压铸制程
以下为压铸制品及其相关品质管理、成型条件中制程控制
一、材料的分析材料是产品根本,所以材料的选择是至关重要的,它关系到后续压铸是否顺畅、品质是否稳定.
各位工程师,你们在设计成品时通常考虑材料的导热性、强度、耐腐蚀性.还会考虑哪些呢?铝合金所含相关成分比例的不同决定了该铝合金的性质:以下为几种常用铝合金成分表
压铸合金中所含元素有不纯物、特性如何、有何影响,以下将做要点说明
1.铁除ADC5以外含铁量低于1.3%随含铁量增加,延伸率及冲击值降低,抗张强度的最大容许含量是1.5%.若超进此值,则搞张强度急剧下降,量可预知含发生硬点,但含铁量若低于1%则溶液含粘住在模具上,易发生所谓的“烧著”ADC1(1070)ADC3比ADC10 ADC12易发生烧著现象,但模具温度、铸造压力亦高,溶液激励流动处,此种烧著现象益于严重,模具易被侵蚀溶损.
2.矽此为铝压铸合金最重要的添加成分,达到12%则流动性增加;高温时,抗张强度变高,高温韧性变小,但延伸率减少,铝合金条列的耐蚀性、优导热性、导电性亦优,通常添加矽的目的在于提高流动性.
3. 铜铜成分不如矽,但可以增加流动性、抗张强度,尤其是提高机械加工性,但会降低高温韧性、耐蚀性.含矽量多的此种ADC10 ADC12流动性亦佳,机械的性质优.如前所述“燒著”的现象较矽铝合金明显的少,故被非常广泛的采用.
4. 锌锌的含量被当作不纯物,故成为高温韧性不良的原因,易发生龟裂.因此锌含量要低于 1.7%,含锌量增加可改善流动性.但高温强度欲相对降低故缩亦变大,形成前述的现象.
5. 镁铝镁含金的耐蚀性优,适于阳极氧化皮膜形成,大形制品的铸造较困难,所以含镁量高之制品,浇口要特别规划.镁的主要目的在于提高耐蚀性,ADC6之制品含镁量高,易发生龟裂,充填不良.
二、模具设计方案设定
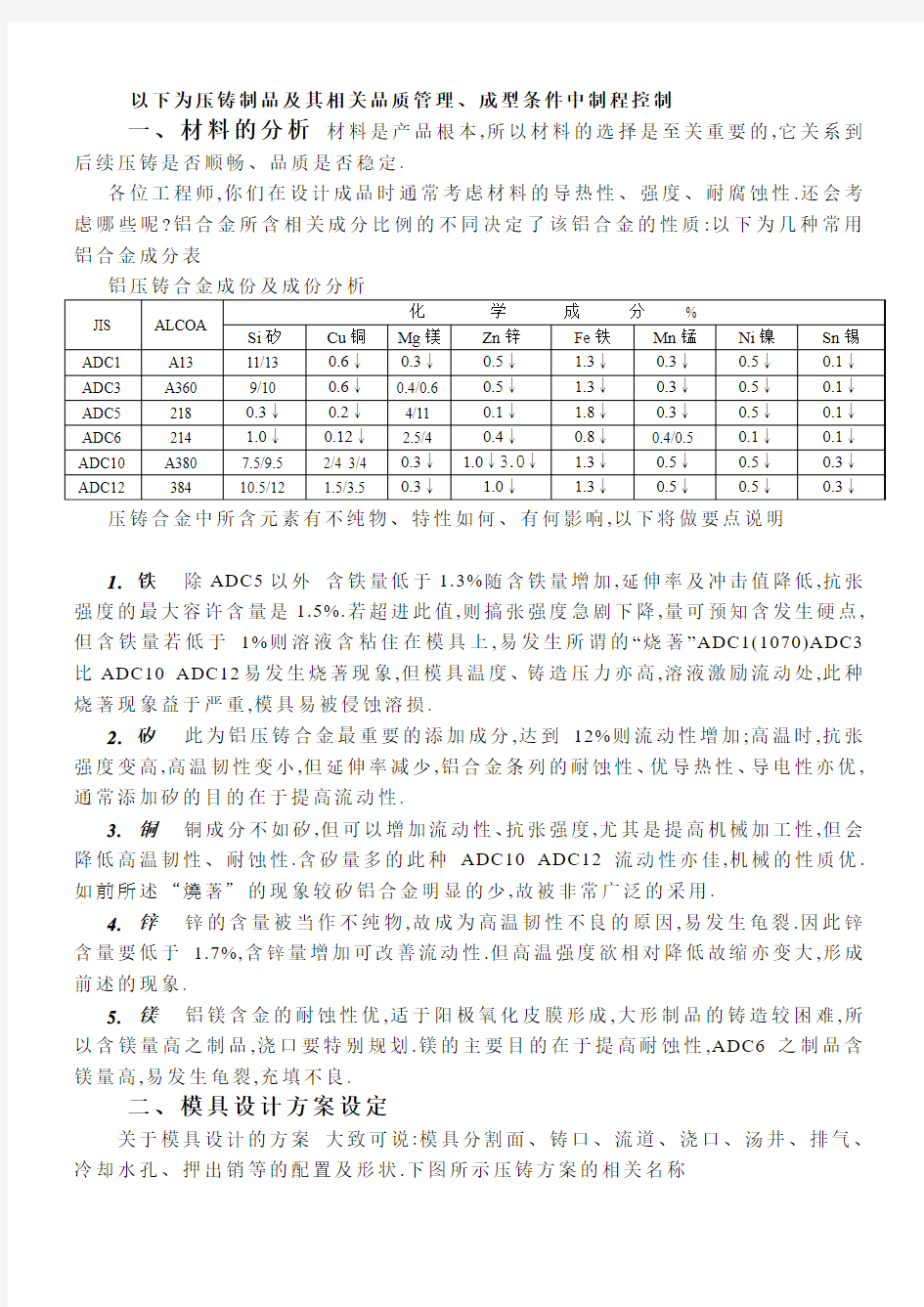
关于模具设计的方案大致可说:模具分割面、铸口、流道、浇口、汤井、排气、冷却水孔、押出销等的配置及形状.下图所示压铸方案的相关名称
1.模具分割面 ①无死角 无倒角 ②制品要卡在可动模
③适合压铸品的品质要求(有时会固折模兰条影响产品厚度关系) ④对溶液流动有影响压铸口、流道、浇口、汤井的位置,易冲切 ⑤压铸后,无去毛边、修饰、机械加工上的问题 ⑥分割面适用于模具制造及模具寿命 ⑦优良的铸造生产性 2.设定流道、浇口的基本想法
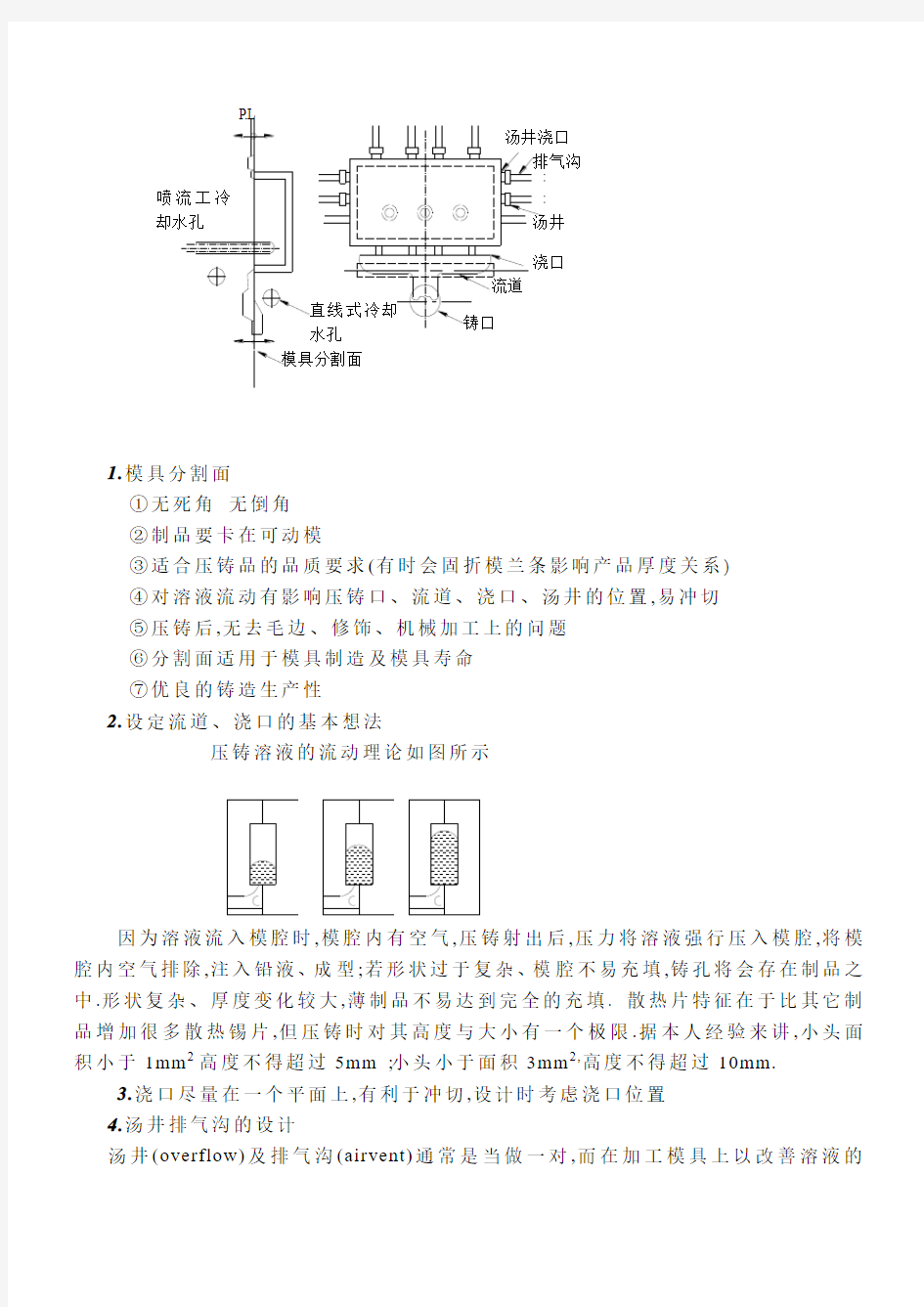
压铸溶液的流动理论如图所示
因为溶液流入模腔时,模腔内有空气,压铸射出后,压力将溶液强行压入模腔,将模腔内空气排除,注入铅液、成型;若形状过于复杂、模腔不易充填,铸孔将会存在制品之中.形状复杂、厚度变化较大,薄制品不易达到完全的充填. 散热片特征在于比其它制品增加很多散热锡片,但压铸时对其高度与大小有一个极限.据本人经验来讲,小头面积小于1mm 2高度不得超过5mm ;小头小于面积3mm 2,高度不得超过10mm.
3.浇口尽量在一个平面上,有利于冲切,设计时考虑浇口位置
4.汤井排气沟的设计
汤井(overflow)及排气沟(airvent)通常是当做一对,而在加工模具上以改善溶液
的
喷
充填状况,防止不良并使品质提高,设置处所及汤井,排气容量及形状对其效果影响特别大.若设置不当,当然产生反效果,并成为不良的原因.
汤井、排气沟的作用
①排除衬套及模腔内的空气,发生气及氧化物(污物)
②调整模腔四周的压力
③调整模腔四周的温度
④大的汤井可将冷却后的溶液诱入汤井中,改善充填
⑤模腔内不易设置押出销时,设置汤井利于出模
三、模具设计及制造
1.模具图的绘制、压铸素材图是指于压铸工程,由模具被押出的制品形状图面.包括了模具分割面、铸口、流道、浇口、汤井排气汤及大小, 拔模斜度,顶出销的位置及大小.
2.拔模斜度设定
对于模具分割面直角方后的制品侧面(不含拔模销)以及滑动模心的拔出方向, 制80面上的斜度,称之为拔模斜度,溶液固凝因收缩,拔模斜度因而可在模腔模心、拔梢等上面发生附着力.
尤其是接触高温、高压溶液的模具面,与溶液发生粘着,这在脱模时,即开模拔出模心,押出制品时成为阻力.至于模腔的侧面,模心销拔出方向的直角度、表面精度,由于制造加工的问题,故都不是完美状态,故若无拔模斜度,在脱模时会造成制造受伤(拉伤),压铸品必须要有拔模斜度,而无特别条件的限制,若拔模斜度不会有要求品质上的问题的话,越大压铸生产性越佳.
四、压铸制品的精度
1、构成精度的要因
压铸制品的精度,由下列列举的要因所形成,生产高精度的压铸制品时,应依制品形状分类,统计要因与精度变动值,进行分析,使其反映于整个压铸生产上(模具设计,模具加工制造,铸造条件).
①模具之制品形状部加工精度
制品部形状的加工精度是构成制品精度最重要的因素.为了提高此一加工精度,要做加工实续值的要因分析.通常,可以检查制品的尺寸,但要检查模具之制品部形状尺寸,较难量测,且亦有模具制造交期的事情,故不是很有系统的做.
②收缩值(率)
收缩值(率)的计算值与实际值不同时,将影响精度.
由于如前所述的制品形状、方案、铸造条件不同,收缩率亦产生非常微妙的差异.为降低此误差,势必要收集各种制品形状尺寸,作业条件及制品的实际尺寸,进而检讨与收缩有关的要因及要因所占之比重.
③铸造条件
铸造条件,尤其是模具温度,取出之制品温度的不同,收缩率就有变化.因此,制品精度的稳定条件是计划模具温度及取出温度的稳定.
④模具零件的变形及位置的变动
因热而导致模具零件的变形、磨耗、溶损,进而造成制品形状变形,或因滑动模心滑移部的磨耗而造成位置变动,因射出压力造成滑动模心的脱位,因“铸毛边”附著模具零件而造成制品形状的变动等均是.
⑤压铸机械的精度
压铸机械的作业台、固定板、可动板(锁模时)的平行度,对于制品精度影响特别大.
⑥制品押出,拉拔滑动模心,开模时的制品变形
由于押出销位置不适当,烧著、制品于押出时变形.另在拉拔滑动模心时,因模具构造的不当,而造成制品变形.在开模时,制品一部分卡在固定模上,造成制品变形.
2.压铸制品的精度、公差
本节所述的精度、公差是参考美国协会(ADCI)的资料,而由(社)日本压铸协会作成的“压铸的标准”中摘录解释.这些数值为在最经济的水准上,一般的生产方法.超过这此值的高精度,在生产上必须有特别严密的管理,亦会导致成本提高.
①长度容许差(铸后未加工之状态)
4.1图示A之尺寸容许
表4.1长度容许差
【例】尺寸“A”超过100mm,但小于125mm的AL合金压铸,不影响模具分割面及可动部时,非重要部份的容许差为+0.45mm,.重要部份则为+0.26mm.
此种容许差,在模具分割面及模具可动部,影响尺寸“A”处,必须增加(参照(a)
(b)) .
②垂直模具分割面方向的尺寸容计差—应追加长度的容许差
垂直模具分割面方向的尺寸容计差,在影响长度的容许差时,必须在长度的容许差上再加表 4.2所示的尺寸容许差.“投影面积”即为投影在平行于模具分割面的平面上之压铸制品面积,以平方公分表示.
表4.2的容许差为应追加于尺寸A[长度的容许差]所算出的长度之容许差者.至于跨越模具可动部时,应追加的容许差,亦于「模具可动部之尺寸容许差」.
【例】AL合金压铸的投影面为450cm2,A尺寸为65mm时,65mm之尺寸容许差。
(1)非重要部份的尺寸容许差+0.55mm
(2)重要部份的尺寸容许差+0.38mm
③模具可动部的尺寸容许差——应追加于长度的容话差者
模具可动部影响长度的容許差,有时应于长度的容許差加上模具可动部的容許差,有时更必须加上模具分割面的容许差。所谓“投影面积”就是可动模心所形成压铸部份,垂直投影在可动模心移动方向之面上的面积,以平方公分表示。
表4.3的容许差为应追加于依尺寸A[长度的容许差]算出长度的长度容许差者。可动模心移动方向垂直模具分割面方向之场合,更应追加依[模具分割面直角方向之尺寸容许差]所算出的容许差。
【例】锌合金压铸,模心受压,投影面积55mm2,A尺寸为30mm时之容许差为(1)非重要部份+0.39mm
(2)重要部份+0.205mm
④平面度的容许差(铸后未加工状态)
平面度是压铸之连续平面上,分开任意的三点做基准,用间隙规量测者(参照表4.4)
*尺寸意指最大尺寸.图形面则称直径,矩形面则称对角线
⑤模心孔
表 4.5示用模心制得孔之直径与最适深度限度的关系.不同的孔深,必须有对应的拔模斜度.
*对于较直径25mm大的模心,直径:浓度应是1:6
(注)设计上,应远离小直径模心.直接承爱收缩内力者,不适用表的深度.
⑥偏心容许值
圆筒面的偏心度受到压铸零件的影响,与之相关的因素为压铸的大小、厚度、形状及复难度.表4.6所示之全部容许值是指示器的全指度(T.I.R).
⑦偏心容许值之适用例
⑴表4.5⑴图之例
圆筒面A及B是在同一模区内某面.若A直径为175 mm,B直径为100 mm,A 与B的偏心度,指示器的全指度是0.26 mm以下(0.1mm+0.04 mm×4).
⑵表4.5⑵图之例
圆筒面A及B分别是在反对侧之模具面上.若压铸的投影面积是25 mm×40 cm(1000cm2),圆筒面A的直径为200mm,B的直径为150mm,A及B的偏心度为指示器之全指度 1.1mm以下(对于压铸之投影面积追加容许值0.8 mm+基准容许值0.1 mm+0.04 mm×5).
⑶表4.5⑶图之例
圆筒面A及B依可动模心形成.若圆筒面A的直径为125mm,B之直径为50mm,可动模心C及D之投影面积分别是160mm2,80 cm2,,A及B之偏心度为指示器之全指度,0.3mm 以下.
对于直径125mm 基准容许值:0.1mm+0.04mm×2=0.18mm
对于可动模心C160 mm2之投影面积追加容许值: 0.45 mm
对于可动模心D80 cm2之投影面积追加容许值: 0.30 mm
全容许值:0.93 mm
表4.5 圆筒面的偏心容许值
※投影面积就是投影于与模具分割面平行的面上之压铸制品面积
⑧受其它容许值影响时之偏心
如下图4.a 所示可动模心C 位于可动模侧,可动模心D 位于固定模侧时,圆筒面A 及B 之偏心
度,受到模具分割面容许值的影响.
图4.a 可动模心的条件
可动模
固定模
若压铸的投影面积是480 cm2,A-B-C-D的条件如前所述,A及B之偏心度,指示器的全指度是1.3mm以下.
前述例题2个模心间0.93mm
模具分割面直角方向之尺寸
容许差,对于投影面积480 cm2
容许值,锌压铸品时+0.15mm……0.30mm
1.23mm
⑨与滑动模心有关的制品公差
表4.6,图4.b(摘自Die Casting and Metal Moulding )示固定模、可动模、拔模销及滑动模心各位置相关之制品尺寸公差.
表4.6固定模、可动模、拔模销、滑动模心位置相关之制品尺寸公差
图4.B 固定模、可动模、拔模销、滑动模心位置关之制品
产品质量管理制度
第一章总则 第一条目的 为推行本公司质量管理制度,并能提前发现产品质量问题,并予以迅速处理,来确保及提高产品质量使之符合管理及市场需要,特制定本细则。 第二条范围 本细则包括: 1.采购质量管理 2.制程质量管理; 3.成品质量管理 4. 计量器具的管理; 5.顾客质量投诉管理; 6.产品质量公告; 7. 产品质量奖惩管理。 第二章采购质量管理 第三条进货质检人员(IQC)负责对订购物资送货前的质量监督和检验,负责对供应商提供样品质量的验证工作,并负责所有采购物资质量信息的收集、分析、反馈和处理工作。 第四条供应商必须为公司认定的合格供应商。 第五条对突发所需的特殊物资和急用物资,可向未评定过的供应商采购,由质管部进行物资的验证,验证合格后,即可进行订购。 第六条采购物资的检验 1.采购物资送货前,采购部应以书面形式通知进货质检人员(IQC)进行检 验。 2.进货质检人员(IQC)负责对订购物资的抽样检验,按相应的产品要求的 规定进行检验,并填写相应的进货检验报告。 3.采购物资检验合格后,方可安排送货。 4.若采购物资检验不合格,采购部应及时与供应商进行沟通处理。
5.公司各有关部门配合采购部收集、分析和反馈采购物资质量信息,必要时 对供应商提出改进建议。 第七条采购物资检验的依据 1采购部与供应商签订的采购合同。 3 供应商出示的质量认证。 4供应商出示的产品合格证。 5采购物资技术标准。 6物资工艺图纸。 7供应商提供的样品和装箱单。 第八条采购物资检验方式的选择 1全数检验:适用于采购物资数量少、价值高、不允许有不合格品的物料或工厂指定进行全检的物料。 2免检:适用于大量低值辅助性材料、经认定的免检厂采购货物以及因生产急用而特批免检的物资。对于后者,进货质检人员(IQC)应跟踪生产时的质量状况。 3抽样检验:适用平均数量较多,经常性使用的物资。一般工厂的物资采购均采用此种检验方式。 第九条采购物资检验程序 1采购部根据到货日期、到货品种、规格、数量等,通知仓储部和质量管理部准备检验和验收采购物资。 2采购物资运到后,由库管人员检查采购物资的品种、规格、数量(重量)、包装情况,填写“采购物资检验通知单”,通知进货质检人员(IQC)到现场抽样,同时对该批采购物资进行“待检”标识。 3进货质检人员(IQC)接到检验通知后,到标识的待检区域按相应的验要求对采购物资进行检验,并填写“进货检验记录”。 4进货质检人员(IQC)将通过审批的“采购物资检验报告单”作为检验合格物资的行通知,通知库管人员办理入库手续。库管员对采购物资按检验批号标识后入库,只有入库的合格品才能由库管员控制、发放和使用。 5进货质检人员(IQC)储存和保管抽样的样品。
压铸工艺详解
压铸简介 1. 简介 压铸是一种利用高压强制将金属熔液压入形状复杂的金属模内的一种精密铸造法。在1964年,日本压铸协会对于压铸定义为“在高温将熔化合金压入精密铸模,在短时间内大量生产高精度而铸面优良的铸造方式”。美国称压铸为Die Casting,英国则称压铸为Pressure Die Casting,而最为国内一般业者所熟悉的是日本的说法,称为压铸。经由压铸法所制造出来的铸件,则称为压铸件(Die castings)。 这些材料的抗拉强度,比普通铸造合金高近一倍,对于铝合金汽车轮毂、车架等希望用更高强度耐冲击材料生产的部件,有更积极的意义。 2. 压铸特点 压力铸造简称压铸,是一种将熔融合金液倒入压室内,以高速充填钢制模具的型腔,并使合金液在压力下凝固而形成铸件的铸造方法。压铸区别于其它铸造方法的主要特点是高压和高速。 ①金属液是在压力下填充型腔的,并在更高的压力下结晶凝固,常见的压力为15—100MPa。 ②金属液以高速充填型腔,通常在10—50米/秒,有的还可超过80米/秒,(通过内浇口导入型腔的线速度—内浇口速度),因此金属液的充型时间极短,约0.01—0.2秒(须视铸件的大小而不同)内即可填满型腔。 压铸 压铸机、压铸合金与压铸模具是压铸生产的三大要素,缺一不可。所谓压铸工艺就是将这三大要素有机地加以综合运用,使能稳定地有节奏地和高效地生产出外观、内在质量好的、尺寸符合图样或协议规定要求的合格铸件,甚至优质铸件。
压铸是一种精密的铸造方法,经由压铸而铸成的压铸件之尺寸公差甚小,表面精度甚高,在大多数的情况下,压铸件不需再车削加工即可装配应用,有螺纹的零件亦可直接铸出。从一般的照相机件、打字机件、电子计算器件及装饰品等小零件,以及汽车、机车、飞机等交通工具的复杂零件大多是利用压铸法制造的。 压铸法也有下列缺点: · (1)压铸合金受限制 目前的压铸合金只有锌、锡、铅、铜、镁、铝等六种,其中以铜合金的熔点最高、铝合金压铸应用广泛。最近亦有铸铁压铸的报告,但为了经济上的因素,仍须研究有关之材质,模具材料及作业方法等。 · (2)设备费用昂贵 压铸生产所需之设备诸如压铸机、熔化炉、保温炉及压铸模等费用都相当的昂贵。 (3)铸件之气密性差 由于熔液经高速充填至压铸模内时,会产生乱流之现象,局部形成气孔或收缩孔,影响铸件之耐气密性。目前有一种含浸处理的方法,可以用来改善耐气密性。 3. 压铸机 压铸机由于压铸合金的不同,在基本上可分成二大类,即冷室机及热室机。冷室机适合铜、镁、铝等高温合金的压铸,而热室机则应用于锌、锡、铅等低温合金的压铸。锌合金不但可利用热室机也可用冷室机压铸。高温合金不用热室法压铸的原因在于,热室机的柱塞(plunger)浸渍在机械的熔锅(Machine pot)中,柱塞的铁元素会污染合金的成份,因此高温合金都使用冷室机压铸。 4. 压铸合金 压铸件所采用的合金主要是有色合金,至于黑色金属(钢、铁等)由于模具材料等问题,目前较少使用。而有色合金压铸件中又以铝合金使用较广泛,锌合金次之。下面简单介绍一下压铸有色金属的情况。
企业质量管理制度
企业质量管理制度
质量管理制度 □总则 第一条: 目的 为保证本公司质量管理制度的推行, 并能提前发现异常、迅速处理改进, 借以确保及提高产品质量符合管理及市场需要, 特制定本细则。 第二条: 范围 本细则包括: (一)组织机能与工作职责; (二)各项质量标准及检验规范; (三)仪器管理; (四)质量检验的执行; (五)质量异常反应及处理; (六)客诉处理; (七)样品确认; (八)质量检查与改进。 第三条: 组织机能与工作职责 本公司质量管理组织机能与工作职责。 □各项质量标准及检验规范的设订 第四条: 质量标准及检验规范的范围规范包括: (一)原物料质量标准及检验规范; (二)在制品质量标准及检验规范;
(三)成品质量标准及检验规范的设订; 第五条: 质量标准及检验规范的设订 (一)各项质量标准 总经理室生产管理组会同质量管理部、制造部、营业部、研发部及有关人员依据”操作规范”, 并参考①国家标准②同业水准③国外水准④客户需求⑤本身制造能力⑥原物料供应商水准, 分原物料、在制品、成品填制”质量标准及检验规范设(修)订表”一式二份, 呈总经理批准后质量管理部一份, 并交有关单位凭此执行。 (二)质量检验规范 总经理室生产管理组召集质量管理部、制造部、营业部、研发部及有关人员分原物料、在制品、成品将①检查项目②料号(规格)③质量标准④检验频率(取样规定)⑤检验方法及使用仪器设备⑥允收规定等填注于”质量标准及检验规范设(修)订表”内, 交有关部门主管核签且经总经理核准后分发有关部门凭此执行。 第六条: 质量标准及检验规范的修订 (一)各项质量标准、检验规范若因①机械设备更新②技术改进③制程改进④市场需要⑤加工条件变更等因素变化, 能够予以修订。 (二)总经理室生产管理组每年年底前至少重新校正一次, 并参照以往质量实绩会同有关单位检查各料号(规格)各项标准及规范的合理性, 酌予修订。 (三)质量标准及检验规范修订时, 总经理室生产管理组应填立”质量标准及检验规范设(修)订表”, 说明修订原因, 并交有关部门会签意见, 呈现总经理批示后, 始可凭此执行。
制程品质管控作业办法
制程品质管控作业办法 1.目的 确保生产制程、产品入库及出货均在有效管制状态下执 行,从而使出货产品质量符合客户要求。 2.适用范围 本文件适用于原材料投产到成品出货之间各个环节的品质 管控。 3.参考文件 无 4.定义 Definition PDCS:Process Defect Contact Sheet 《制程异常连络单》. QIT:Quality Improvement Team 品质改善小组 PDT:Production Design Team 产品开发小组 5. 职责 Responsibility 5.1. QE Quality Engineer 5.1.1.负责PFMEA、Control Plan、检验规范(SIP)等 文件的制定. 5.1.2.负责异常责任单位的判定及产出品处理方式的确认.
5.1.3.负责制程参数优化时的评估和质量确认. 5.1.4.负责量试产品处理方式的确认,协助生产单位和工 程完成各项改善. 5.1.5.负责量试产品问题点的汇总并分发各单位. 5.2 品管 Quality controller 5.2.1.负责依据检验规范对产品进行各项质量决议和查核. 5.2.2.负责制程巡检出现异常时制程异常联络单的开立及 产品改善和处理结果的确认. 5.2.3.负责制程参数优化时相关变更纪录的确认和产品质 量的监控. 5.3 工程 Manufacturing engineer 5.3.1.负责制造作业规范,包装作业规范等文件的制定. 5.3.2.负责制程异常的分析,处理和完成相关验证. 5.3.3.负责制程参数优化时的评估,验证和SOP的修订. 5.3.4.负责主导量试产品问题点的检讨和改善措施的提出. 5.4 生产单位 Manufacturing dept. 5.4.1.负责按各项要求执行生产. 5.4.2.负责制程参数变更时的记录和跟催确认. 5.4.3.负责各项改善计划或措施的完成. 6. 作业程序 6.1 产品质量计划制定及应用
电子产品品质管理制度
品质管理制度 ............................ ........... 21、总则 (3) 2、仪器管理 ........................ 3 3、原物料品质管理 .................. 4 4、制造前品质条件复查 ........................... 4 5、制程品质管理 ........................... 5 6、成品品质管理 .................. 5 7、品质异常反应及处理 .............. 6 8、成品出厂前的品质管
理 ........................... 7 9、产品品质确认 . (8) 10、品质异常分析改善 .................................... 8 11、附则 1、总则第一条:目的为保证本公司品质管理制度的推行,并能提前发现异常、迅速处理改善,借以确保及提高产品品质符合管理及市场需要,特制定本细则。第二条:范围本细则包括: (一)组织机能与工作职责; (二)各项品质标准及检验规范; (三)仪器管理; (四)品质检验的执行; (五)品质异常反应及处理; (六)客诉处理; (七)样品确认; (八)品质检查与改善。第三条:组织机能与工作职责本公司品质管理组织机能与工作职责。各项品质标准及检验规范的设订第四条:品质标准及检验规范的范围规范包括:(一)原物料品质标准及检验规范; (二)在制品品质标准及检验规范; (三)成品品质标准及检验规范的设订; 第五条:品质标准及检验规范的设订 (一)各项品质标准总经理室生产管理组会同品质管理部、制造部、营业部、研发部及有关人员依据"操作规范",并参考①国家标准②同业水准③国外水准④客户需求⑤本身
半导体技术-半导体制程
半导体制程 一、洁净室 一般的机械加工是不需要洁净室(clean room)的,因为加工分辨率在数十微米以上,远比日常环境的微尘颗粒为大。但进入半导体组件或微细加工的世界,空间单位都是以微米计算,因此微尘颗粒沾附在制作半导体组件的晶圆上,便有可能影响到其上精密导线布局的样式,造成电性短路或断路的严重后果。 为此,所有半导体制程设备,都必须安置在隔绝粉尘进入的密闭空间中,这就是洁净室的来由。洁净室的洁净等级,有一公认的标准,以class 10为例,意谓在单位立方英呎的洁净室空间内,平均只有粒径0.5微米以上的粉尘10粒。所以class后头数字越小,洁净度越佳,当然其造价也越昂贵。 为营造洁净室的环境,有专业的建造厂家,及其相关的技术与使用管理办法如下: 1.内部要保持大于一大气压的环境,以确保粉尘只出不进。所以需要大型鼓风机,将经滤网的空气源源不绝地打入洁净室中。 2.为保持温度与湿度的恒定,大型空调设备须搭配于前述之鼓风加压系统中。换言之,鼓风机加压多久,冷气空调也开多久。 3.所有气流方向均由上往下为主,尽量减少突兀之室内空间设计或机台摆放调配,使粉尘在洁净室内回旋停滞的机会与时间减至最低程度。 4.所有建材均以不易产生静电吸附的材质为主。 5.所有人事物进出,都必须经过空气吹浴 (air shower) 的程序,将表面粉尘先行去除。 6.人体及衣物的毛屑是一项主要粉尘来源,为此务必严格要求进出使用人员穿戴无尘衣,除了眼睛部位外,均需与外界隔绝接触(在次微米制程技术的工厂内,工作人员几乎穿戴得像航天员一样。) 当然,化妆是在禁绝之内,铅笔等也禁止使用。 7.除了空气外,水的使用也只能限用去离子水 (DI water, de-ionized water)。一则防止水中粉粒污染晶圆,二则防止水中重金属离子,如钾、钠离子污染MOS晶体管的载子信道(channel),影响半导体组件的工作特性。去离子水以电阻率 (resistivity) 来定义好坏,一般要求至17.5M?-cm以上才算合格;为此需动用多重离子交换树脂、RO逆渗透、与UV紫外线杀菌等重重关卡,才能放行使用。由于去离子水是最佳的溶剂与清洁剂,其在半导体工业之使用量极为惊人! 8.洁净室所有用得到的气源,包括吹干晶圆及机台空压所需要的,都得使用氮气 (98%),吹干晶圆的氮气甚至要求99.8%以上的高纯氮!以上八点说明是最基本的要求,另还有污水处理、废气排放的环保问题,再再需要大笔大笔的建造与维护费用! 二、晶圆制作 硅晶圆 (silicon wafer) 是一切集成电路芯片的制作母材。既然说到晶体,显然是经过纯炼与结晶的程序。目前晶体化的制程,大多是采用「柴可拉斯基」(Czycrasky) 拉晶法 (CZ法)。拉晶时,将特定晶向 (orientation) 的晶种 (seed),浸入过饱和的纯硅熔汤 (Melt) 中,并同时旋转拉出,硅原子便依照晶种晶向,乖乖地一层层成长上去,而得出所谓的晶棒 (ingot)。晶棒的阻值如果太低,代表其中导电杂质 (impurity dopant) 太多,还需经过FZ法 (floating-zone) 的再结晶 (re-crystallization),将杂质逐出,提高纯度与阻值。辅拉出的晶棒,外缘像椰子树干般,外径不甚一致,需予以机械加工修边,然后以X光绕射法,定出主切面 (primary flat) 的所在,磨出该平面;再以内刃环锯,削下一片片的硅晶圆。最后经过粗磨 (lapping)、化学蚀平 (chemical etching) 与拋光 (polishing) 等程序,得出表面粗糙度在0.3微米以下拋光面之晶圆。(至于晶圆厚度,与其外径有关) 三、半导体制程设备 半导体制程概分为三类:(1)薄膜成长 (2)微影罩幕 (3)蚀刻成型。设备也跟着分为四类:(a)高温炉管 (b)微影机台 (c)化学清洗蚀刻台 (d)电浆真空腔室。其中(a)~(c)机台依序对应(1)~(3)制程,而新近发展的第(d)项机台,则分别应用于制程(1)与(3)。
光刻版数据处理中的工艺涨缩问题
光刻版数据处理中的工艺涨缩问题 1引言 集成电路(IC)是现代信息技术的核心和电子整机的心脏。硅基集成电路的平面工艺和图形光刻仍然是当今大规模集成电路生产中的主流技术。集成电路制造公司采用光刻机将光刻版上的图形投影到硅片或其他半导体材质上。一般一个集成电路芯片的生产需要许多光刻版套刻而成(常常是6到20多层)。光刻版是集成电路生产中的关键工具,其质量直接决定了最终集成电路产品的成败。 光刻版,有时也称为光掩模或者光罩,通常为高纯度精密石英玻璃版,上面载有金属铬形成的集成电路图形。 2 光刻版数据处理 在集成电路设计公司将集成电路设计出带(Tapeout)后,就可以从版图得到光刻图形生产光刻版了。从设计公司出带的版图得到生产光刻版所需要的光刻图形的过程称为光刻版数据处理。从版图图形到光刻版图形有下列方法: ●直接对应 一块光刻版直接与版图中的某一层直接对应。例如,金属层对应某版图中的第7层。 ●逻辑运算 一块光刻版与版图中的某些层对应,是它们逻辑运算的结果。例如,通常p+注入层与N+注入层的图形是互补的。这样在版图中可能只有P+注入层(PPLUS)的图形,p +注入层的光刻版可以直接从该层版图图形而来,而n +注入层的光刻版则从PPLUS层版图经过逻辑“非”运算就可得到。在光刻版数据处理中逻辑“非”运算可以通过反转来实现。有时某层光刻版图形是好几层版图图形相加的结果,则是将这些层进行逻辑“或”运算。 ●图形涨缩 一块光刻版由版图中的某种图形拓展而来。例如,通常在MOS器件的版图中只画有栅区图形而没有栅注入图形,栅注入层的光刻版图形是由版图中的栅区图形拓展一定量得到,在光刻版数据处理中可以通过对栅区图形进行正涨缩处理来得到栅注入层的图形。 完整的能直接用于生产的光刻版除了包括与电路一致的图形外还包括许多辅助图形。常见的辅助图形包括: ●游标 ●光刻对准图形 ●曝光量控制图形 ●关键尺寸监测图形 ●测试键图形 ●光学对准目标图形 ●划片槽图形 ●其他辅助图形,例如器件名称、光刻版序号、厂家商标和版号日期等。 这些图形有的是由集成电路设计公司提供,例如大部份的测试键图形, 有的是由集成电路代工厂提供,例如游标,关键尺寸监测图形,曝光量控制图形等,还有的是光刻版工厂自己提供的图形,例如光刻版工厂自己的商标,版号日期等。对这些图形也要进行相应的数据处理以使他们符合生产工艺的要求。 3正涨缩与负涨缩问题 图形涨缩是光刻版数据处理中重要的一个步骤。所谓涨缩是指图形上的数据区根据涨缩量向里收缩或向外拓展。通常图形需要涨缩是基于两方面的要求: ●集成电路设计公司版图设计的要求。在上面提到的某些层的版图是由另外一层版图经过周边拓展而得到的,这时需要通过涨缩来实现; ●集成电路代工厂工艺的要求。同样的版图在不同的代工厂之间或同一代工厂不同工艺间,光刻出的图形是有偏差的,这时需要在光刻版上进行对应的补偿。 涨缩包括正涨缩和负涨缩。进行正涨缩的情形有: ●例如,MOS器件中,由集成电路设计公司
生产质量管理制度
生产质量管理制度模板 生产质量管理制度 第一章总则 第一条目的。为确保产品质量,规范生产各环节的质量管理工作,提高企业的核心竞争力,特制定本制度。 第二条适用范围。本企业及下属分公司生产部门的质量管理工作悉依本制度执行。 第三条组织机能与工作职责。 1.质量管理部负责公司质量监督检查的全面工作。 2.生产部设置质量专员负责日常的质量检查,监督生产。 3.各生产单位的安全员兼管质量工作,配合上级质量管理部门的工作。 第二章质量标准及检验规范 第四条质量标准及检验规范的内容范围。 1.原材料质量标准及检验规范。 2.在制品质量标准及检验规范。 3.产成品质量标准及检验规范。 第五条质量标准及检验规范的设定。 1.各项质量标准。质量管理部、生产部、市场部、研发部及有关人员依据“操作规范”,并参考国家标准、行业水准、国外水准、客户需求、本身制造能力等,就原材料、在制品、成品分别填制《质量标准及检验规范设(修)定表》(一式两份),呈总经理批准后由质量管理部留存一份,另一份交有关单位执行。 2.质量检验规范。质量管理部、生产部、市场部、研发部及有关人员分别就原物料、在制品、成品,将检查项目、料号(规格)、质量标准、检验频率(取样规定)、检验方法及使用仪器设备、允收规定等填注于《质量标准及检验规范设(修)定表》内,交有关部门主管核签,且经总经理核准后分发有关部门执行。 第三章原材料质量管理 第六条仓储部依据规定办理收料手续,并向质量管理部发送原材料检验申请,质量管理部进料检验员应依原材料质量标准及检验规范的规定要求进行检验。 第七条原材料检验结束,若有一项以上异常时,检验员均须于说明栏内加以说明,并
制程品质管控作业办法正式版
Through the joint creation of clear rules, the establishment of common values, strengthen the code of conduct in individual learning, realize the value contribution to the organization.制程品质管控作业办法正 式版
制程品质管控作业办法正式版 下载提示:此管理制度资料适用于通过共同创造,促进集体发展的明文规则,建立共同的价值观、培养团队精神、加强个人学习方面的行为准则,实现对自我,对组织的价值贡献。文档可以直接使用,也可根据实际需要修订后使用。 1.目的 确保生产制程、产品入库及出货均在有效管制状态下执行,从而使出货产品质量符合客户要求。 2.适用范围 本文件适用于原材料投产到成品出货之间各个环节的品质管控。 3.参考文件 无 4.定义 Definition PDCS:Process Defect Contact Sheet 《制程异常连络单》.
QIT:Quality Improvement Team 品质改善小组 PDT:Production Design Team 产品开发小组 5. 职责 Responsibility 5.1. QE Quality Engineer 5.1.1.负责PFMEA、Control Plan、检验规范(SIP)等文件的制定. 5.1.2.负责异常责任单位的判定及产出品处理方式的确认. 5.1.3.负责制程参数优化时的评估和质量确认. 5.1.4.负责量试产品处理方式的确认,协助生产单位和工程完成各项改善. 5.1.5.负责量试产品问题点的汇总并
制程涨缩管控制度
制程涨缩管控制度 一、目的: 有效的管控板材涨缩变化,降低因板料涨缩变化造成的内短、层 偏、菲林偏位等品质不良,同时减少菲林、钻带更改次数,方便 锣板,满足客户要求。 二、适用范围: 2.1 所有普通多层板; 2.2 所有HDI板(包括次外层)。 三、各工序管控措施: 1、开料 1.1、开料要区分板料的经纬方向,对于同型号中有两种方向的板件, 在开好料后做好经纬方向的标识转序; 1.2、开料后板厚≤0.8mm要烤板,烤板参数为板料TG值(非高TG材料一般 设定150℃)±5℃温度下烤板4~6小时; 例如: (1).查MI或LOR卡上注明了板厚(0.3mm)、TG值(150℃) (2).双手戴棉手套持板将板子整齐平放在烤箱台面上,移动支架时需 注意滑板,PC板上下面需用牛皮纸隔开。 (3).每叠板高度25PNL以下, 设定150℃温度烤板4小时。
1.3、同一批板原则上使用同一家供应商的板料,如有不同供应商的板 料,需要进行相应的标识区分后才能转序。 2、内层 2.1、前处理磨板方向:同一型号同一机器同放板方向生产; 2.2、菲林涨缩控制: 2.2.1、内层所有菲林在上机前需要经过二次元测量合格(单面偏差 ±1mil,层偏1.2mil,二次元精度±0.2mil); 2.3、PE值控制 控制在 ±50um 2.4、ME值控制 控制在 ±25um
2.5、层偏控制 2.5.1、菲林上机前测量菲林的长度,上下菲林的长度差异值須控制在 ±35um以內,单张菲林的长度值与工程的理论预放值相差在±30um 以內,超出以上的偏差范围需重新申请菲林; 2.5.2 、菲林不使用时应将菲林膜面对膜面存放在专用的菲林袋中,放于 菲林柜中,存放环境温度为22±2℃,湿度为55±5 %; 2.5.3、内层线路图形层间对准度检验方法:生产首件及制程抽检(蚀刻 后的板)由QA拍X-RAY,最低接受标准:同心圆偏差不能超过设计 间距1/2 (按1/2 OZ底铜算蚀刻后的板约增加线路的补偿0.8- 1mil间距),即同心圆偏差不超过1.5 mil,作好相关记录; (工程图转对位同心圆设计规则:相邻同心圆菲林设计间距为 2.0mil。) 2.5.4、每蚀刻100PNLS用二次元抽测量两张板测内层菲林方向孔偏差是 否在±1.5mil范围内,对偏差超出范围的分开走板。 2.6、不合格品的判断与处理: 2.6.1、工程菲林组自检不合格的菲林可依据该料号的实际资料提出报废 或申请特采,特采必须以书面特采单的形式报请QAE和工艺系数组 会签,裁决权归工艺系数组; 2.6.2、QAE复检的不合格的菲林退回工程,再由工程菲林组提出报废或 特采; 2.6.3、 内层菲林首板检验时不合格,菲林直接退回工程,由工程部进行 菲林复检,复检动作同2.6.1; 2.6.4、生产内层批量生产过程中IPQA抽测到不合格时,IPQA需追溯到前 几批首板,从后往前一做复检,一直到OK板为止并分开不良板。 由生产将此料号之菲林退回工程做复测,复测动作同2.6.1; 2.6.5、不良板的处理由生产以书面特采单的形式报请QAE和工艺系数组 会签,裁决权归工艺系数组;同意特采此不良板,分开lot卡,由 生产在短边右上角钻直径为3.175mm孔一个,工艺跟进此批板压合
制程品质管控制度
1. 目的 为了进一步提高进料及生产过程品质,规范品质作业流程,降低不良率和资源成本,特制定此制度。 2. 适用范围 观澜工厂(以下简称为本公司)生产过程。 3. 权责 3.1生产部:负责产品的生产、生产工具的保养、品质异常发生的改善执行以及品质控制。3.2品质部:负责产品的品质验证、品质异常的反馈、监控和改善效果追踪。 3.2工程部:负责产品质量、效率的验证,质量异常事故的分析和改善对策。 4.作业程序及说明、 4.1软件下载/校准 4.1.1软件工程师必须依据生产工单使用相对应的下载软件、校准平台,并调试好设备和参数 供操作人员作业。 4.1.2生产拉长教导操作人员对产品的状态标识和静电防护,并每小时填写《工位报表》。 4.1.2所有机型使用的软件和校准平台由工程技转负责列出对应表,并及时更新可供查阅。4.1.3IPQC每小时对此工位进行确认(产品的标识/不合格数据),并及时反馈给相应人员。4.2上线前物料确认 4.2.1 生产依《PMC生产计划工单》,由物料组提前领料,物料必须与工单的BOM中的要求相 符合,物料员在发料时应确认所有物料是否有原始物料标识,如仓库拆分包装发截料或者尾数物料,物料员应拒收,如发现有不符时要求仓库人员更换正确的物料。 4.2.2 物料员根据生产计划及BOM清单认真核对物料确认无误后,上到生产线,如当物料,为 散料或未标识清楚规格描述的,必须经过工程、IPQC等多方确认无误后方可使用,并作好相应记录,以便追溯。 4.3机身标与彩盒标核对 4.3.1 工程部打标员根据生产计划将标打印出来后分拉别整理放好,由生产线物料员领至产 线,送检至品质部IPQC处,IPQC根据各机型做货细节核对标签,核对准确无误后发至产线使用,如发现有问题如错误、模糊、多字、少字现象将标退回重新打印。 4.4开始生产时准备工作 4.4.1开始生产前品质部IPQC确认电批扭力、烙铁温度都在规格范围内; 4.4.2开始生产前工程部技术员对生产线仪器进行点检确认如耦合测试仪测试偏差; 4.4.3开始生产前生产部对生产线员工到位情况进行确认同时进行静电环点检; 4.5首件检验作业 4.5.1各相关准备工作完成后,由在线拉长对每班/每工单/每开线首件完成品之外观和性能进 行确认(其中含人、机、料、法、环)。。 4.5.2 生产线拉长在IPQC核对物料无误的情况下开始生产,生产最初5PCS产品进行检验确 认,确认无误会送检品质部IPQC进行首件检验; 4.5.3 IPQC收到首件产品时根据做货细节对产品进行检验,同时完成首件检验确认表的填 写,确认无误后送检驻厂品质进行检验。 4.6正常作业程序时 4.6.1 IPQC需对所有工序段巡回检验与稽核(含人、机、料、法、环); 4.6.2生产现场是否悬挂SOP,是否和生产机型相对应,作业人员是否按SOP进行操作;
2020年Micro-LED显示全制程检测设备的研发及产业化项目可行性研究报告
2020年Micro-LED显示全制程检测设备的研发及产业化项目可行性研究报告 2020年11月
目录 一、项目概况 (3) 二、项目实施的必要性 (3) 1、项目是进一步提升公司产品品质、巩固竞争优势的需要 (3) 2、项目是实现产品产业化、满足不断增长市场需求的需要 (4) 3、项目是推进面板设备国产替代、缩短我国Micro-LED显示技术与国际先进水平差距的需要 (5) 三、项目实施的可行性 (7) 1、技术可行性 (7) 2、市场可行性 (8) 3、客户可行性 (9) 四、项目投资概算 (10) 五、项目实施进度安排 (10)
一、项目概况 本项目总投资36,476万元,建设期2年。本项目拟充分利用公司现有核心技术和研发资源,配备研发生产设备、引进高端人才,提高现有主营产品的生产能力,加大Micro-LED领域光学探测及颜色测量、工业人工智能、驱动与检测、芯片数模混合测试前沿技术的研发力度。通过实施本项目,公司将增强对下游客户的生产服务能力,不断提升市场占有率和盈利水平,助力公司实现战略发展目标。 二、项目实施的必要性 1、项目是进一步提升公司产品品质、巩固竞争优势的需要 面板质量检测作为面板生产过程中的必备环节,贯穿面板制造全过程,其发展受下游面板产业的新增生产线投资及因新技术、新产品不断出现所产生的生产线升级投资所驱动,一方面,中国作为面板产业转移的主要承接地,催生了大量新增产线建设需求;另一方面,近年来我国移动终端、平板电脑、液晶电视等消费电子领域平板显示器件的生产规模不断扩大,产品技术更新周期逐渐缩短,平板显示行业各厂商积极根据业务需求不断增添新的生产线,进行产能扩充和技术升级。随着高世代面板生产线的不断投产,平板显示器件向智能化、大尺寸化、轻薄化、可触控化、高解析度、柔性面板、自发光、高迁移速率和低功耗等方向发展已经在行业内达成共识,对检测系统厂商
质量管理制度
质量管理制度 □总则 第一条:目的 为保证本公司质量管理制度的推行,并能提前发现异常、迅速处理改善,借以确保及提高产品质量符合管理及市场需要,特制定本细则。 第二条:范围 本细则包括: (一)组织机能与工作职责; (二)各项质量标准及检验规范; (三)仪器管理; (四)质量检验的执行; (五)质量异常反应及处理; (六)客诉处理; (七)样品确认; (八)质量检查与改善。 第三条:组织机能与工作职责 本公司质量管理组织机能与工作职责。 □各项质量标准及检验规范的设订 第四条:质量标准及检验规范的范围规范包括: (一)原物料质量标准及检验规范; (二)在制品质量标准及检验规范; (三)成品质量标准及检验规范的设订; 第五条:质量标准及检验规范的设订 (一)各项质量标准 总经理室生产管理组会同质量管理部、制造部、营业部、研发部及有关人员依据“操作规范”,并参考①国家标准②同业水准③国外水准④客户需求⑤本身制造能力⑥原物料供应商水准,分原物料、在制品、成品填制“质量标准及检验规范设(修)订表”一式二份,呈总经理批准后质量管理部一份,并交有关单位凭此执行。 (二)质量检验规范 总经理室生产管理组召集质量管理部、制造部、营业部、研发部及有关人员分原物料、在制品、成品将①检查项目②料号(规格)③质量标准④检验频率(取样规定)⑤检验方法及使用仪器设备⑥允收规定等填注于“质量标准及检验规范设(修)订表”内,交有关部门主管核签且经总经理核准后分发有关部门凭此执行。 第六条:质量标准及检验规范的修订 (一)各项质量标准、检验规范若因①机械设备更新②技术改进③制程改善④市场需要⑤加工条件变更等因素变化,可以予以修订。
线路板制程技术能力
1.目的: 作为PCB板在我司各流程加工的加工能力、注意事项的依据,便于市场部对我司的制程能力的了解,同时也是为市场部接单及报价做参考,为工程MI人员设计及品质部审核时做依据。 2.范围:适用于本公司生产的PCB板 3.权责: 3.1.工艺部:负责对工厂各流程之制程技术能力提供数据,并实验与修订此规范。 3.2.工程部:负责按此《制程技术能力规范》的能力进行评估资料,在特殊能力水平时,需要组 织生产、工艺、品质、计划评审。 3.3.品质部:负责按《制程技术能力规范》进行监督各类资料与生产过程的执行情况。 3.4.市场部:负责按《制程技术能力规范》进行评审顾客资料,确定合理的价格、交期。 4.参考文件: 4.1.生产过程管制程序 4.2.APQP管制程序 4.3.过程FMEA分析管制程序 5.定义: 5.1.正常能力:可以正常批量生产,可能的情况下,建议尽量采用优化的参数,有利于成品率的 提高和降低生产成本。 5.2.特殊能力:对成品率有一定影响,或加工上有某些特殊性,采用前要求先询问工艺确认。 5.3.超能力:超出工艺、设备能力,必须采用非常规做法,并且成品率较低,或可操作性较差, 必须经过特殊审批程序方可采用。 6.作业流程图:无 7.作业内容: 7.1.开料、钻孔
7.2.2.孔铜厚度≥25um电流密度18ASF,电镀时间60分钟; 7.3.碱性蚀刻
7.4.外层图形转移 7.5.感光阻焊
窗塞油孔)需允许塞油、塞锡、孔内藏药水、开窗孔边缘焊盘露铜。另一方法:丝印时二面开窗,显影后塞孔. 7.5.2.所有的NPTH孔必须开绿油窗,开窗直径比钻孔大0.2mm以上,否则采用第二次钻孔。7.5.3.塞油孔孔径0.6-0.8mm应允许少量透光只能采用热固化油塞孔酸蚀流程。 7.5.4.绿油桥的能力大小取决于油墨的质量以及操作过程的控制.
品质管理制度
品质管理制度 1、总则 第一条:目的为保证本公司品质管理制度的推行,并能提前发现异常、迅速处理改善,借以确保及提高产品品质符合管理及市场需要,特制定本细则。 第二条:范围本细则包括: (一)组织机能与工作职责; (二)各项品质标准及检验规范; (三)仪器管理; (四)品质检验的执行; (五)品质异常反应及处理; (六)客诉处理; (七)样品确认; (八)品质检查与改善。 第三条:组织机能与工作职责本公司品质管理组织机能与工作职责。 各项品质标准及检验规范的设订 第四条:品质标准及检验规范的范围规范包括: (一)原物料品质标准及检验规范; (二)在制品品质标准及检验规范; (三)成品品质标准及检验规范的设订; 第五条:品质标准及检验规范的设订 (一)各项品质标准 总经理室生产管理组会同品质管理部、制造部、营业部、研发部及有关人员依据"操作规范",并参考①国家标准②同业水准③国外水准④客户需求⑤本身制造能力⑥原物料供应商水准,分原物料、在制品、成品填制"品质标准及检验规范设(修)订表"一式二份,呈总经理批准后品质管理部一份,并交有关单位凭此执行。 (二)品质检验规范总经理室生产管理组召集品质管理部、制造部、营业部、研发部及有关人员分原物料、在制品、成品将①检查项目②料号(规格)③品质标准④检验频率(取样规定)⑤检验方法及使用仪器设备⑥允收规定等填注于"品质标准及检验规范设(修)订表"内,交有关部门主管核签且经总经理核准后分发有关部门凭此执行。 第六条:品质标准及检验规范的修订 (一)各项品质标准、检验规范若因①机械设备更新②技术改进③制程改善④市场需要⑤加工条件变更等因素变化,可以予以修订。 (二)总经理室生产管理组每年年底前至少重新校正一次,并参照以往品质实绩会同有关单位检查各料号(规格)各项标准及规范的合理性,酌予修订。 (三)品质标准及检验规范修订时,总经理室生产管理组应填立"品质标准及检验规范设(修)订表",说明修订原因,并交有关部门会签意见,呈现总经理批示后,始可凭此执行。
光电显示技术 迎来新视觉时代
光电显示技术迎来新视觉时代 LED的应用、3D立体影像显示、软性显示器等技术,都是近年相当热门的光电技术。就当前情况来说,包括众多企业和研究机构都积极热衷地投入相关领域的研发中。一方面,在平面显示器已为市场主流、各种尺寸屏幕随处可见的同时,产业对于体积愈轻小、制造成本愈低廉的产品需求不断增高;另一方面,在传统制程与技术的限制下,科研学者们提出了更新的材料与技术,也带来了不同的解决方法,不但可以挠曲、便于携带,而且更省电、耐撞击,为未来3C 产品提供新的样貌。 一、3D影像显示,生活娱乐更丰富 过去数年好莱坞不断推出3D电影,更预计未来每年都有十部以上的3D电影上映,显见3D影像显示技术已有长足的进步,同时更加深人们对于突破2D平面显示,迈向3D 影像生活的可能与需求。3D影像显示不仅更符合人类视觉,也带来更多互动与真实感,因此包括影音娱乐及游戏产业,都相当注重这块市场。而如何让消费者轻松舒适地观赏,就成为技术研发上的一大考验,例如能裸眼观看就是相当吸引
人的因素。 1.3D画框与3D数字看板 “3D画框”与“3D数字看板”结合了裸眼式3D显示器与视讯播放器,也就是不需配戴特殊的眼镜,就能够观看到3D的画面。利用倾斜摆设的视差光栅技术,将影像做特殊的排列,使左右眼看到不同的影像,而产生3D立体的显示。 目前在高解析的“3D画框”上,已可达到四倍的Full HD 屏幕分辨率,高达3,840×2,160,3D立体分辨率更可达1,280×720,画质更细致清晰,因此适合用在画展、博物馆导览、立体剧院等高分辨率水准要求的场合。而在分辨率较低的“3D数字看板”方面,则是强调影音串流处理的速度,并可达到1,920×1,080的屏幕分辨率,与640×360的3D分辨率,可用在电子看板、户外广告等多媒体视讯的播放,让呈现的影像内容更能吸“睛”。 2.快门眼镜立体3D显示器技术 想用一般的LCD显示器观看3D立体影像,“快门眼镜立体3D显示器技术”是个简便的方法――也就是利用时间差方式,透过配戴特殊设计的快门眼镜,对左右眼快速播送交错切换的画面,形成3D立体的影像。
TFT Array制程技术简介(20080917)
TFT Array製程技術 ~The Technology of TFT Array Processing 中小事業部產品設計總處 面板設計處AR設計部isplaying your vision!
isplaying your vision!E/B and E/S TFT Structure Data Line & Source Passivation SiNx Gate Line Cs Line & Cst Gate Insulator Glass Substrate Gate Line & Cst Glass Sub. Passivation SiNx Gate Insulator Data Line & Source E/B Type TFT & Cs on Common TFT Array Structure E/S Type TFT & Cs on Gate TFT Array Structure
Pixel Elements isplaying your vision!
isplaying your vision! 5-Photo Exposure Process Insulator Passivation (1)Gate Patterning (Mask 1) (2)SiN/a-Si/n+ a-Si Deposition (3)a-Si Pattering (Mask 2) (4)S/D Metal Patterning (Mask 3) (5)Back Channel Etching for B/E structure (6)Passivation Layer Coverage (7)Contact Hole/ Window Etching (Mask 4)(8)ITO Pixel Electrode Patterning (Mask 5)
生产质量管控流程及制度
生产质量管控流程及制度 新华锦集团山东锦盛发制品股份有限公司盛泰分公司 二〇一〇年六月 目录 一、生产质量管理风险与关键环节控制 1、质量管理风险…………………………………1页 2、质量管理关键环节控制……………………… 1页 二、生产质量管控岗位职责 1、质量管控岗位及管控岗位职责……………… 2页 2、技术总监岗位工作职责……………………… 5页 3、总验质岗位工作职责………………………… 6页 4、质检员岗位工作职责………………………… 7页 三、管理流程 1、生产质量管理流程…………………………… 8页 2、质量标准制定流程…………………………… 9页 3、原料质量管理流程…………………………… 10页 4、生产过程质量管理流程……………………… 11页 5、半成品质量管理流程………………………… 12页 6、质量改进工作流程…………………………… 13页 7、产成品质量管理流程………………………… 14页 8、不合格产品处理管理流程…………………… 15页
四、生产质量管理控制制度 1、生产质量管理制度……………………………… 16页 2、原材料进料验收规定…………………………… 20页 3、制程质量管理制度……………………………… 21页 4、质量事故处理办法……………………………… 23页 5、成品质量检验制度……………………………… 26页 6、不合格品管理制度……………………………… 27页 7、毛发收购质量管理规则及质量标准…………… 30页 一、质量管理风险与关键环节控制 1、质量管理风险 为加强对生产质量的内部管理和控制,防止生产过程中各种质量差错,应强化各种控制手段, 在质量管理内部控制中,至少应加强以下关键环节的控制,以规避上述风险,避免造成企业损失。 关键环节1 强化质量教育,坚持预防为主和全过程管控。 关键环节2 建立健全产品质量标准,工艺、操作规范,检验规范并严格落实。 关键环节3 健全并严格落实“自检、互检、专检、抽检”规定。 关键环节4 建立并落实岗位责任和问责制,实行赏罚分明。
平板显示行业投资报告:Array-Cell制程设备开始进口替代
平板显示行业投资报告:Array/Cell 制程设备开始进 口替代 平板显示行业正在经历深刻变化:以OLED 为代表的新一代显示技术已然成熟并加速产业化,OLED 在中小尺寸显示屏上的应用将于2017 年开始替代LCD 技术成为主流,而量子点、Micro LED 处于产业化的黎明破晓前。中国加速投资面板生产线以承接全球面板产业转移,2018 年国内产能将取代韩国成为全球第一,2020 年全球份额达到40%。国内产线巨额投资带来设备需求繁荣,2018 年迎接设备需求高峰。重点推荐切入Array/Cell 制程的检测设备龙头精测电子(300567)、受益OLED 的大族激光(002008),建议关注Module 制程设备供应商联得装备、鑫三力(智云股份)、正业科技。 支撑评级的要点 五大平板显示技术所需的FPD 设备存在异同。在TFT-LCD、OLED、QD-LCD、QLED 和Micro LED 中,各种显示技术的工艺差别主要在Cell 制程,而Array 制程和模组制程基本类似,因此Array 制程的专业设备基本通用,而Cell/Module 制程的专用设备因具体显示技术而异。 OLED 显示技术已成熟,量子点和Micro LED 产业化仍需时日。当前主要应用与在研发的显示技术包括TFT-LCD、OLED、QD-LCD、QLED 和Micro LED 五类,其中TFT-LCD 应用最为广泛,OLED 已然成熟,QD-LCD 快速崛起,而QLED 技术和Micro LED 技术产业化仍需时日。 大尺寸仍由LCD 主导,小尺寸OLED 迅速替代。预计OLED 电视出货量将从2016 年150 万台上升至2022 年750 万台,渗透率上升至