刀具切削参数表

公告栏
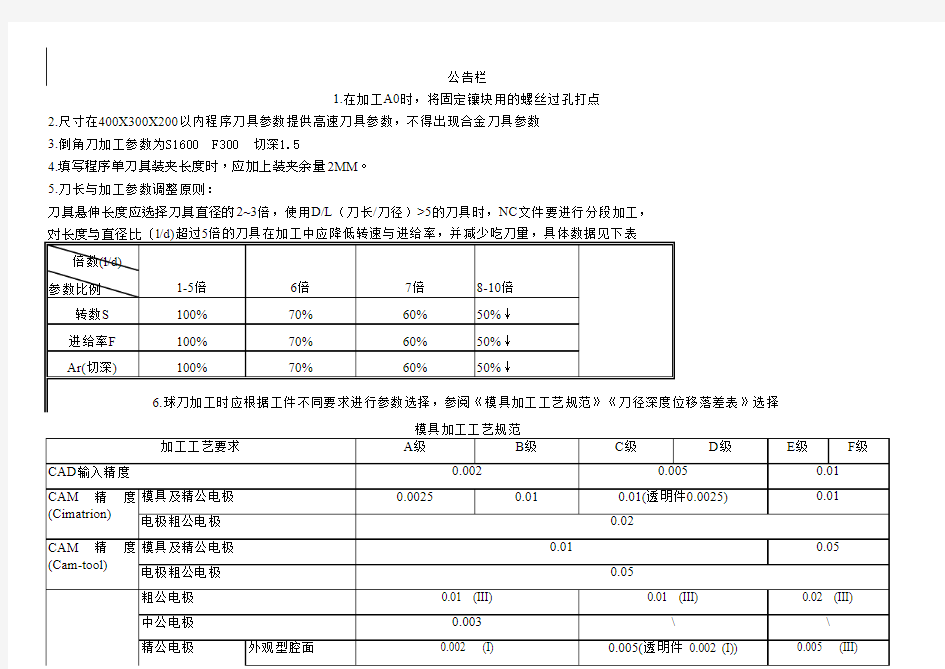
1.在加工A0时,将固定镶块用的螺丝过孔打点
2.尺寸在400X300X200以内程序刀具参数提供高速刀具参数,不得出现合金刀具参数
3.倒角刀加工参数为S1600 F300 切深1.5
4.填写程序单刀具装夹长度时,应加上装夹余量2MM。
5.刀长与加工参数调整原则:
刀具悬伸长度应选择刀具直径的2~3倍,使用D/L(刀长/刀径)>5的刀具时,NC文件要进行分段加工,
精公电极
9.非标刀具加工参数参照相近小规格刀具加工参数。
相关主题
公告栏
1.在加工A0时,将固定镶块用的螺丝过孔打点
2.尺寸在400X300X200以内程序刀具参数提供高速刀具参数,不得出现合金刀具参数
3.倒角刀加工参数为S1600 F300 切深1.5
4.填写程序单刀具装夹长度时,应加上装夹余量2MM。
5.刀长与加工参数调整原则:
刀具悬伸长度应选择刀具直径的2~3倍,使用D/L(刀长/刀径)>5的刀具时,NC文件要进行分段加工,
精公电极
9.非标刀具加工参数参照相近小规格刀具加工参数。