冲压首检记录
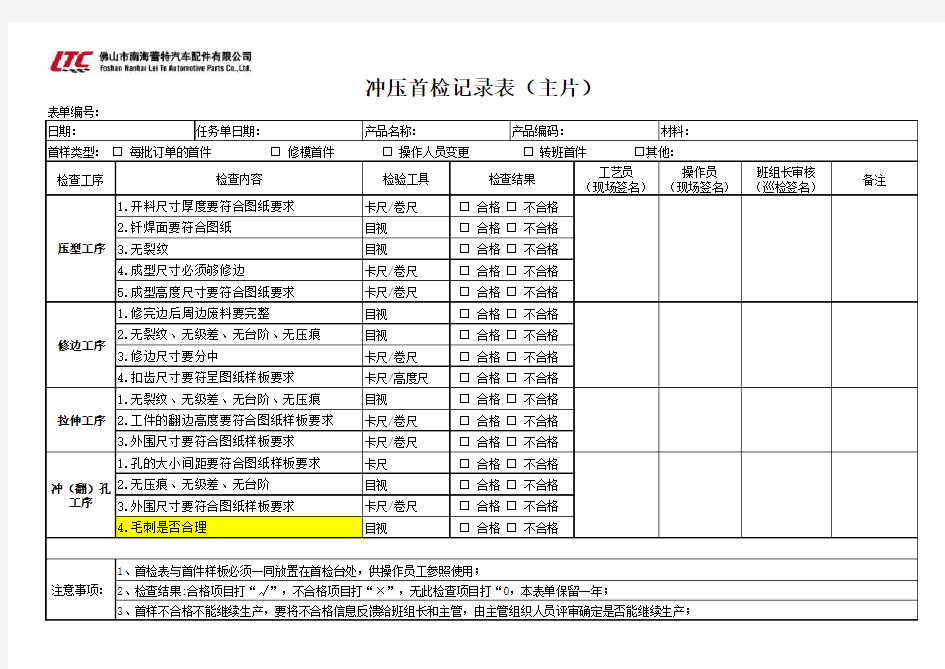
检查工序工艺员
(现场签名)操作员(现场签名)班组长审核(巡检签名)备注□ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 检查结果□ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 □ 合格 □ 不合格 目视
卡尺/卷尺
目视卡尺/卷尺
卡尺/高度尺
卡尺/卷尺
卡尺/卷尺
卡尺
检验工具
卡尺/卷尺
目视
目视
1.孔的大小间距要符合图纸样板要求卡尺/卷尺
卡尺/卷尺
目视
目视
4.扣齿尺寸要符呈图纸样板要求
5.成型高度尺寸要符合图纸要求1.修完边后周边废料要完整目视
修边工序 3.修边尺寸要分中2.钎焊面要符合图纸2.无压痕、无级差、无台阶拉伸工序 1.无裂纹、无级差、无台阶、无压痕2.工件的翻边高度要符合图纸样板要求3.外围尺寸要符合图纸样板要求冲(翻)孔工序 4.毛刺是否合理
冲压首检记录表(主片)
材料:检查内容产品编码:
1.开料尺寸厚度要符合图纸要求日期:任务单日期:产品名称:压型工序 3.无裂纹4.成型尺寸必须够修边首样类型: □ 每批订单的首件 □ 修模首件 □ 操作人员变更 □ 转班首件 □其他:注意事项:1、首检表与首件样板必须一同放置在首检台处,供操作员工参照使用;
2、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0,本表单保留一年;
3、首样不合格不能继续生产,要将不合格信息反馈给班组长和主管,由主管组织人员评审确定是否能继续生产;3.外围尺寸要符合图纸样板要求2.无裂纹、无级差、无台阶、无压痕
相关主题