压铸件设计的基本参数
压铸件设计的基本参数
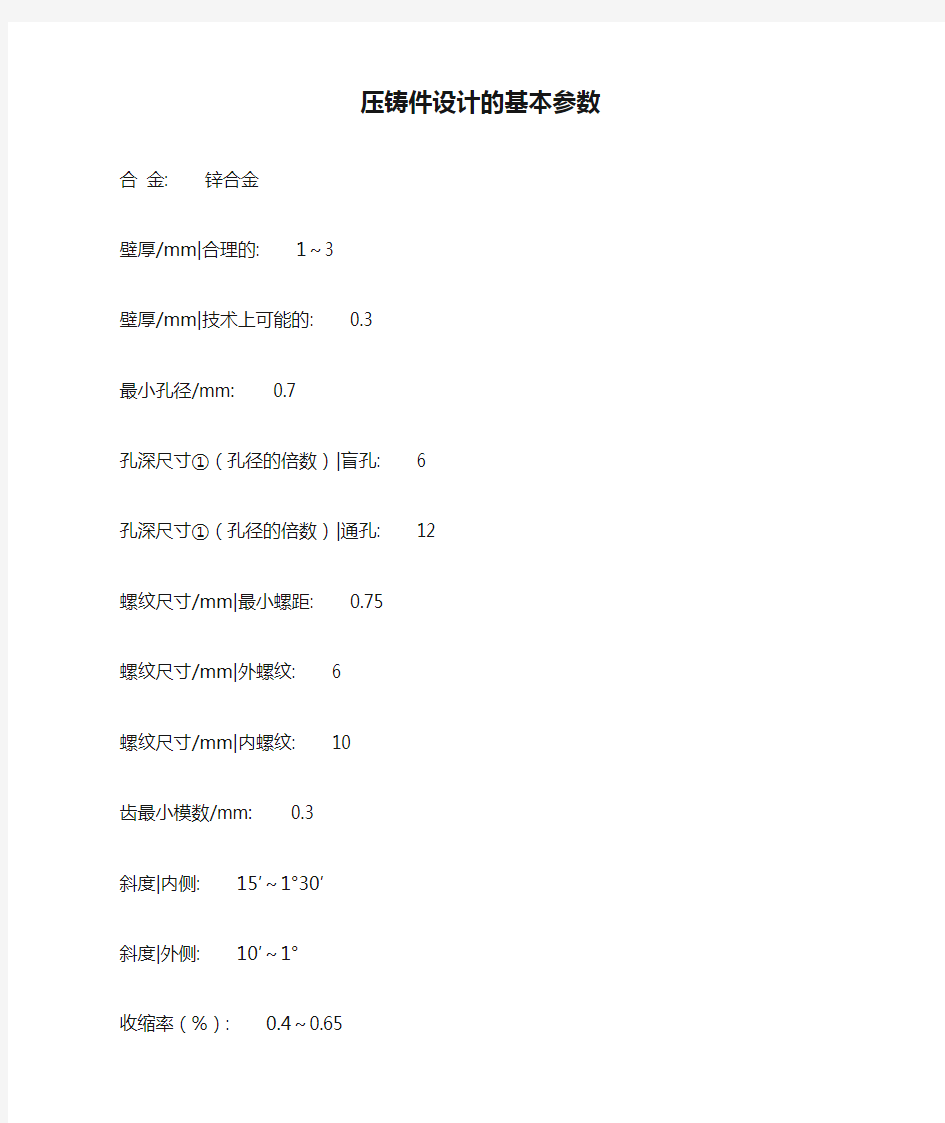
合金: 锌合金
壁厚/mm|合理的: 1~3
壁厚/mm|技术上可能的: 0.3
最小孔径/mm: 0.7
孔深尺寸①(孔径的倍数)|盲孔: 6 孔深尺寸①(孔径的倍数)|通孔: 12 螺纹尺寸/mm|最小螺距: 0.75
螺纹尺寸/mm|外螺纹: 6
螺纹尺寸/mm|内螺纹: 10
齿最小模数/mm: 0.3
斜度|内侧: 15′~1°30′
斜度|外侧: 10′~1°
收缩率(%): 0.4~0.65
加工余量/mm: 0.3~0.8
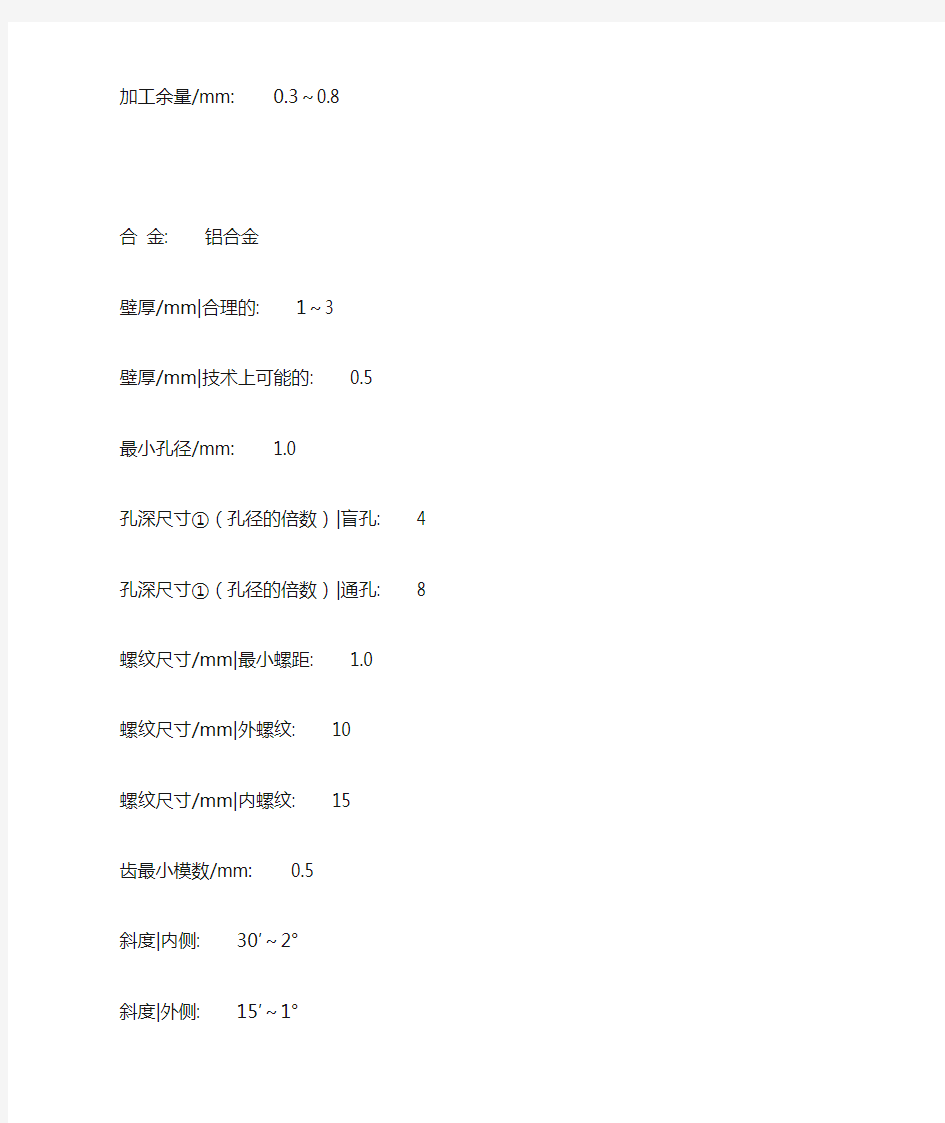
合金: 铝合金
壁厚/mm|合理的: 1~3
壁厚/mm|技术上可能的: 0.5
最小孔径/mm: 1.0
孔深尺寸①(孔径的倍数)|盲孔: 4 孔深尺寸①(孔径的倍数)|通孔: 8 螺纹尺寸/mm|最小螺距: 1.0
螺纹尺寸/mm|外螺纹: 10
螺纹尺寸/mm|内螺纹: 15
齿最小模数/mm: 0.5
斜度|内侧: 30′~2°
斜度|外侧: 15′~1°
收缩率(%): 0.45~0.8
加工余量/mm: 0.3~0.8
合金: 镁合金
壁厚/mm|合理的: 1~3
壁厚/mm|技术上可能的: 0.6
最小孔径/mm: 0.7
孔深尺寸①(孔径的倍数)|盲孔: 5 孔深尺寸①(孔径的倍数)|通孔: 10 螺纹尺寸/mm|最小螺距: 1.0
螺纹尺寸/mm|外螺纹: 6
螺纹尺寸/mm|内螺纹: 20
齿最小模数/mm: 0.5
斜度|内侧: 30′~2°
斜度|外侧: 15′~1°
收缩率(%): 0.5~0.8
加工余量/mm: 0.3~0.8
合金: 铜合金
壁厚/mm|合理的: 2~4
壁厚/mm|技术上可能的: 1.0
最小孔径/mm: 2.5
孔深尺寸①(孔径的倍数)|盲孔: 3
孔深尺寸①(孔径的倍数)|通孔: 6
螺纹尺寸/mm|最小螺距: 1.5
螺纹尺寸/mm|外螺纹: 12
螺纹尺寸/mm|内螺纹: —
齿最小模数/mm: 1.5
斜度|内侧: 45′~2°
斜度|外侧: 35′~1°
收缩率(%): 0.6~1.0
加工余量/mm: 0.3~0.8
铸造斜度
斜度b∶h: 1∶5
角度β: 11°30′
应用范围: h<25mm时钢和铁的铸件
斜度b∶h: 1∶10
角度β: 5°30′
应用范围: h=25~500mm时钢和铁的铸件斜度b∶h: 1∶20
角度β: 3°
应用范围: h=25~500mm时钢和铁的铸件斜度b∶h: 1∶50
角度β: 1°
应用范围: h>500mm时钢和铁的铸件
斜度b∶h: 1∶100
角度β: 30′
应用范围: 有色金属铸件
铸件尺寸公差(GBT_6414-1999)
铸件尺寸公差数值(GB/T6414-1999) 表1铸件尺寸公差数值mm 基本尺寸公差等级CT 大于至345678910111213141516 100.180.260.360.520.74 1.0 1.5 2.0 2.8 4.2 10160.200.280.380.540.78 1.1 1.6 2.2 3.0 4.4 16250.220.300.420.580.82 1.2 1.7 2.4 3.2 4.6681012 25400.240.320.460.640.90 1.3 1.8 2.6 3.6 5.0791114 40630.260.360.500.70 1.0 1.4 2.0 2.8 4.0 5.68101216 631000.280.400.560.78 1.1 1.6 2.2 3.2 4.469111418 1001600.300.440.620.88 1.2 1.8 2.5 3.6 5.0710121620 1602500.340.500.70 1.0 1.4 2.0 2.8 4.0 5.6811141822 2504000.400.560.78 1.1 1.6 2.2 3.2 4.4 6.2912162025 4006300.640.90 1.2 1.8 2.6 3.6571014182228 6301000 1.0 1.4 2.0 2.8 4.0681116202532 10001600 1.6 2.2 3.2 4.6791318232937 16002500 2.6 3.8 5.48101521263342 25004000 4.4 6.29121724303849 400063007.010142028354456 63001000011162332405064注:①CT1和CT2没有规定公差值,是为了将来可能要求更精密的公差保留的。 ②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2-3级。
压铸产品结构设计
压铸产品结构设计准则 铝合金压铸件的结构设计经验 1。考虑壁厚的问题,厚度的差距过大会对填充带来影响 2。考虑脱模问题,这点在压铸实际中非常重要,现实中往往回出现这样的问题,这比注塑脱模讨厌多了,所以拔模斜度的设置和动定模脱模力的计算要注意些,一般拔模斜度为1 到3度,通常考虑到脱模的顺利性,外拔模要比内拔模的斜度要小些,外拔模也就1度,而内拔模要2~3度左右 3。设计时考虑到模具设计的问题,如果有多个位置的抽心位,尽量的放两边,最好不要放在下位抽心,这样时间长了下抽心会容易出问题 4。有些压铸件外观可能会有特殊的要求,如喷油、喷粉等,这时就要时结构避开重要外观位置便于设置浇口溢流槽。 5。在结构上尽量的避免出现导致模具结构复杂的结构出现,如,不得不使用多个抽心或螺旋抽心等 6。对于需进行表面加工的零件,注意,需要在零件设计时给适合的加工留量,不能太多,否则加工人员会骂你的,而且会把里面的气孔都暴露出来的,不能太少,否则粗精定位一加工,黑皮还没干掉,你就等再在模具上打火花了,那给多少呢,留量最好不要大于0.8mm,这样加工出来的面基本看不到气孔的,因为有硬质层的保护。 7。再有就是注意选料了,是用ADC12还是A380等,要看具体的要求了 8。铝合金没有弹性,要做扣位只有和塑料配合。 9。一般不能做深孔!在开模具时只做点孔,然后在后加工! 10。如果是薄壁零件与不能太薄,而且一定要用加强肋,增加抗弯能力!由于铝铸件的温度要在800摄氏度左右!模具寿命一般比较短一般做如电机外壳的话只有80K左右就再见了!
1.压铸件的设计与塑胶件的设计比较相似,塑胶件的一些设计常规也适用于压铸件。 2.对于铝合金,模具所受温度和压力比塑胶的大很多,对设计的正确性要求特严。即使很好的模具材料,一旦有焊接,模具就几乎无寿命可言。锌合金跟塑胶差不多,模具寿命较好。 3.不能有凹的尖角,避免模具崩角。 4.压铸件的精度虽然比较高,但比塑胶差,而且拔模力比塑胶大,通常结构不能太复杂,必要时应将复杂的零件分解成两件或多件。 5.铝合金的螺孔通常模具只做锥坑,采用后加工。对于要求严的配合部位通常留 0.3mm的后加工量。 6.铝合金压铸易产生气孔,在外观上需加以考虑。 铝合金压铸件(含硅)表面做阳极氧化很难的,一般时间稍长回出现黑色。 铝合金压铸件不能做阳极氧化,可用喷油或喷塑。 常用的合金铝6061、7075,铸铝A356着色效果都不错的。 压铸件和阳极氧化之间没有必然的联系。 铸铝的种类很多,不一定要选硅铝合金(铸铝分Al-Si系、AL-Cu系、AL-Mg系、AL-Zn系等,还有参杂稀土元素的)。即使选用硅铝合金,阳极氧化也并非不可行。一般来说,合金铝中多多少少都含硅元素,比如6061含硅0.4~0.8%,7075含硅0.4%,这样的含硅量对合金阳极化影响是很小的(顺便说一句,铜含量对铝合金阳极氧化影响不大,但在硬质氧化、瓷质氧化时,铜、锰影响很大)。但当合金中硅含量很大(>7%)时,对合金的阳极氧化就会有影响。主要体现在氧化耗时较长,膜层显得灰暗等,这些问题通过工艺可以解决(比如不用直流、而用脉冲电流氧化),这就需要表面处理厂家有一定的技术能力。所以,铸铝≠硅铝合金≠不能阳极氧化。 另外再说说着色的问题。铝合金的阳极氧化和着色是两个不同的工序,这与钢铁的发蓝不同。
铝合金压铸件的标准
铝合金压铸件的标准 2010-01-25 10:08 铝合金压铸件 GB/T 15114-94 1.主题内容与适用范围 本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等. 本标准适用于铝合金压铸件. 2.引用标准 GB1182 形状和位置公差代号及其标准 GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查) GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB6060.1 表面粗糙度比较样块铸造表面 GB6060.4 表面粗糙度比较样块抛光加工表面 GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面 GB6414 铸件尺寸公差 GB/T11350 铸件机械加工余量 GB/T15115 压铸铝合金 3.技术要求 3.1化学成分 合金的化学成分应符合GB/T15115的规定. 3.2力学性能 3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定 3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定. 3.3压铸件尺寸
3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定 3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明. 3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定. 3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明. 3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明. 3.5表面质量 3.5.1铸件表面粗糙度应符合GB6060.1的规定 3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷. 3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致. 3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹. 3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定. 3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定. 3.6内部质量 3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据. 3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定. 3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理. 4质量保证 4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执
压铸件加工要点事项
压铸件缺陷:一、流痕 其他名称:条纹。 特征:铸件表面上呈现与金属液流动方向相一致的,用手感觉得出的局部下陷光滑纹路。此缺陷无发展方向,用抛光法能去处。 产生原因排除措施 1、两股金属流不同步充满型腔而留下的痕迹。 2、模具温度低,如锌合金模温低于150℃,铝合金模温低于180℃,都易产生这类缺陷。 3、填充速度太高。 4、涂料用量过多。1、调整内浇口截面积或位置。2、调整模具温度,增大溢流槽。3、适当调整填充速度以改变金属液填充型腔的流态。4、涂料使用薄而均匀。 二、冷隔 其他名称:冷接(对接)。 特征:温度较低的金属流互相对接但未熔合而出现的缝隙,呈不规则的线形,有穿透的和不穿透的两种,在外力的作用下有发展的趋势。 产生原因排除措施 1、金属液浇注温度低或模具温度低。 2、合金成分不符合标准,流动性差。 3、金属液分股填充,熔合不良。 4、浇口不合理,流程太长。 5、填充速度低或排气不良。 6、比压偏低。1、适当提高浇注温度和模具温度。2、改变合金成分,提高流动性。3、改进浇注系统,改善填充条件。4、改善排溢条件,增大溢流量。5、提高压射速度,改善排气条件。6、提高比压 三、擦伤 其他名称:拉力、拉痕、粘模伤痕。
特征:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时成为拉伤面。 产生原因排除措施 1、型芯、型壁的铸造斜度太小或出现倒斜度。 2、型芯、型壁有压伤痕。 3、合金粘附模具。 4、铸件顶出偏斜,或型芯轴线偏斜。 5、型壁表面粗糙。 6、涂料常喷涂不到。 7、铝合金中含铁量低于0.6%。1、修正模具,保证制造斜度。2、打光压痕。3、合理设计浇注系统,避免金属流对冲型芯、型壁,适当降低填充速度。4、修正模具结构。5、打光表面。6、涂料用量薄而均匀,不能漏喷涂料。7、适当增加含铁量至0.6~0.8%。 四、凹陷 其他名称:缩凹、缩陷、憋气、塌边。 特征:铸件平滑表面上出现的凹瘪的部分,其表面呈自然冷却状态。 产生原因排除措施 1、铸件结构设计不合理,有局部厚实部位,产生热节。 2、合金收缩率大。 3、内浇口截面积太小。 4、比压低。 5、模具温度太高。1、改善铸件结构,使壁厚稍为均匀,厚薄相差较大的连接处应逐步缓和过渡,消除热节。2、选择收缩率小的合金。3、正确设置浇注系统,适当加大内浇口的截面积。4、增大压射力。5、适当调整模具热平衡条件,采用温控装置以及冷却等。 五、气泡 其他名称:鼓泡。 特征:铸件表皮下,聚集气体鼓胀所形成的泡。 产生原因排除措施
压铸件设计规范
?压铸件设计规范 ?一、壁厚 压铸件的壁厚对铸件质量有很大的影响。以铝合金为例,薄壁比厚壁具有更高的强度和良好的致密性。因此,在保证铸件有足够的强度和刚性的条件下,应尽可能减少其壁厚,并保持壁厚均匀一致。 铸件壁太薄时,使金属熔接不好,影响铸件的强度,同时给成型带来困难;壁厚过大或严重不均匀则易产生缩瘪及裂纹。随着壁厚的增加,铸件内部气孔、缩松等缺陷也随之增多,同样降低铸件的强度。 压铸件的壁厚一般以2.5~4mm为宜,壁厚超过6mm的零件不宜采用压铸。 推荐采用的最小壁厚和正常壁厚见表1。 表1 压铸件的最小壁厚和正常壁厚 我司现使用的绝大多数为铝压铸件,其壁厚一般控制在2.0~2.5mm。 二、铸造圆角和脱模斜度 1)铸造圆角 压铸件各部分相交应有圆角(分型面处除外),使金属填充时流动平稳,气体容易排出,并可避免因锐角而产生裂纹。对于需要进行电镀和涂饰的压铸件,圆角可以均匀镀层,防止尖角处涂料堆积。 压铸件的圆角半径R一般不宜小于1mm,最小圆角半径为0.5 mm,见表2。 铸造圆角半径的计算见表3。
表2 压铸件的最小圆角半径(mm) 我司现采用的圆角一般取R1.5。 表3 铸造圆角半径的计算(mm) 说明:①、对锌合金铸件,K=1/4;对铝、镁、合金铸件,K=1/2。 ②、计算后的最小圆角应符合表2的要求。 2) 脱模斜度 设计压铸件时,就应在结构上留有结构斜度,无结构斜度时,在需要之处,必须有脱模的工艺斜度。斜度的方向,必须与铸件的脱模方向一致。推荐的脱模斜度见表4。
表4 脱模斜度 说明:①、由此斜度而引起的铸件尺寸偏差,不计入尺寸公差值内。 ②、表中数值仅适用型腔深度或型芯高度≤50mm,表面粗糙度在Ra0.1,大端与小端尺寸的单面差的最小值为0.03mm。当深度或高度>50mm,或表面粗糙度超过Ra0.1时,则脱模斜度可适当增加。 我司现采用的脱模斜度一般取1.5°。 一般采用的加强筋的尺寸按图1选取: t1=2 t /3~t;t2=3 t /4~t; R≥t/2~t; h≤5t;r≤0.5mm (t—压铸件壁厚,最大不超过6~8mm)。 四、铸孔和孔到边缘的最小距离 1)铸孔 压铸件的孔径和孔深,对要求不高的孔可以直接压出,按表5。 表5 最小孔径和最大孔深
压铸件浇注系统的设计.doc
课程名称:压铸模具CAD/CAE综合训练 第15 单元(节),2学时,授课时间年月日,地点 项目/主题:压铸件浇注系统设计(2) 能力目标: 能根据产品成型需要设计合理的浇注系统 知识目标: 1、了解热压室、卧式冷压室铸模直浇道设计 2、掌握多型腔模横浇道的布局与设计要点 重点难点与解决方案: 重点:如何根据产品要求设计合理的浇注系统 难点:各种浇注系统的特点及应用 解决方案:根据实例讲解 教材、参考资料与媒体: 姜银方主编,《压铸工艺及模具设计》,化学工业出版社 练习图纸 PRT.练习文件 教学条件(环境): 多媒体 教学活动设计概要:(包括实施步骤、教学内容、方法手段、学生活动、时间分配、学习成果评价标准) 复习上节内容: 1.浇注系统的组成及分类 2.内浇口设计方法 3.内浇口尺寸计算的方法 一、项目引入方法手段:复习并分析项目 学生活动:思考、听讲时间分配:5分钟
本任务以摩托产品盖为载体(如图下图所示),训练学生合理设计浇注系统的能力 项目分析: 摩托产品盖模芯布局及浇系 统设计 材料: ADC12 生产批量:10万次 产品外形尺寸: 442X170X112 二、相关知识 1、直浇道设计 直浇道的结构与压铸机的类型有关,分为: 立式冷压室压铸机用直浇道 卧式冷压室压铸机用直浇道 热压室压铸机用直浇道 各种类型压铸机浇注系统的结构 1-直浇道; 2-横浇道;3-内浇道; 4-余料 1)立式冷压室压铸机用直浇道 立式冷压室压铸机用直浇道主要的组成: 压铸机上喷嘴 模具上的浇口套
镶块 分流锥 立式冷压室压铸机用直浇道 1—余料2—喷嘴3—浇道套 4—定模镶块5-分流锥 (1)直浇道的设计要点 根据内浇道截面积选择喷嘴导入口直径。 A、B、C各段均有脱模斜度,A段为1o30`,B段为1o30`~3o,C段的斜 度根据镶块厚度来确定,镶块厚斜度小,反之则大。 直浇道各段连接处的直径单边放大0.5~1.0mm。 由定模镶块与分流锥构成的环形通道截面积一般为喷嘴导入口的1.2倍左右。分流锥直径为: 式中:d2是直浇道底部环型截面处的外径(mm);d1是直浇道小端(喷嘴导入口)处直径(mm)。 直浇道与横浇道连接处要求圆滑过渡。 (2)浇口套设计要点 浇口套一般镶在定模座板上,采用浇口套可以节省模具钢和便于加工。 浇口套一个端面A与喷嘴端面相吻合,控制好配合间隙不允许金属液窜入接合面;浇口套的另一端面B与定模镶块相接,接触面上的镶块孔比浇口套孔大1-2mm。
铝合金压铸件设计开发控制程序
设计和开发控制程序 1 目的 有效地为新产品或更改产品实现过程的设计和开发进行控制和规范化管理,充分发挥各质量职能的协调性,确保产品质量和服务满足顾客要求。 2 适用范围 适用于顾客提供图纸的产品实现过程的设计和开发以及控制计划制定的控制。 3 职责 3.1 总工程师负责产品实现过程设计和开发的各阶段工作结果的确认;组织成立多方论证小组,协调解决产品过程设计和开发各阶段工作中存在的问题。 3.2 技术中心是产品过程设计和开发的归口管理部门,负责监视产品实现过程设计和开发各阶段的工作进度和质量。 3.3 多方论证小组负责按产品过程设计和开发控制程序规定的内容实施各阶段的工作。 4 工作流程 4.1 组织准备 成立多方论证小组,由总经办、技术中心、质量部、供销部、生产部、财务部等部门指定人员参加,必要时可邀请顾客及部分供方代表参加,或指定企业有关人员代表顾客或供方。填写“多方论证小组成员名单”。 多方论证小组由总经理批准成立,总经理指定小组组长。小组组长负责小组内成员的职责及工作安排,并与相关部门进行沟通。 4.2 “APQP工作计划书”的编制 多方论证小组组长负责编制“APQP工作计划书”,内容包括产品过程设计和开发实施的若干阶段、各阶段的工作内容、计划完成的工作日及起、止时间、责任单位和责任人。“APQP 工作计划书”经多方论证小组成员讨论,报总经理批准后实施。“APQP工作计划书”应随着产品过程设计和开发工作的进展适时进行修订。必要时,采用甘特图对工作计划进行描述。 4.3 项目的确定 4.3.1 根据公司下达的“工作任务书”,多方论证小组收集以下信息资料: a)顾客以往的要求、投诉、建议等方面的信息资料; b)公司业务计划及顾客的业务发展规划,识别顾客现在和未来关注的事项; c)顾客新产品及更改产品的信息资料; d)本公司的产品及过程能力指标(包括可靠性目标)
GB6414 铸件尺寸公差
铸件尺寸公差 1.主题内容与适应范围 本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。 2. 引用标准 GB6414 铸件尺寸公差 GB1800 公差与配合总论标准公差与基本偏差 3. 术语 3.1 一般术语 尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。 3.2 铸件基本尺寸 铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。 图1 机械加工余量与铸件尺寸公差的关系 图2 铸件的极限尺寸
3.3 壁厚 本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。 3.4 错型(错箱) 铸件的一部分与另一部分在分型面处相互错开(见图3)。 图3 错型 4. 基本规定 4.1 铸件尺寸公差代号、等级及数值 铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1. 4.2 壁厚尺寸公差一般可降一级选用。即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。 4.3 公差带的位置 公差带应以铸件基本尺寸为零线对称设置。即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。 当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带 4.4 错型(错箱)值 错型必须位于表1规定的公差值之内。其值从表1或表2中选取较小的值,且不得与表1中所列值相加。 注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。 ②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
铸造、压铸标准
铸造、压铸标准 技术标准是国际贸易中的准则,是作为设计、制造、验收产品的依据。广东省铸造学会、广东省压铸学会收录了部分标准:铸造和压铸的中国国家标准、行业标准,以及美、欧、日、澳、德、俄等国家的相应标准。 压铸标准包括:(一)通用标准;(二)压铸机标准;(三)压铸模标准;(四)合金及工艺标准,包括铝合金、镁合金、锌合金、铜合金、铅锡合金等。 铸造标准包括:(一)基础通用与铸造工艺技术标准;(二)铸钢标准;(三)铸铁标准;(四)铸造有色合金标准;(五)造型材料标准;(六)熔模铸造标准等。 压铸标准目录 一、通用标准 中国GB/T24001-1996 idt ISO 14001:1996 环境管理体系规范及使用指南GB/T19001-2000 idt ISO/FDIS9001:2000 质量管理体系––要求 GB/T5611-1998铸造术语 HB7578-1997铸件试制定型规范 GB/T8063-94 铸造有色金属及其合金牌号表示方法 GB/T13822-92 压铸有色合金试样 GB5678-85 铸造合金光谱分析取样方法 HB5343-94 铸造工艺质量控制 GB/T6414-1999 铸件尺寸公差及机械加工余量 GB/T15056-94 铸造表面粗糙度评定方法 二、压铸机标准 中国JB/T8083-1999 压铸机型式与基本参数 JB/T8084.1-1999 冷室压铸机精度 JB/T8084.2-1999 冷室压铸机技术条件 JB/T6039.2-92 热室压铸机精度 JB/T6039.3-92 热室压铸机技术条件 三、压铸模标准 中国GB8844-88 压铸模技术条件 GB8847-88 压力铸造模具术语 GB4678.1~15-84 压铸模零件
压铸工艺及压铸模具设计重点
压铸工艺及压铸模具设计要点 摘要:压铸机、模具与合金三者,以压铸件为本,压铸工艺贯穿其中,有机地将它们整合为一个有效的系统,使压铸机与模具得到良好的匹配,起到优化压铸件结构,优选压铸机、优化压铸模设计、提高工艺工作点的灵活性的作用,从而为压铸生产提供可靠保证。因此,压铸工艺寓于模具中之讲,内涵之深不言而喻。关键词:压铸机;模具;压铸工艺;模具设计 The Main Points of Die Casting Process and Die Casting Die Design PAN Xian-Zeng, LIU Xing-fu Abstract: The die casting machine, die and alloy, the three
on the basis of die castings, running through with the die casting process forms organically a whole and an effective system. Making the machines well to mate with dies, optimization of die casting construction, optimization of selecting die casting machine, optimization of die design and improving the flexibility of die casting process conveys in the die, this has a profound intension. Key words: die casting machine; die; die casting process; die design 1 压铸机—模具—合金系统 压铸机、模具和合金这三个因素,在压铸件生产过程中,它们构成了一个系统,即压铸机-模具—合金系统,它是以压铸件为本,工艺贯穿其中,给予系统活力与效率,而模具则是工艺进入系统的平台。压铸机、模具与合金三者关系形象地表示如图1所示。压铸机-模具-合金系统要紧表现为: (1) 内浇口的位置阻碍充填金属熔体的流淌方向及状态,和充填型腔的质量,对模具结构和工艺产生决定性阻碍,这是关键所在。
压铸件技术要求
压铸件技术要求 平面图上的未注尺寸按3D图做出。 1.0机械特性: 1.1本图上未标注的线性尺寸公差按下表(见图上的表格内的尺寸范围及选用公差),下表未 涵盖之处见标准NADCA S-4-1/2/3-94。 1.2中心线的误差为±0.12。 1.3除另有规定外,拔模斜度按1.5°±20′,壁厚小于1.5mm的侧壁的出模斜度见标准 NADCA S-4-4-94。 1.4图上显示为锐角的地方的倒角(包括倒直角、倒圆角)必须小于0.25mm。 1.5标识为“REF”的尺寸仅供参考。 1.6图上尺寸为喷涂、电镀前的尺寸。 2.0喷涂要求(不需喷涂的产品不适用) 2.1对指定的表面喷油,纹理结构(撒点处理)按客户的样板。 2.2 所有螺纹孔不可进油。 2.3 涂层厚度要符合规格要求。 2.4 对于有明确规定的要进行两次喷涂的表面上的螺纹孔必须用夹具保护住。 颜色:RAL 7012 纹理结构:精细的鹅卵石状(撒点处理) 3.0模具方面的要求 3.1在正式的模具设计之前,模具的水口及顶针位置必须与客户的机械工程部讨论决定,要 提供完整的模具图以备批复。 3.2模具至少要啤10万模次,所有表面抛光。 3.3新模及改模后要交样板(附全尺寸报告)给客户机械工程部批复。所有零件必须经得书面 批复后方可批量生产。 3.4如模具有多个模穴,则每模穴的样板都要经批复。 3.5内浇口残留量小于0.15mm。 3.6顶针痕凸起0.15mm以下,凹下0.4以下。 3.70.12mm以下可接受。 3.8 表示分模线。 3.9以下。 3.10在模上制作包含年、月的日期编码,日期编码外圆直径在8.0mm以下。 3.11若有需要,客户商标及模穴标记(多模穴的模具)必须铸出,字体清晰可见,字高3.5mm, 深0.2mm,字不可凸起于产品表面。 3.12模具及模具设计文件(包括图纸)归客户所有,虽然由供应商保养,但客户在有需要时, 可随时取回。 4.0品质控制及外观标准 4.1此产品为外观件,所有曲线及倒圆角处必须平滑过渡。 4.2外部(可视)表面不可有缩水、粘模、气孔、划伤及其它污渍。 4.3零件必须除净毛刺,不可有锐角及其它问题。 4.4标有“CPK”的尺寸为重要的设计参数,供应商要随机抽取5个计算CPK,CPK≥1.5 为合格。若不能满足,另外随机抽25个(总共30个)测验以确保CPK测定结果的有效性。每次交货时要提供打印好的CPK报告给客户的机械工程部。 4.5在零件上不可有供应商的商标及其它标识。 5.0包装要求 每件零件分开包装,避免搬运及运输过程中损坏。
压铸模具设计简介(doc 8页)
压铸模具设计简介(doc 8页)
一、压铸简介压力铸造简称压铸,是一种将熔融合金液倒入压室内,以高速充填钢制模具的型腔,并使合金液在压力下凝固而形成铸件的铸造方法。压铸区别于其它铸造方法的主要特点是高压和高速。①金属液是在压力下填充型腔的,并在更高的压力下结晶凝固,常见的压力为15—100MPa。②金属液以高速充填型腔,通常在10—50米/秒,有的还可超过80米/秒,(通过内浇口导入型腔的线速度—内浇口速度),因此金属液的充型时间极短,约0.01—0.2秒(须视铸件的大小而不同)内即可填满型腔。压铸机、压铸合金与压铸模具是压铸生产的三大要素,缺一不可。所谓压铸工艺就是将这三大要素有机地加以综合运用,使能稳定地有节奏地和高效地生产出外观、内在质量好的、尺寸符合图样或协议规定要求的合格铸件,甚至优质铸件。1、压铸机(1) 压铸机的分类压铸机按压室的受热条件可分为热压室与冷压室两大类。而按压室和模具安放位置的不同,冷室压铸机又可分为立式、卧式和全立式三种形式的压铸机。热室压铸机立式冷室卧室 全立式(2)压铸机的主要参数a合型力(锁模力)(千牛)————————KN b压射力(千牛)—————————————KN c 动、定型板间的最大开距——————————mm d动、定型板间的最小开距——————————mm e动型板的行程———————————————mm f大杠内间距(水平×垂直)—————————mm g大杠直径—————————————————mm h顶出力——————————————————KN i顶出行程—————————————————mm j压射位置(中心、偏心)——————————mm k一次金属浇入量(Zn、Al、Cu)———————Kg l压室内径(Ф)——————————————mm m空循环周期————————————————s n铸件在分型面上的各种比压条件下的投影面积注:还应有动型板、定型板的安装尺寸图等。2、压铸合金压铸件所采用的合金主要是有色合金,至于黑色金属(钢、铁等)由于模具材料等问题,目前较少使用。而有色合金压铸件中又以铝合金使用较广泛,锌合金次之。下面简单介绍一下压铸有色金属的情况。(1)、压铸有色合金的分类受阻收缩混合收缩自由收缩 铅合金-----0.2-0.3% 0.3-0.4% 0.4-0.5% 低熔点合金锡合金锌合金--------0.3-0.4% 0.4-0.6% 0.6-0.8%
精密压铸件公差
精密压铸件的尺寸分类及公差选择 我要打印IE收藏放入公文包我要留言查看留言 1. 影响压铸件尺寸精度的主要因素 (1)压铸件的空间轮廓尺寸。 (2)基本尺寸。 (3)模具结构对该尺寸的影响,主要取决于分型面或活动成型的锁紧状况及脱模斜度。 (4)合金种类。 (5)设计模具选用收缩率与该尺寸实际表现收缩率的差值。 (6)压铸工艺参数的变动,主要是模温和脱模时的铸件温度。 (7)模具直至达到工作寿命,制造维修对其精度的保证。 (8)压铸机合模系统的结构精度和刚性。 2. 精致压铸件的尺寸分类 产品图要求的合理性,压铸技术保证的可能性,实现批量生产的经济性,由这三方面考虑,从压铸毛坯到成品零件的全过程来择定各个尺寸公差。通常认为,精密压铸件也应当对同一个铸件上各种各样的尺寸,按照压铸达到各个尺寸公差数值等级的不同而区分为三种类型,即一般尺寸,严格尺寸和高精度尺寸。
图1 分型面及活动成型对压铸精度的关系示例 ①一同一半模固定部分的尺寸②一受分型面影响的尺寸③一受活动成型影响的尺寸 一般尺寸即是未注公差尺寸。严格尺寸要求在模具结构上消除分型面及活动成型的影响。高精度尺寸是特殊铸件上的个别尺寸。这类尺寸不仅要求模具上消除分型面、活动成型及收缩率选用误差等的影响,而且在模具维修、压铸工艺及尺寸检测等方面严格控制。 3. 分型面、活动成型及脱模斜度 受分型面及活动成型影响的尺寸不宜按高精度尺寸和严格尺寸进行要求。确属必须时应参考表8~表15内Ⅰ级精度中A类关系与B类关系的差值补加公差增量。图1为分型面及活动成型对铝合金压铸精度的关系示例。 4. 推荐压铸尺寸公差表的选用说明 (1)压铸件的轮廓性尺寸大小以空间对角线来表示。空间对角线取自外切铸件最大外廓的四方体见图2,其值按公式(1)求得,一律取整数。 —空间对角线(mm); 式中L 空 α—长度(mm); b—宽度(mm); c—高度(mm); 图2 空间对角线 (2)分型面、活动成型部对尺寸影响的关系;无影响的为A类;有影响的为B类。举例说明见表7。 表7 A类与B类尺寸分类示例
压铸模使用必须注意的几个要点
压铸模使用必须注意的几个要点 一、压铸模的使用特点 在压铸生产过程中,压铸模的零件成形条件极其恶劣,它们经受着机械的磨蚀、化学的侵蚀和热疲劳的反复作用。 1)金属液在高压、高速下进入模具型腔,对模具型腔的表面产生激烈的摩擦和冲击,使模具表面产生侵蚀和磨损。 2)金属液在浇注过程中难免有熔渣带入,熔渣对成形零件表面产生复杂的化学作用,铝和铁的化合物像尖劈一样,加速了压铸模裂纹的形成和发展。 3)热应力是模具成形零件表面产生裂纹的主要原因,在每一个压铸件生产过程中,成形件表面除了受到金属液的高速、高压冲刷外,还存在着吸收金属在凝固过程中放出的热量,产生了热交换。此外由于模具材料热传导的关系,使成形件表面层温度急剧上升,与内部产生了很大的温差,从而产生了内应力。当金属液充填型腔时,型腔表层首先达到高温而膨胀,而内层模温较低,相对的膨胀量小,使表层产生压应力。开模后,型腔表面与空气接触,受到压缩空气及涂料的激冷而产生拉应力。这种交变应力随着生产的延续而增加,当超过模具材料的疲劳极限时,使模具表面层产生塑性变形而产生裂纹。 为了保持型面的耐用,要求型面具有抗热疲劳性能、耐磨损、不粘模、易脱件。所以对成形零件采用了目前应用较好的4Cr5MoSiV1(H13)材料制造。 二、合金熔液的温度 压铸模生产过程中为了能更好地填充到压铸模所有凹孔和深处,保证金属流动时彼此融和,在使用压铸模时,应正确选择金属的浇注温度,合金压铸液体浇注温度如下: 材料名称压铸液体温度/℃ 锌合金420-500 铝合金620-690 镁合金700-740 铜锌合金850-960 压铸合金温度选用原则: 1)浇入的金属温度越低,压铸模的寿命越长; 2)用低温压铸,才有可能减少排气槽深度的增大,降低金属液溅出的危险;
压铸成型工艺与模具设计(考试内容)
1.充氧压铸技术概念:是金属液充填压铸型腔前,将氧气充入压铸模具型腔取代其中的氧气,当能与氧气发生反应的金属液压入型腔时,一部分氧气通过排气槽排出,而残留在型腔中的氧气就与金属液发生反应,生成氧化物颗粒,呈弥散状分布在铸件中,从而消除了压铸件的气孔。 优点:减少了铸件废品,提高了性能,节省了机械加工费用,对质量要求较高的铸件反而可以节约成本10%~30%。 2.影响压铸金属流动的因素: 1)压射速度度金属流充填型腔的影响:(1)高速压射,则金属流喷射和喷射流的方式充填,金属流直冲端部尔后折回,在内浇口附近,金属液变为压力流,气体被卷入其中。(2)低速压射开始,待金属流充填到型腔容积的1/3时转为高速压射,则前面的金属流在后续金属流的推动下以压力流方式进行充填,能获得无气孔的铸件。 2)内浇口位置和形状对压铸金属流充填型腔的影响:横浇道与内浇口开设在型腔的同一外侧,则金属液的喷射就会很快封住分型面,导致型腔内气体无法排出,形成气孔。 3.金属流动状态与压铸件的质量: (1)表面质量:金属液流速越快,表面质量越好,因此喷射流充填的部位比压入流充填部位的避免质量好。 (2)内部质量:金属液流速越慢,内部缺陷越少,所以压力流的压铸件比压力流成型的压铸件内部缺陷要少。但是压力流充填的型腔。最后充填的地方一定要开溢流槽和排气槽,防止压铸件中产生气孔和金属夹杂物等缺陷。 4.压力铸造与砂型铸造的特点比较:
(1)由模具材料的导热性引起的成型特点:由于冷却速度快,表面晶粒细化,强度高,耐磨,其二是由于冷却速度快,薄壁充填困难,其三是为了减缓金属液的冷却速度,有利充型,压铸凹凸模时每次成型均需喷涂料。 (2)由模具材料无退让性引起的成型特点:(1)铸件温度在合金的再结晶温度以上时,由于补充金属液,裂纹影响大;(2)以下时,易产生冷裂。 (3)由于膜具材料无透气性引起的成型特点:易使铸件形成气孔,并易形成气孔,造成压铸件上有充不足的缺陷,长期使用的压铸模,在模具的成型零件表面出现许多裂纹,充填金属液后裂纹中的气体受热膨胀,通过涂料层渗入液态金属,使铸件出现针孔,所以应合理设计排气系统。另外,合理的浇注系统设计也是减少压铸件气孔的有效方法。 5.压铸成型的优点:(1)生产效率高,生产过程容易实现机械化和自动化;(2)压铸件的尺寸精度高,表面粗糙度值低;(3)压铸件的力学性能较高;(4)可压铸复杂薄壁零件;(5)压铸件中可嵌铸其他材料的零件 压铸成型的缺点:(1)压铸件中易产生气孔;(2)不适宜小批量生产;(3)压铸高熔点合金时模具寿命较低 6.压铸件的结构要求:(1)壁厚:最大壁厚与最小壁厚之比要大于3:1;(2)孔:特点是能直接压铸出比较深而小的孔;(3)加强肋:当壁厚大于2.5mm时,随壁厚的增加反而抗拉强度下降,这是由于厚壁压铸件易产生气孔缩松,所以设置加强肋来增加零件强度和刚度,另外设置加强肋液可使金属液流动顺畅;(4)脱模斜度:高熔点合金及收缩率大的合金,脱模斜度取大些,厚壁件合金包紧力大,所以脱模斜度液要求大些,另外压铸内孔应比外壁的脱模斜度大一些;(5)圆角:截面形状急剧变化的部位,应呈圆角,以防产生开裂,圆角还可使件数液流动顺
铸件尺寸公差-ISO-8062-3(2007)-中文
国际标准ISO 8062-3:2007(E) 产品几何量技术规(GPS)-模制零件的尺寸和几何公差 第3部分: 铸件的一般尺寸、几何公差和机械加工余量 1 围 本国际标准ISO 8062的本部分,规定了符合ISO 8062-2的,交付给客户的铸件的一般尺寸和几何公差,以及机械加工余量的等级。它适用于为各种铸件制造工艺所生产的所有铸造金属及其合金的铸件所规定的尺寸和几何形状公差,以及所要求的加工余量。 ISO 8062的本部分适用于一般尺寸公差和一般的几何公差(在工程图明细表之中或近旁所标明的),除了另有说明,以及在图纸上特别提到的,在第9条中的参考条目之一的情况之外。 ISO 8062的本部分所涵盖的尺寸公差,都是用于线性尺寸的公差。 ISO 8062的本部分所涵盖的几何公差(形位公差)是指: —直线度公差, —平面度, —圆度, —并行度, —垂直度, —对称度,以及 —同轴度。 ISO 8062的本部分可用于个别指标公差值的选定。 注:ISO 8062的本部分不适用于采用非标注尺寸的三维计算机辅助设计(3D CAD)模型。 2 参考标准 本文件的使用,以下引用文件是必不可少的。对于注明日期的引用标准,仅采用所引用的版本。对于未标日期的参考标准,采用所引用文件的最新本版(包括任何修正版)。 ISO 286-1:1988, ISO 565极限与配合—第一部分:公差、偏差与配合的基础 ISO 1101:2004,产品几何量技术规(GPS) —几何公差—形状、方向、位置与跳动公差 1
ISO 1302:2002, 产品几何量技术规(GPS) —在产品技术文件中表面特征的表示 ISO 5459:—1), 产品几何量技术规(GPS) —几何公差—几何图形公差的基准和基准系统 ISO 8062-1:2007, 产品几何量技术规(GPS) —模制零件的尺寸和几何公差—第一部分:词汇 ISO/TS 8062-2:—2), 产品几何量技术规(GPS) —模制零件的尺寸和几何公差—第二部分:技术要求ISO 10135:—3), 产品几何量技术规(GPS) —技术产品文件(TPD)中模制零件的图纸标注 ISO 10579:1993, 技术图纸—尺寸与公差—非刚性零件 ISO 14405:—4), 产品几何量技术规(GPS) —尺寸公差—线性尺寸 3 术语和定义 ISO 8062-1、ISO 1101与ISO 5459 中所规定的术语和定义适用于本文件的目的。 4 缩略语 缩略语规定于表1。 2 5 公差等级
压铸件结构设计规范
压铸件结构设计 压铸件结构设计是压铸工作的第一步。设计的合理性和工艺适应性将会影响到后续工作的顺利进行,如分型面选择、内浇口开设、推出机构布置、模具结构及制造难易、合金凝固收缩规律、铸件精度保证、缺陷的种类等,都会以压铸件本身工艺性的优劣为前提。 1、压铸件零件设计的注意事项 ⑴、压铸件的设计涉及四个方面的内容: a、即压力铸造对零件形状结构的要求; b、压铸件的工艺性能; c、压铸件的尺寸精度及表面要求; d、压铸件分型面的确定;压铸件的零件设计是压铸生产技术中的重要部分,设计时必须考虑以下问题:模具分型面的选择、浇口的开设、顶杆位置的选择、铸件的收缩、铸件的尺寸精度保证、铸件内部缺陷的防范、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面; ⑵、压铸件的设计原则是: a、正确选择压铸件的材料; b、合理确定压铸件的尺寸精度; c、尽量使壁厚分布均匀; d、各转角处增加工艺园角,避免尖角。 ⑶、压铸件分类按使用要求可分为两大类,一类承受较大载荷的零件或有较高相对运动速度的零件,检查的项目有尺寸、表面质量、化学成分、力学性能(抗拉强度、伸长率、硬度);另一类为其它零件,检查的项目有尺寸、表面质量及化学成分。 在设计压铸件时,还应该注意零件应满足压铸的工艺要求。压铸的工艺性从分型面的位置、顶面推杆的位置、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面考虑。合理确定压铸面的分型面,不但能简化压铸型的结构,还能保证铸件的质量。 ⑷、压铸件结构的工艺性: 1)尽量消除铸件内部侧凹,使模具结构简单。 2)尽量使铸件壁厚均匀,可利用筋减少壁厚,减少铸件气孔、缩孔、变形等缺陷。 3)尽量消除铸件上深孔、深腔。因为细小型芯易弯曲、折断,深腔处充填和排气不良。 4)设计的铸件要便于脱模、抽芯。 5)肉厚的均一性是必要的。 6)避免尖角。 7)注意拔模角度。 8)注意产品之公差标注。 9)太厚太薄皆不宜。 10)避免死角倒角(能少则少)。 11)考虑后加工的难易度。 12)尽量减少产品内空洞。 13)避免有半岛式的局部太弱的形状。 14)太长的成形孔,或太长的成形柱皆不宜。 2、压铸件零件设计 ⑴、压铸件的形状结构 a、消除内部侧凹; b、避免或减少抽芯部位; c、避免型芯交叉;合理的压铸件结构不仅能简化压铸型的结构,降低制造成本,同时也改善铸件质量。 ⑵、壁厚 压铸件的壁厚对铸件质量有很大的影响。以铝合金为例,薄壁比厚壁具有更高的强度和良好的致密性。因此,在保证铸件有足够的强度和刚性的条件下,应尽可能减少其壁厚,并保持壁厚均匀一致。 铸件壁太薄时,使金属熔接不好,影响铸件的强度,同时给成型带来困难;壁厚过大或严重不均匀则易产生缩瘪及裂纹。随着壁厚的增加,铸件内部气孔、缩松等缺陷也随之增多,同样降低铸件的强度。 压铸件的壁厚一般以2.5 ~4mm为宜,壁厚超过6mm的零件不宜采用压铸。推荐采用的最小壁厚和正常壁厚见表1。
压铸件设计要点
压铸件经验之谈 压铸件设计经验: 注:由于合金金属散热较好,很难形成瞬间难却时候局部先后冷却现象。而合金的收缩率也很小,很难难导致塑料产品缩水现象。 故,设计压铸件时候,不需要严格的厚度相对均匀。 注:压铸件厚度的建议。 铝、镁压铸件厚度,当面积小于25CM平方时,最小厚度是0.8,合适厚度是2.0.
当面积在25~100之间,最小厚度是1.2,合适厚度是2.5. 当面积在100~500之间,最小厚度是1.8,合适厚度是3.0. 当面积在500以上,,最小厚度是2.5,合适厚度是3.5. 锌金厚度要求,可以设计为:铝合金厚度-0.3~-0.5。 注:压铸件的其他建议。 1.过度之处需要设计圆角。 2.厚度需要均匀过度。 3.最小孔为0.5MM,为了模具的寿命。 4.避免尖角。 5.避免模具上产生薄钢。 注:拔模角一般为2度。 注:压铸件因为是金属材料,设计时候,倘若精度不够,后期可以切削加工。 注:另外,螺纹及螺纹孔,模具费用是比较贵的,产品量少的情况下,建议后期加工。 什么是压铸? 压铸是一种利用高压强制将金属熔液压入形状复杂的金属模内的一种精密铸造法。
压铸的设备: 压铸机由于压铸合金的不同,在基本上可分成二大类,即冷室机、热室机。冷室机适合铜、镁、铝等高温合金之压铸,而热室机则应用于锌、锡、铅等压铸机一般能提供150万帕注射压力。 压铸件采用的材料: 铝合金 铝镁系 铝锌系 铝铜系 锌合金 镁合金 注:由于压铸材料铝合金含杂质太多,不能氧化便面处理。氧化的效果很不理想 我司可提供压铸模具生产,压铸产品生产。工程部可以免费提供设计技术支持。Q—Q:369589423