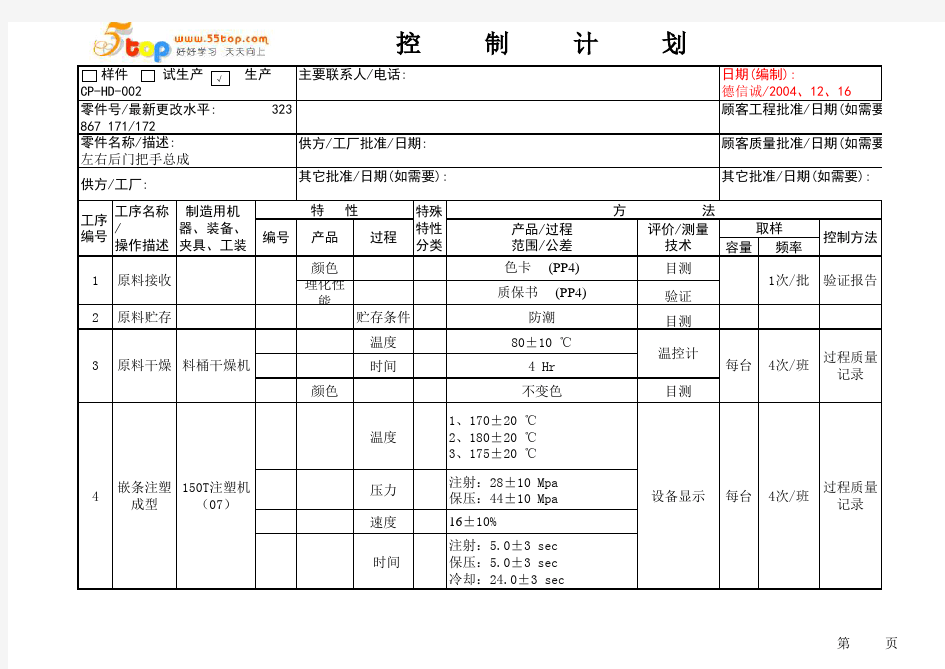
注塑件控制计划
容量频率
颜色色卡 (PP4)目测理化性能
质保书 (PP4)
验证2
原料贮存
贮存条件防潮目测温度
80±10 ℃时间 4 Hr 颜色
不变色
目测
温度1、170±20 ℃2、180±20 ℃3、175±20 ℃压力注射:28±10 Mpa 保压:44±10 Mpa 速度16±10%
时间
注射:5.0±3 sec 保压:5.0±3 sec 冷却:24.0±3 sec
每台
4次/班
过程质量记录
150T注塑机(07)
嵌条注塑成型4
4次/班
每台
过程质量
记录
温控计料桶干燥机
设备显示
原料干燥3
零件号/最新更改水平: 323867 171/172顾客工程批准/日期(如需要): 样件 试生产 生产CP-HD-002
主要联系人/电话:日期(编制):
德信诚/2004、12、16
零件名称/描述:左右后门把手总成
供方/工厂批准/日期:其它批准/日期(如需要):
其它批准/日期(如需要):
顾客质量批准/日期(如需要):供方/工厂:
制造用机器、装备、夹具、工装工序名称/操作描述工序
编号
控 制 计 划
特殊特性分类
取样控制方法方 法
过程
产品特 性
评价/测量
技术产品/过程范围/公差编号
验证报告
11次/批
原料接收√
相关主题