法、比例、质量要求及其合格级别等。 2.钢板超声检测 2.1 检测要求 厚度大于或者等于12mm的碳素钢和低合金钢钢板(不包括多层压力容器的层板)用于制造压力容器壳体时,凡符合下列条件之一的,应当逐张进行超声检测: (1) 盛装介质毒性程度为极度、高度危害的; (2) 在湿H2S腐蚀环境中使用的; (3) 设计压力大于或者等于10MPa的; (4) 本规程引用标准中要求逐张进行超声检测的。 2.2 检测合格标准 钢板超声检测应当按JB/T 4730 《承压设备无损检测》的规定进行,用于本规程2.5.1第(1)项至第(3)项的钢板,合格等级不低于Ⅱ级,用于本规程2.5.1第(4)项的钢板,合格等级应当符合本规程引用标准的规定。 3.接管与壳体之间接头设计 钢制压力容器的接管(凸缘)与壳体之间的接头设计以及夹套压力容器的接头设计,可参照本规程引用标准进行。有下列情况之一的,应当采用全焊透结构: (1)介质为易爆或者介质毒性为极度危害和高度危害的压力容器;
(2)要求气压试验或者气液组合压力试验的压力容器; (3)第Ⅲ类压力容器; (4)低温压力容器; (5)进行疲劳分析的压力容器; (6)直接受火焰加热的压力容器; (7)设计图样规定的压力容器。 4.焊接返修 焊接返修(包括母材缺陷补焊)的要求如下: (1)应当分析缺陷产生的原因,提出相应的返修方案; (2)返修应当按本规程4.2.1进行焊接工艺评定或者具有经过评定合格的焊接工艺规程(WPS)支持,施焊时应当有详尽的返修记录; (3)焊缝同一部位的返修次数不宜超过2次,如超过2次,返修前应当经过制造单位技术负责人批准,并且将返修的次数、部位、返修情况记入压力容器质量证明文件; (4)要求焊后消除应力热处理的压力容器,一般应当在热处理前焊接返修,如在热处理后进行焊接返修,应当根据补焊深度确定是否需要进行消除应力处理; (5)有特殊耐腐蚀要求的压力容器或者受压元件,返修部位仍需保证不低于原有的耐腐蚀性能; (6)返修部位应当按照原要求经过检测合格。 5. 压力容器对接接头无损检测的实施时机 (1)压力容器的焊接接头应当经过形状、尺寸及外观检查,合格后再进行无损检测;
DIN、EN、ISO、GB标准件对照表
序号DIN 英文名称EN ISO GB 中文名称 1DIN 1 taper pins EN 22339 ISO 2339 GB/T 117 圆锥销 2DIN 1052 washers for timber connectors 木材连接用垫圈 3DIN 11024 spring cotters 弹簧卡子 4DIN 1151 round plain head nails 沉头钢钉 5DIN 125-1 plain washers without chamfer ISO 7089 GB/T 97.1 平垫圈 A 级 6DIN 125-2 plain washers with chamfer ISO 7090 GB/T 97.2 平垫圈倒角型 A 级 7DIN 126 plain washers ISO 7091 GB/T 95 平垫圈 C 级 8DIN 127-1 spring lock washers with tang ends GB/T 7244 重型弹簧垫圈 9DIN 127-2 spring lock washers with square ends GB/T 93 标准弹簧垫圈 10DIN 128 curved spring lock washers GB/T 7245 鞍形弹簧垫圈 11DIN 13257 belting bolts (elevator bolts) 平板螺栓 12DIN 137 wave spring washers GB/T 955 波形弹性垫圈 13DIN 1440 plain washers for clevis pins EN 28738 ISO 8738 GB/T 97.3 销轴用平垫圈 14DIN 1441 Washers, Type Coarse for Bolts 螺栓用粗制垫圈 15DIN 1444 clevis pins with head EN 22341 ISO 2341 GB/T 882 销轴 16DIN 1471 grooved pins, taper grooved ISO 8744 GB/T 13829.2 槽销锥槽(A 型) 17DIN 1472 grooved pins, taper grooved half length ISO 8745 GB/T 13829.2 槽销锥槽(B 型) 18DIN 1473 grooved pins, parallel grooved full length ISO 8740 GB/T 13829.1 槽销平行沟槽(B 型) 19DIN 1474 grooved pins, reserve grooved half length ISO 8741 GB/T 13829.2 槽销锥槽(C 型) 20DIN 1475 grooved pins, centre grooved ISO 8742 GB/T 13829.1 槽销平行沟槽(C 型) 21DIN 1476 grooved pins with round head ISO 8746 GB/T 13829.3 槽销圆头、沉头(A 型) 22DIN 1477 grooved pins with countersunk head ISO 8747 GB/T 13829.3 槽销圆头、沉头(B 型) 23DIN 1479 turnuckles(centre parts), made out of hexagon bar 六角螺母棒 24DIN 1480 turnuckles with eye bolt and hook bolt 花篮螺栓 25DIN 1481 spring pins, heavy type ISO 8752 GB/T 879.1 弹性圆柱销直槽重型 26DIN 1587 hexagon domed cap nuts GB/T 802 组合式盖形螺母
钢板金属材料牌号对照表(doc 17页)(正式版)
锻件金属材料牌号对照 钢种 中国GB 日本JIS 美国ASTM 德国 牌号牌号标准号钢号 碳素钢锻件20 SF34 S20C G3201 G4051 A105、A181-ⅠC22、CK22 1.0402 101151 DIN17200 25 SF40 S25C G3201 G4051 A181-Ⅰ、A266-Ⅰ 35 SF45 S35C G3201 G4051 A181-Ⅱ、A266-Ⅱ A105 C35、CK35 1.0501 1.1181 DIN17200 45 SF50 S45C G3201 G4051 A266-ⅢC45、CK45 1.0503 1.1191 DIN17200 低合金钢锻件 16Mn 17Mn4 1.0844 DIN17155 20MnMo 15MnMoV 20MnMoNb 35CrMo SFCM3 G3221 AISI-E4135 34CrMo4 1.1200 DIN17200 32MnMoVB 15CrMo SFHV22B G3213 A182-F12、A336-F12 13CrMo44 1.7355 DIN17175 12CrMoV SFHV23B G3213 A182-F11、A336-F11 不锈耐热钢牌号对照(一)耐热钢棒牌号对照 中国美国德国日本法国英国国际 GB1221-92 AISI、ASTM DIN17440 DIN17224 JIS NF A35-572/584 NF A35-576~582 BS 970 BS 1449 ISO683/13 ISO683/16 5CrmN9Ni4N SUH35 349S52 8(注①) 2Cr21Ni2N 2Cr23Ni13 309,S30900 SUH309 Z15CN24.13 309S24 2Cr25Ni20 310,S31000 CrNi2520 SUH310 12CN25.20 310S24 1Cr16Ni35 330 SUH330 Z12NCS35.16 0Cr15Ni25Ti2MoA1VB 660,K66286 SUH660 Z6NCTDV25.15B 0Cr18Ni9 304,S30400 X5Cr189 SUS304 N6CN18.09 304S15 11 0Cr23Ni13 309S,S30908 SUS309S 0Cr25Ni20 310S,S31008 SUS310S 0Cr17Ni12Mo2 316,S31600 X5CrNiMo1810 SUS316 Z6CND17.12 316S16 20,20a 4Cr14Ni4W2Mo2
承压设备用不锈钢钢板及钢带国家标准
《承压设备用不锈钢钢板及钢带》国家标准 起草编制说明 (征求意见稿) 1 工作概况 1.1 任务来源 《承压设备用不锈钢钢板及钢带》国家标准由国标委批准立项,根据全国钢标准化技术委员会SAC/TC183钢标委[2008]01号《关于下达全国钢标委2008年第一批国家标准制修订计划项目的通知》的安排(计划编号20074235-Q-605),由太原钢铁(集团)有限公司、冶金信息标准研究院、全国锅炉压力容器标准化委员会等单位共同制定。 1.2 编制单位 太原钢铁(集团)有限公司、冶金信息标准研究院、全国锅炉压力容器标准化委员会。 1.3主要起草人及其所承担工作的简要说明 1.3.1 主要起草人:名单待定 1.3.2 主要起草人所承担的标准研究工作: (1)收集、对比相关国内外标准,确定满足要求的现行有效版本: (2)对收集到的国、外标准进行了对比分析。国际、国外标准主要参照了EN10028-7、ASTMA240/A240M等,中国国家标准主要参照了GB/T20878、GB/T3280及GB/T4237标准。(3)收集太钢及其它钢厂的生产数据,并进行分析。 (4)根据有关单位及专家意见、标准的对比分析结果以及实际生产数据统计结果,完成标准征求意见稿。 (5)完成标准征求意见稿后,于2008年9月向宝新、张浦、宝钢不锈钢分公司、昆山大庚及部分重点客户发出《关于征求对GB××××《承压设备用不锈钢钢板和钢带》(征求意见稿)修改意见的函》,进行征求意见。到10月底为止,共收到公司等家单位的条反馈意见。 (6)汇总并处理反馈意见。
(7)根据反馈意见,对标准的征求意见稿进行了进一步的修改完善,在此基础上形成了标准的审送稿。 (8)2008年 11月日在北京召开了标准审定会,共有等家相关单位参加。与会代表对标准的送审稿进行了热烈的讨论,并形成了标准审定会的会议纪要。 2标准制订原则 1)标准的编写格式按国家标准GB/T 1.1-2000《标准化工作导则第一部分:标准的结构和编写规则》的规定和要求进行编写; 2)本标准修改采用国际、国外先进标准,以保证标准的先进水平; 3)充分考虑国内企业的生产工艺、设备水平以及实物质量水平; 4)满足用户的使用要求; 5)满足标准的科学性、先进性、有效性原则,提升国内产品质量,为参与国际市场的竞争创造条件。 3 标准中主要技术内容的说明 3.1 标准名称 参照EN10028-7 标准《压力容器用钢的扁平产品第七部分:不锈钢》,并结合全国锅炉压力容器标准化技术委员会的建议,本标准命名为《承压设备用不锈钢钢板和钢带》。3.2 范围 适用于宽度≥600mm的承压用热轧、冷轧不锈钢钢板及钢带(含卷切钢板)。参照欧标EN10028-7,确定了各种类型产品的最大厚度。 3.2.1适用于不锈钢冷轧钢带及其卷切定尺钢板,最大厚度为8mm。 3.2.2适用于不锈钢热轧钢带及其卷切定尺钢板,最大厚度为14mm。 3.2.3 适用于由可逆式轧机轧制的不锈钢热轧厚钢板,最大厚度为80mm。 3.3 规范性引用文件 根据相关国家标准的变化情况,引用标准为最新版本: 根据GB/T 1.1-2000的规定,增加了关于标准引用的时效性说明,规范引用标准的使
钢板桩国标
前言 本标准参考了日本JIS A5528-2000《热轧钢板桩》及欧盟EN 10248-1995《热轧非合金钢钢板桩》等标准, 结合国内生产和应用的具体情况而制订。 本标准与JIS A5528-2000的主要差异为: ——钢板桩截面形状仅列入U型钢板桩一种类别。 ——将欧标U型钢板桩桩10个规格并入U型钢板桩系列。 ——结合钢类国标规定修改了钢种成分与性能要求。 本标准由中国钢铁工业协会提出。 本标准由全国钢标准化技术委员会归口。 本标准起草单位:马鞍山钢铁股份有限公司、上海瑞马钢铁有限公司、冶金工业信息标准研究院、攀枝 花钢铁集团公司。 本标准主要起草人:钱奕峰、李庆中、柳泽燕、程鼎。 本标准于200×年×月首次发布。 热轧U型钢板桩 1.范围 本标准规定了热轧U型钢板桩的订货内容、分类、代号、尺寸、外形、重量及其允许偏差、技术要求、试验方法、检验规则、包装、标志及质量证明书。 本标准适用于堤防加固、截流围堰等防渗止水工程以及挡土墙、挡水墙、建筑基坑支护等结构基础工程所用的热轧U型钢板桩。 2.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T222 钢的成品化学成分允许偏差 GB/T223.3 钢铁及合金化学分析方法二安替比啉甲烷磷钼酸重量法测定磷量 GB/T223.4 钢铁及合金化学分析方法硝酸铵氧化容量法测定锰量 GB/T223.5 钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量 GB/T223.10 钢铁及合金化学分析方法铜铁试剂分离-铬天青S光度法测定铝含量 GB/T223.11 钢铁及合金化学分析方法过硫酸铵氧化容量法测定铬量 GB/T223.13 钢铁及合金化学分析方法硫酸亚铁铵滴定法测定钒含量 GB/T223.14 钢铁及合金化学分析方法钽试剂萃取光度法测定钒含量 GB/T223.16 钢铁及合金化学分析方法变色酸光度法测定钛量 GB/T223.17 钢铁及合金化学分析方法二安替吡啉甲烷光度法测定钛量 GB/T223.18 钢铁及合金化学分析方法硫代硫酸钠分离-碘量法测定铜量 GB/T223.19 钢铁及合金化学分析方法新亚铜灵三氯甲烷萃取光度法测定铜量 GB/T223.23 钢铁及合金化学分析方法丁二酮肟分光光度法测定镍量 GB/T223.24 钢铁及合金化学分析方法萃取分离-丁二酮肟分光光度法测定镍量
钢板桩国标
本标准参考了日本JIS A5528-2000《热轧钢板桩》及欧盟EN 10248-1995《热轧非合金钢钢板桩》等标准, 结合国内生产和应用的具体情况而制订。 本标准与JIS A5528-2000的主要差异为: ——钢板桩截面形状仅列入U型钢板桩一种类别。 ——将欧标U型钢板桩桩10个规格并入U型钢板桩系列。 ——结合钢类国标规定修改了钢种成分与性能要求。 本标准由中国钢铁工业协会提出。 本标准由全国钢标准化技术委员会归口。 本标准起草单位:马鞍山钢铁股份有限公司、上海瑞马钢铁有限公司、冶金工业信息标准研究院、 攀枝花钢铁集团公司。 本标准主要起草人:钱奕峰、李庆中、柳泽燕、程鼎。 本标准于200×年×月首次发布。 热轧U型钢板桩 1.范围 本标准规定了热轧U型钢板桩的订货内容、分类、代号、尺寸、外形、重量及其允许偏差、技术要求、试验方法、检验规则、包装、标志及质量证明书。 本标准适用于堤防加固、截流围堰等防渗止水工程以及挡土墙、挡水墙、建筑基坑支护等结构基础工程所用的热轧U型钢板桩。 2.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T222 钢的成品化学成分允许偏差 GB/ 钢铁及合金化学分析方法二安替比啉甲烷磷钼酸重量法测定磷量 GB/ 钢铁及合金化学分析方法硝酸铵氧化容量法测定锰量 GB/ 钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量 GB/ 钢铁及合金化学分析方法铜铁试剂分离-铬天青S光度法测定铝含量 GB/ 钢铁及合金化学分析方法过硫酸铵氧化容量法测定铬量 GB/ 钢铁及合金化学分析方法硫酸亚铁铵滴定法测定钒含量 GB/ 钢铁及合金化学分析方法钽试剂萃取光度法测定钒含量 GB/ 钢铁及合金化学分析方法变色酸光度法测定钛量 GB/ 钢铁及合金化学分析方法二安替吡啉甲烷光度法测定钛量
钣金件质量验收标准
钣焊件制作及验收标准 一、依据标准 1、依据中华人民共和国国家标准:GB/T706-2008《热轧型钢》。 2、依据中华人民共和国国家标准:GB/T709-2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》。 3、依据中华人民共和国国家标准:GB/T19804-2005《焊接结构的一般尺寸公差和行为公差》。 二、具体要求 (一)钣金件焊前要求 1、所有原材料不得低于国家标准的要求,否则不得下料制作。 2、要求焊接型钢不直度不超过2/1000,总弯曲度不大于总长度的0.3%。 3、钣金件焊接前,必须对钢板、型钢进行除锈或抛喷丸处理。处理后若有不直、不平现象则必须校直、校平后再焊接。 4、特殊工件焊接后喷不到底漆的,喷丸校直、校平后应首先喷涂底漆。 5、在进行焊接前,应根据零件大小、材料厚度、焊缝要求的大小等不同选用粗细规格不等的焊条。 (二)焊接过程的要求 1、按图纸、技术、工艺要求制作焊接,因看图纸有误,导致工件焊错,需重新焊割的,该件按次品处理。 2、焊接时,要求该坡口的地方必须坡口,加工周转件没有坡口的、或者焊接型材等,应根据情况用磨光机进行坡口。需机加工坡口的应进行加工坡口处理。 3、焊接时应保证工件外形尺寸和形位公差,非加工面形位公差按IT15级执行,保证型钢、钢板对接时错位量不超过厚度的2%。 4、焊接时需要代料的,未经技术部门的书面同意,不能代料。 5、焊接时的焊缝严格按图纸要求,该连续焊的连续焊,该断续焊的一定要断续焊。如图纸没有要求的断续焊尺寸长度,则每间隔150mm焊50mm。点焊
时各焊点距离必须均匀一致。 6、连续焊缝要求平直光滑,不能有明显的高低不平现象,不能有焊穿、焊偏、焊疤、气孔、咬边等现象。焊缝的焊角以图纸要求为准,无要求的保证焊角为相临件的最小厚度。 7、焊后:每道焊缝应清根处理,清除焊渣,去掉周边毛刺。 8、图纸上要求折弯的零件,没有研究所的书面同意,不得采用焊接方式。 9、钢板在弯、折、卷制作过程中出现的锤击痕迹应予以修复,不得有明显锤窝现象。 10、图纸要求去应力退火的零件,焊接完毕后必须按要求进行去应力退火;并且零件放入炉里的时候,一定要放平,各支撑点都要贴实,不能有缺少重力支撑的地方,防止退火后工件的变形。 (四)焊接公差要求 1、线性尺寸公差见下表一所示。 表一、焊接件线性尺寸公差(mm) 2、角度尺寸公差见下表二所示。 表二、角度尺寸公差 3、直线度、平面度、和平行度公差见下表三所示。 表三、直线度、平面度和平行度公差
覆铝锌板冷轧钢板等板材检验标准
板材检验标准 包括敷铝锌板、A3冷轧板、不锈钢板 一、查随货文件资料 应有质量证书,证明该批板材符合标准要求和订货合同,证明书包括: 1、供方名称或厂标; 2、材料牌号 3、规格数量 4、合格证书 5、材料理化性能报告(必要时)。 同时,应满足相应的国家或国际标准的要求。 二、测量尺寸 按检查水平S-4级AQL=2.5抽查,其幅面尺寸及厚度应符合下表要求: 厚度(mm)长度宽度 1.0+-0.08 《=2000)( 三、完整性检查 1、包装应完好,无破损,材料经目测无明显变形。 2、表面质量:板材质量应光滑、清洁、不得有气泡、裂纹、起皮、氧化、严重锈蚀等表面缺陷。 四、铜板导电率测试 按照S-4AQC=2.5抽检导电率大于等于97%;铜板幅面尺寸不需测量
铜排检验标准 型号TMY硬铜母线 1、一般检查 1.1、查随货文件资料,证明该批铜排符合标准要求和订货合同,证明书包括: A、供方名称或厂标 B、材料牌号 C、规格尺寸 D、出厂检验报告(国外不要):a、尺寸公差b、布式硬度c、弯曲特性d、抗拉强度e、 电阻率(=1/导电率)f、直度g、粗糙度。 1.2、母线表面应光洁平整,不应有裂纹、划伤、折皱、夹杂物及变形和扭曲等现象。 2、性能及尺寸 2.1测量尺寸 2.2机械性能测试 2.2.1、母线的弯曲性能(随机抽取1-2块试样做弯曲测试)母线用b边弯曲90度,表面 不应出现裂纹。弯曲圆柱的直径根据a边选定,应符合下面规定 标称尺寸弯曲直径mm 48 510 6 12 8 16 10 20 2.3布氏硬度hb大于等与65 随机1-2块试样 2.4抗拉强度大等280N/mm2(参考厂家报告) 2.5测试电阻率不应大于0.01777欧姆mm2/m 导电率大等97% 2.6以4mm/1m进行直度测试。 根据GB5585.2.85