注塑模具冷却系统设计
注塑模具冷却系统设计
塑料模具冷却系统的正确设计, 不仅能缩短成型周期, 提高生产效率, 而且可以满足现代工程塑料精密注射件的需要。
一、由模具散发的总热量
在小时内, 模具需要带走的总热量Q为
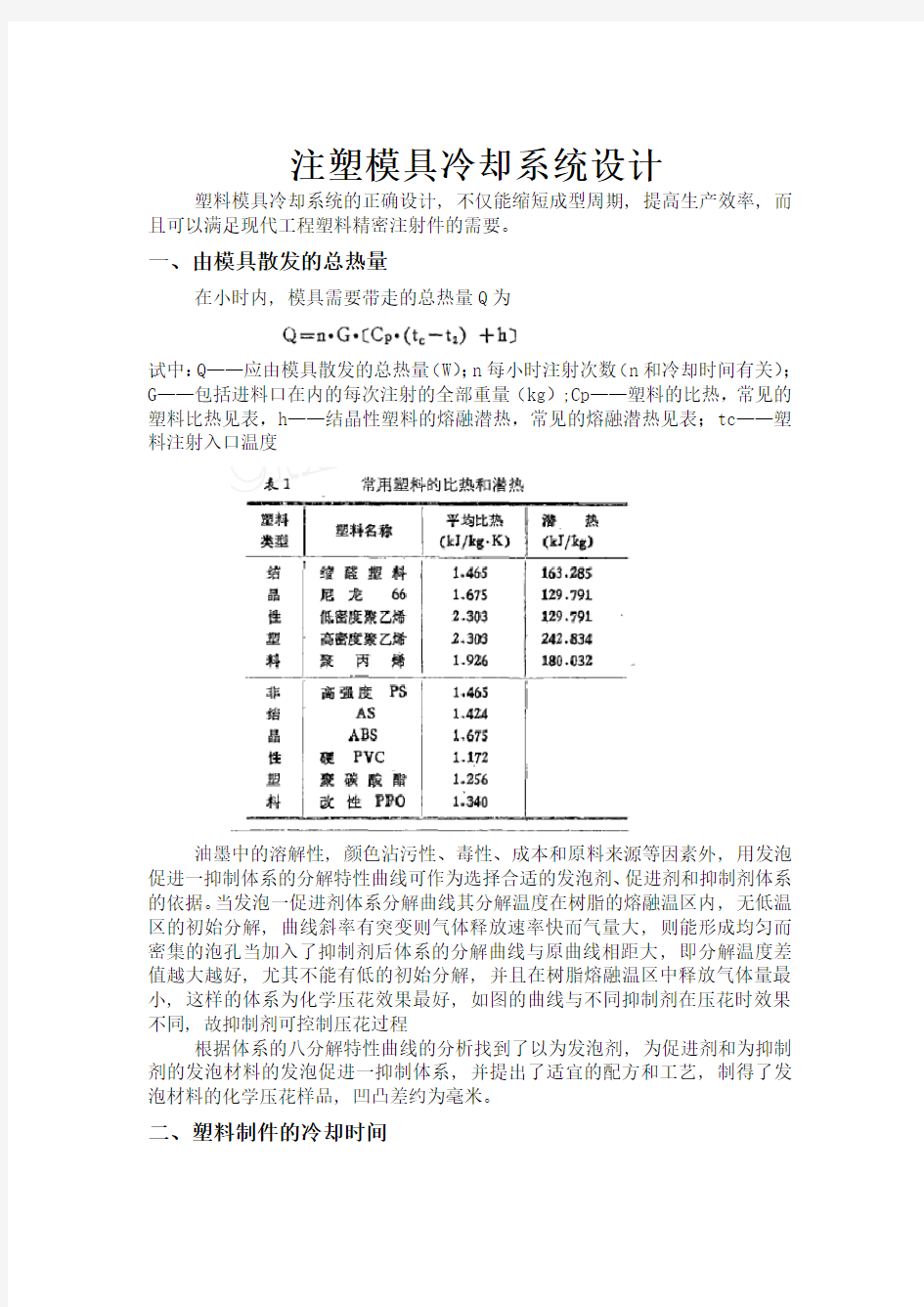
试中:Q——应由模具散发的总热量(W);n每小时注射次数(n和冷却时间有关);G——包括进料口在内的每次注射的全部重量(kg);Cp——塑料的比热,常见的塑料比热见表,h——结晶性塑料的熔融潜热,常见的熔融潜热见表;tc——塑料注射入口温度
油墨中的溶解性, 颜色沾污性、毒性、成本和原料来源等因素外, 用发泡促进一抑制体系的分解特性曲线可作为选择合适的发泡剂、促进剂和抑制剂体系的依据。当发泡一促进剂体系分解曲线其分解温度在树脂的熔融温区内, 无低温区的初始分解, 曲线斜率有突变则气体释放速率快而气量大, 则能形成均匀而密集的泡孔当加入了抑制剂后体系的分解曲线与原曲线相距大, 即分解温度差值越大越好, 尤其不能有低的初始分解, 并且在树脂熔融温区中释放气体量最小, 这样的体系为化学压花效果最好, 如图的曲线与不同抑制剂在压花时效果不同, 故抑制剂可控制压花过程
根据体系的八分解特性曲线的分析找到了以为发泡剂, 为促进剂和为抑制剂的发泡材料的发泡促进一抑制体系, 并提出了适宜的配方和工艺, 制得了发泡材料的化学压花样品, 凹凸差约为毫米。
二、塑料制件的冷却时间
塑料制件的冷却实际上在充模开始的瞬间就同时发生了。设塑料制件壁厚中心温度到达塑料粘流态温度的最低限时塑料停止流动, 则可以得出塑料充模时间的极限流动时间
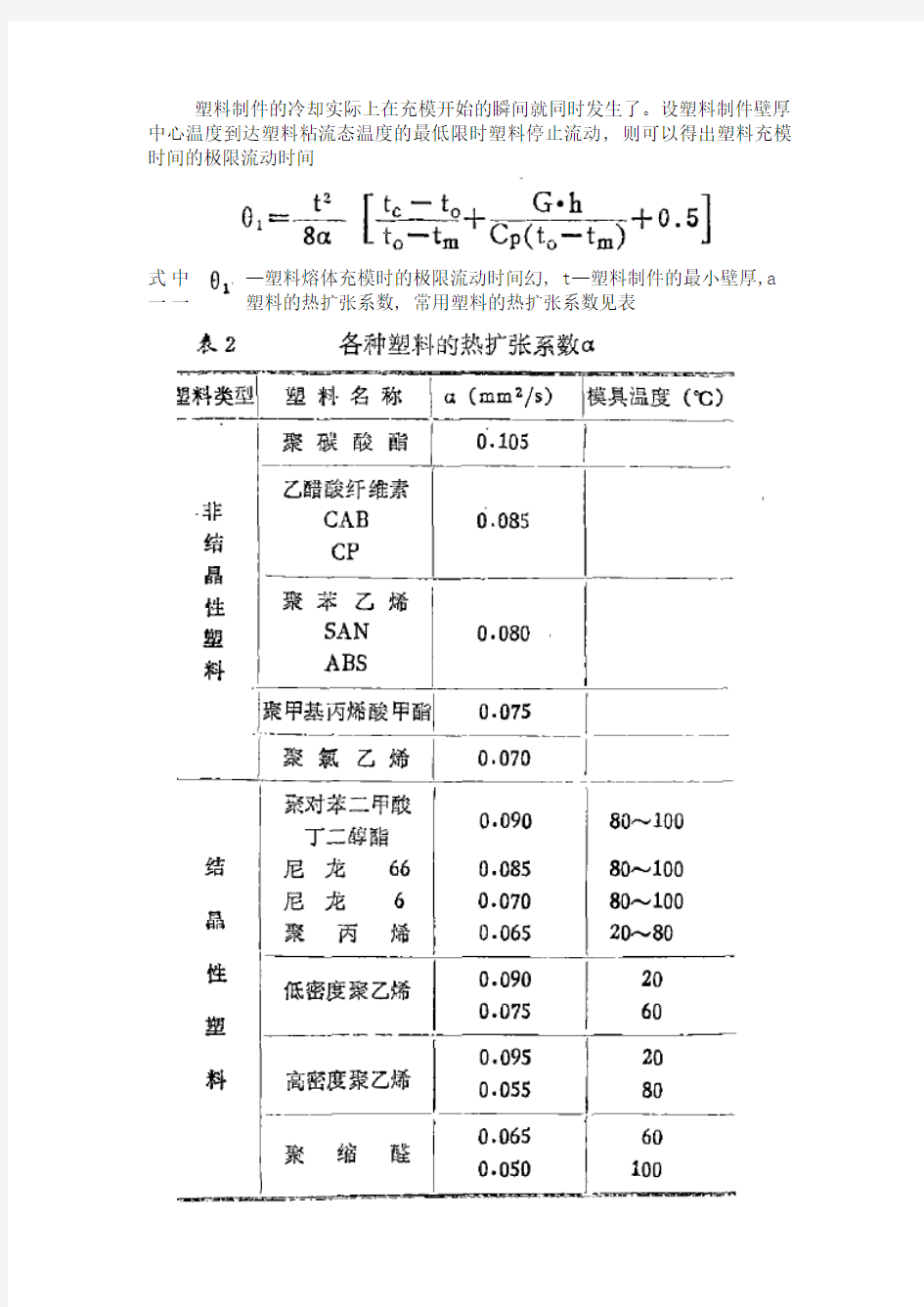
式中—塑料熔体充模时的极限流动时间幻, t—塑料制件的最小壁厚,a 一一塑料的热扩张系数, 常用塑料的热扩张系数见表
实际上, 可以把塑料热变形温度定为模具温度的上限, 塑料粘流温度的下限定为熔体停止流动的温度, 这样, 我们可以认为塑料充模时的极限流动时间也是塑料制件冷却时间的一部分, 由于, 以后就可以认为塑料已完全充满型腔, 所以可以作以下假设:
1、塑料制件侧面冷却不计, 即为一维导热。
2、进入模具的塑料比热, 热传导系数不变。
3、模具和塑料制件处于稳定的温度场中。
4、塑料壁厚中心温度等于塑料热变形温度时, 冷却周期结束。
由此可得塑料制件充模结束后所需的冷却时间为:
总的冷却时间为以上两部分之和由冷却时间可以确定最短成型周期并可决定每小时注射次数二。
三、总热量对于型腔、型芯的分配
塑料制品的冷却时间在型芯、型腔之间分配是不相等的以一个在秒周期内完成的塑料小制件为例, 分析实侧结呆如下合模后,熔融塑料在高压下高速注入模腔, 这一时间约为秒然后保压秒在这秒时间内,制品内的压力始终保证了塑料和型腔、型芯表面同时紧密接触并散发出热量秒后, 浇口冻结, 同时制品内部压力开始衰减, 制件进一步冷却并开始收缩由于型芯阻止了制件的内向收缩, 制件包紧在型芯上并在厚度方向减小尺寸, 结果在型腔和制件表面形成不易导
热的空气层。由于空气的导热系数相对于金属的导热系数而言是很小的, 所以可认为这时的热量传递仅仅发生在型芯部分。这样的状态要持续约秒钟, 开模顶出制件时制件在型芯上还要停留秒钟左右, 实际上型芯对制件的传热时间持续了秒, 而型腔对制件的传热时间仅秒左右, 可见型芯冷却时间是型腔冷却时间的倍实验表明, 当用相同入口温度和相同冷却几何参数的冷却系统冷却模具时, 型腔和型芯实测温差达℃以上这样往往造成制品的应力分布不均匀, 翘曲等缺陷。鉴于国内大多数厂家不重视冷却问题, 尤其是不重视在冷却循环回路较难布置的型芯上的冷却问题,本文建议必须加强型芯的冷却, 其措施除了用较好的导热材料如铜、被铜等等作型芯散热体以外, 设计时可将肠的总热量分给型芯带走, 剩下肠的总热量由型腔带走, 由此来达到使型芯、型腔温度大致相等的目的。
四、冷却水量的确定
假设塑料制品传给模具的热量Q全部由冷却水带走, 则可由下式确定冷却水量的W大小。
式中Qk—塑料传给型芯或型腔的热量, 型芯Qk=3/4Q, 型脸则Qk=1/4Q(W),W —水的重量(kg/h), t—水的入口温度(℃) , tm—水的出口温度, 近似取作模具温度(℃) , Cd一水的比热(J/kg.K)。
由此又可找出每根独立水管即单独有进出口的冷却水管或水槽的流量为。
式中, Qw—每根独立水管槽的体积流量(m3/h),n2 —独立水管在型芯或型腔上的根数,Cg—水的比重(㎏/m3)。
五、冷却系统几何参数的确定
冷却水的次动代态为紊流较好。有资料介绍, 当流动状态特征数雷诺准数为时, 其热传导率是层流的倍, 当时, 其热传导率是层流的倍多, 这是因为紊流提高了冷却水孔壁与冷却水之间交界膜的传热系数R的表达式为:
式中dm—水管内径(或水槽当量直径)(m),u —水的粘度皿丫, 具体值见表
当冷却水槽断面形伏不是圆时, 人即为其当量直径;dw=4a/I式中a—冷却水槽过流断面积(m2),I—过流断面湿周长(m)。
冷却水出入口温度选定后, 可求出冷却水的平均温度, 由此温度从表4中查出相应的u值代入式算出, 一般为要得到紊流,R要大于等于3500。若取最低雷诺数Rw=3500 则可校核R是否满足要求, 或直接由Ww求出下列参数
由dw, 再重新确定n2
上式求出n2的须按大的方向圆整为整数,然后由下式求出冷却水流速v为v=Qw/3600A (m/s)
式中:A——冷却水管通流面积(m2)。
根据要带走热量Qk所需的冷却系统换热面积φ(与型芯或型腔散热表面平行或同心)可以确定冷却系统所需的长度Lw。由对流换热原理:
式中φ—每根独立水管的换热面积(m2);α一一冷却水对管壁的换热系数么(W/m2·K)。一对于水, 。αo可由下面的简化公式得出
式中γ—水的重度(kg/m3),B—水的实验常数, 具体值见表。
换热面积φ由下式决定:φ=πdwLw将两式代入式, 得
上式的使用条件是Lw/dw>50 当管子曲率半径R。较小时, 会引起α的显著增加。因此当使用冷却管道为弯管时, 可由下式来修正换热系数α。为
式中αR—弯管的换热系数(W/m2·K)R。—弯管曲率半径(m)。则相应冷却长度计算式改为:
六、冷却系统的水头损失
模具中的冷却循环若采用离心式泵, 则输出流量取决于流动阻力。例如, 功率为373W的离心泵, 阻力为117×103Pa时, 输出159×10﹣3m3/min;阻力为172×103Pa时, 输出69×10﹣3m3/min;当阻力高达207×103Pa 时, 实际输出为零。可见, 冷却孔的流动阴力是一个不可忽略的限制因素。当水为紊流时, 水管的摩擦系数入可由以下实验式得出:
则水头损失
式中;g—重力加速度。
由的式可以用来校核前面计算的流量流速是否合乎要求, 或者直接由表进行核。
以上六点即是塑料模具冷却系统设计的全部公式和过程。经实际应用证明本文给出的方法具有一定的实用价值。
最新汽车发动机冷却系统毕业论文
河南职业技术学院 毕业设计(论文) 题目浅谈汽车发动机冷却系统系(分院)汽车工程系 学生姓名***** 学号***** 专业名称汽车电子 指导教师**** 年月日
浅谈汽车发动机冷却系统 摘要冷却系统是发动机的重要组成部分,对发动机的动力性、经济性和可靠性有很大影响。随着发动机转速和功率的不断提高,对冷却系统的要求越来越高,因而对发动机冷却系统的设计与研究也愈来愈深入。汽车发动机的冷却系统是保持发动机正常工作的重要部件,如果发动机冷却系统的维修率很高,就会引起发动机其他部件的损坏,使发动机的整体工作能力受到影响,因此,汽车发动机冷却系统的维护与保养就显得尤为重要。 关键词:冷却系统冷却系统维护故障诊断案例分析 1 冷却系统的组成 水冷却系统一般由散热器、节温器、水泵、水道、风扇等组成。散热器负责循环水的冷却,它的水管和散热片多用铝材制成,铝制水管做成扁平形状,散热片带波纹状,注重散热性能,安装方向垂直于空气流动的方向,尽量做到风阻要小,冷却效率要高。散热器又分为横流式和垂直流动两种,空调冷凝器通常与其装在一起。 水泵和节温器 发动机是由冷却液的循环来实现的,强制冷却液循环的部件是水泵,它由曲轴皮带带动,推动冷却液在整个系统内循环。目前最先进的水泵是宝马新一代直六发动机上采用的电动水泵,它能精确的控制水泵的转速,并有效的减少了对输出功率的损耗。这些冷却液对发动机的冷却,要根据发动机的工作情况而随时调节。当发动机温度低的时候,冷却液就在发动机本身内部做小循环,当发动机温度高的时候,冷却液就在发动机—散热器之间做大循环。实现冷却液做不同循环的控制部件是节温器。可以将节温器看作一个阀门,其原理是利用可随温度伸缩的材料(石蜡或乙醚之类的材料)做开关阀门,当水温高时材料膨胀顶开阀门,冷却液进行大循环,当水温低时材料收缩关闭阀门,冷却液小循环。 空气的流动 为了提高散热器的冷却能力,在散热器后面安装风扇强制通风。以前的轿车散热器风扇是由曲轴皮带直接带动的,发动机启动它就要转,不能视发动机温度变化而变化,为了调节散热器的冷却力,要在散热器上装上活动百页窗以控制风力进入。现在已经普遍使用风扇电磁离合器或者电子风扇,当水温比较低时离合器与转轴分离,
基于SolidWorks的注塑模具CAD系统设计
基于SolidWorks的注塑模具CAD系统 设计 1
2
前言 模具是机械、汽车、电子、通讯、家电等行业的基础工业装备,对国民经济的发展起着关键的作用.作为模具中的一个重要分支,注塑模具已经成为世界各国国民经济发展的重要装备.现代制造业对产品优质多样化、制造过程柔性化、市场供货快捷要求,使得通用CAD设计软件不能完全满足企业的特殊需要,在通用CAD软件的基础上开发企业自主的模具CAD系统十分必要.专用注塑模具CA D软件系统,是在结合企业自身的实际情况,开发出符合国家标准、行业标准和企业标准的标准件库、模具通用件库以及标准模架库的基础上,建立完整的注塑模具自动设计模块,以及相应的数据库和设计过程数据流程管理系统,使系统能自动对数据进行提取、存储、判断和分析,设计出合理的模具产品,提高设计效率.本注塑模具CAD以参数化三维特征造型设计自动化软件SolidWorks为开发平台,其采用Para2solid底层核心,二次开发采用流行的OLE编程技术进行程序设计,完全基于Windows编程基础. 3
1关于SolidWorks的二次开发 SolidWorks提供了基于OLE Automation的编程接口API(Applic ation Programming Interface,应用编程接口),其包含数以百计的功能函数,这些函数提供了程序员直接访问SolidWorks的能力,能够被VB、C/C++等编程语言调用,从而能够很方便地对SolidWorks进行二次开发. (1)对象模型树 不论用VC++,VB,或者用VBA开发SolidWorks都要在调用Soli dWorks对象的体系结构基础上进行.在SolidWorks的API中,其各种功能都封装在SolidWorks的对象中,和其它VB对象一样,具有自己独立的属性、方法.经过调用SolidWorks的对象的属性以及方法,能够实现各种功能.图1是SolidWorks的对象模型树。 (2)OLE Automation接口技术 OLE(Object Linking Embedding对象链接和嵌入)是Microsoft Wi ndows系统和Visual Basic的编程基础,为应用程序间的通信以及共 4
模具浇注系统设计
浇注系统设计 9.1 浇注系统设计原则 9.1.1 浇注系统的组成 模具的浇注系统是指模具中从注塑机 喷嘴开始到型腔入口为止的流动动通道, 它可分为普通流道浇注系统和无流道浇注 系统两大类型。普通流道浇注系统包括主 流道、分流道、冷料井和浇口组成。如图 9-1所示。 9.1.2 浇注系统设计时应遵循如下原则: 1 . 结合型腔的排位,应注意以下三点: a .尽可能采用平衡式布置,以便熔融塑料能平衡地充填各型腔; b .型腔的布置和浇口的开设部位尽可能使模具在注塑过程中受力均匀; c .型腔的排列尽可能紧凑,减小模具外形尺寸。 2 . 热量损失和压力损失要小 a .选择恰当的流道截面; b .确定合理的流道尺寸; 在一定围,适当采用较大尺寸的流道系统,有助于降低流动阻力。但流道系统 上的压力降较小的情况下,优先采用较小的尺寸,一方面可减小流道系统的用料, 另一方面缩短冷却时间。 c .尽量减少弯折,表面粗糙度要低。 3 . 浇注系统应能捕集温度较低的冷料,防止其进入型腔,影响塑件质量; 4 . 浇注系统应能顺利地引导熔融塑料充满型腔各个角落,使型腔气体能顺利排出; 5 . 防止制品出现缺陷; 避免出现充填不足、缩痕、飞边、熔接痕位置不理想、残余应力、翘曲变形、收 缩不匀等缺陷。 6 . 浇口的设置力求获得最好的制品外观质量 浇口的设置应避免在制品外观形成烘印、蛇纹、缩孔等缺陷。 7 . 浇口应设置在较隐蔽的位置,且方便去除,确保浇口位置不影响外观及与周围零件 发生干涉。 8 . 考虑在注塑时是否能自动操作 4 6 1 2 3 I I 局部放大 图9-1 浇注系统的组成 1 - 主流道 ; 2 - 一级分流道 ; 3 - 拉料槽兼冷料井 4 - 冷料井 ; 5 - 二级分流道 ; 6 – 浇口 5
汽车发动机冷却系统的发展与现状
汽车发动机冷却系统的发展与现状 发表时间:2017-10-20T14:00:13.917Z 来源:《防护工程》2017年第16期作者:刘洋[导读] 汽车水冷发动机冷却系统主要由发动机冷却水套、冷却水泵、节温器及冷却风扇等部件组成。 国家知识产权局专利局专利审查协作广东中心 摘要:早期的发动机冷却系统虽能满足汽车的基本使用要求,但在满载或者恶劣的环境中容易出现问题。在当今日益重视环境保护、提倡节能和舒适性的情况下,发动机的结构、性能和汽车整体性能都有很大的发展,冷却系统正朝着轻型化、紧凑化和智能化的方向发展。为此,重点介绍了国内外汽车发动机冷却系统的研究及发展情况,并做了简要分析。 关键词:冷却系统;冷却介质;冷却机理 1发动机冷却系统向智能化方向发展 发动机冷却系统是汽车的重要构件。汽车水冷发动机冷却系统主要由发动机冷却水套、冷却水泵、节温器及冷却风扇等部件组成。传统冷却系统采用的是冷却风扇或离合器式冷却风扇,两种风扇均由发动机曲轴通过皮带驱动,其冷却调节的灵敏度不高,功率损失也很大。为解决这个问题,就出现了自控电动冷却风扇。2冷却系统的冷却介质 目前,发动机广泛采用液态水作冷却液。水作为内燃机冷却系统的冷却介质具有很多优点:在性能方面,它性能稳定、热容量大、导热性好、沸点较高;在经济性能方面,它资源丰富、容易获取。但另一方面,水作为冷却介质也存在着两个较大的缺点:一是冰点高,在0℃时结冰,造成冬季使用困难;二是水具有一定的腐蚀性,对发动机冷却系统有损害作用。另外,水做冷却液的冷却系统,体积较庞大,不利于汽车内部结构的优化和整体质量的减少,增加了发动机功率的额外消耗。天然水中一般都含有部分矿物盐类(MgCl2、Ca(HCO3)2等),当水在发动机冷却系统内受热时,碳酸盐会在冷却系的壁上形成很难除去的水垢。导热性能很差。当水垢聚积过多时,会使发动机冷却性能恶化而导致过热。另外,溶解在水中的某些盐类(如MgCl2)在受热时产生水解作用,生成Mg(OH)2和HCl。其中HCl是一种腐蚀性很强的酸。因此,当水中含矿物盐类过多时,对发动机的冷却系统是很不利的。为了防止水垢的产生和水的腐蚀作用,在冷却水中加入了防腐蚀剂(重铬酸钾K2Cr2O7);为了解决水在0℃时结冰的问题,一般采用防冻液来作冷却液,常见的有丙稀二醇、甘醇、硅酸盐、有机酸等。3冷却系统向高效低能耗方向发展 发动机冷却系统效率的提高主要从两个方面来实现:其一,新材料的应用及部件结构的新设计;其二,部件的智能驱动方式。传统冷却系统中,风扇和水泵的效率普遍不高,造成大量能源的浪费。为提高冷却风扇的效率,用塑料翼形风扇取代圆弧型直叶片冷却风扇。从气体动力学的角度分析,翼形风扇能够改善风扇流场,提高风扇的效率和静压,使风扇高效区变宽;另外,塑料表面的光洁度较高。传统的冷却风扇由发动机驱动,装风扇的发动机与装有风罩的散热器必须分别用弹性支座固定在车架。为避免在汽车运行中因振动而引起风扇与风罩相碰,风扇叶轮与风罩的径向间隙的设计数值大于20mm,这必然大幅度降低风扇的容积效率。风扇的总效率取决于容积效率、机械效率和液力效率的乘积,即 η总 ??η机 ??η容 ??η液。传统风扇叶片采用薄钢板冲压而成,其液力效率 η液较低,又加上皮带传动存在打滑损失,其机械效率 η杨也不高,从而导致传统冷却风扇的总效率只有30%左右。采用电控风扇,由电机直接驱动风扇,与原来的皮带传动相比,机械效率 η机提高了。电控冷却风扇完全脱离发动机,与风罩、散热器安装为一体,保证了风扇与风罩的同心度,进一步减小了径向间隙,导致风扇容积效率 η容大幅度提高;另外,采用翼形端面塑料和流线型风罩,使风扇气流入口形成良好的流线型气流,可提高风扇的液力效率 η液,综合各项措施最终使电动风扇的效率达到78%。4冷却系统新的冷却机理 上世纪70年代,美国、日本和英国等国家提出了“绝热发动机”,其基本思路是对组成发动机燃烧室的零部件表面,喷涂耐高温的陶瓷覆层或使用陶瓷零部件,从而大大减少散热损失。经过20年的研制,绝热发动机在高温陶瓷零件(镶块或涂层)方面取得了较大的成功[7、8]。绝热发动机(无外部冷却装置)的整机热效率接近40%,复合式绝热发动机的整机热效率达到了40%以上[9]。这种以高度隔热层为主要手段的绝热发动机的有效热效率,较同类常规发动机(水冷或风冷)高出5%~15%。虽然绝热发动机提高了整机热效率和功率,同时降低了成本,但受材料和镶涂工艺的限制,还不能在普通车辆上使用,而且在高温条件下,发动机的润滑机油粘度降低,润滑效果变差,需要安装专门的散热装置;另外,气缸的充气效率会降低5%~10%。因此,还需要进一步研究新的冷却技术。 上世纪80年代,德国的Elsbett公司研制了一种新型车用发动机[10],它采用新的燃烧系统与新的冷却系统相结合的方式,以传热系数低的普通金属材料和巧妙的结构设计,大幅度减少了散热损失,取消了外部冷却装置。该机新的燃烧系统减少散热的原理是在球型燃烧室中有强烈的空气涡流,在离心力的作用下,沿燃烧室壁形成一层相对较冷的空气区,“旋流式喷油器”喷出一股雾化锥角很大、射程近、射速慢的空心涡流雾锥[11~13]。这股油雾随空气涡流旋转,不与燃烧室壁接触,在燃烧室中心混合燃烧,形成了热的燃烧中心—“热区”和周边温度较低的冷却空气层—“冷区” 这种燃烧系统。有“冷区”包围着“热区”,从而使燃烧室壁接受和传出的燃烧热量大为减少。Elsbett发动机在此基础上进行了进一步减少传热损失的设计[14],选用铸铁做活塞顶;将活塞环按内腔设置隔热槽,以截断热流通道,减少传向环槽的热量。上述3项措施使燃烧经活塞传到气缸壁的热量下降了一个数量级;加上以机油循环冷却气缸盖内腔和缸体上部的油道,用机油喷射冷却活塞内腔,实现了无水冷强制风冷的新的冷却机理。目前,还出现了发动机常规冷却机理中的强化冷却措施,如活塞的“内油冷”、排气门的“钠冷”以及喷油嘴的“内油冷”等内冷技术[15]。另外,采用的一些节油技术也具有内部冷却的功能[15],如乳化柴油、进气喷水、进气引汽、代用燃料冷却和过量空气冷却等。 5结论 (1)冷却系统实现智能化,工作协调性增强。
汽车发动机冷却系统毕业论文
河南职业技术学院 毕业设计(论文) 题目浅谈汽车发动机冷却系统系(分院)汽车工程系 学生姓名***** 学号***** 专业名称汽车电子 指导教师**** 年月
日
浅谈汽车发动机冷却系统 摘要冷却系统是发动机的重要组成部分,对发动机的动力性、经济性和可靠性有很大影响。随着发动机转速和功率的不断提高,对冷却系统的要求越来越高,因而对发动机冷却系统的设计与研究也愈来愈深入。汽车发动机的冷却系统是保持发动机正常工作的重要部件,如果发动机冷却系统的维修率很高,就会引起发动机其他部件的损坏,使发动机的整体工作能力受到影响,因此,汽车发动机冷却系统的维护与保养就显得尤为重要。 关键词:冷却系统冷却系统维护故障诊断案例分析 1 冷却系统的组成 水冷却系统一般由散热器、节温器、水泵、水道、风扇等组成。散热器负责循环水的冷却,它的水管和散热片多用铝材制成,铝制水管做成扁平形状,散热片带波纹状,注重散热性能,安装方向垂直于空气流动的方向,尽量做到风阻要小,冷却效率要高。散热器又分为横流式和垂直流动两种,空调冷凝器通常与其装在一起。 水泵和节温器 发动机是由冷却液的循环来实现的,强制冷却液循环的部件是水泵,它由曲轴皮带带动,推动冷却液在整个系统内循环。目前最先进的水泵是宝马新一代直六发动机上采用的电动水泵,它能精确的控制水泵的转速,并有效的减少了对输出功率的损耗。这些冷却液对发动机的冷却,要根据发动机的工作情况而随时调节。当发动机温度低的时候,冷却液就在发动机本身内部做小循环,当发动机温度高的时候,冷却液就在发动机—散热器之间做大循环。实现冷却液做不同循环的控制部件是节温器。可以将节温器看作一个阀门,其原理是利用可随温度伸缩的材料(石蜡或乙醚之类的材料)做开关阀门,当水温高时材料膨胀顶开阀门,冷却液进行大循环,当水温低时材料收缩关闭阀门,冷却液小循环。 空气的流动 为了提高散热器的冷却能力,在散热器后面安装风扇强制通风。以前的轿车散热器风扇是由曲轴皮带直接带动的,发动机启动它就要转,不能视发动机温度变化而变化,为了调节散热器的冷却力,要在散热器上装上活动百页窗以控制风力进入。现在已经普遍使用风扇电磁离合器或者电子风扇,当水温比较低时离合器与转轴分离,
模具冷却系统设计
模具冷却/加热系统的设计 1、模具温度调节系统概述 塑料注射成型是将熔融状态的塑料高压注入模腔,其后熔料在模腔中冷却到塑料的热变形温度以下固化成型。该过程是由熔料和模具的温差实现的,由于不同的成型材料要求不同的模具温度(模具温度应低于塑件热变形温度),若模具温度过高或过低,都会影响塑件的质量和生产。 --过高:溢料;缩孔;塑件固化时间长,注射周期长,生产率低; --过低:熔料流动性差,塑件应力增大,出现填充不良、熔接痕、缺料及表面不光泽等缺陷;--不均匀:出现收缩率偏差,塑件变形等问题; 所以模具设计时必须考虑冷却或加热装置来调节模具温度。 1)当成型时料温不足,为了使模具达到成型要求的模温,则应考虑加热装置; 2)成型壁厚大于20mm的塑件时,则应考虑加热装置; 3)当料温使模温超过成型要求的模温,则应考虑冷却装置; 4)一般成型热塑性塑料时,模具需要冷却;热固性塑料的模具需要加热; 2、模具温度调节的目的 A、缩短成型周期:通过有效的冷却手段使模具保持在塑料的热变形温度以下; B、提高塑件质量:防止脱模变形; C、适应特殊需要:注射结晶性塑料时,为控制塑料的结晶度,改善其综合性能,一般要求保持较高的模具温度;大型模具注射成型前需预热;对特殊需要的模具局部加热;热流道系统的加热等; 3、模具冷却系统设计要点 1)冷却水道应与成型面各处距离相等,排列与成型面形状尽可能相符;
2)冷却水道应使成型零件表面冷却均匀,模具各处的温差不大;冷却水孔距型腔的距离一 般为15-25mm,太近则冷却不均匀,太远则冷却效率低;冷却水孔直径一般为Φ8-12mm 3)循环式冷却水道中冷却介质的流程应相等; 4)冷却水道应先通过浇口部位并沿料流方向流动,即从模温高区域流向模温低区域; 5)冷却水道不应设置在塑件可能出现熔接痕的部位;
汽车发动机冷却系统的发展与现状
第2期 汽车发动机冷却系统的发展与现状 卢广峰,郭新民,孙运柱,尹克荣,牟晓玉 (1.山东农业大学机械电子工程学院,山东泰安271018;2.东营市公路局,山东东营257091; 3.山东农业大学林学院,山东泰安271018) [摘要]早期的发动机冷却系统虽能满足汽车的基本使用要求,但在满载或者恶劣的环境中容易出现问 题。在当今日益重视环境保护、提倡节能和舒适性的情况下,发动机的结构、性能和汽车整体性能都有很 大的发展,冷却系统正朝着轻型化、紧凑化和智能化的方向发展。为此,重点介绍了国内外汽车发动机冷 却系统的研究及发展情况,并做了简要分析。 [关键词]冷却系统;冷却介质;冷却机理 [中图分类号]U464.138[文献标识码]A[文章编号]1003─188X(2002)02─0129─03 1发动机冷却系统向智能化方向发展 发动机冷却系统是汽车的重要构件。汽车水冷发动机冷却系统主要由发动机冷却水套、冷却水泵、节温器及冷却风扇等部件组成,如图1所示。传统冷却系统采用的是冷却风扇或离合器式冷却风扇,两种风扇均由发动机曲轴通过皮带驱动,其冷却调节的灵敏度不高,功率损失也很大。为解决这个问题,就出现了自控电动冷却风扇。 最早的汽车电动冷却风扇出现在1981年3 月的美国专利文件中(专利号US4257554)。该专利首1985年,德国大众汽车公司在中国申请发明利(专利号CN851095/A)。该项专利在汽车散热 器,前方设置空气吸入口和辅助通口,加快了散热器的冷却速度,减少了电动风扇的电能消耗。但辅助通风口从下向上吸入冷却空气,很容易将道路上的尘土、杂物吸入,造成散热器脏污和堵塞,使散热器的散热效率降低。 1985年,德国大众汽车公司在中国申请发明专利(专利号CN851095/A)。该项专利在汽车散热器前,方设置空气吸入口和辅助通口,加快了散热器的冷却速度,减少了电动风扇的电能消耗。但辅助通风口从下向上吸入冷却空气,很容易将道路上的尘土、杂物吸入,造成散热器脏污和堵塞,使散热器 1989年,美国发明专利(专利号US4875521)的散热效率降低。次在载重汽车上采用电动单冷却风扇,风扇布置在散热器中部,叶片直径较大,驱动功率也较大。1992年,美国发明专利“机动车发动机的通风系统”(专利号US5269264)[4]将电动冷却风扇布置在散热器前方,根据发动机温度的高低,冷热气阀可以交替开闭。 韩国现代汽车公司生产的奏鸣曲(SONATA)牌轿车,用两个相对独立而又相互联系的电子控制的冷 却风扇—散热器冷却风扇和冷凝器冷却风扇,对冷却液温度和空调冷凝器温度进行多级联合控制。该系统可以根据冷却水温度和空调系统的工作状态,综合调节冷却能力[5],减少了在低温时发动机的传热损失、功率损失和过度磨损,抑制了发动机过热 的发生,降低了燃油消耗率。冷却风扇由传统控制方式转化为智能控制方式,散热风扇的冷却能力随着发动机散热的需要而自动精确地调节,提高了发动机的预热速度,使其始终保持最佳工作温度,而且避免了能源的大量浪费,其中减少风扇功率消耗90%,节省燃油10%。 1999年,法雷奥(Valeo)公司提出了在发动机上配置名为Themis(智能热调节系统)的新型电子调节系统,来改善发动机的冷却性能。它实现了水泵和缸体的分离,泵的流量和通风装置都通过发动机的ECU 来进行调 整和控制,便于水泵的安装,而且远离缸体这一热源后,水泵可以用塑料制成,既降低了成本,又减轻了水泵的重量,达到了水泵 的转速随水温的变化而变化,进一步降低传热损失和机械损失,降低了污染和油耗的目的。 1994年,台湾裕隆汽车公司申请专利(专利号94119819),提出了在冷却系统中装置可调转速电动水泵的设计。以反馈控制水泵冷却液流量,其主要是根据水温、节气门位置、车速等的传感器所传给ECU(微处理器)的信号,以反馈控制的方式,调整电动水泵的转速,使得引擎水套中流动的冷却液流量能随着不同的驾驶状况而作调整,保持发动 机的正常温度,以减少HC污染的排放。 [收稿日期]2001-12-17 [指导教师]山东农业大学郭新民教授 [作者简介]卢广锋(1977-),男,山东济南人,山东农业大学机械电子工程学院99级研究生,研究方向为内燃机冷却系统的智能控制。
发动机冷却系统常见故障与诊断分析
发动机冷却系统常见故障与诊断分析六安职业技术学院六安职业技术学院六安职业技术学院 毕业设计( 论文) 题目发动机冷却系统常见故障与诊断分析 机电工程系汽车运用技术专业 班级0901 班 学生姓名 指导教师 起迄日期2011 年6 月—2011 年9 月 设计地点六安职业技术学院 1 开题报告,,,,,,,,,,,,,,,,,,, 3 第一章: 汽车发动机冷却系统作用及工作原理 1.1 发动机冷却系统作用,,,,,,,,, 5 1.2 发动机冷却系统工作原理,,,,,,, 5 1.3 冷却液的选用,,,,,,,,,,,, 5 第二章: 汽车发动机冷却系统结构组成及类型 2.1 发动机冷却系统结构组成,,,,,,, 8 2.2 发动机冷却系统类型,,,,,,,,, 12 第三章: 汽车发动机冷却系统故障种类与原因 3.1 发动机冷却系统故障种类,,,,,,, 12 3.2 发动机冷却系统故障原因,,,,,,, 12 第四章: 汽车发动机冷却系统常见故障诊断与案例分析
4.1 发动机冷却系统故障诊断,,,,,,, 15 4.2 冷却系故障诊断思路和流程,,,,,, 18 4.3 冷却系日常维护及注意事项,,,,,, 19 4.4 发动机冷却系统故障案例分析,,,,, 20 2 六安职业技术学院学生毕业设计( 论文) 开题报告书 2011 年6 月15 日 姓名专业和年级汽车0901 班学制3 年毕业设计发动机冷却系统常见故障与诊断分析( 论文) 题目 本论文主要阐述了汽车发动机冷却系统工作原理,分析了导致发动机冷却系统 的常见故障原因及其诊断分析。在文中结合了实际的维修实例加以论证分析。同时 阐明整个冷却系统常见故障的排除过程及方法,还阐述了发动机冷却系统常见故障 的分类以及案例分析。 随着现代车用发动机采用更加紧凑的设计和更大体积功率,强化越来越高,发 动机产生的热流密度也随之明显增大,目前几乎所有的发动机强化都面临着如何解 决高功率下的冷却及其平衡问题,在满足不断提高的输出功率的同时,又要具有良 好的经济性。此外,日益严格的排放标准有人、也对冷却系统开发高效可靠的冷却 系统,已成为发动机进一步高功率、改善经济型所必须突破的关键技术问题。 目前,大部分发动机冷却系统仍属于传统的被动系统,只能有限地调节发动机 和汽车的热分布状态。发动机冷却系统在汽车动力系统中扮演着重要的角色,冷却 系统可以在发动机工作时对温度进行合理地调节与控制,使发动机各部件保持在正 常的工作温度,从而获得理想的动力输出与良好的燃油经济性,如果没有冷却系统 的帮助,发动机将无法正常工作。
发动机冷却系统研究状况及发展趋势
本科课程论文 题目发动机冷却系统研究状况及发展趋势 学院工程技术学院 专业 年级2011级 学号 姓名 指导教师 成绩 2013年12月25 日发动机冷却系统研究状况及发展趋势
摘要:简要介绍了目前国内外前沿的发动机冷却系统研究及应用状况,如智能化电控冷却系统、精确冷却理念、分流式冷却等;指出了现代发 动机冷却系统高效、低耗、智能、环保的发展方向,还指出采用电控冷却部件实现精确冷却和分流式冷却的有效整合是最佳手段。 关键词:汽车发动机冷却系统智能控制发展趋势 1、概述 冷却系统对发动机性能的影响日益显著。目前,几乎所有的发动机强化都面临着如何解决高功率密度下的冷却及热平衡问题,既在提高输出功率的同时,又要兼顾油耗的经济性和排放的环保性。这些都对冷却系统的性能提出了新的要求,开发高效、可靠、经济、环保的冷却系统,已成为发动机进一步实现技术突破的关键所在。因此,采用先进的冷却系统设计理念,应用柴油机现代设计技术提出设计规范与策略,对推动柴油机冷却系统技术进步具有重要的研究价值。 目前,发动机冷却系统的发展趋势主要有以下几个方面: 2、冷却系统的能控化 目前,随着电子技术和计算机技术的广泛应用和飞速发展,电部件技术日趋成熟,传统被动式的发动机冷却系统正在走向智能化和自动化。传统冷却系统不能更全面的适应发动机实际运行时的冷却需求,从而无法实现对发动机水温在全运行工况内的合理控制。然而,采用电子驱动及控制技术,可以通过传感器和计算机芯片根据实际的发动机温度控制运行,从而提供最佳的冷却介质流量,降低能耗,提高效率。例如,HoonCho等人用电控冷却水泵取代传统机械水泵,利用试验和模拟对比分析发现,通过控制水泵转速并提高电控水泵效率,功率消耗降低量超过87%,若将水泵转速提高至最大值时,可降低散热器尺寸超过27%,对提升发动机性能和燃料经济性潜力很大。 可见,电控冷却系统一方面可以通过精确、自动地调节冷却液的温度,把发动机的工作温度控制在最佳范围,延长发动机的使用寿命,提高发动机的工作效率,降低发动机的故障率;另一方面,还可根据汽车的行驶速度、发动机的冷却水温来综合控制冷却系统,从而达到降低油耗和提高发动机可靠性的效果。 3、温度设定点的合理调节 冷却系统设定的冷却温度是以满负荷时最大散热率为基础,因此,可以通过改变冷却液温度设定点来改善发动机和冷却系统在部分负荷时处于不太理想状态时的性能。升高或降低温度点在不同情况下各有优长。 3.1提高温度设定点 提高温度的优点是:于提高了发动机的运行温度和机油温度,减少了发动机的散热量和摩擦损失,提高冷却液和金属温度会改善发动机和散热器热传递效果,降低冷却液流速,减少水泵的标定功率而改善发动机的燃油经济性从而降低发动机的辅机功率损耗。这种方法直接影响发动机损耗和冷却系统的效果以及发动机排放物的形成。研究表明,发动机工作温度对摩擦损失有很大影响。将冷却液排出温度提高到150℃,使气缸温度升高到195℃,油耗则下降4%--6%。将冷却液温度保持在90--115℃范围内,使发动机机油的最高温度为140℃,则油耗在部分负荷时下降10%。同时,提高发动机运行温度对发动机热承载能力提出了更高要求,对NOx排放也有负面影响,同为燃烧室中NOx的生成对温度的变化十分敏感。因此,在排放要求较严格的情况下,提高温度设定点的做法对于柴油机不适合;但是对于汽油机则很
注塑模具冷却系统设计
注塑模具冷却系统设计 塑料模具冷却系统的正确设计, 不仅能缩短成型周期, 提高生产效率, 而且可以满足现代工程塑料精密注射件的需要。 一、由模具散发的总热量 在小时内, 模具需要带走的总热量Q为 试中:Q——应由模具散发的总热量(W);n每小时注射次数(n和冷却时间有关);G——包括进料口在内的每次注射的全部重量(kg);Cp——塑料的比热,常见的塑料比热见表,h——结晶性塑料的熔融潜热,常见的熔融潜热见表;tc——塑料注射入口温度 油墨中的溶解性, 颜色沾污性、毒性、成本和原料来源等因素外, 用发泡促进一抑制体系的分解特性曲线可作为选择合适的发泡剂、促进剂和抑制剂体系的依据。当发泡一促进剂体系分解曲线其分解温度在树脂的熔融温区内, 无低温区的初始分解, 曲线斜率有突变则气体释放速率快而气量大, 则能形成均匀而密集的泡孔当加入了抑制剂后体系的分解曲线与原曲线相距大, 即分解温度差值越大越好, 尤其不能有低的初始分解, 并且在树脂熔融温区中释放气体量最小, 这样的体系为化学压花效果最好, 如图的曲线与不同抑制剂在压花时效果不同, 故抑制剂可控制压花过程 根据体系的八分解特性曲线的分析找到了以为发泡剂, 为促进剂和为抑制剂的发泡材料的发泡促进一抑制体系, 并提出了适宜的配方和工艺, 制得了发泡材料的化学压花样品, 凹凸差约为毫米。 二、塑料制件的冷却时间
塑料制件的冷却实际上在充模开始的瞬间就同时发生了。设塑料制件壁厚中心温度到达塑料粘流态温度的最低限时塑料停止流动, 则可以得出塑料充模时间的极限流动时间 式中—塑料熔体充模时的极限流动时间幻, t—塑料制件的最小壁厚,a 一一塑料的热扩张系数, 常用塑料的热扩张系数见表
浅析现代汽车发动机冷却系统
郑州交通职业学院 毕业论文 论文题目:浅析现代汽车发动机冷却系统 所属系别车辆工程系 专业班级 09大专检测1班 姓名朱高锋 学号 200908020110174 指导教师王晶 撰写日期 2012 年 05 月
摘要 本论文简要分析了发动机冷却系统的发展现状、影响因素及存在的问题;介绍了目前国内外前沿的发动机冷却系统的设计理念和研究方法,如智能化电控冷却系统、精确冷却理念、分流式冷却、空气侧流动和发动机热管理研究等;展望了现代发动机冷却系统实现高效低耗的目标,指出采用电控冷却部件实现精确冷却和分流式冷却的有效整合是行之有效的手段,而整车热管理研究势必会成为全面提高冷却系统性能的主要方法。 关键词:汽车发动机,冷却系统,智能控制,发展趋势预测
Abstract This paper briefly analyzes the development of the engine cooling system, influence factors and problems. Then the paper introduces the current domestic and international cutting-edge engine cooling system designing concepts and research methods. Such as intelligent electronic control cooling systems, precision cooling concept, split cooling air flow and engine thermal management side research. This paper prospects a modern engine cooling systems to achieve high efficiency, low target, and point the use of electronically that controlled cooling exactly and cooling components to achieve accurate and effective integration of split cooling is an effective means. Vehicle thermal management is bound to be a comprehensive study to improve cooling system performance. Key Words:automotive engine, cooling system, intelligent control, trend forecasting
浇注系统
《注塑模具理论》 浇注系统 中国模具设计网w w w .z g m j s j .c o m https://www.360docs.net/doc/65917871.html, 中国模具设计网https://www.360docs.net/doc/65917871.html,
前言 浇注系统是注塑模具里面特别重要的部分,它的主要作用是把注塑机里面可流动的塑料 引入到模具的型腔里面.就相当于人吃饭时的食管,灌水用的渠道. 中国模具设计网w w w .z g m j s j .c o m https://www.360docs.net/doc/65917871.html, 中国模具设计网https://www.360docs.net/doc/65917871.html,
中国模具设计网w w w .z g m j s j .c o m https://www.360docs.net/doc/65917871.html, 中国模具设计网https://www.360docs.net/doc/65917871.html,
第一节 浇注系统的构成 一、大水口浇注系统的构成:整个浇注系统又可以称为“废料”。1、主流道: 2、分流道:1)主分流道 2)次分流道3、胶口:4、冷料井: 中 国模具设计网w w w .z g m j s j .c o m https://www.360docs.net/doc/65917871.html, 中国模具设计网https://www.360docs.net/doc/65917871.html,
二、大水口浇注系统各部分的详解: 1、主流道:它的作用是把注塑机里面可流动的塑料引入到模具里面,是可流动的塑料经过模具的第一段通道,它一般在唧嘴里面成形。 注意:唧嘴是标准件,则主流道的大小尺寸由唧嘴来决定,为了减少“废料”,可以缩短唧嘴的长度,则保证上图当中的“M”不小于10即可.设计时,就算唧嘴选取错误了,也不要紧,可以直接更换. 中国模具设计网w w w .z g m j s j .c o m https://www.360docs.net/doc/65917871.html, 中国模具设计网https://www.360docs.net/doc/65917871.html,
浅析发动机冷却系统来改善汽车保养
龙源期刊网 https://www.360docs.net/doc/65917871.html, 浅析发动机冷却系统来改善汽车保养 作者:刘云娥 来源:《商品与质量·学术观察》2013年第02期 摘要:分析研究冷却系统结构特点,对发动机正常、高效工作提高发动机的燃油经济性、加速性、可靠性以及使用寿命具有重要意义。 关键字:冷却系统冷却系统维护温度设定点冷却系统智能控制 随着汽车工业的发展,发动机的设计技术已经达到很高的水平。大家知道冷却系统发生故障是会引起很大的问题。比如发动机过热,会感觉发动机加速无力,润滑油的粘度也急剧的下降,以致不能形成保护膜保护各机件,引起过度磨损;温度再高的话,发动机直接抱死或拉缸。因此,发动机冷却系统的设计,既要散热能力应满足发动机满负荷散热需求,也要考虑到在部分负荷冷却系统会使发动机功率损失,还有我们希望发动机冷启动时间尽可能短,因为发动机怠速时排放的污染物较多,油耗也大。 发动机冷却系统的作用是可将燃料燃烧时传到发动机上的过量的热量散发出去,使发动机不致高温损坏,保护发动机,还具有改善燃料经济性和降低排放的作用。为此,冷却系统设计采用系统化、模块化设计方法,统筹考虑每项影响因素,使冷却系统既保证发动机正常工作,又提高发动机效率和减少排放。现代发动机冷却系统的设计由ECU、水温传感器或热敏开关 和电子风扇组成,可以使电子扇的高低速是由水温传感器或热敏开关“唯一”控制的,结合传统发动机水冷系统设计由水循环系统有通过节温器大循环和小循环。这样达到完美的配合,能够完全精确控制发动机水的温度。 冷却液的循环实现原理,强制冷却液循环的部件是水泵,它由曲轴皮带带动,推动冷却液在整个系统内循环。目前最先进的水泵是宝马新一代直六发动机上采用的电动水泵,它能精确的控制水泵的转速,并有效的减少了对输出功率的损耗。这些冷却液对发动机的冷却,要根据发动机的工作情况而随时调节。当发动机温度低的时候,冷却液就在发动机本身内部做小循环,当发动机温度高的时候,冷却液就在发动机—散热器之间做大循环。实现冷却液做不同循环的控制部件是节温器。可以将节温器看作一个阀门,其原理是利用可随温度伸缩的材料(石蜡或乙醚之类的材料)做开关阀门,当水温高时材料膨胀顶开阀门,冷却液进行大循环,当水温低时材料收缩关闭阀门,冷却液小循环。 为了提高散热器的冷却能力,在散热器后面安装风扇强制通风。以前的轿车散热器风扇是由曲轴皮带直接带动的,发动机启动它就要转,不能视发动机温度变化而变化,为了调节散热器的冷却力,要在散热器上装上活动百页窗以控制风力进入。现在已经普遍使用风扇电磁离合器或者电子风扇,当水温比较低时离合器与转轴分离,风扇不动,当水温比较高时由温度传感器接通电源,使离合器与转轴接合,风扇转动。同样,电子风扇由电动机直接带动,由温度传感器控制电动机运转。这两种形式的散热器电扇运转实际上都由温度传感器控制。
注塑模具浇注系统设计
注塑模具浇注系统设计 注塑模的浇注系统,是指从主流道的始端到型腔之间的熔体流动通道。其作用是使塑料熔体平稳而有序地充填到型腔中,以获得组织致密、外形轮廓清晰的塑件。浇注系统一般分为普通浇注系统和热流道浇注系统两类。 1.浇注系统的组成:一般由主流道、分流道、浇口和冷料穴四部分组成,如下图所示: 2.主流道设计 主流道是连接注塑机喷嘴与分流道的一段通道,通常和注射机喷嘴在同一轴线上,横截面为圆形,带有一定的锥度,注射机的喷嘴与模具浇口套关系如下图所示: (1)为了防止浇口套与注射机喷嘴对接处溢胶,主流道与喷嘴的对接处应设计成半球形凹坑,凹坑的深度为3~5mm,其球面半径SR应比注塑机喷嘴头球面半径SR0大1~2mm;主流道小端直径d比注塑机喷嘴d0大0.5~1mm,以防止主流道口部积存凝料而影响脱模。 (2)为了减小对塑料熔体的阻力及顺利脱出主流道凝料,浇口套内壁表面粗糙度应加工到R a0.8μm。 (3)主流道的圆锥角设计过小,会增加主流道凝料的脱出难度;设得过大,又会产生湍流或涡流,卷入空气,所以,通常取α=2°~4°,对流动性差的塑料可取3°~6°。 (4)主流道大端呈圆角,半径r=1~3mm,以减小料流转向过渡时的阻力。 (5)在模具结构允许的情况下,主流道长度尽可能短,一般取L≤60mm,
过长会增加压力损失,使塑料熔体的温度下降过多,从而影响熔体的顺利充型。另外,过长的流道还会浪费塑料材料、增加冷却时间。 (6)最常见的主流道的类型有以下几种形式,如下图所示。由于浇口套在 工作时经常与注塑机喷嘴反复接触、碰撞,所以浇口套常用优质合金钢制造,也可以选用T8、T10,并进行相应的热处理,保证足够的硬度,但其硬度应低于与注塑机喷嘴的硬度,以防止喷嘴被碰坏。 (7)对于小型模具,可将主流道浇口套与定位圈设计成整体式,不过大多数情况下,是将主流道浇口套和定位圈设计成两个零件,然后配合固定在模板上面。定位圈用于模具在注塑机上安装定位时使用。 (8)当浇口套的底部与塑料熔体接触面较小时,仅靠注射机喷嘴的推力就能使浇口套压紧,此时,可以不设固定装置。当浇口套的底部与塑料熔体接触面较大时,塑料熔体对浇口套产生的反作用力也较大,为防止浇口套被挤出,可以用螺钉固定。 3.冷料穴的设计 冷料穴也称冷料井,一般设在主流道和分流道的末端,其作用就是存放两次注塑间隔而产生的冷料和料流前锋的“冷料”,防止冷料进入型腔而形成各种缺陷。根据冷料穴所处位置不同,可分为主流道冷料穴和分流道冷料穴。 (1)主流道冷料穴 主流道冷料穴底部常做成曲折的钩形或下凹的凹槽或倒锥形,使冷料穴兼有开模时将主流道凝料从主流道中拉出来附在动模边的作用。根据冷料穴不同,其构成主流道冷料穴底部的零件也不同,常见的有拉料杆、推杆等。 (2)分流道冷料穴 分流道冷料穴一般采用两种形式:一种是将冷料穴开设在动模的深度方向,其设计方式与主流道冷料穴类似;另一种是将分流道在分型面上延伸成为冷料穴。 4.分流道设计 分流道是主流道与浇口之间的通道,一般开设在分型面上,起分流和转向的作用。多型腔模具必须设置分流道,单型腔大型塑件在使用多个点浇口时也要设置分流道。分流道是塑料熔体进入型腔前的通道,可通过优化设置分流道的横截面形状、尺寸大小及方向,使塑料熔体平稳充型,从而保证最佳的成型效果。 (1)影响分流道的设计因素 a.制品的几何形状、壁厚、尺寸大小及尺寸的稳定性、内在质量及外观质量要求。 b.塑料的种类。 c.注射机的压力、加热温度及注塑速度。 d.主流道及分流道的脱落方式。 e.型腔的布置、浇口位置及浇口形式的选择。 (2)分流道的设计原则 a.塑料流经分流道时的压力损失及温度损失要小。 b.分流道的固化时间应稍后于制品的固化时间,以利于压力的传递及保压。
压铸模冷却系统设计
压铸模冷却系统设计 模具温度是影响压铸件质量的一个重要因素,但在生产过程中往往未得到严格的控制。大多数形状简单、成型工艺性好的压铸件对模具温度控制要求不高,模具温度在较大区间内变动仍能生产出合格的压铸件。而生产形状复杂、质量要求高的压铸件时,则对模具温度有严格的要求,只有把模具温度控制在一个狭窄的温度区间内,才能生产出合格的压铸件。因此,必须严格控制模具温度。 在一两个压铸循环中,模具型腔的温度要发生很大的变化。铝合金压铸时,模具型腔温度上下波动可达300度左右。 使模具升温的热源,一是由金属液带入的热量:二是金属液充填型腔时消耗的一部分机械能转换变成热能。模具在得到热量的同时也向周围空间散发热量,在模具表面喷涂的脱模剂挥发时也带走部分热量。如果在单位时间内模具吸收的热量与散发的热量相等而达到一个平衡状态,则称为模具的热平衡。模具的温度控制就是要把压铸模具在热平衡时的温度控制在模具的最佳温度区间内。 压铸生产中模具的温度由加热系统与冷却系统进行控制盒调节。 加热系统与冷却系统的主要作用:使压铸模达到较好的热平衡状态和改善压铸件顺序凝固条件:提高压铸件的内部质量和表面质量:稳定压铸件的尺寸精度:提高压铸生产的效率:降低模具热交应变力,提高压铸模使用寿命。 冷却系统的设计计 压铸过程中,金属液在压铸模中凝固并冷却到顶出温度,释放的热量被模具吸收,同时模具通过辐射、导热和对流,将热量传出,在模具分型面上喷涂的分型剂挥发时也带走部分热量。 正常生产过程中传人模具的热量和从模具其中传出的热量应达到平衡。在高效生产及大型厚壁铸件压铸时,往往要用强制冷却来保持模具的热平衡。合理地设汁冷却系统对提高压铸生产效率,改善铸件质量及廷长模具使用寿命是十分重要的。棋具冷却方法有:
模具冷却系统设计
冷却系统设计 一典型的冷却系统 模具本身可视为一种交换器,将热熔胶的热量藉由循环冷媒带离模具 冷却系统设计的作用 1.提高生产力. 2.保证一幅模具的有效利用在热塑性塑料射出成型的周期中,模具的冷却时间占整个周期的三分之二以上,(如图1).有效的冷却回路设计可减少冷却时间,因而增加总生产量;再者,均匀的冷却可降低因热传不均而产生的残余应力. 从而控制成品翘曲,以维持成形品尺寸的精准度和稳定性,进而改善产品的质量. (如图2). 图 (1) 模具冷却时间占全部周期的三分之二以上
图 (2) 适当且有效的冷却将增加成型品的质量和产量 模具冷却设计的目标1. 均衡冷却(改良产品质量)2.有效冷却(提高状,模具结构 量,来达到这一目标: (5)冷却孔道回路总长及冷媒的流动速度; 生产力)在模具冷却系统的设计中,除了考虑成型品的形等因素外,我们可以通过决定下列变 (1)冷却孔道尺寸; (2)冷却孔道位置; (3)冷却孔道种类; (4)冷却孔道配置和连接;
冷却孔道尺寸设计 我们厂最常用的冷却孔道直径有:?6mm, ?8mm, ?10mm, ?12mm;具体设计尺寸如下图所示: )当D=?12mm,N=PT3/8”; 冷却并提高模具的热传导效率,就应做好冷却通道的设计工作;根据我证模具有效冷却,其冷却孔道深度(d)和节距(P)与孔道直径(D)d 深度为D 至3D P 节距为3D 至5D 附注: (孔道直径) (孔道攻牙) (快速接头孔) (水管接头孔) (1)当D=?6mm,N=PT1/8”; (2)当D=?8mm,N=PT1/8”; (3)当D=?10mm,N=PT1/4”; (4(5)当H<=17mm 时,不做快接头孔. 冷却孔道位置设计(1) 要使模具有效们厂所做的经验要保的关系如下: