压铸过程工艺流程图
主要联系人:
顾客:编制人/日期:供应商批准日期:
项目小组主要成员:工序号制作移动贮
存/
等待检验返
工外协厂家报废/封存转变工艺过程特性符号重要工序特性(输入)特性符号重要产品特性(输出)
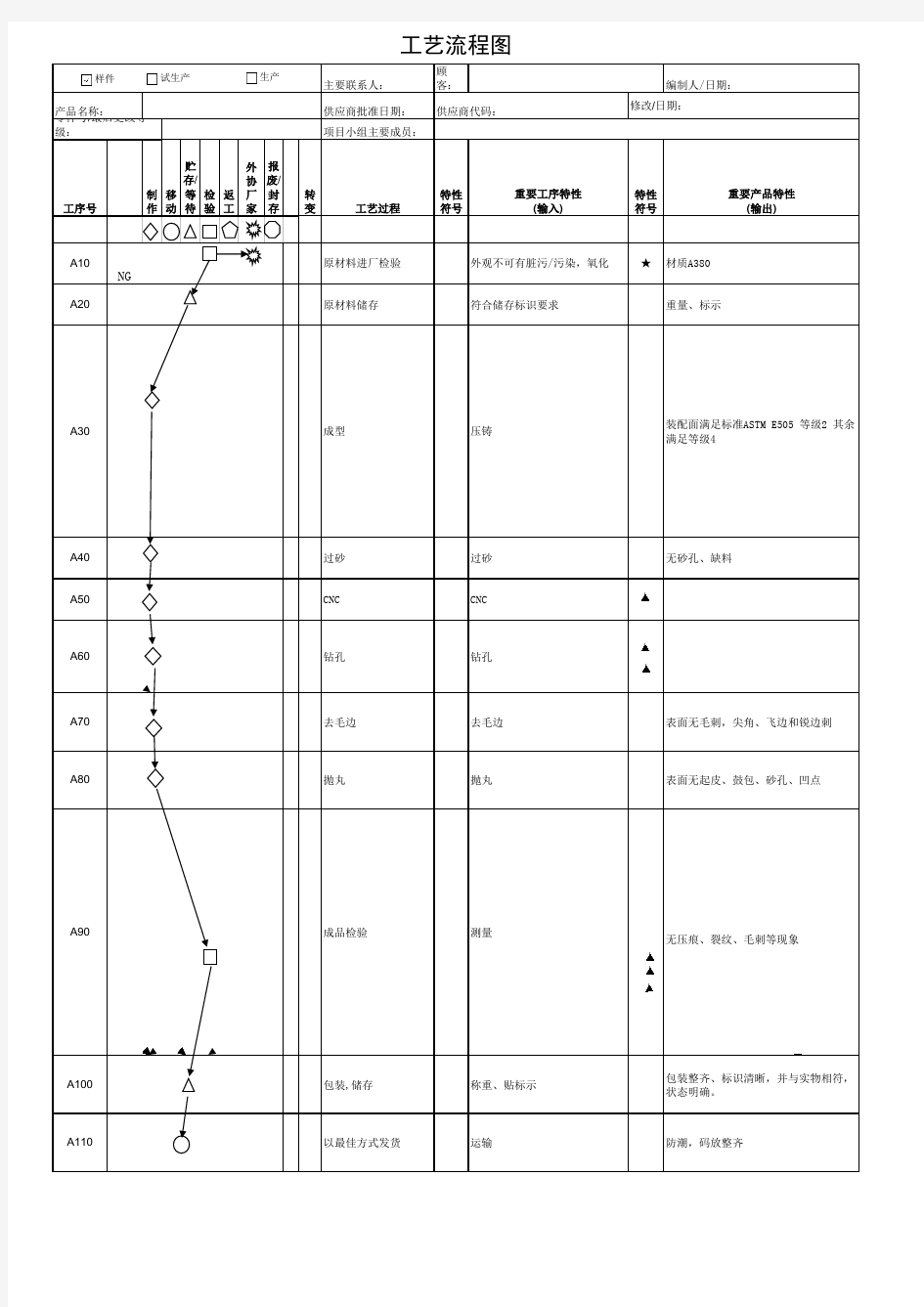
A10 NG
原材料进厂检验外观不可有脏污/污染,氧化★材质A380
A20原材料储存符合储存标识要求重量、标示A30成型压铸装配面满足标准ASTM E505 等级2 其余
满足等级4
A40过砂过砂无砂孔、缺料A50CNC CNC
A60钻孔钻孔
A70去毛边去毛边表面无毛刺,尖角、飞边和锐边刺A80抛丸抛丸表面无起皮、鼓包、砂孔、凹点A90成品检验测量无压痕、裂纹、毛刺等现象A100包装,储存称重、贴标示包装整齐、标识清晰,并与实物相符,
状态明确。
A110以最佳方式发货运输防潮,码放整齐零件号/最后更改等级:
工艺流程图
产品名称:供应商代码:修改/日期:样件试生产生产
相关主题