武钢5号高炉长寿技术
高炉长寿技术的探讨 毕业论文
学科代码:080201 学号:082302010072 贵州师范大学(本科) 毕业论文 题目: 高炉长寿技术的探讨 学院:材料与建筑工程学院 专业:冶金工程 年级:2008级 姓名: 指导教师: 完成时间:2013年5月14日
目录 4 4 5 6 6 6 6 6 6 7 7 7 7 8 9 9 9 9 10 10 10 10 11 11 11 11 11 11 12 12 12 12 13 13 13 13 14 14 14 14
14 14 15 15 15 15 16 16 16 16 17 18 18 18 19 19 19 20 20 20 20 21 21 21 22 23 24
高炉长寿技术的探讨 郑茂骁 中文摘要: 通过分析当今国内国外对延长高炉寿命的研究所取得的成果,得出提高高炉寿命是一个系统的工程,涉及高炉精料、煤气流分布的调节、提高耐火材料的性能、加强炉体的冷却、选择合理的操作制度及日常维护等,只有将许多延长高炉寿命的技术和设备有机地结合起来,才能实现高炉长寿。 关键词:高炉长寿;有害元素;煤气流分布;耐火材料;高炉冷却 Abstract: through the analysis of the current domestic to extend the service life of the foreign blast furnace, the results, improve the service life that blast furnace is a system project, which involves the blast furnace gas flow distribution of boars, adjusting and improving the performance of the refractory materials, strengthening the furnace cooling, selection of rational operation system and daily maintenance etc, only will extend the service life of the many blast furnace technology and equipment organically, to achieve the blast furnace longevity. Key words:the blast furnace long; The harmful elements; The gas flow distribution; Refractory materials; Furnace cooling
武钢炼铁厂5号高炉实习报告[1]
武钢炼铁厂5号高炉 实习目的 毕业实习是我们专业重要的教学环节,是专业课教学的一个组成部分。通过在实习厂主要岗位的生产劳动、现场参观、现场教学和讨论,培养和锻炼我们在生产现场独立工作的能力,分析问题的方法和解决问题的能力,理论联系实际的能力及科学的思维方法。在牢固掌握专业理论知识的基础上,我们深入到武汉钢铁集团炼铁厂5号高炉,详细了解炼铁工艺流程及其主要设备,收集毕业设计所需的参数等相关资 料。 在学习工程技术人员和工人师傅在长期实践中积累的丰富知识和经验的同时,我们还要学习他们勤奋工作的精神和实事求是的工作作风,学习他们的生产实际知识和为“四化”勤奋工作的精神,增强热爱专业,热爱劳动的思想。为毕业设计的顺利进行以及以后踏上工作岗位奠定坚实的基础。 实习时间 共两周,即20xx年x月x日—20xx年x月xx日 实习地点 武钢炼铁厂5号高炉 1 武钢炼铁厂简介 武钢股份公司炼铁总厂于2008年6月成立,包括烧结分厂、炼铁分厂,是武钢生产烧结矿和制钢生铁、铸造生铁的首道工序厂,具有精良的生产装备和先进的技术优势,主要经济技术指标在国内外同行业中处于领先地位。 炼铁分厂(原炼铁厂)于1957年破土动工,1958年建成投产。经过50年的建设、改造和发展,已拥有8座现代化大型高炉,其中3200 m3的有3座,3800m3的有1座(暂未投产),年生产能力超过15 00万吨,是我国生铁的主要生产基地之一。炼铁分厂坚持走引进、消化与自主开发之路,无料钟炉顶、软水密闭循环、环保型INBA炉渣处理系统、薄炉衬铜冷却壁、高炉专家系统等一大批当代先进的炼铁工艺广泛应用于高炉生产之中,高炉利用系数进入国际一流、国内领先水平。 武钢炼铁厂5号高炉是武钢自行投资建成的一座集国内外十余种先进技术于一身的特大型现代化高炉,于1991年10 月19日点火投产。高炉有效容积3200 m3,共有32个风口,皮带上料,环形出铁场,设有4个出铁口,对称的两个铁口出铁,另两个检修备用,日产生铁7000t以上。引进卢森堡PW公司的
提高高炉寿命的方法与措施
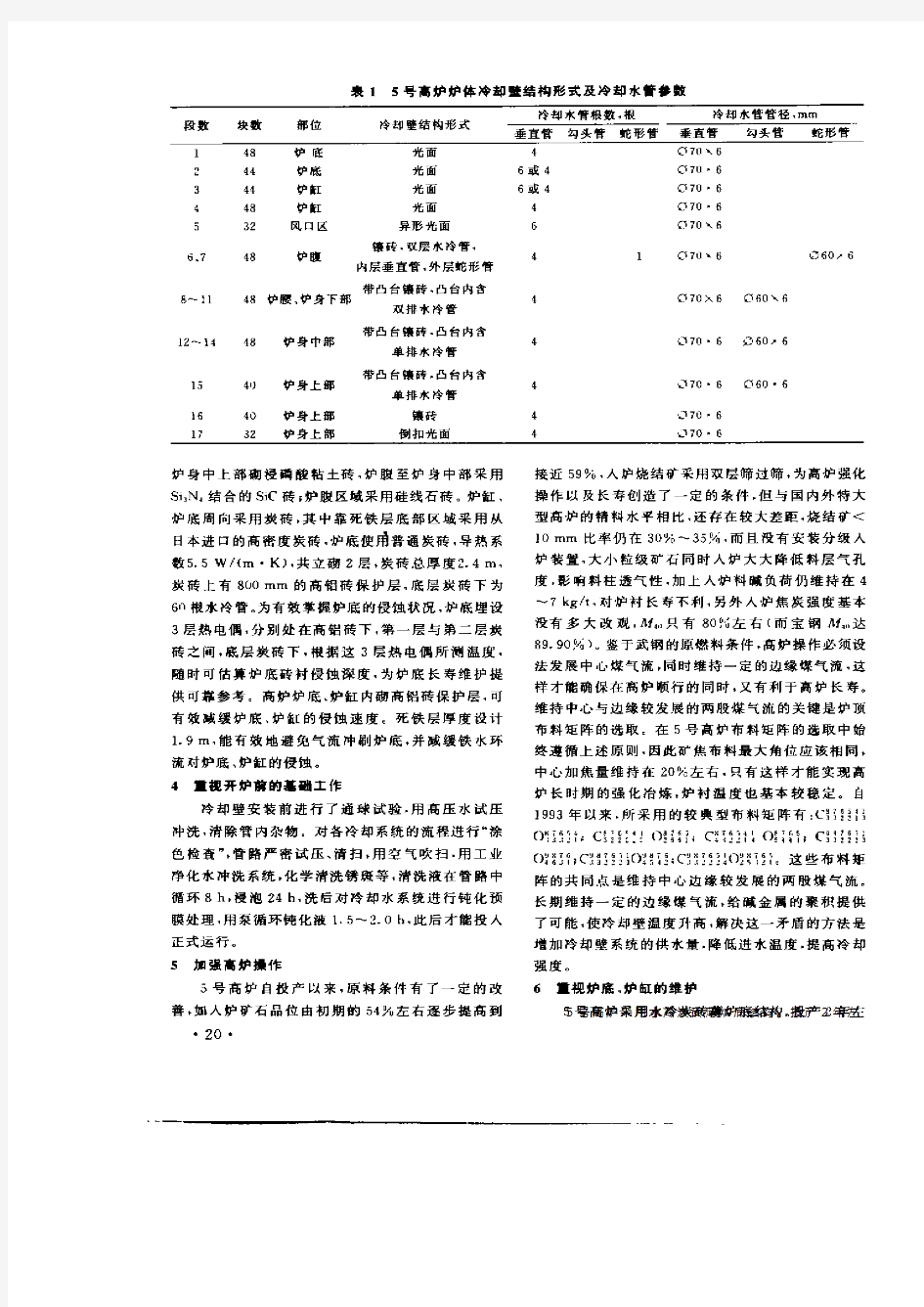
提高高炉寿命的方法与措施 摘要:近几年,随着高炉冶炼的不断强化,延长高炉炉体寿命已成为炼铁生产中急 待解决的突出问题。根据高炉炉身、炉腰、炉腹的侵蚀机理,探讨高炉寿命问题。指出,高炉炉身、炉腰、炉腹的结构以及冷却设备及冷却方式选择恰当,高炉才能长寿;炉役后期定期对炉衬进行局部修补,是延长高炉寿命的有效措施。 关键词:高炉寿命炉衬冷却设备 前言:新建一座大型高炉或对一座进行改造性大修,耗资巨大,多达上亿元。因而 高炉使用寿命直接关系到钢铁工业的经济效益,高炉长寿也就顺理成章成为现代化高炉追求的目标。随着世界各国钢铁工业技术的进步,尤其像日本这样工业发达的国家,高炉长寿技术已经取得了显著成果;有资料显示日本川崎千叶钢厂的6号高炉,一代炉龄(无中修)为20年零9个月,创造了世界高炉长寿记录。国外大型高炉寿命在不中修订情况下可以达到11~12年之间;我国高炉寿命要低于国外高炉一般水平,一般一代炉役无中修寿命低于10年,仅有少数高炉可以实现10~15年的长寿目标。 影响高炉长寿的主要因素分别为高炉建设和投产后的维护两个方面。在高炉建设投产之后,高炉则是依赖高炉冶炼技术的进步和内衬维修技术的发展来延长使用寿命。 一、高炉建设时的设计及高炉质量 1、高炉设计对高炉寿命的影响一座长寿的高炉必定是精心设计、建造和仔细操作与维护的结果。高炉炉龄主要由炉衬寿命决定,而炉衬寿命取决于设计和建造质量的最优化。 在高炉设计中均明确了高炉的设计寿命,按照设计寿命来选择设备、材料、结构以及施工工艺。不同高炉的设计寿命是不相同的。例如一般中小高炉的设计寿命仅5~8年,而大高炉的设计寿命则长达16年甚至20年。当然不同设计寿命形成的设计方案导致的实际投资也是相差极大的。 2、高炉建造材料对高炉寿命的影响 炉衬材质,冷却设备以及冷却水质1980年以前,255级的高炉炉缸、炉底均使用高铝质耐火砖,该砖的热稳定性及强度均高于粘土砖,但其抗碱性能较差。实验表明,在9201200的还原气氛及有碱金属物质存在时,高铝砖和粘土砖的物相均发生变化,生成强度较低的钾霞石或钾霞石类化合物,使其体积膨胀,破裂。空腔式风口,由于其冷却工艺不尽合理,加上碱、铅等有害元素的影响,使风口的使用周期较短,频繁的休风严重地影响了高炉顺行,也就影响了高炉寿命。 高炉建造各部耐火材料的选择 在高炉建设投产之后,高炉则是依赖高炉冶炼技术的进步和内衬维修技术的发展延长使用寿命。因而,选用适宜的优质耐火材料对炉役中后期高炉损毁严重的部位进行维修以延长高炉使用寿命是耐火材料工作者研究的课题。 炉身上部 该部位内衬破损的主要原因是:炉料在下降过程中对内衬的冲击和磨损;煤气流在上升过程中的冲刷;碱金属、锌蒸汽和沉积碳的侵蚀等。 炉身上部应该选择抗磨性、抗冲刷以及抗碱金属蒸汽侵蚀的耐火材料。该部位是碳沉积适合的400~700℃的范围。可选择高致密度的粘土砖或浸磷酸粘土砖或高铝转。 炉身中下部及炉腰该部位内衬破损的主要原因是:碱金属、锌蒸汽和沉积的侵蚀;初成渣的侵蚀;热震引起的剥落;高温煤气流的冲刷等。
安徽工业大学科技成果——高炉长寿综合技术研究与应用
安徽工业大学科技成果——高炉长寿综合技术研究与应用成果简介 随着现代高炉向炉容大型化、生产高效化方向的不断发展,高炉长寿的重要性日益显现,高炉能否长寿对于钢铁企业的正常生产秩序和企业总体经济效益影响巨大。各国炼铁工作者为了尽量延长高炉寿命,从设计、施工、操作和维护等方面开发了许多新技术和新工艺,取得了显著的效果,高炉寿命不断提高。 安徽工业大学炼铁工艺研究所开发的高炉长寿综合技术特点是:(1)利用高炉烘炉过程来实现既烘炉又消除冷却壁铸造内应力的技术思路。 (2)抑制高炉冷却壁内水管结垢。 (3)利用数值模拟计算法计算高炉炉缸炉底1150℃等温线分布,对高炉炉缸炉底的工作状况进行在线监测;对炉缸炉底耐火材料侵蚀状况和侵蚀速度进行诊断,对异常侵蚀进行报警。 (4)开发炉顶综合煤气连续分析系统,及时分析煤气中CO、CO2、H2含量,掌握冷却器漏水与煤气中H2含量变化关系,实现在线快速判定冷却器漏水。只有早发现漏水,早控制漏水,才能避免对采取漏水冷却器100%断水闷死的处理方式。 (5)开发圆柱型小冷却器对中晚期高炉破损壁补充冷却的技术,开发新型冷却壁和改善冷却壁铸造质量。 成熟程度和所需建设条件 (1)利用高炉烘炉过程来实现既烘炉又消除冷却壁铸造内应力。
课题组研究开发的“利用高炉烘炉消除冷却壁铸造内应力的新工艺”在马钢350m3和2500m3高炉上已有过极其成功的工业应用。 (2)炉缸炉底耐火材料侵蚀在线监视模型。炉缸炉底耐火材料侵蚀在线监视模型不仅能定量描绘出炉缸炉底耐火材料侵蚀状况,而且能够定量描绘出炉缸堆积与结厚情况。该模型在马钢1#2500高炉、新余2#2500高炉、南钢2#2500高炉、济钢2#1750高炉等6座高炉成功应用。 (3)应用炉顶综合煤气分析仪在线分析煤气中H2含量,快速预报高炉冷却器破损漏水。该炉顶综合煤气成分在线分析系统已在马钢4座高炉成功应用。 (4)采用圆柱型小冷却器对中晚期高炉破损壁补充冷却。该冷却器在现场经过两年的生产考验,水温差2-4℃,器壁温度200-300℃,形成渣皮范围可达直径的2-4倍,从而保护炉壳免受渣皮及煤气流的经常冲刷,形成了相对稳定的操作炉型。 (5)揭示了铁基材质冷却壁内水管结垢及垢瘤生成的机理。给出了抗结垢材质冷却水管的选择方向,也为冷却水处理剂与冷却水管冲洗剂提出了新的配方。 技术指标 该系统应用后,在基本不增加成本情况下,大型高炉高炉寿命可延长3-4年;基本消除因冷却器漏水而造成的炉凉、炉缸冻结事故和炉缸炉底烧穿事故;高炉操作稳定性变好。同时高炉吨铁焦比降低3kg,风温提高5℃。
武钢8号高炉炉体系统设计特点
2 第 2 1 卷第 7 期 2 01 1 年 7 月 中国冶金 C h i n a M et a l l u r g y Vo l. 21 , N o. 7 J u l y 2 01 1 武钢 8 号高炉炉体系统设计特点 薛维炎1 , 闫彩菊1 , 欧阳龙1 , 杨佳龙2 , 迟建 生2 , 邓 棠2 ( 1 . 中钢集团工程设计研究院 有限公司, 北京 1 000 80 ; 2 . 武钢炼铁总厂, 湖北 武汉 43 00 83 ) 摘 要: 对武钢 8 号高炉炉体系统的设计进行总结, 根据武钢现役高炉的设计和生产经验, 对现役高炉存在的问题 和原因进行了分析, 对 8 号高炉炉体系统的设计方 案及特 点进行 了论述。主 要针对 高炉内 衬、冷 却壁的 结构形 式 及材 质的选择进行了详细分析、多方案比较, 其中对炉缸 冷却壁 与耐材 的结合 形式、炉缸冷 却壁、风口带 冷却壁 的 材质选择、风口组合砖上部至炉腹下部区域内衬 结构形式等几个方面的优化获得了业主的 认可并取 得了良好的 实 际生产效果。 关键词: 高炉; 炉体; 设计; 特点 中图分类号: T F 57 2 文献标志码: A 文章编号: 1 00 6- 9 356 ( 2 01 1) 07- 00 13- 05 Furnace Body System Design of WISCO s BF No. 8 X U E W e -i yan 1 , Y A N C a -i ju 1 , O U Y A N G L o ng 1 , Y A N G Jia - l o n g 2 , C H I J i an - s h e n g , D E N G T an g 2 ( 1. S i no s t e el E n g in e eri n g D es i g n an d R es e ar ch In s t i t u t e C o . , L t d . , B e iji n g 10 00 80 , C h i n a ; 2 . W uh a n Iro n an d S t e el Gr o u p Co . , W u h an 4 3 00 83 , H u b ei, C h i na ) Abstract: T h e des i g n of W I S C O s bl a s t f u r nace No . 8 b o d y s y s t e m is bei n g su m m a r i z ed . In co ns i d e rat ion of pr o d u c - t i o n e x p e ri e nce and p r o bl e m o f s e rv ice b l as t f u r n a ce of W I S C O , t h e d e s i g n s c h e m e an d ch a ract e ri s t ic o f B F N o. 8 bo dy sy s t e m is de m o ns t r at e d. A n a l y z i n g an d com par in g b l as t f u r n a ce inn e r lin i n g , c oo l i n g s t a v es s t r uct u r e an d m a - t e r ial , t h e c o m b i n i n g f o rm o f h e art h c oo l i n g s t a ves an d r ef ract o r y, h e art h co o l i n g s t a v es , t u y ere co o l i n g s t a ves m a t e - r ial sel e ct i o n , i n n e r lin i n g s t r u c t u r e f o rm o f t u y ere c o m b i n a t i o n br ick s up s i d e t o u n d er si d e w ere o p t i m i z e d and r at -i f i ed b y o w n e r. T h e BF No . 8 bo dy s y s t e m is w o rk i n g w e l l n o w . Key words: b l a st f u r nace; f u r nace b o d y ; d e s i g n; ch a r act eris t i c 1 概述和设计原则 1. 1 概述 武钢 8 号高炉为武钢第一座4 00 0 m 3 级的特大 型高炉, 该高炉从 200 7 年 5 月 1 8 日正式开工建设, 2008 年末已具备投 产条件, 但由 于金融 危机的 影 响, 一直到 2 009 年 8 月 1 日才正式点火投产。 现就该高炉炉体系统的设计作一个较为全面的 总结, 以便同行在同类型高炉设计中加以借鉴和参 考。 高炉炉体系统设计的好坏直接影响到高炉操作 和高炉寿命, 而炉体内衬和冷却系统的设计又是高 炉炉体系统设计的关键, 本高炉炉体内衬和冷却系 统设计采用了目前国内外普遍接受和认可的 薄壁 炉衬配联合软水密闭循环冷却 系统 的设计方案。 与武钢现役高炉的不同之处在于风口带冷却壁采用 了铸铜冷却壁, 并且对风口组合砖上部至炉腹下部 区域的内衬结构作了一些改进和优化。 根据武钢 1 号、4 号、5 号、6 号、7 号高炉[ 1] 以及 国内外很多 其他 高炉的 生产 实践, 证明 薄壁 炉衬 ( 5 0~ 15 0 m m ) 高 炉 完全 能取 代 传统 的 厚 壁炉 衬 ( 5 75~ 805 mm) 高炉。但是随着高炉冶炼强度的不 断提高, 薄壁炉衬高炉也暴露出一些问题, 例如风口 组合砖上部至炉腹下部区域, 经常出现开炉后 3 个 月左右的时间便有大量的耐火材料脱落, 且风口带 冷却壁水管出现渗漏的现象。一旦出现这些问题, 处理起来非常棘手, 轻则需对破损的管路进行处理, 例如用穿软管的办法来代替漏损的管路[ 2] , 重则需 进行内衬修补和对冷却壁进行更新改造。导致这些 问题出现的原因综合起来有三大方面: 一是设计原 因, 二是冷却设备制造方面原因, 三是实际生产操作 方面原因。本文重点对薄壁炉衬高炉暴露出的以上 作者简介: 薛维炎( 1963- ) , 男, 大学本科, 教授级高工; E - m ail: x u e w y @ sin o s t e e l. c o m ; 收稿日期: 2010- 08- 09
高炉长寿的现状与意义
高炉长寿的现状与意义 【太阳说】随着工艺技术和认知水平的进步,尤其在钢铁经营形势举步维艰的态势下,高炉长寿越来越受到炼铁业相关人士的重视。但是,在实际生产过程中,高炉长寿操作理念基础并不牢靠,眼前经济效应、重生产轻维护、砌筑安装施工队伍断档因素等等,影响着一代高炉寿命。最终,虽然装备水平、炼铁技术水平提高了,但也达不到高炉长寿的目标。。。。。。 开篇 《高炉炼铁工艺设计规范》GB50427-2008明确要求,高炉一代炉役的工作年限应达到15年以上。在高炉一代炉役期间,单位炉容产铁量达到或大于10000t。 高炉长寿是一项系统工程,涉及到设计、设备和耐火材料选型、制造与安装、设备维护、生产操作和长寿维护等一系列的环节。 一般用两个指标来衡量高炉高效长寿:1)寿命:一代炉役寿命;2)效率:一代炉役单位炉容产铁量;即:从上一次大修后开炉出铁到本次停炉最后一次产铁的累计生铁产量除以高炉容积。 越来越多的炼铁业界同仁意识到了高炉高效长寿的长远经济效益和现实意义,尤其高炉大型化、国家宏观调控去产能的今天,实现高效、优质、低耗、长寿、环保、安全已成为大家共同追求的目标。在钢铁经营形势持续“严冬”模式下,高炉大修仅更换耐材和冷却设备费用就高达几千万费用(参考30万元/m3估算),左右着经营决策者。 新装备、新材料、新工艺的应用,一部分高炉达到了世界一流水平,但却事与愿违,高炉过早停炉大修,是设计上的问题?还是生产问题?还是装备制造和安装质量?困惑着业界的朋友。。。。。。为此,笔者(微信号:高炉长寿太阳说)结合自己现场生产、维护经验,在高炉长寿技术和装备技术研究的基础上,为大家剖析生产过程中高炉长寿技术系列问题,系列文章分为:耐材篇、冷却设备篇、冷却系统篇、高炉生产监控篇、高炉长寿生产技术篇、炉体长寿维护篇、高炉出铁技术篇、工程技术服务篇、以及先进技术与设备篇等等。。。。。 [注:太阳所写高炉长寿技术相关文章,是在前辈的基础上,结合生产实践所提炼出来,在此感谢炼铁前辈的辛勤汗水。鉴于自身认知水平的不足,工艺技术的不断进步,文章不对或欠妥之处,欢迎批评、讨论。欢迎转载、收藏、点赞,但须署名太阳并注明来自微信公众号“高炉长寿太阳说”。同时,我们也提供技术咨询和工程技术服务。] 如果你觉得文章对有所帮助,请关注我们,你的支持和鼓励,是我们最大的动力。
浅谈武钢5号高炉的技术进步
浅谈武钢5号高炉的技术进步 作者:邬晓伟浏览次数:4 武汉钢铁公司炼铁厂 摘要:近10年来,武钢5号高炉在提高原燃料质量、改进高炉操作、提高煤比、延长高炉寿命等方面取得了明显的进步。今后的努力方向主要是三高一低:高利用系数(2.3~2.5t/m3·d)、高煤比(>120kg/t)、高炉龄(15年)、低燃料消耗(焦比<380kg/t)。 关键字:高炉操作顺行技术进步强化冶炼 1 前言 武钢炼铁厂5号高炉是武钢自行投资建成的一座集国内外十余种先进技术于一身的特大型现代化高炉。有效容积3200m3,32个风口,环形出铁场设有四个铁口,对称两个铁口出铁,另两个铁口检修备用,日产生铁达7000t以上。引进卢森堡PW公司的第四代水冷传动齿轮箱并罐式无钟炉顶设备,设计顶压可达0.245MPa。矩形陶瓷燃烧器内燃式热风炉可稳定地提供1150℃的风温。5号高炉1991年10月19日点火投产。投产初期高炉强化冶炼水平不高,技术经济指标较差。经过广大技术人员及职工的共同努力,高炉冶炼技术不断进步,从1993年开始进入强化冶炼期,生产水平逐年提高,主要技术经济指标达到并超过了国内先进水平。具体参数见表1。 表1 5号高炉主要技术经济指标 项目1992 年 1993年1994年1995年1996年1997年1998年1999年2000年2001年 实产生铁,万t165.9200.2213.2192.2183.5233.0245.2241.9245.4249.7利用系数,t/(m3·d) 1.424 1.718 1.829 1.812 1.572 2.082 2.189 2.160 2.185 2.229 风量,m3/min494158435902 6001 531361336224627462836285 风速,m/s210218221228212232233234236237透气性,Q/△P34.0837.7038.0838.2236.9039.0640.4240.7442.1741.08顶压,kPa152187191188168199207210208204 热风温度,℃1034108811301133107511361130112511021104 富氧率,%/0.06 1.09 1.33 1.368 1.213 1.433 1.568 1.520 1.588入炉焦比,kg/t491.3485.9470.8477.7477.0428.9412.8405.9398.7396.1 小焦比,kg/t9.817.415.516.322.630.032.429.722.826.2 煤比,kg/t31.569.477.982.879.599.5108.2120.0122.1123.3综合焦比,kg/t540.7545.9536.8550.0547.3527.6523.6525.6514.6515.6 CO利用率,%40.0442.0843.1042.9341.3344.6644.5744.2544.1944.19 2 主要技术措施
2021年包钢6号高炉实习报告
包钢6号高炉实习报告 一、时间 200X年X月X日—X月X日 二、实习地点 武汉钢铁公司炼铁厂五号高炉、毕业设计办公室。 三、实习目的 (1)对高炉结构、主要的技术指标及任务措施的认识了解。 大学的最后一个学期,我们在老师的带领下,到武汉钢铁公司炼铁厂五号高炉进行了为期两周的毕业实习。在实习期间,对其高炉结构、主要的技术指标及任务措施做了全面的了解。 武钢股份有限公司炼铁厂现有六座现代化大型高炉,是我国生铁的重要生产基地之一。炼铁厂 1958年9月13日建成投产。经过49年的建设、改造和发展,年生产规模达到1000万吨。炼铁厂5号高炉是武钢自行投资建成的一座集国内外十余种先进技术于一身的特大型现代化高炉。有效容积3200m3,32个风口,环形出铁场设有四
个铁口,对称两个铁口出铁,另两个铁口检修备用,日产生铁达7000t 以上。引进卢森堡PW公司的第-四-代水冷传动齿轮箱并罐式无钟炉顶设备,设计顶压可达0.245MPa。矩形陶瓷燃烧器内燃式热风炉可稳定地提供1150℃的风温。5号高炉1991年10月19日点火投产。投产初期高炉强化冶炼水平不高,技术经济指标较差。经过广大技术人员及职工的共同努力,高炉冶炼技术不断进步,从1993年开始进入强化冶炼期,生产水平逐年提高,主要技术经济指标达到并超过了国内先进水平。具体参数见表1。 表1 5号高炉主要技术经济指标 项目 1992年 1993年 1994年 1995年 1996年 1997年 1998年1999年 2000年 xx年 实产生铁,万t 165.9 200.2 213.2 192.2 183.5 233.0 245.2 241.9 245.4 249.7 利用系数,t/(m3?d) 1.424 1.718 1.829 1.812 1.572 2.082 2.189 2.160 2.185 2.229 风量,m3/min 4941 5843 5902 6001 5313 6133 6224 6274 6283 6285
武钢6号高炉
一、概述 武钢6号高炉于2002年动工新建,2004年7月16日上午点火开炉,送风后1. 5 h就开始自动下料,22 h后出第一炉渣铁,开炉12天后高炉利用系数达到2. 0。6号高炉的有效容积为3 200m3,炉喉、炉缸直径分别为9.0m与12.4m,32个风口,4个铁口。6号高炉采用了当时的先进技术与工艺:最新一代PW并罐无料钟炉顶,串联软水密闭循环冷却,陶瓷杯技术与炭砖水冷薄炉底结构,薄炉衬全冷却壁带3段铜冷却壁结构,旋风粗煤气除尘与比肖夫煤气处理系统,带陶瓷燃烧器的高温内燃式热风炉,皮带上料,烧结矿分级入炉,环形出铁场,全自动液压泥炮、直进开口机与揭盖机,一代环保型INBA炉渣粒化系统等。6 号高炉的顺利开炉投产,使武钢年产铁能力达1 000 万t左右,焦比、煤比、风温、工序能耗、高炉利用系数、全员劳动生产率均居国内同行业前茅,为武钢整体规模效益的实现提供了保障。 二、上料及炉顶系统 矿槽和焦槽分列布置,合格炉料经过集中转运站,通过主皮带运至高炉炉顶。主皮带宽1800mm,长397m,由4台电机驱动。为了改善原燃料质量,在烧结矿槽和焦炭槽下均设有振动筛,分别筛去小于的烧结矿粉和小于的碎焦。为了保护皮带不被撕裂,在供矿皮带和供焦皮带上均设有除铁装置为了改善环保,供料系统设有除尘设施。 为了提高炉顶压力,灵活布料,控制煤气流,保护内衬,降低能耗和提高产量,设计选用PW型无料钟炉顶。炉顶设有2个并列布置的料罐,上、下密封阀和料流调节阀液压驱动,
采用比例阀控制料流。传动齿轮箱采用水冷氮气密封。布料溜槽长4000mm,旋转速度8r/min,倾动速度1.6°/s,溜槽工作倾角2~53°。布料可自动控制进行环形、螺旋布料,也可远距离手动进行环形、扇形及定点布料。料罐采用一次均压,使用半净煤气。炉顶还采用了红外线摄像仪和台电动探尺来监测料面温度、料线高度, 以控制上料和布料。 采用的新技术: ⑴小焦回收 槽下筛下的碎焦( < 30 mm) 经碎焦皮带运往碎焦筛分间过筛分级,合格的小焦( 10~30 mm) 装入焦丁称量漏斗,再由焦丁皮带转运至供矿皮带上,与大粒度烧结矿混装入炉, 实现小焦回收,节能降耗。粉焦( < 10 mm) 贮存在粉焦仓,定期装火车外运。应用焦丁回收技术,炉内料柱得到疏松,透气性改,产量提高,焦比降低,是节焦降低能耗的有效措施。⑵烧结矿分级入炉 烧结矿采用分级入炉技术,改善了大粒度烧结矿层的透气性,有效控制了装料过程中的粒度偏析,扩大了烧结矿的合格粒度范围,提高了熟料率,降低了全厂能耗。 烧结矿采用分级入炉技术,还可利用小粒度烧结矿气流阻力大的特点,来控制高炉内的煤气流分布。将小粒度烧结矿布到高炉边缘区域,可控制边缘煤气流、调节炉况、充分利用煤气化学能、保护炉衬及炉体冷却设备,不仅节省能耗,同时有利于高炉长寿。 6 号高炉在矿槽前设置筛分,通过大型烧结矿分级筛将烧结矿分为0~ 3mm、3~ 12mm 和12~ 50mm 三级,0~ 3mm 的烧结粉矿用返矿胶带机运至烧结厂,3~ 12mm 和12~ 50mm 分别用胶带机运至相应矿槽装槽待用。 ⑶不断改进的无料钟炉顶 5 号高炉是国内引进的第一座并罐无料钟炉顶,至今已运行近13 年了,主体设备运行良好。基于武钢本身操作制度和节省高炉备品备件等方面考虑, 6 号高炉仍然采用并罐无料钟炉顶,齿轮箱、料流调节阀和下密封阀等关键设备为引进,另外在几个方面作了改进:①5号高炉并罐的上部采用移动小车将炉料加入两个料罐中,6 号高炉将移动小车改为翻板阀,这样翻板阀上下为固定全密封结构,不仅扬尘少,而且抽尘效果更好; ②在均压放散煤气管道上消音器前设置了旋风除尘器,不仅降低了放散煤气的粉尘量,也降低了放散煤气对消音器的磨损,回收的粉尘进入料罐; ③齿轮箱为新一代重型齿轮箱,局部进行了改进和完善,使用寿命为一代高炉寿命; ④关键部位的衬板均为陶瓷衬板,更加耐磨,使用寿命更长; ⑤平台布置进行了完善,增加了检修设施,设备检修更加方。 三、热风炉系统 武钢6号高炉的热风系统为3座改进型高温内燃式热风炉,预留第四座热风炉的位置。正常生产中采用“两烧一送”的工作制度。
高炉炉缸长寿的智能化控制
高炉炉缸长寿的智能化控制 王刚邹忠平许俊李爱锋 近十来年,高炉炉缸烧穿的事故频发。据不完全统计,在2000年以后,国内外有数十座高炉炉缸被烧穿。而另有大量高炉出现炉缸侧壁温度升高,事故安全隐患给生产单位带来减产甚至停产的巨大经济损失,给生产管理人员和技术人员带来身心上的无尽折磨。如果有一套在线系统,能够对炉缸长寿状况进行准确全面的监控、对凝铁层减薄原因进行智能诊断、针对长寿状况恶化给出准确的建议措施,从而避免炉缸的异常侵蚀,对提高高炉长寿管理的准确性、及时性和便捷性将大有帮助。在此背景下,本研究将高炉炉缸工艺设计、传热学理论与高炉操作工艺相结合,开发了一套炉缸长寿智能管理系统,在炉缸长寿管理方面取得了良好的效果。 1炉缸长寿机制研究 经过多座1000m3级、2000m3级、3000m3级和4000m3级高炉的炉缸解剖调查发现,炉缸炭砖热面存在一层凝铁层,它阻断了炭砖与铁水的直接接触。炭砖的铁水熔蚀指数也表明,如果炭砖直接暴露在高温的铁水中,40min内炭砖被侵蚀掉15%-30%。因此,炭砖热面形成稳定的凝铁层,是炉缸长寿的关键所在。经过试验研究,凝铁层的主要成分是Fe和C的化合物,通常C能达到10%-30%甚至更高,过饱和的C析出来,以石墨碳的形式存在,另有少量的CaO、SiO2等熔渣凝结物。凝铁层的导热系数在2-10w/(m?K)左右,一般低于炭砖导热系数,这为降低炭砖的温度,防止温度过高而失效发挥了重要作用。 凝铁层稳定形成的条件是炉缸建立稳定有效的传热体系。只要传热体系有效,炭砖受到冷却壁的冷却保护,其热面就会形成凝铁层。有凝铁层的炉缸传热体系如图1所示。 凝铁层的厚度可以通过傅里叶一维传热公式进行计算,通过铁水与1150℃凝固线之间的热流强度与插入炭砖的两支热电偶之间的热流强度相等建立方程。 2炉缸长寿智能管理系统的工艺架构 炉缸长寿智能管理系统由炭砖残厚和凝铁层在线监控模块、炉缸气隙判断模块、炉缸长寿状况判断模块、凝铁层减薄原因诊断模块、长寿状况恶化的智能建议模块组成,5个模块呈递进关系,如图2所示。 3炭砖残厚和凝铁层在线监控 在本系统开发之前,已成功开发基于二维有限元算法的炉缸侵蚀模型,凝铁层的计算是在炉缸侵蚀模型中一并进行计算的。侵蚀模型通过推定炭砖侵蚀线和1150℃等温线,两条线之间区域为凝铁层。 由于侵蚀模型通过对炉缸仪表传回的数据进行在线计算,本系统可对炉缸各个标高和方位的炭砖残厚和凝铁层厚度进行在线动态跟踪,极大地方便了高炉操作者及时了解炉缸的残厚及凝铁层状况。 4炉缸气隙判断 炉缸气隙往往产生于冷却壁与碳素捣打料之间,气隙是破坏炉缸传热体系的重要因素。气隙的导热系数为0.0285w/(m?K),仅约相当于炭砖的1/500,铸铁冷却壁的1/1200,一旦形成气隙,整个传热体系的热阻大大增加,热流密度下降,热量导出减少,大量热量在炭砖积聚,引起炭砖温度升高,凝铁层减薄甚至脱落,最终炭砖遭到侵蚀。因此,判断炉缸是否存在气隙非常重要。气隙一般是由于碳素捣打料捣打不密实、烘炉不彻底等建设期的因素造成的,因此很难彻底治理,一般应结合炭砖
高炉长寿技术的应用与研究
高炉长寿技术的应用与研究 发表时间:2019-08-05T16:29:40.030Z 来源:《基层建设》2019年第15期作者:黄伟航邓志成黄树生[导读] 摘要:本文就是结合高炉长寿研究方面的新技术并结合具体的高炉项目从而探讨了高炉的长寿技术设计,并且在结合实际时间经验的基础上探究了如何做好炉型设计、炉体冷却、耐火砖、喷涂料的选用等方面,进而论述了高炉长寿技术的验证结果,希望本文的这些研究可以为延长我国高炉的实际使用寿命提供一些有意义的参考。 广西柳州钢铁(集团)公司炼铁厂广西柳州 545002摘要:本文就是结合高炉长寿研究方面的新技术并结合具体的高炉项目从而探讨了高炉的长寿技术设计,并且在结合实际时间经验的基础上探究了如何做好炉型设计、炉体冷却、耐火砖、喷涂料的选用等方面,进而论述了高炉长寿技术的验证结果,希望本文的这些研究可以为延长我国高炉的实际使用寿命提供一些有意义的参考。 关键词:高炉;长寿技术;炉型;耐火材料前言 高炉的长寿技术是一项系统性很强的技术,其需要将高炉的设计、选材、建造、及维护技术等进行多方面的技术融合,才可达到延长高炉寿命的效果。我们想完成这一目标,就要结合最新的技术、设备、完善生产管理方案,这样我们才可以达到我们所想要的高产、低耗、长寿的目的[1]。这就要求我们在设计时,像炉型、耐火砖、喷涂料等都要精心挑选,系统的优化,这样高炉的寿命才能保证。本文就总结出影响高炉寿命的几种主要因素,像高炉的设计、设备质量、耐火材料、燃料操作、维护等方面都是其影响因素,而且随着我们深入的探究其更多的影响因素正在被探究出来。同时随着我国设计技术的提升,我们所使用的高炉寿命也有了很大的提升,但是与国际最高水平尚还有一定的差距。所以本文就针对对这一问题进行了论述,以期为我国高炉后续的完善提供一定的参考。 一、影响高炉寿命的因素 (一)炉型设计我国的高炉其炉型设计基本上都是参考同类产品而改进完善而来的。同时随着其设计研究的深入,其炉型正向着矮胖型的方向发展。但是这样的设计是优缺点同样突出的,总的来说就是我们可以通过加深死铁层深度,加大高炉的直径,从而有效提高高炉的生产效率;同时矮胖的炉身也使炉内腹的煤气上升更顺畅,减少热冲击,进而降低炉内机械的磨损,这样高炉也就增寿了[2]。 (二)炉衬耐火材料高炉内的下作情况一般情况下是最复杂的,所以我们想要保证其炉衬的使用寿命,就要根据其侵蚀状况,找出原因,这样才可以有针对性地用最合适的材料去修补或构建。我们为了达到使炉衬的热面可以在强化冷却的情况下建立相对稳定的凝结渣铁保护层的目的,我们所选用的炉衬材料必须是超微孔炭砖。同时我们也为了防渣铁侵蚀磨损耐火材料,我们可在炭砖的热面加微孔刚玉砖,而炉底则需铺设2层莫来石砖即可,当然了如果有条件的还可在最下层铺设石墨砖和布设炉底水冷管。 (三)高炉冷却设备及其冷却高炉冷却系统的冷却效率是高炉使用寿命的决定性因素之一,而我们想要提高其冷却效率就要使炉墙热面能克服侵蚀和磨损。同时在高炉中的软熔带的高热负荷区以及炉缸铁口侵蚀区是我们提升高炉寿命必须注意的关键之处。 现如今,高炉的冷却设备种类繁多,技术相对成熟的技术设备也有很多,像冷却壁、板壁复合、支梁水箱等都是成熟的冷却设备。同时,传统型的冷却壁也在逐步的转变为浇筑型冷却壁。其基本技术就是将耐火材料铸进铁基中,使耐火砖锥度契合在炉内肋条间,这样我们即可使砖材牢固,又可防其脱落。而且当前高炉内的冷却水管也改为复合孔型设计了[3]。相比于传统的冷却板设计,起冷却壁即可使炉壳均匀冷却,又可缩减其厚度,从而提高了高炉的内容积。当然其也不是完美的,其在修理、更换时就比传统型的要困难的多。总而言之,立式冷却壁其在高炉的实际运行中效果还是很让人满意的。 二、高炉长寿技术的应用实例 (一)项目概述我们为了延长高炉的使用寿命,就对其应用了高炉长寿的新技术,以期可以延长起使用寿命。这我们首先就要提高其透气性,降低崩料、悬料问题,所以其炉型的设计是深炉矮胖型。其改进的参数特点如下:我们将高炉磁铁层的深度加深了700毫米,这样料柱下部的通道其开关就更加的方便了。其出铁时,我们将铁水设计的由高炉下部流向铁口,这样我们就降低了铁水环流对高炉的侵蚀。而且我们设计的炉缸高度是3500毫米,这样就可加大风口回旋区,这样我们就即能强化高炉,又可保证炉内热充足,从而达到我们增产增寿的目的。同时我们还要将炉腹角降低至79o 11' 32",这样高炉内的煤气流其分布就会更加的均匀了,炉腹的冲蚀也就降低了,这样炉腹的寿命也就得到了保证。 (二)高炉冷却设备及其冷却设计高炉共有14段冷却壁,基本上可以覆盖高炉的各部位。其设备是全冷却壁型,有耐热铸铁所搭建而成;而在这其中炉腹的第5到11段是全覆盖式冷却壁,在这些冷却壁中其高炉下部多铸钢结构,上部多球墨铸铁结构。而高炉的上部多使用倒C型冷却壁,同时又利用软水密封循环冷却,这样其冷却的强度和效果都是可以保证的,而且还节水。高炉其冷却系统就是软水密闭循环和下业水开路冷却复合式应用的[4]。这样即保证了高炉的冷却效果,又得以保证高炉的使用寿命。 (三)高炉炉衬结构及耐火材料 1. 高炉炉缸结构及材质 我们在经过充分的论证研究后,我们决定用国产的热压小炭块和刚玉莫来石来共组高炉的陶瓷杯复合炉衬结构,当然了我们也结合了高炉的实际情况,仍决定采用其钒钦高炉复合炉衬结构。同时其高炉的炉底也还是采用常见的莫来石砖、粘土砖、半石墨碳砖的复合炉底。同时我们也可以将其的复合炉底结构采用y层耐火砖来砌成,其厚度在3600毫米即可,其砌砖的顺序可为:半石墨碳砖、粘土砖、莫来石砖、粘土砖四层均匀铺设即可。同时我们为了保证炉缸的使用寿命,其都采用莫来石砖结构来构建;粘土砖还要砌至炉腹。这样铁水冲击的就是莫来石砖了,炭砖的侵蚀就降低了。当然我们这样设计的目的就是使炭砖不直接接触铁水,这样其侵蚀就会低很多,从而有效的增加其高炉的使用寿命。当然了还有像磨损最为厉害的风、渣、铁口,这些地方我们是要特别注意的,我们就设计使用了微孔刚玉组合砖来砌筑。
共和国长子武汉钢铁公司一号高炉提前出第一炉铁水
共和国长子武汉钢铁公司一号高炉提前出第一炉铁水 screen.width*0.7) this.width=screen.width*0.7;" onmousewheel="return imgzoom(this);" border=0 alt=按此在新窗口浏览图片 src="https://www.360docs.net/doc/64869647.html,/DownloadImg/2011/03/1509/1 0001556_13.jpg" onload="if(this.width>screen.width*0.7) this.width=screen.width*0.7;">苏联援建的武汉钢铁公司是新中国成立后建设的第一个新型钢铁联合企业。1955年10月正式破土动工。1958年9月13日15时25分,武钢炼铁厂第一号高炉提前炼出第一炉铁水。screen.width*0.7) this.width=screen.width*0.7;" onmousewheel="return imgzoom(this);" border=0 alt=按此在新窗口浏览图片 src="https://www.360docs.net/doc/64869647.html,/DownloadImg/2011/03/1509/1 0001556_14.jpg" width=655 onload="if(this.width>screen.width*0.7) this.width=screen.width*0.7;"> 日产二千吨的世界第一流高炉飞速赶上钢铁前线 武钢一号高炉提前为祖国效劳近百位苏联专家热情帮助十八省市二百多工厂倾力支援据新华社武汉13日电武汉钢铁公司一号高炉13日下午三点二十五分钟炼出第一次铁水。原订10月1日出铁的跃进计划,又提前十八
高炉长寿技术概况
高炉长寿技术概况 高炉长寿是现代高炉所追求的目标,高炉长寿就意味着经济效益的提高。近几年,我国高炉的设计水平得到了较大的提高,高炉的寿命也得到了较大的提高。但与国外高炉寿命相比,我国只有少数高炉能够达到国,外高炉寿命的水平。本文主要介绍现代长寿高炉设备的设计思想和最新发展趋势,希望能对我国钢铁企业的高炉大修或新建高炉项目有所帮助。 国外先进高炉长寿水平较高,一代炉役(无中修)寿命可达15年以上,部分高炉达20年以上。日本川崎公司千叶6号高炉(4500m3)和水岛2号、4号高炉都取得了20年以上的长寿实绩。日本矢作制铁公司的361m3高炉、岩手制铁公司的150m3高炉一代炉役寿命在上世纪90年代就达到了20年以上的水平。最近,经过大修的部分高炉已将长寿目标定为30年。 相比而言,我国高炉设备的长寿水平则较低,一般一代炉役无中修寿命低于10年,仅少数高炉可实现10至15年的长寿目标,其长寿总体水平与国外先进水平相差较大。 影响高炉长寿的主要因素 高炉能否长寿主要取决于三个因素的综合效果:一是高炉大修设计或新建时采用的长寿技术,如合理的炉型、优良的设备制造质量、高效的冷却系统、优质的耐材和良好的施工水平。二是稳定的高炉操作工艺管理和优质的原燃料条件。三是有效的炉体维护技术。这三者缺一不可,但其中第一项是高炉能否实现长寿的基础和根本,是高炉长寿的“先天因素”。如果这种“先天因素”不好,要想通过改善高炉操作和炉体维护技术等后天措施来获得长寿,将变得十分困难,而且还要以投入巨大的维护资金和损失产量为代价。因此,提高高炉的设计和建设水平,是高炉实现长寿的根本。 现代长寿高炉的新思想 国内外专家认为,现代高炉的长寿设计思想有6个方面:一是注重提高高炉整体寿命优化设计,大修精心施工,确保高炉各部位同步长寿。二是强调高效冷却设备和优质耐材炉衬的有效匹配,从炉底至炉喉全部采用冷却器,无冷却盲区,并针对高炉不同部位的不同特点,选用不同材质的冷却系统和耐材。在炉腹、炉腰和炉身下部区域使用自我造衬、自我保护的无过热冷却设备――铜冷却壁技术,在此区域淡化耐材炉衬的作用,依靠形成稳定渣皮来保护铜冷却壁。在开炉前,炉腹、炉腰和炉身下部区域仅喷涂一层普通喷涂料来防止开炉时的炉料磨损;在高炉炉缸侧壁区域使用热压小块碳砖、优质微孔碳砖配合冷却壁或陶瓷杯来延长使用寿命。三是增加炉缸死铁层设计深度(达炉缸直径的20%左右),减少炉缸内铁水环流对炉缸侧壁的侵蚀。四是在高利用系数(炉役平均有效容积利用系数大于2.0)、高煤比(炉役平均喷煤量达150kg/t以上)、低维护费用的基础上,炉役寿命(20年以上)和单位炉容产铁量(1.0万―1.5万t/m3炉役)应作为高炉长寿同时追求的目标。五是采用有效技术监测、维护炉体是实现高炉长寿的重要保证。六是注重高炉稳定顺行的工艺操作管理和使用成分稳定的优质原燃料对高炉长寿的作用。 关于高炉长寿的几种观点
武钢1#高炉第三代生产操作概要
武钢1#高炉第三代生产操作概要 邹明东张庆喜叶勇董尊敏(武钢炼铁厂) 1.1号高炉第三代设计和生产概况 1号高炉第三代按照:“优质、低耗、高效、长寿、环保”等炼铁方针,在大修改造设计中采用了一系列新技术、新设备、新工艺。根据实际生产条件确定改造后的1号高炉第三代改造后的的设计指标为:高炉容积2200m3,利用系数2.0-2.5t/m3.d,风温1200-1250℃,富氧率1-3%,炉顶压力0.25Mpa,熟料率90%。高炉一代炉役15年(其间无中修)。高炉所采用的新技术有:无料钟炉顶技术,矮胖型,大炉缸、深死铁层的高炉内型,砖壁合一的薄炉衬结构,铜冷却壁,联合软水密闭循环冷却系统。炉前渣铁处理系统采用环保型INBA、摆动流嘴和鱼雷罐,热风炉系统采用掺烧转炉煤气和霍戈文高温陶瓷燃烧器。炉缸直径10.7m,有26个风口和2个铁口。 在以上新设备新工艺中,大炉缸、深死铁层的高炉内型,砖壁合一的薄炉衬结构,铜冷却壁,联合软水密闭循环冷却系统,这些改进直接影响高炉的长寿。其它新设备新工艺能改善高炉的顺行,利于高炉形成更合理的煤气流分布,从而有利于高炉的长寿。 由于客观条件的限制,1号高炉在上也有不足之处,主要表现在:受场地限制,1号高炉上料系统采用料车上料,与皮带上料相比,其缺点在于:矿石在槽下过筛后经大矿槽皮带→供矿皮带→矿斗→料车→上罐,中间环节多,矿石多次转运易破碎,造成入炉粉末增多,另外由于料车容积相对较小,只有15 m3,高炉的批重最大只能达到40吨左右,严重限制了高炉的上料能力。炉前系统也存在不很理想的地方:受场地限制,1号高炉INBA系统有2个成渣室,却只有1个转鼓,且最大制渣量为5t/min。另外,东出铁场配备有7个渣罐位和6个铁罐位,西出铁场只配备有4个渣罐位。这样,东出铁场的制铁能力、西出铁场的制渣能力受到限制,容易造成憋炉。1号高炉克服以上不利因素的影响,实现了强化冶炼。 该炉于2001年5月19日点火开炉,开炉初期,由于国内尚无同类型高炉可供参考的成熟的操作经验,高炉操作处于探索期。通过加强上下部调剂,完善高炉操作,克服原燃料条件的不利影响,高炉逐渐走出了探索期,冶炼水平不断强化,技术经济指标不断优化(1号高炉开炉以来部分技术经济指标见表2)。其中,2007年平均利用系数达到了2.549t/(m3·d)以上、焦比325.9kg/t、煤比173kg/t的较高水平。 2.铜冷却壁薄炉衬结构高炉的操作规律 47