M7130平面磨床电气控制毕业设计
目录
第1章M7130平面磨床的原理结构 (1)
1.1M7130平面磨床的主要结构 (1)
1.2M7130平面磨床的原理 (2)
1.3电力拖动特点及控制要求 (3)
1.3.1电力拖动特点 (3)
1.3.2控制要求 (4)
1.4电源形式 (4)
第2章电气设计 (5)
2.1电气控制设计 (5)
2.2主电路分析 (5)
2.3控制电路分析 (5)
2.3.1电动机的控制 (5)
2.3.2电磁吸盘的控制 (6)
2.3.3照明及指示灯的控制 (6)
第3章电气元件的选择 (7)
3.1电动机的选择 (7)
3.1.1电动机容量的选择 (7)
3.1.2电动机的转速和结构形式的选择 (8)
3.2热继电器 (9)
3.3交流接触器 (9)
3.4熔断器 (10)
3.5按钮 (11)
3.6变压器 (11)
3.7电气柜的设计 (13)
3.8平面磨床一般故障处理方法 (14)
3.9磨床的电气保养 (15)
结束语 (17)
参考文献 (18)
第1章 M7130平面磨床的原理结构
1.1 M7130平面磨床的主要结构
M7130 是卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的环形工件。卧轴矩台平面磨床,国家标为M71系列平面磨床,即带有卧式磨头主轴,矩形工作台的平面磨床。主要功能是用砂轮的周边磨削工件的平面,也可以用砂轮的端面磨削工件的槽和凸缘的侧面,磨削精度和光洁度都较高。适宜于磨削各种精密零件和工模具,可供机械加工车间、机修车间和工具车间作精密加工使用。中国传统的卧轴矩台平面磨床是从原苏联引进并消化改进的M71系列,特点是磨床主轴侧挂,主轴采用轴瓦支承,适合粗加工重切削。近年来欧美国家更流行是十字鞍座结构的卧轴矩台平面磨床,主轴采用精密精珠轴承支承,更适合于精密磨削。
M7130具有以下特点:
(1)机床布局采用立柱右置,磨头、拖板与立柱的结构有新的突破,整机刚性更好。
(2)磨头采用国际通行的滚动轴承结构形式。
(3)机床的垂直、横向进给运动采用滚珠丝杠副,进给灵敏度高。
(4)工作台纵向运动由叶片泵驱动,运动平稳,噪声小。油池配有冷却装置,温升低,热变形小。
(5)磨头垂直运动有快速升降装置,操作方便,横向运动由变频电机驱动,可无级调速。
(6)机床的垂直、横向进给部分留有伺服电机安装位置,根据需要可配置数控系统成为数控机床。
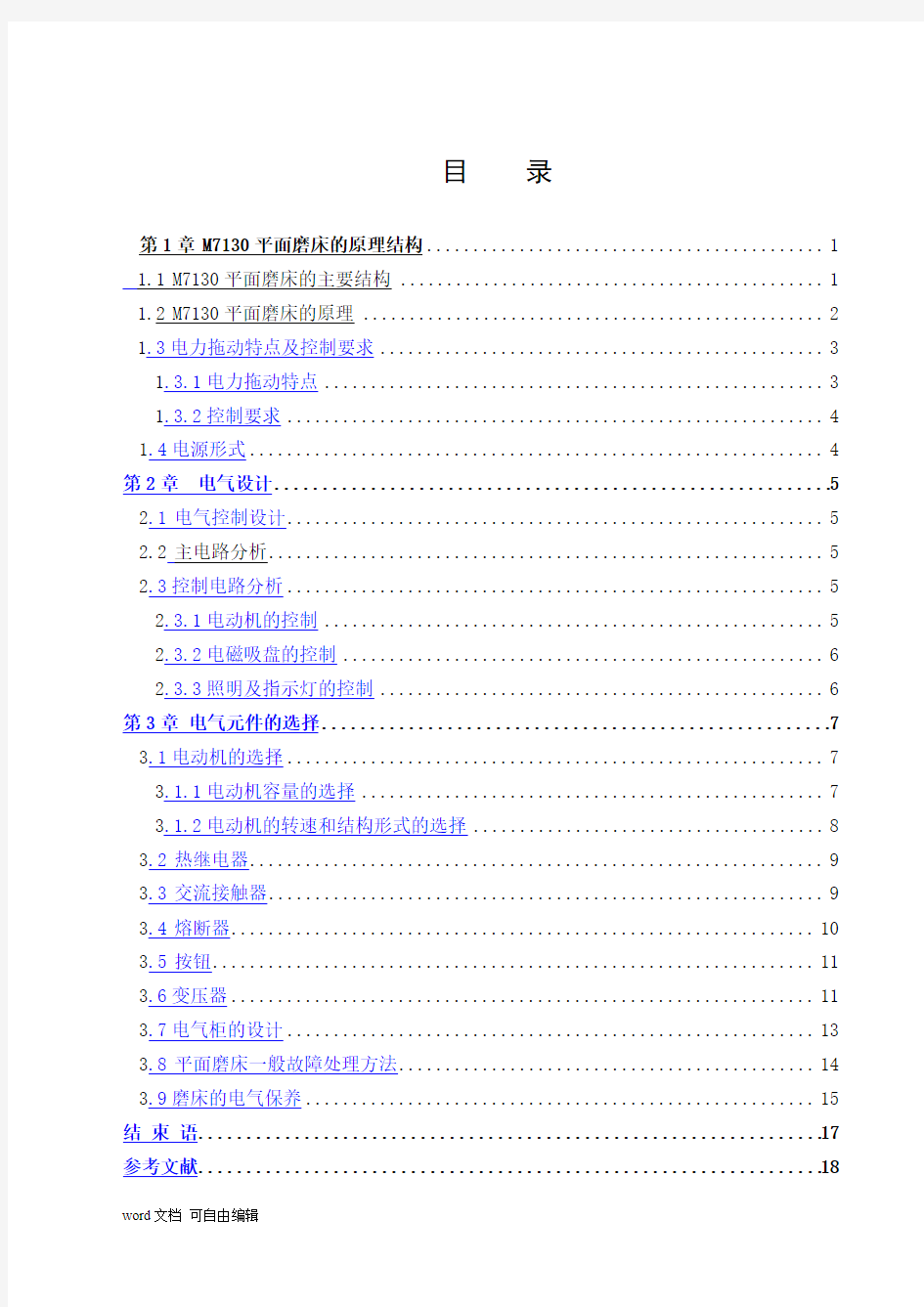
M7130平面磨床主要由床身、工作台、电磁吸盘、砂轮箱、立柱、操作手柄等构成,外形结构如图2.1所示。
图2.1 卧轴平面磨床外形结构图
1—立柱;2—滑座;3—砂轮箱;4—电磁吸盘;5—工作台;6—床身
1.2 M7130平面磨床的原理
工作台上装有电磁吸盘,用以吸持工件。工作台在床身导轨上作往复运动(纵向运动)。固定在床身上的立柱上带有导轨,滑座在立柱导轨上作垂直运动;而砂轮箱在滑座的导轨上作水平运动(横向运动),砂轮箱内装有电动机,电动机带动砂轮作旋转运动。
平面磨床在加工工件过程中,砂轮的旋转运动是主运动,工作台往复运动为纵向进给运动,滑座带动砂轮箱沿立柱导轨的运动为垂直进给运动,砂轮箱沿滑座导轨的运动为横向进给运动。
工作时,砂轮旋转,同时工作台带动工件右移(如图2.2所示),工件被磨削。然后工作台带动工件快速左移,砂轮向前作进给运动,工作台再次右移,工件上新的部位被磨
削。这样不断重复,直至整个待加工平面都被磨削。
图2.2 矩形工作台平面磨床工作图
1—砂轮;2—主运动;3—纵向进给运动;4—工作台;5—横向进给运动;
6—垂直进给运动
1.3电力拖动特点及控制要求
1.3.1电力拖动特点
(1) M7130平面磨床中有三台电动机:砂轮电动机拖动砂轮旋转。液压泵电动机拖液压泵,采用多电机单拖动,经液压装置来完成工作台往复纵向运动以及实现横向的自动进给,并承担工作台导轨的润滑。冷却泵电动机拖动冷却泵,供给磨削加工需要的冷却液。相互间存在简单的联锁与必要的信号及保护环节,磨床有简单的机械传动。
(2) 磨削加工一般不要求调速,因要求砂轮速度高,所以通常采用三相鼠笼式异步电动机拖动。同时为提高砂轮主轴的刚度,从而提高磨床加工精度,采用装入式感应电动机直接拖动,这样砂轮主轴就是电动机的轴。
(3) 平面磨床是一种精密机床,为保证加工精密,要求机床运行平稳,又因工作台为往复运动,要求换向时的惯性小,换向无冲击。为此平面磨床采用液压传动。由液压电动机拖动液压泵,经液压传动装置实现工作台的纵向进给运动。并通过工作台上的撞块操纵床上的液压换向开关,实现方向的反向送进,从而实现工作台的往复运动。
(4) 平面磨床采用电磁吸盘,是保证加工工件的精度,同时也为磨削加工一些小工件时,让工件在加工过程中发热可以自由伸缩,更便于夹持。
(5) 在磨削过程中为冲走磨屑及沙粒,保证加工精度,也为使工件得到良好的冷却,减少变形,需采用冷却泵为磨削过程输送冷却液。
1.3.2控制要求
(1)砂轮电动机、液压泵电动机和冷却泵电动机都只是要求单方向运转。
(2)冷却泵电动机随砂轮电动机开动,不用冷却液时也可单独关断冷却泵电动机。
(3)具有完善的保护环节:各电路的短路保护;电动机的长期过载保护;零压保护电磁吸盘的欠电流保护;防止因断电,电磁吸盘工件飞出的保护以及其他保护等。
(4)允许机床分别作调整运动。
(5)具有使电磁吸盘吸牢工件及放开工件并去磁的控制环节。
(6)具有照明电路。
1.4电源形式
主电路采用交流380V电源直接供电,对于比较复杂的控制线路,应采用控制电源变压器,将控制电压由交流380V或220V降至110V或48V、24V等,这是从安全角度考虑的。本设计由控制变压器将交流380V变换成110V、24V、和6V分别供给控制回路、照明回路和信号回路
第2章电气设计
2.1 电气控制设计
图2.1 为M7130型平面磨床电气控制线路图。
图2.1 M7130型平面磨床电气控制电路图
2.2 主电路分析
主电路有三台电动机,M1为砂轮电动机,M2为冷却泵电动机,M3为液压泵电动机。M1由接触器KM1控制。插上插销X1后,M2将与M1同时启动和停止;不用冷却液时,可将插销X1拔掉。M3由接触器KM2控制。
三台电动机共用熔断器FU1作短路保护,M1和M2用热继电器FR1作长期过载保护,M3用热继电器FR2作长期过载保护。
2.3控制电路分析
控制电路可分为电动机控制电路和电磁吸盘控制电路以及照明和指示灯控制
2.3.1电动机的控制
由控制按钮SB1、SB2与接触器KM1构成砂轮电动机M1的单向旋转直接启动控制电路;由控制按钮SB3、SB4与KM2构成液压泵电动机单向旋转直接启动控制电路。
这两台电动机的启动和停止都可独立进行。但想要启动电动机,只要在转换开关SA2
的触点SA2闭合,或欠电流继电器KA的常闭触点KA闭合的条件下方可实现。
2.3.2电磁吸盘的控制
电磁吸盘控制电路可分为整流装置、控制装置和保护装置三部分。
电磁吸盘整流装置由整流变压器T1与桥式全波整流器VC组成,输出110V直流电压对电磁吸盘供电。
电磁吸盘由转换开关SA1控制。SA1有三个位置:充磁、断电和去磁。当SA1置于“充磁”位置时,触点SA1(301—303)与触点SA1(302—304)接通,整流器的输出经302—304—KA—306—YH—303—301使电磁吸盘YH通电。当SA1置于“去磁”位置时,触点SA1(301—305)、SA1(303—302)及SA1(8—6)接通,此时整流器输出经302—303—
—305—301使电磁吸盘通电。在“充磁”状态时,电磁吸盘获得整YH—306—KA—304—R
2
流器输出的110V直流电压,极性为上负下正,并串入了欠电流继电器KA。电流足够大时,KA的常开触点闭合,为电动机控制电路的操作做好准备。在加工过程中,若吸盘电流大大降低或消失,KA的常开触点断开使电动机控制线路断电,电动机停转,以避免磨削时因吸力不足而使工件飞出。但是,在要单独对砂轮或工作台进行调整时,不需要电磁吸盘工作。这时,为使电动机控制电路也能操作,将SA1的一对触点SA1(8—6)与KA(8—6)并联。这样,在需要单独调整砂轮或工作台时,可将SA1扳在“去磁”位置,SA1(8—6)便闭合,使得电动机控制电路被接通。当开关SA1置于“去磁”位置时,电磁吸盘回路中,并且电磁吸盘获得的直流电压是上正下负,流过的直流电流与充磁时相反,
串入了电阻R
2
是为了适当减小去磁电流,以不致造成反向磁化。
实现了去磁。串入R
2
工件对去磁要求严格,在取下工件后,还需要用交流去磁器进行处理。图中的插座
X2就是为插接去磁器而预备的。
电磁吸盘线圈是一个大电感,当线圈断电时,两端会产生很高的自感电压,会把线圈绝缘损坏,以及在开关SA1上产生很大的火花,导致开关触点的损坏。为此,电路中接作为其放电回路,以释放线圈中储存的磁场能量。
了电阻R
3
另外,图中的R、C是用于吸收交、直侧通断时产生的浪涌电压,作为整流装置的过电压保护。
2.3.3照明及指示灯的控制
照明、信号电路分析控制变压器TC的二次侧输出24V电压,作为车床低压照灯和信号灯的电源。EL1为车床的低压照明灯由开关SA2控制,HL为电源信号灯。
EL2为电动机M1和M2的启动指示灯,EL3为电动机M3的运行指示灯。分别用交流接触器KM1和KM2的常开开关控制。
第3章 电气元件的选择
3.1电动机的选择
正确的选择电动机具有重要意义,合理的选择电动机是从驱动机床的具体对象、加工规范,也就是要从机床的使用条件出发,经济、合理、安全等多方面考虑,使电动机能够安全可靠地运行。
3.1.1电动机容量的选择
根据磨床的负载功率就可选择电动机的容量。然而机床的载荷是经常变化的,而每个负载的工作时间也不尽相同,这就产生了使电动机功率如何最经济的满足机床负载功率的问题。
(1)主轴电动机
计算砂轮电动机的功率时,多数磨床负载情况比较复杂,磨削用量变化很大,尤其是通用磨床负载种类更多,不易准确地确定其负载情况。因此通常采用调查统计类比或采用分析与计算相结合的方法来确定电动机的功率。
调查统计类比法:
确定电动机功率前,首先进行广泛调查研究,分析确定所需要的磨削用量,然而用己确定的较常用的磨削用量的最大值,在同类同规格的磨床上进行磨削实验并测出电动机的输出功率,以此测出的功率为依据,再考虑到磨床最大负载情况,以及采用先进磨削方法及新工艺等,然后类比国内外同类磨床电动机的功率,最后确定所设计的磨床电动机功率来选择锋电动机。这种方法有实用价值,以磨削实验为基础进行分析类比,符合实际情况。
目前我国磨床设计制造部门,往往采用这种方法来选择电动机容量。这种方法就是对磨床主拖动电动机进行实测、分析,找出了电动机容量与磨床主要数据的关系,根据这种关系作为选择电动机容量的依据。
磨床主电动机的功率
P=T*n/9550
T=砂轮重量/砂轮半径
分折计算法:
可根据机床总体设计中对机械传动功率的要求,确定机床拖动用电动机功率。即知道机械传动的功率,可计算出所需电动机功率: 1
P P =
式中:P 电动机功率;
P1 机械传动轴上的功率;
η1 生产机械效率;
η2 电动机与生产机械之间的传动效率。
式中:η:为磨床总效率,一般主运动取0.7~0.85;
主运动为往复运动的机床取0.6~0.7(结构简单的取大值,复杂的取小值)。
根据实际情况,最后确定电动机的容量为7KW 。
(2)冷却泵电动机
冷却泵电动机的容量比较小,一般选取120W 即可。
(3)液压泵电动机
液压泵电动机也不需要太大的容量,所以取1.1KW
3.1.2电动机的转速和结构形式的选择
(1)转速的选择
电动机功率的确定是选择电动机的关键,但也要对转速、使用电压等级及结构形式等项目进行选择。异步电动机由于它结构简单坚固、维修方便、造价低廉,因此在机床中使用得最为广泛。
电动机的转速愈低则体积愈大,价格也愈高,功率因数和效率也就低,因此电动机的转速要根据机械的要求和传动装置的具体情况加以选定。异步电动机的同步转速有3000 r/min 、1500 r/min 、1000 r/min 、750 r/min 、600 r/min 等几种,这是由于电动机的磁极对数的不同而决定的。电动机转子转速由于存在着转差率,一般比同步转速约低2%~5%。一般情况下,可选用同步转速为1500r/min 的电动机,因为这个转速下的电动机适应性较强,而且功率因数和效率也高。若电动机的转速与该机械的转速不一致,可选取转速稍高的电动机通过机械变速装置使其一致。
根据以上内容选择砂轮电动机M1转速为2860r/min ;冷却泵电动机M2转速为3000r/min ;液压泵电动机M3转速为1410r/min 。
(2)结构形式的选择
211
ηηηη== P P
在选择电动机时,也应考虑磨床的转动条件,对易产生悬浮飞扬的铁屑或废料,或冷
却液、工业用水等有损于绝缘的介质能侵入电动机的场合,选用封闭式结构为适宜。
Y系列三相异步电动机是机床上常用的三相异步电动机。
Y系列电动机是封闭自扇冷式笼型三相异步电动机,是全国统一设计的新的基本系列,它是我国取代JO2系列的更新换代产品。安装尺寸和功率等级完全符合IEC标准和DIN42673标准。本系列采用B级绝缘,外壳防护等级为IP44,冷却方式为IC0.141。
因此,主轴电动机选择JW-4型电动机;
冷却泵电动机采用专门的AOB-25系列油泵电机,由封闭自冷的三星异步电动机和单级离心泵组合而成,主要是给一般机床和其他设备输送循环冷却液(冷却液为肥皂水,苏打水,轻矿物油和其他无腐蚀性的液体),该系列泵效率高,体积小,重量轻,运行平稳,安全可靠。
液压泵电动机选择Y802—4电动机。
因此电动机的选择如下:
砂轮电动机:型号JW-4 容量7KW 转速2860r/min
冷却泵电动机:型号AOB-25 容量0.12KW
液压泵电动机:型号Y802—4 容量1.1KW 转速1410 r/min
3.2 热继电器
利用电流的热效原理来工作的保护电器
主要用作:三相异步电动机的过载保护
(1)FR1
型号为:JR10-10 6.71A 作用:M1的过载保护
利用电流的热效原理来工作的保护电器
(2) FR2
型号为:JR10-10 2.71A 作用:M3的过载保护
利用电流的热效原理来工作的保护电器
3.3 交流接触器
交流接触器又可分为电磁式,永磁式和真空式三种。
(完整版)小型立体仓库电气控制系统的设计毕业论文设计
综合毕业实践报告(论文) 综合毕业实践题目:小型立体仓库电气控制系统的设 计 系部: 电气工程系所学专 业: 现代应用电器与电 子 学生姓名:*** 班 级: 440310 学号: ******** 起迄日期:2006.2至2006.6 实践地点:江苏省移动通信第二话务中心 指导教师:*** 专业技术职 务: 讲师
顾问 教师: 2006 年 6 月
摘要 随着国民经济的飞速发展,自动化立体仓库必然会在各行各业中得到越来越广泛的应用。自动化立体仓库是现代物流系统的重要组成部分,是一种多层存放货物的高架仓库系统,由自动控制与管理系统、高位货架、巷道堆垛机、自动入库、自动出库、计算机管理控制系统以及其他辅助设备组成。 本课题的电气控制是由日本三菱公司生产的FX2型可编程序控制器(PLC)、步进电机驱动电源模块、开关电源、位置传感器等器件组成。该电气控制系统分手动和自动两种方式。它实现的功能主要有:取(由零位出发到指定仓位号取货并送到入货台);入(到零位取货并送入指定仓位号)等等,在执行完任务后自动返回到零位等待下一个指令。 本文首先对该课题的可行性及课题实现的现实意义和价值进行了介绍;其次对该系统的硬件组成、结构、原理进行了阐述和分析;再次对本控制系统的核心——软件进行了编写,论文中即有梯形图又有相应的语句表;最后对设计本课题所学到的知识和结论进行归纳和总结,并对本论文有待完善的地方进行扼要的说明。 关键词:立体仓库电气控制 PLC 步进电机物流管理
目录 第1章绪论 (1) 1.1 立体仓库在自动化生产过程中 (1) 1.2 此课题的设计内容及主要思路 (1) 1.3 设计此课题的可行性 (2) 1.4 设计此课题的实用价值及现实意义 (3) 第2章硬件部分 (4) 2.1 立体仓库的基本结构 (4) 2.2 立体仓库的硬件原理 (5) 2.2.1 步进电机的原 理 (5) 2.2.2 步进电机驱动器的原理 (5) 2.2.3 传感器的工作原理 (6) 2.2.4 开关型稳压电源的原
电气系毕业设计题目大全模板
电气系毕业设计题 目大全
集成电路型方向阻抗继电器设计锅炉过热汽温模糊控制系统的设计 基于小波分析和神经网络理论的电力系统短路故障研究 谐振接地电网调谐方式的性能分析与实验测试 电力系统继电保护故障信息采集及处理系统 消弧线圈接地补偿系统优化研究 面向对象的10kV配电网拓扑算法研究 蚁群算法在配电网故障定位中的应用 中性点接地系统三相负载综合补偿 电力有源滤波器控制设计 110kV电力线路故障测距 防窃电装置的分析与设计 基于单片机的数字电能表设计 跨导运算放大器在继电保护中的应用 基于微机的三段式距离保护实验系统开发 小干扰电压稳定性实用分析方法研究 基于灰色系统理论的电力系统短期负荷预测 冲击负载引起电压波动与闪变分析 基于等波纹切比雪夫逼近准则最优化方法设计FIR滤波
电力系统智能稳定器PSS的设计 基于模糊集理论的电力系统短期负荷预测 基于labview虚拟仪器的电力系统测量技术研究 基于重复控制的冷轧机轧辊偏心补偿系统 基于模糊聚类的变压器励磁涌流与短路电流的识别基于蚁群算法的配电网报装路径优化 基于虚拟仪器的变压器保护系统设计 配网无功功率优化 复合控制型电力系统稳定器研究 电力系统鲁棒励磁控制器设计 基于标准系统方块图的OTA-C滤波器的实现 6-10KV电网线损理论计算潮流算法研究 基于DSP的逆变电源并联系统的功率检测技术研究滤除衰减非周期分量的微机保护算法研究 分布式电力系统发电机动态模型仿真研究 基于MSP430单片机的温度测控装置的设计 电力系统谐波分量计算-最小二乘法 用户供电事故自动回馈系统 电力系统谐波抑制的仿真研究
M1432万能外圆磨床电气及PLC控制系统设计
1.绪论 1. M1432型万能外圆磨床用于磨削圆柱形和圆锥形零件的外圆和内孔。 2. 机床的外磨砂轮、内磨砂轮、工件、油泵及冷却,均以单独的电机驱动。 3. 机床的工作台纵向运动,可由液压驱动,也可用手轮摇动。 4. 砂轮架横向快速进退由液压驱动,其进给运动由手轮机构实现: 5. M1432型万能外圆磨床可以用来加工外圆柱面及外圆锥面,利用磨床上配备的内圆磨具还可以磨削内圆柱面和内圆锥面,也能磨削阶梯轴的轴肩和端平面。此电路采用五台电动机拖动工作。M1432型万能外圆磨床由床身、工件头架、工作台、内圆磨具、砂轮架、结尾、控制箱等部件组成。 6.使学生了解熟练掌握M1432型万能外圆磨床安装接线、分析原理、及检修电路故障,机床的主要结构及运动形式,分析机床对电气线路的主要要求,机床接触器一继电器控制电路概述,机床的PLC控制方案,M1432 万能外圆磨床的PLC程序编制, PLC电气控制系统电器元件的选择 型号意义 M 1 4 3 2 磨床磨削直径320mm 外圆万能
M1432型万能外圆磨床可用于工件的外圆锥面,内圆柱面,内圆柱面,内圆锥面和阶台端面及磨削平面等。 型万能外圆磨床接触器—继电器控制电路概述 M1432型万能外圆磨床接触器—继电器控制电路原理图如图1-1所示。如图1-1可以看出,M1432型万能外圆磨床由五台电动机拖动,即油泵电动机M1,头架电动机M2,内圆砂轮电动机M3,外圆砂轮电动机M4和冷却电动机M5。 从控制电路来看,M1432型万能外圆磨床只有在油泵电动机M1启动运转后,即电路图13区中接触器KM1的常开触点闭合后,其他的电动机才能启动运行。 在控制电路中,SB1为机床的总停止按钮;SB2为油泵电动机M1的启动按钮;SB3为头架电动机M2的点动按钮;SB4为内、外圆砂轮电动机M3、M4的启动按钮;SB5为内、外圆砂轮电动机M3、M4的停止按钮;手动开关SA1为头架电动机M2高、低速转换开关;SA2为冷却泵电动机M5的手动开关;行程开关ST1为为砂轮架快速连锁开关;ST2为内、外圆砂轮电动机M3、M4的连锁行程开关。 按下按钮SB2,接触器KM1通电闭合并自锁,油泵电动机M1启动运转,其他电动机即可启动。 按下按钮SB3,头架电动机可点动。将手动开关SA1扳至“低”速挡,将砂轮架快速移动操纵手柄扳至“快进”位置,液压油进入砂轮架移动驱动油缸,带动砂轮架快速进给移动。当砂轮架接近工件时,压合行程开关ST1,接触器KM2通电闭合,头架电动机M2低速运转。同理,将SA1扳至“高”速档位置,重复以上过程,头架电动机M2高速运转。 内、外圆电动机M3、M4的控制由行程开关ST2进行转换。当将砂轮架上的内圆磨具往下翻时,行程开关ST2复位,按下按钮SB4,接触器KM4通电闭合,
课程设计某平面磨床电气控制系统设计
湖南理工大学 课程设计 目录清单
机械工程学院(系、部)机电工程专业班 课程名称:机电控制技术课程设计 设计题目:平面磨床的电气控制系统 完成期限:自2012 年 6 月12 日至2012 年 6 月19 日共 1 周 指导教师(签字):年月日 系(教研室)主任(签字):年月日
设计说明书 平面磨床的电气控制 起止日期:2012 年6月12 日至2012 年6月19 日 学生姓名 班级 学号 成绩 指导教师(签字) 机械工程学院 2012年 6月19日
目录 一、设计要求 (1) 二、电力拖动及控制要求 (2) 三、平面磨床电气控制电路 (4) 3.1主电路 (4) 3.2控制电路 (4) 3.3联锁、保护环节 (5) 3.4电磁吸盘控制电路 (6) 3.5照明电路与去磁器 (6) 四、平面磨床控制电路图及其解析 (7) 4.1选用控制线路的设计方法 (7) 4.2.继电器——接触器控制线路 (8) 五、电器元件的选用 (11) 5.1电气元件选择的原则 (11) 5.2按钮、组合开关的选用 (11) 5.3接触器的选用 (12) 5.4热继电器的选择 (12) 5.5熔断器的选择 (13) 5.6控制变压器的选择 (13) 六、可编程控制器PLC控制系统的设计 (15) 6.1控制线路的改造及PLC的选用 (15) 6.2PLC的外部接线 (16) 七、设计总结 (18) 参考文献 (19)
一、设计要求 M7130型平面磨床主要由床身、工作台、电磁吸盘、砂轮架、滑座、立柱等部分组成。 在床身上装有液压传动装置,以便工作台在床身导轨上通过压力油推动活塞作往复直线运动,实现水平方向进给运动。工作台面上有T形槽,用以安装电磁吸盘或直接安装大型工件。 床身上固定有立柱,滑座安装在立柱的垂直导轨上,实现垂直方向进给。在滑座的水平导轨上安装砂轮架,砂轮架由装入式电动机直接拖动,通过滑座内部的液压传动机构实现横向进给。 平面磨床砂轮的旋转运动为主运动,工作台完成一次往复运动时,砂轮架作一次间断性的横向进给,直至完成整个平面的磨削,然后砂轮架连同滑座沿垂直导轨作间断性的垂直进给,直至达到工件加工尺寸。 平面磨床的辅助运动,如砂轮架在滑座的水平导轨上作快速横向移动,滑座在立柱的垂直导轨上作快速垂直移动,以及工作台往复运动速度的调整等。
8.2 M7130平面磨床电气控制系统一般故障排除
《机床电气线路安装与维修》电子教案(项目八任务2)【项目名称】 普通磨床控制电路安装、调试、故障排除 【任务一】 M7130平面磨床电气控制系统一般故障排除 【教学目标与要求】 一、知识目标 1.了解M7130磨床,熟悉M7120磨床的主要结构、主要运动形式及电气控制要求; 2.理解M7130磨床控制电路工作原理。 二、能力目标 1. 掌握机床电气设备故障检修要求和方法; 2.能初步诊断M7130磨床电气控制系统的简单故障,并进行故障排除。
三、素质目标 1. 培养学生观察能力、团队合作能力、专业技术交流的表达能力; 2.培养学生具有解决实际问题的工作能力。 四、教学要求 掌握机床电气设备故障检修要求和方法,学会M7130普通车床控制电路安装、调试及一般故障排除。 【教学重点】 机床电气设备故障检修要求和方法,M7130磨床电气控制系统故障原因及排除。 【难点分析】 M7120磨床控制电路工作原理分析。 【分析学生】 1.具备识读电路图的能力和基本操作技能;
2.能熟练使用电工常用仪器仪表和工具; 3.学生对低压电器比较熟悉; 4. 学生已经掌握机床电气基本控制电路安装、调试与一般故障维修; 5. 学生已经掌握机床电气设备故障检修要求和方法。 【教学设计思路】 教学方法:演示法、讲练法、归纳法;做中教、做中学、做中评。【教学资源】 常用低压电器、常用电工仪器仪表、常用电工工具;维修电工实训装置。 【教学安排】 利用5学时完成本项目 教学步骤:教师讲解M7120磨床控制电路工作原理;学生分组完成故障排除,教师指导调试、排故并评定学生成绩。
【教学过程】 一、复习旧课 已学的低压电器;常用电工仪器仪表及电工工具的使用方法;电路安装、调试、故障排除的方法;元器件安装、线路布线及检查的方法、机床电气设备故障检修要求和方法。 二、导入新课 M7130磨床是工业生产中常用的机床之一,在该项目中,通过对M7130磨床控制线路的安装、调试,掌握对机床进行故障分析、判断和排除的方法。 三、新课教学 1.电路故障排除 在学习过程中,教师设置故障由易到难、循序渐进,逐渐加大故障难度,根据故障现象进行诊断,逐步学会检修。 学生分组进行实操,完成故障检测、故障排除等工作。教师指导并解决学生在实操中出现的问题。
20XX电气控制毕业设计指导书
20XX电气控制毕业设计指导书 09电气控制毕业设计指导书 课程设计的目的、要求、任务及方法 要完成好电气控制系统的设计任务,除掌握必要的电气设计基础知识外,还必须经过反复实践,深入生产现场,将不断积累的经验应用到设计中来。毕业设计正是为这一目的而安排的实践性教学环节,它是一项初步的工程训练。通过毕业设计,了解一般电气控制系统的设计要求、设计内容和设计方法。电气设计包含原理设计和工艺设计两个方面,不能忽视任何一面,对于应用型人才更应重视工艺设计。毕业设计属于练习性质,不强调设计结果直接用于生产。 一、设计目的 毕业设计的主要目的是通过某一生产设备的电气控制装置的设计实践,了解一般电气控制系统设计过程、设计要求、应完成的工作内容和具体设计方法。通过设计也有助于复习、巩固以往所学的知识,达到灵活应用的目的。电气设计必须满足生产设备和生产工艺的要求,因此,设计之前必须了解设备的用途、结构、操作要求和工艺过程,在此过程中培养从事设计工作的整体观念。 毕业设计应强调能力培养为主,在独立完成设计任务的同时,还要注意其他几方面能力的培养与提高,如独立工作
能力与创造力;综合运用专业及基础知识的能力,解决实际工程技术问题的能力;查阅图书资料、产品手册和各种工具书的能力;工程绘图的能力;书写技术报告和编制技术资料的能力。 二、设计要求 在毕业设计中,学生是主体,应充分发挥他们的主动性和创造性。教师的主导作用是引导其掌握完成设计内容的方法。 为保证顺利完成设计任务还应做到以下几点: 1) 在接受设计任务后,应根据设计要求和应完成的设计内容进度计划,确定各阶段应完成的工作量,妥善安排时间。 2) 在方案确定过程中应主动提出问题,以取得指导数师的帮助,同时要广泛讨论,依据充分。在具体设计过程中要多思考,尤其是主要参数,要经过计算论证。 3) 所有电气图样的绘制必须符合国家有关规定的标准,包括线条、图型符号、项目代号、回路标号、技术要求、标题栏、元器件明细表以及图样的折叠和装订。 4) 说明书要求文字通顺、简练,字迹端正、整洁。 5) 应在规定的时间内完成所有的设计任务。 6) 如果条件允许,应对自己的设计线路进行试验论证,考虑进一步改进的可能性。
电气专业的一些毕业设计题目
电气专业的一些毕业设计题目 电子类: 1、红外遥控照明灯(电路+程序+论文) 2、基于单片机的多功能智能小车设计论文(电路+程序+论文) 3、基于数字信号处理器(DSP)的异步电机直接转矩控制研究(硕士)(论文+上位机下位机软件+程序) 4、简单温度控制系统(仅论文) 5、漏电保护器(电路+程序+论文) 6、模糊神经网络控制(硕士)(仅PDF论文) 7、气体泄漏超声检测系统的设计(电路+程序+论文) 8、数字气压计(电路+程序+论文) 9、数字逻辑电子仿真器设计(程序+论文) 10、数字万用表(电路+程序+论文) 11、环境量温度适度采集(电路+程序+论文) 12、真有效值的测量仪(程序+论文) 13、正弦信号发生器(以SPCE061A单片机为核心)(电路+程序+论文) 14、直接数字频率合成器(电路+程序+论文) 15、智能交通信号控制系统(仅PDF论文) 16、自动化专业的运动控制论文(仅论文) 17、作息时间控制器(电路+程序+论文) 18、基于ARM的控制平台(仅PDF论文) 19、DS1820 单总线数字温度计(JPG格式电路+程序+论文) 20、DSP数据采集处理(硕士) 21、Mpeg4-AAC音频解码器的实时软件实现 22、MPEG-4 编码算法的研究及基于DM642 的优化实现(仅PDF论文) 23、USB接口设计(仅PDF论文) 24、基于USB总线的高速数据采集系统设计(JPG格式电路+程序+论文) 25、电动车翘翘板行走控制 26、车载数字音频接口设计 27、大功率电力电子装置在线诊断(NH) 28、带作息时间表的打铃系统(JPG格式电路+程序+论文) 29、单路电话计费器(程序+论文) 30、基于单片机的数字电压表 31、单片机作息时间控制器设计 32、多路点滴速度控制与显示装置设计 33、分布式电力故障录波系统设计 34、红外控制六足爬虫机器人设计 35、基于Intel 8051单片机的电话计费器的设计及其工作原理 36、基于485串行通信总线的电子抢答器系统 37、基于DSP的全数字电气传动控制板的研制(NH) 38、基于DSP的小型移动机器人控制系统(KDH) 39、基于DSP技术的运动控制卡的研制和开发(KDH)
平面磨床M7130的PLC控制
毕业设计
目录 第1章绪论 (1) 1.1本课题的研究意义及必要性 (1) 1.2相关领域国内外应用的现状及发展趋势 (2) 第2章M7130平面磨床的原理结构 (3) 2.1M7130平面磨床的主要结构 (3) 2.2M7130平面磨床的原理 (4) 第3章平面磨床的主要运动形式与控制要求 (6) 3.1主运动 (6) 3.2进给运动 (6) 3.3辅助运动 (7) 第4章M7130平面磨床电气分析 (8) 4.1电气控制设计 (8) 4.2主电路分析 (8) 4.3控制电路分析 (8) 4.3.1电动机的控制 (9) 4.3.2电磁吸盘的控制 (9) 4.3.3照明及指示灯的控制 (10) 第5章PLC介绍 (11) 5.1PLC简介 (11) 5.2PLC基本结构 (11) 第6章M7130平面磨床电气控制线路的PLC改造 (12) 6.1输入输出的设计 (12) 6.2PLC的外部接线 (12) 6.3PLC改造M7130平面磨床软件设计 (13) 参考文献 (14)
第1章绪论 1.1本课题的研究意义及必要性 磨床是用砂轮周边或端面进行机械加工的精密机床。它不但能加工一般金属材料,而且能加工一般金属刀具难以加工的硬材(如淬火钢,硬质合金等)。利用磨削可获得较高加工精度和光洁度,而且加工余量较其他加工方法小的多。所以磨床广泛用于零件加工。由于精密铸造和精密锻造工艺的进步,使得零件不经其他切削加工而直接磨削成成品。随着高速磨削和强力磨削工艺的发展,进一步提高了磨削的效率。因此磨床的使用范围日益扩大,在金属切削机床中所占比重不断上升,在工业发达国家占金属切削机床的13%-27%。磨床种类很多,按其工艺分为外圆磨床、内圆磨床、平面磨床、工具磨床以及一些专用磨床,如螺纹磨床、齿轮磨床、球面磨床、花键磨床、导轨磨床与无心磨床等。其中以平面磨床最为普通。 图1.1M7130磨床
电气系毕业设计题目大全
集成电路型方向阻抗继电器设计锅炉过热汽温模糊控制系统的设计基于小波分析和神经网络理论的电力系统短路故障研究 谐振接地电网调谐方式的性能分析与实验测试 电力系统继电保护故障信息采集及处理系统 消弧线圈接地补偿系统优化研究 面向对象的10kV配电网拓扑算法研究 蚁群算法在配电网故障定位中的应用 中性点接地系统三相负载综合补偿 电力有源滤波器控制设计 110kV电力线路故障测距 防窃电装置的分析与设计 基于单片机的数字电能表设计 跨导运算放大器在继电保护中的应用 基于微机的三段式距离保护实验系统开发 小干扰电压稳定性实用分析方法研究 基于灰色系统理论的电力系统短期负荷预测 冲击负载引起电压波动与闪变分析 基于等波纹切比雪夫逼近准则最优化方法设计FIR滤波 电力系统智能稳定器PSS的设计 基于模糊集理论的电力系统短期负荷预测 基于labview虚拟仪器的电力系统测量技术研究 基于重复控制的冷轧机轧辊偏心补偿系统 基于模糊聚类的变压器励磁涌流与短路电流的识别 基于蚁群算法的配电网报装路径优化 基于虚拟仪器的变压器保护系统设计 配网无功功率优化 复合控制型电力系统稳定器研究 电力系统鲁棒励磁控制器设计 基于标准系统方块图的OTA-C滤波器的实现 6-10KV电网线损理论计算潮流算法研究 基于DSP的逆变电源并联系统的功率检测技术研究 滤除衰减非周期分量的微机保护算法研究 分布式电力系统发电机动态模型仿真研究
基于MSP430单片机的温度测控装置的设计 电力系统谐波分量计算-最小二乘法 用户供电事故自动回馈系统 电力系统谐波抑制的仿真研究 电能质量的模糊定量评价方法 燕山大学西校区110KV供电方案设计 数据采集系统USB接口的实现 具有比率制动和二次谐波制动特性的差动继电器软件设计水轮发电机模糊调速系统研究 电流传输器在继电保护中的应用 双回电力线路故障测距 电力负荷管理系统主站控制系统的研究和设计 燕山大学供电电网改造的初步设计 基于PLC的机械手控制系统设计 500KV变电站设计 基于MATLAB的数字滤波器设计与仿真 电力系统继电保护原理课件设计 塑料注射成型机PLC控制系统设计 铁磁谐振消谐器软件设计 电力系统稳定器设计 基于模糊理论的变电站电压无功综合控制研究 基于小波理论的电力故障行波分析 基于DSP的逆变电源并联系统锁相环设计 220kV变电站设计 医疗设备检测数量的计算机联网监控系统 汽轮发电机故障诊断技术研究 电压无功控制系统模糊控制器的设计 电力系统电压-无功在线控制数据源仿真系统 电力系统故障录波数据分析与研究 火电厂除灰阀门PLC控制系统设计 电压无功控制系统智能控制器的设计 简单电力网络潮流计算系统的设计及开发 混沌电路及其在保密通信中的应用
成型磨床电气控制系统设计
电气控制课程设计 谢泳华30号
目录 一、磨床电气控制系统设计任务书 (2) 1.设备概况介绍 (2) 2.控制系统设计要求 (3) 二、磨床PLC电气控制系统总体设计过程 (4) 1.总体方案说明 (4) 2、电气原理图 (4) 3主电路设计……………………………………………(6)4制电路分析……………………………………………(7) 5、主要参数计算 (15) 6、制定电气元件目录表 (15) 7、成型磨床控制顺序转移图…………………………
(21) 8、成型磨床电路故障现象 (22) 三.成型磨床电气控制工艺设计 (25) 四.课程设计小结 (34) 五.设计参考资料 (36) 成型磨床PLC控制系统设计 一、磨床电气控制系统设计任务书 1.设备概况介绍 本机床用于各种特殊要求型面的磨削加工,机床有四台电动机拖动,及磨头电动机拖动砂轮高速旋转,采用JW11—4(0.6kw),单向连续工作。油泵电动机拖动油泵向液压系统供油,采用JO2—14—4(0.8kw) 单向连续工作。磨头升降电动机带动砂轮架上下移动,采用
JW11—4正反转工作。吸尘电动机供磨削加工中吸尘用,采用JW11—4驱动。 加工时,工件置于电磁吸盘(36V/1.2A)上,加工完毕退磁取下工件。 、 成型磨床 2.控制系统设计要求 1) 为调整砂轮位置,磨头升降采用点动控制。为了停位准确,应有制动控制(采用能耗制动)。上下极限位置应有位置保护。在磨削加工中应保证砂轮架不能升降移动。 2)磨头砂轮运转与电磁吸盘之间,应有电气连锁环节,其要求是:只有在电磁吸盘通电并处于充磁吸着工件时,才能启动砂轮电动机。磨削中,一旦发生失磁,砂轮
6、M7120平面磨床电气控制线路的安装与调试.
M7120平面磨床电气控制线路的安装与调试 学习目标: 1.能识读原理图,明确磨床专用低压电器的图形符号、文字符号、控制器件的动作过程及控制原理。 2.能识读安装图、接线图,明确安装要求,确定元器件、控制柜、电动机等安装位置,确保正确连接线路。 3.能识别和选用元器件,核查其型号与规格是否符合图纸要求,并进行检查。 4.能按图纸、工艺要求、安全规范和设备要求,安装元器件,按图接线,实现控制线路的正确连接。 5.能用仪表进行测试检查,验证电路安装的正确性,能按照安全操作规程正确通电试车。 建议课时: 40课时 工作情境描述: 我院机电工程系有2台M7120平面磨床因线路严重老化,需要对其电气线路进行改造。后勤处对电气自动化1067班下达了工作任务,要求在一周内完成磨床电气控制线路的安装及调试工作。 工作流程与内容:
教学活动二:识读电路图 教学活动三:识读接线图与勘查施工现场 教学活动四:制定工作计划,列举工具和材料清单教学活动五:现场施工 教学活动六:施工项目验收 教学活动七:工作总结与评价
学习目标: 能根据“M7120型平面磨床电气控制线路的安装与调试”工作任务单,明确工时、工作内容、工艺要求,并在教师指导下进行人员分组。 学习地点:教室、车间 学习课时:2课时 学习过程: 请阅读施工任务单,用自己的语言描述具体的工作内容。
工作任务单 2010年5月10日No.0009
引导问题1:机床维修原因是什么? 引导问题2:维修人员应该根据哪些栏目来确认维修地点? 引导问题3:维修人员从报修事项中可以了解哪些信息? 引导问题4:维修项目主要起什么作用?一般由谁来填写? 引导问题5:维修人员应怎样明确维修开始时间与完成时间? 引导问题6:维修人员应该准备哪些材料? 引导问题7:维修人员在维修结束后还应做哪些工作?应在哪些栏目填写维修记录?
(完整版)建筑电气专业毕业设计论文
毕业论文任务书
摘要 主要对其进行供配电系统、照明系统、防雷接地,综合布线系统等弱电设计,总建筑面积7558.94平方米,为学校标志性建筑。按照建筑设计要求,所有教室均按多媒体教室设计。 该工程首先对供配电系统进行设计,在供电系统中涉及到建筑供配电的负荷分级和智能建筑对供电的要求以及如何减少电能损耗。在低压配电系统设计中主要考虑配电系统的原则,配电系统配电方式以及配电设计的质量。最后利用需用系数法对系统的负荷进行计算。 照明系统的设计是在照度要素和要求的基础上,满足照度均匀度,亮度均匀度,眩光的限制与利用,颜色对比,阴影的处理,照度的稳定性等的要求,利用单位容量法对光源和灯具
进行选择和布置。然后根据各回路的计算电流来选择使用的开关,插座,导线,断路器等器件。 弱电部分的设计主要是消防和综合布线系统的设计,综合布线是采取标准化的统一材料、统一设计、统一布线、统一安装施工做到结构清晰,使用方便,便于集中管理和维护。 关键词:供配电系统 , 照明系统, 弱电系统 , 建筑物防雷系统,弱电系统 外文翻译 Electrical design of integrated building Its main power supply and distribution systems, lighting systems, and other strong electrical socket system design , such as weak cabling systems designed to meet all the requirements of a modern intelligent building . The project first power supply and distribution system design, supply and distribution of construction related to the classification and intelligent building load power requirements of the power supply system and the design of low-voltage distribution system mainly consider the distribution system , distribution methods and the quality of the distribution system distribution design. Finally, the required system load factor method of calculation . The design of the lighting system is based on the requirements of the illumination elements and meet the illumination uniformity , brightness uniformity, requires the use of restrictions and glare , color contrast , processing, stability of the shadow of illumination , the method of using the
m1432型万能外圆控制磨床电气控制系统设计
三江学院 机电传动与控制课程设计 题目M1432型万能外圆控制磨床电气控制系统设计 机械与电气工程学院 机械设计制造及其自动化(数控技术)专业学生姓名学号 指导教师 成绩 起讫日期2017.1.3-2016.1.6
目录 第一章绪论 第二章M1432型万能外圆磨床接触器—继电器控制电路概述第三章电动机控制电路分析 2.1 油泵电动机M1的控制 2.2 头架电动机M2的控制 2.3 外圆砂轮电动机M3和M4控制 2.4 冷却泵电动机M5的控制 2.5 停止 2.6 照明指示灯 2.7 切断电源开关 第四章M1432型万能外圆磨床原理图 第五章元件明细表 第六章M1432万能外圆磨床PLC控制
课程设计小结参考文献
一、绪论 1. M1432型万能外圆磨床用于磨削圆柱形和圆锥形零件的外圆和内孔。 2. 机床的外磨砂轮、内磨砂轮、工件、油泵及冷却,均以单独的电机驱动。 3. 机床的工作台纵向运动,可由液压驱动,也可用手轮摇动。 4. 砂轮架横向快速进退由液压驱动,其进给运动由手轮机构实现。 5. M1432型万能外圆磨床可以用来加工外圆柱面及外圆锥面,利用磨床上配备的内圆磨具还可以磨削内圆柱面和内圆锥面,也能磨削阶梯轴的轴肩和端平面。此电路采用五台电动机拖动工作。M1432型万能外圆磨床由床身、工件头架、工作台、内圆磨具、砂轮架、结尾、控制箱等部件组成。 6.使学生了解熟练掌握M1432型万能外圆磨床安装接线、分析原理、及检修电路故障,机床的主要结构及运动形式,分析机床对电气线路的主要要求,机床接触器一继电器控制电路概述,机床的PLC控制方案,M1432 万能外圆磨床的PLC程序编制,PLC电气控制系统电器元件的选择 7.型号意义: M:磨床1:外圆4:万能32:磨削直径320mm 8. M1432型万能外圆磨床可用于工件的外圆锥面,内圆柱面,内圆柱面,内圆锥面和阶台端面及磨削平面等。 二、M1432型万能外圆磨床接触器—继电器控制电路概述 M1432型万能外圆磨床接触器—继电器控制电路原理图如图1-1所示。如图1-1可以看出,M1432型万能外圆磨床由五台电动机拖动,即油泵电动机M1,
平面磨床的电气控制
电机与电力拖动课程设计报告 设计题目:平面磨床的电气控制 专业电气工程及其自动化 班级 134班 学号 201302040409 学生姓名李傲 指导教师王瑞 设计时间2014-2015学年下学期 教师评分 2015年 7 月 4 日
目录 设计题目:平面磨床的电气控制 (1) 1.概述 (2) 1.1目的 (2) 1.2课程设计的组成部分 (2) 2.平面磨床的电气控制设计的内容 (2) (一)、设计要求 (2) (二)电力拖动及控制要求 (3) (三)M7130型平面磨床电气控制电路 (4) (四)设计图 (5) (五)接线图 (5) 3.总结 (6) 3.1课程设计进行过程及步骤 (6) 3.2所遇到的问题,你是怎样解决这些问题的 (6) 3.3体会收获及建议 (6) 3.4参考资料(书、论文、网络资料), (7) 4.教师评语 (7) 5.成绩 (7)
1.概述 1.1目的 掌握机电控制技术的一般设计方法。掌握电路设计的一般办法,掌握电路原理图的绘制,掌握设备选型的一般办法。 1.2课程设计的组成部分 机电控制技术共计四个项目,学生通过分组选做其中1个项目。 2.平面磨床的电气控制设计的内容 (一)、设计要求: M7130型平面磨床主要由床身、工作台、电磁吸盘、砂轮架、滑座、立柱等部分组成。 在床身上装有液压传动装置,以便工作台在床身导轨上通过压力油推动活塞作往复直线运动,实现水平方向进给运动。工作台面上有T形槽,用以安装电磁吸盘或直接安装大型工件。 床身上固定有立柱,滑座安装在立柱的垂直导轨上,实现垂直方向进给。在滑座的水平导轨上安装砂轮架,砂轮架由装入式电动机直接拖动,通过滑座内部的液压传动机构实现横向进给。 平面磨床砂轮的旋转运动为主运动,工作台完成一次往复运动时,砂轮架作一次间断性的横向进给,直至完成整个平面的磨削,然后砂轮架连同滑座沿垂直导轨作间断性的垂直进给,直至达到工件加工尺寸。 平面磨床的辅助运动,如砂轮架在滑座的水平导轨上作快速横向移动,滑座在立柱的垂直导轨上作快速垂直移动,以及工作台往复运动速度的调整等。
真空镀膜机电气控制系统大学生大学生大学 大学毕业设计
毕业设计 题目真空镀膜机电气控制系统 摘要 本文所研究的真空镀膜机是一种蒸发式卷绕系统的镀膜机,主要应用于PET、OPP、BOPP等塑料薄膜上蒸镀金属膜,也可应用于生产镀铝、镀锌铝或镀银锌铝电容膜。其总体结构主要由真空系统、卷绕系统、蒸镀系统及电控系统组成,通过PLC来实现对真空系统的各种泵、阀门等开关量的控制,通过三菱触摸屏实现后台管理、各种工艺参数的设定及控制功能,自动化程度较高,有利于生产效率的提高。 该电气控制系统主控单元是采用三菱PLC的FX系列的通过三菱触摸屏设置对纸张力、电机速度、蒸发舟的状态和蒸发量等工艺要求参数的控制,同时具有故障报警、保护路线的功能,由RS232/485串行接口、A/D转换模块和控制器等实现各种参数的传输、信息处理、检测控制功能。 文中首先对镀膜机的真空系统和整个蒸镀工艺过程进行了分析;并建立了卷绕系统中放卷、收卷的张力控制模型,找出影响张力的相关因素,并采用了模糊自适应整定PID控制算法作为卷绕系统张力控制策略,结果显示比传统的PID 控制效果好,适应性强;同时完成了控制系统软、硬件结构的论证分析和设计,设计过程中采用三菱PLC仿真软件对电气控制系统进行了模拟仿真,并实现上位机与PLC的通讯功能,仿真结果显示,该真空镀膜机自动化程度高,模拟蒸镀效果好,保证了镀膜质量。 关键词:真空镀膜机;可编程控制器;张力控制;人机界面;AutoCAD2007
ABSTRACT In this paper, Vacuum coating machine, which is developed by this paper is an evaporation-type winding coating machine, mainly used in PET, OPP, BOPP and other plastic film evaporated metallic film, also can be used in the production of aluminum, galvanized aluminum or silver plated zinc aluminum capacitor film. The composition of its overall structure is mainly composed of a vacuum system, winding system, evaporation system and electric control system; On the one hand, through the PLC to control pump of the vacuum system ,valve switch and so on, on the other hand, through Mitsubishi touch screen to conduct back-stage management and control and set all kinds of Process parameters, this will improve the degree of automation and Is conducive to the improvement of production efficiency. The electric control system of main control unit is controlled by Mitsubishi FX series, through Mitsubishi touch screen to set and control evaporation process on paper tension, motor speed, evaporation boat required parameters, besides fault alarm, protection route function. By RS232/485 serial interface and A/D conversion module controller to achieve various parameters transmission, information processing, detection and control function. Firstly, the vacuum system for coating machine and the evaporation process are analyzed in this paper; and the winding system of roll and the roll tension control model is established, then finding out the relevant factors that affect tension, and adopt the fuzzy adaptive tuning PID control algorithm as the winding tension control system, the results showed that compared with the traditional PID control effect, the fuzzy adaptive tuning PID control algorithm is better and have strong adaptability; at the same time completing the proof analysis and design of the control system of soft, hardware structure, the design process of electrical control system is simulated by using PLC simulation software and Mitsubishi, realize the communication between
电气工程及其自动化专业毕业设计论文
毕业设计说明书110kV变电站一次部分电气设计 毕业设计(论文)任务书
指导教师制定年月日 毕业设计(论文)指导小组组长制 定年月日 办学单位负责人制 定年月日 毕业设计(论文)评语 1、指导教师评语: 本论文根据某地区的用电需求及电力系统的可靠性、经济性要求,按照给出的原始资料和供应电能的相关情况,设计出能够满足负荷增长需要的运行灵活、检修维护安全方便、接线简单清晰、操作方便、投资少、运行费用低和有扩建可能性的变电站主接线方案,并通过短路电流计算,选择和校验其他电气设备。 该论文选题符合电力系统工程实际需要,结构合理,数据资料充分,写作进度安排合理,文字表达较流畅,已达到毕业设计(论文)水平。 指导教师签名 年月日 2、评阅教师评语:
随着对电力系统电能质量、发供电可靠性、技术经济指标等的相关要求的日益提高,变电站的规划设计成为电网发展的关键一环,并将进一步影响到整个社会的稳定和国民经济的发展。 本论文通过对原始资料的分析,结合电力系统的运行实际情况,比较各种主接线设计方案,以确定最为可靠经济的的电气主接线方案和主变容量。随后通过短路电流计算,来选择和校验主要电气设备。 论文结构合理,思路清晰,计算数据翔实,结论合理,已达到毕业设计(论文)要求的水平。 评阅教师签名 年月日 3、答辩小组评语: 答辩小组组长签名 年月日 中文摘要 变电站作为电力系统中的重要组成部分,直接影响整个电力系统的安全与经济运行。本论文中待设计的变电站是一座降压变电站,在系统中起着汇聚和分配电能的作用,担负着向该地区工厂、农村供电的重要任务。该变电站的建成,不仅增强了当地电网的网络结构,而且为当地的工农业生产提供了足够的电能,从而达到使本地区电网安全、可靠、经济地运行的目的。
磨床电气控制系统设计.doc
一、M7130平面磨床电气控制系统设计 1.设备概况介绍 M7130平面磨床的主要结构 机械加工中,当对零件表面的光洁度要求较高时,就需要用磨床进行加工,磨床是用砂轮的周边或端面对工件的表面进行机械加工的一种精密机床。 本机床用于各种特殊要求型面的磨削加工,机床有三台电动机拖动,及磨头电动机拖动砂轮高速旋转,采用JW11—4(0.6kw),单向连续工作。油泵电动机拖动油泵向液压系统供油,采用JO2—14—4(0.8kw) 单向连续工作。 加工时,工件置于电磁吸盘(36V/1.2A)上,加工完毕退磁取下工件。 M7130型平面磨床主要由床身、工作台、电磁吸盘、砂轮架、滑座、立柱等部分组成。 在床身上装有液压传动装置,以便工作台在床身导轨上通过压力油推动活塞作往复直线运动,实现水平方向进给运动。工作台面上有T形槽,用以安装电磁
吸盘或直接安装大型工件。 床身上固定有立柱,滑座安装在立柱的垂直导轨上,实现垂直方向进给。在滑座的水平导轨上安装砂轮架,砂轮架由装入式电动机直接拖动,通过滑座内部的液压传动机构实现横向进给。 平面磨床砂轮的旋转运动为主运动,工作台完成一次往复运动时,砂轮架作一次间断性的横向进给,直至完成整个平面的磨削,然后砂轮架连同滑座沿垂直导轨作间断性的垂直进给,直至达到工件加工尺寸。 平面磨床的辅助运动,如砂轮架在滑座的水平导轨上作快速横向移动,滑座在立柱的垂直导轨上作快速垂直移动,以及工作台往复运动速度的调整等。 2.控制系统设计要求 1)平面磨床是一种精密加工机床,为了保证其加工精度要求,机床运行时要求平稳。工作台往复运动在换向时要求惯性要小,无冲击力,因此,工作台的往复运动采用液压传动。由电动机拖动液压泵,供应压力油,通过液压传动装置实现工作台的纵向进给运动,并通过工作台上的撞块操纵床身上的液压换向阀(开关),改变压力油的流向,实现工作台的换向和自动往复运动。 2)为了简化磨床的机械传动机构,采用多电动机单独拖动。M7130型平面磨床采用三台电动机拖动,砂轮的旋转运动由装入式电动机直接拖动。液压泵由液压泵电动机拖动,经液压传动装置完成工作台的往复(纵向进给)运动,砂轮架的横向进给运动,砂轮架的快速横向移动以及工作台导轨的润滑等。拖动冷却泵的电动机为磨削加工提供冷却液。 3)为了提高磨削质量,要求砂轮有较高转速,通常采用两极(理想空载转速为3000r/min50Hz)的笼型异步电动机拖动。为了提高调整运转的砂轮主轴的风度,采用装入式电动机拖动,电动机与砂轮主轴同轴,从而提高了磨床的加工精度。 4)平面磨削加工中,由于磨削温度高,为减少工件的热变形,必须使工件得到充分的冷却,同时冷却液能冲走磨屑和砂粒,以保证磨削精度。 5)平面磨床常用电磁吸盘,利用电磁吸力很方便地安装和加工小工件,且工件在加工过程中由于发热变形,电磁吸盘允许工件有自由伸缩余地,从而保证加工精度。 6) 为调整砂轮位置,磨头升降采用点动控制。为了停位准确,应有制动控制(采用能耗制动)。上下极限位置应有位置保护。在磨削加工中应保证砂轮架不能升降移动。 7)砂轮、液压泵、冷却泵三台电动机都只要求单方向旋转。