TraceParts 标准件库使用说明手册

请把PDF转给贵公司的设计部门或您做机械设计,电气设计的同事或朋友,您的举手之劳将帮他们节省大量的时间和精力
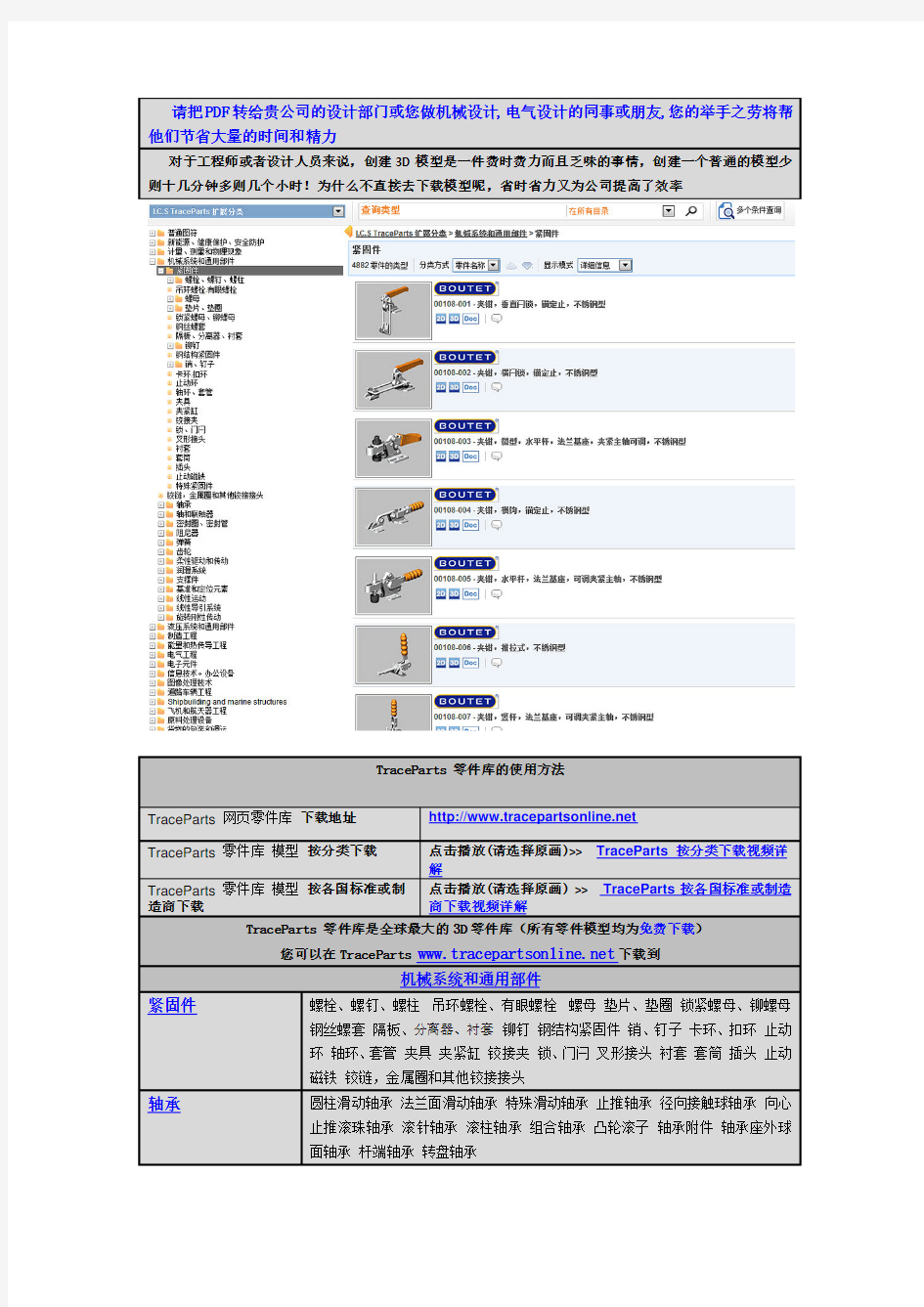
对于工程师或者设计人员来说,创建3D模型是一件费时费力而且乏味的事情,创建一个普通的模型少则十几分钟多则几个小时!为什么不直接去下载模型呢,省时省力又为公司提高了效率
TraceParts 零件库的使用方法
TraceParts 网页零件库下载地址https://www.360docs.net/doc/7c12141995.html,
TraceParts 零件库模型按分类下载点击播放(请选择原画)>> TraceParts 按分类下载视频详
解
TraceParts 零件库模型按各国标准或制造商下载点击播放(请选择原画) >> TraceParts 按各国标准或制造商下载视频详解
TraceParts 零件库是全球最大的3D零件库(所有零件模型均为免费下载)
您可以在TraceParts https://www.360docs.net/doc/7c12141995.html,下载到
机械系统和通用部件
紧固件螺栓、螺钉、螺柱吊环螺栓、有眼螺栓螺母垫片、垫圈锁紧螺母、铆螺母
钢丝螺套隔板、分离器、衬套铆钉钢结构紧固件销、钉子卡环、扣环止动
环轴环、套管夹具夹紧缸铰接夹锁、门闩叉形接头衬套套筒插头止动
磁铁铰链,金属圈和其他铰接接头
轴承圆柱滑动轴承法兰面滑动轴承特殊滑动轴承止推轴承径向接触球轴承向心
止推滚珠轴承滚针轴承滚柱轴承组合轴承凸轮滚子轴承附件轴承座外球
面轴承杆端轴承转盘轴承
轴和联轴器轴刚性联轴器挠性联轴器弹性联轴器不规则联轴器万向节联轴器键、键槽和
花键可膨胀套管收缩盘摩擦力矩限制器球力矩限制器滚子力矩限制器飞
轮逆止器电磁离合器与制动器电气刹车
密封圈、密封管O形圈 ü密封堆栈密封波瓣密封复合密封件旋转机械密封旋转轴唇形密封
圈径向膨胀密封件引导带编织密封环静态密封圈雨刮密封防护盖密封
套、波纹管密封
阻尼器和弹簧缓冲垫减震器液压缓冲器压缩弹簧拉伸弹簧扭转弹簧气压弹簧
齿轮右边正齿轮螺旋正齿轮右边斜齿轮螺旋斜齿轮齿条齿轮和螺杆
带链传动及其部件皮带轮皮带链轮链条附件润滑系统润滑部件,链轮,链条
支撑件止动件梁脚支撑件支撑承头板,圆板角固定
基准和定位元素圆柱销基准柱塞榫弹簧柱塞
线性运动线性运动系统线性致动器螺丝千斤顶滚珠丝杠自动台面直线电机
线性导引系统球轴承套传动轴直线导引系统直线球轴承直线滚子轴承滚轮直线引导系统
平面引导
旋转刚性传动衬套斜交伞齿轮轴斜交伞齿轮间隙减速器同轴减速器平行轴减速齿轮斜齿
轮减速器蜗杆传动减速器斜齿轮减速器行星齿轮减速器斜齿轮电机
液压系统和通用部件
管道部件和管道即时接头,镀镍黄铜即时接头,不锈钢压合接头,黄铜压合接头,不锈钢旋
转接头塑料管螺帽,盖子弯头三通变径塑料接头
法兰、管接头及接头焊接平法兰镂空平法兰焊接管衬盖板焊接颈法兰焊接颈管衬焊接或有螺
纹的高颈法兰普通螺纹椭圆型法兰管衬方形法兰矩形法兰
阀门球阀和旋塞阀蝶阀外壳变形阀门针阀压力调节阀止回阀电磁阀控制阀
手动阀气动阀电动阀门特殊阀门耦合阀
流体动力系统气压缸气动阀气压缸附件控制元件过滤器、密封件和流体污垢处理即时接
头, HR polymer 即时接头,镀镍黄铜即时接头,不锈钢压合接头,黄铜压合
接头.不锈钢气动功能接头工业用球阀液压缸液压缸附件液压接头液压块
气动泵手动泵不规则液压油泵液压保险丝
真空技术吸盘吸盘配件真空发生器真空开关蓄电池附件原理图符号
制造工程
工业自动化系统一般工业自动化系统工业机器人﹑机械手机械电子学工业过程测量和控制
支持线性运动角运动夹持钳装配附件型材装配附件手动夹紧
切割和挤压平面引导球引导摩擦件冲矩阵定位滑块标准模具弹簧可拆卸滑块气压
缸
机床系统手动夹紧心轴手轮手柄操作手柄指示器铰链锁闩工业盘式制动器波
纹管式密封件、机器保护装置枪钻无屑加工设备
成型设备模具底座中心定位元件引导元件弹出元件注入元件弹簧调节元件摩擦元
素热流道块快速成型
手持工具手持式工具
电气工程
一般电气工程接线端子断路器电流接触器连接器继电器保护元件电机起动器自动化系
统电流源电流互感器功能连接块测量和测试仪器电线和电缆电气设备部
件配电箱外壳元件和开关盒
电器配件插头、插座、耦合器开关保险丝及其它过电流保护装置保护元件控制和警告
其它电器配件开关设备和控制设备
电气旋转机械、电机直流电机永久磁铁,不带制动微型电机步进电机无刷异步电机一般电机
无刷伺服电机直流电机齿轮马达风力发电机变速电机电动机控制
变压器、反应器整流器、转换器、稳压电源
机械和电子探测限位开关光电探测器感应探测器磁探测器电容探测器超声波检查流体传
感器接近传感器位移传感器扭矩传感器温度传感器湿度传感器
稳压器测斜仪
电动执行器螺线管原理图符号
电子元件
一般电子元件热敏电阻继电器电容电子显示设备印刷电路板光电 . 激光设备等
电子工业元件连接器设备断路器输入系统二极管开关附件等
计量、测量和物理现象
普通计量和测量线性尺寸和角度测量力、重力和压力的测量热力学和温度测
量测量系统电、磁、电气和磁性测量电和磁的测量
新能源、健康保护、安全防护
风力发电机组太阳电池板空气质量水质机械安全人机工程学事故和灾害
控制消防犯罪预防与控制
能量和热传导工程
管道和配管燃烧器、锅炉太阳能工程制冷技术
信息技术、办公设备
一般信息技术(IT技术)自动化控制器分布式I / O模块开放式人机界面平
台工业型I / O 工业通讯工业计算机 IT 终端和其他外设
软件
CAD软件 CAM软件企业资源管理软件(ERP)图像处理技术
道路车辆工程
造船
飞机和航天器工程
原料处理设备
起重设备起重设备附件连续装卸设备传送带组件
货物的包装和调运
桶、鼓、罐箱、盒、板条箱通用集装箱包装机械农业食品技术采矿和矿物
石油及相关工艺技术
管道件和一般管道法兰盖子弯头三通变径盲法兰密封垫圈石油产品和天
然气处理设备
冶金
铝合金板材不锈钢面板型材板件管件铁型材橡胶和塑料产业
建筑材料和建筑物
基础设施规划和城市规划天花板、地板、楼梯门窗通风和空调系统卫生设施把
手铰链锁闩土木工程
家用和商用设备、文娱、体育
TraceParts 网页零件库支持的建模格式全球最大的零件库( 所有零件模型全部免费下载) Solidworks 全球最大的SolidWorks零件库: TraceParts Pro/E 全球最大的Pro/E 零件库: TraceParts UG 全球最大的UG 零件库: TraceParts CATIA 全球最大的CATIA 零件库: TraceParts AUTOCAD(DWG 13) 全球最大的AUTOCAD(DWG 13)零件库: TraceParts Inventor 全球最大的Inventor零件库: TraceParts Mechanical Desktop 全球最大的Mechanical Desktop零件库: TraceParts DXF 13 全球最大的DXF 13零件库: TraceParts SolidEdge 全球最大的SolidEdge零件库: TraceParts SpaceClaim 全球最大的SpaceClaim零件库: TraceParts Parasolid 全球最大的Parasolid零件库: TraceParts Topsolid 全球最大的Topsolid零件库: TraceParts Google SketchUP 全球最大的Google SketchUP零件库: TraceParts HiCAD 全球最大的HiCAD零件库: TraceParts STEP 全球最大的STEP零件库: TraceParts STL 全球最大的STL零件库: TraceParts
T-FLEX 全球最大的T-FLEX零件库: TraceParts TurboCAD 全球最大的TurboCAD零件库: TraceParts
3D XML 全球最大的3D XML零件库: TraceParts
TraceParts 零件库上的各国标准件(代号)TraceParts 零件库上的各国标准件(名称)GB中国国家标准件
ISO国际标准化组织标准件
DIN德国标准件
BS英国标准件
JIS日本标准件
NF(AFNOR) 法国标准件
UNI意大利标准件
ANSI/ASME/ASTM(Inch)
美国标准件(含英制和公制)
ANSI/ASME/ASTM(Metric)
TraceParts零件库的部分知名制造商零件库
TraceParts 零件库拥有数百家各国制造商零件库(均为免费下载)仅列举部分
3M明尼苏达矿务及制造业公司(美国)ADVANTECH研华(自动化)
Atlas Copco阿特拉斯·科普柯(瑞典)
OMRON欧姆龙
LEGRAND罗格朗(法国)
FAG/SKF/NSK 轴承
PHOENIX CONTACT菲尼克斯电气
Schneider Electric/Electrical Distribution施耐德电气
Siemens Automation and Control西门子(德国)
Bosch Rexroth博世力士乐
在TraceParts 发布贵公司零件模型的好处
-- 全球有数百家知名制造商(如西门子,施耐德,空中客车,米其林等)使用TraceParts 的服务–
节省成本:传统的做展会,电视广告,网络广告成本高收效少,无法准确定位用户群,TraceParts 能帮你准确找到您的潜在用户
将您的零件模型融入到客户的早期设计中去,调查显示:被下载的3D模型其实体零件有70%的可能出现在客户的采购单中。
节省时间: 不必再花费大量时间去建模型,工程师可以更专注于设计。
获得竞争优势: 优秀的制造商不仅仅是好的硬件提供商,也应该是优秀的服务提供商,例如:您可以提供CAD 模型给客户或者您的供应商,以方便他们的设计生产。
赢得国内外新客户: Traceparts 拥有一百万各国在线用户,在Traceparts 网站上增加贵公司的爆光度,他们都是您的潜在客户。
赢得创新形像: 使用Traceparts 您可以通过互联网给客户提供专业新潮的服务和标准化的产品
增加客户满意度:给客户提供3D 模型,产品配置系统或产品选型软件,无缝集成到PLM/ERP系统中去
统一标准化设计: 您是否苦于您的工厂各自为战,零件模型无法通用,Traceparts 帮您解决这一难题联系我们
标准件速查手册
标准件速查手册 标准件速查手册 (第一版) 2006年5月11日
标准分享网 https://www.360docs.net/doc/7c12141995.html, 免费下载 标准件速查手册 紧固件的常用规格目录 一 螺纹紧固件综合 1.GB/T2-2001 紧固件 外螺纹零件未端------------------------------------1 2.GB/T152.2-1988 紧固件 沉头用沉孔----------------------------------------2 3.GB/T152.3-1988 紧固件 圆柱头用沉孔-------------------------------------- 4.GB/T152.4-1988 紧固件 六角头螺栓和六角螺母用沉孔------------------------ 5.GB/T5277-1985 紧固件 螺栓和螺钉通孔------------------------------------ 二 螺栓 6.GB/T8-1988 方头螺栓C级--------------------------------------------- 7.GB/T37-1988 T形槽用螺栓---------------------------------------------- 8.GB/T799-1988 地脚螺栓-------------------------------------------------- 9.GB/T5780-2000 六角头螺栓 C级------------------------------------------- 10.GB/T5781-2000 六角头螺栓 全螺纹 C级----------------------------------- 11.GB/T5782-2000 六角头螺栓----------------------------------------------- 12.GB/T5783-2000 六角头螺栓 全螺纹---------------------------------------- 三 螺柱 13.GB/T897-1988 双头螺柱 bm=1d------------------------------------------ 14.GB/T898-1988 双头螺柱 bm=1.25d---------------------------------------- 15.GB/T899-1988 双头螺柱 bm=15d------------------------------------------ 16.GB/T900-1988 双头螺柱 bm=2d------------------------------------------- 17.GB/T901-1988 等长双头螺柱正B级--------------------------------------- 18.GB/T9953-1988 等长双头螺柱C级----------------------------------------- 四 螺母 19.GB/T41-2000 六角螺母C级--------------------------------------------- 20.GB/T56-1988 六角厚螺母----------------------------------------------- 21.GB/T810-1988 小圆螺母------------------------------------------------- 22.GB/T812-1988 圆螺母--------------------------------------------------- 23.GB/T6170-2000 Ⅰ型六角螺母--------------------------------------------- 24.GB/T6172.1-2000 六角薄螺母----------------------------------------------- 25.JB/T7382-1994 吊环螺母------------------------------------------------- 五 螺钉
proe3-4-5标准件库安装方法和使用教程
Pro/Engineer标准零件库林清安版安装介绍 网上很难找,找到也下载不了,我费了十几个小时不眨眼在网上转总算也小有收获,网上的方法都是安装版的PROE安装方法,而我目前正在用的是绿色版本的PROE4.0和PROE5.0,自已用起来得心应手,不想再去找安装版,体积又大又笨重,而且重系统崩溃后还得重装重破解,还是用绿色版好。在我之前没有发现绿色版下的安装教程,那就我来写好了!!!!!! 如果想要软件,大家可以到网上下载,我这里有PORE4.0M100和PROE5.0M010两个全都是绿色破解版的。标准件库是林清安PROE标准件库StdPart2.1_chs,这款软件是为PORE3设计的,免费下载免费注册,但木马放羊我本人也无法提供下载地址,非常抱歉! 所以我们现在用的4.0和5.0有很多需要改动的地方。具体问题和下载地址联系我QQ:21547057 木马放羊 本次以proe5.0为例进行安装 第一部分,在绿色版PROE下的安装: (注:如果是正常安装版可以跳过第一部分内容) 首先打开注册表:开始/运行/regedit 如果是绿色版本你会发现和安装版的不太一样,那就是在注册表中没有如下部分的注册内容,需手动添加到注册表内: 在HKEY_LOCAL_MACHINE\SOFTWAEW\PTC项下面建立以下各子项:pro/ENGINEER\windfire 3.0,并键入值(如上图),注意地址位置,是根据PROE安装位置而定的,依实际情稍做改动,(实际上右侧键值中只要Intalldir一行即可,把位置改正确) 经过木马放羊本人测试,此种安装方法可以在PROE3.0、proe4.0和proe5.0上正常使用,6.0没有测试过,哪位网友有兴趣可以试试。 然后按第二部分内容进行
紧固件国家标准手册
紧固件国家标准手册 丝规格M2 M2.5 M3 M4 M5 标准扭力 1.6~2 3~4 6~7.5 14.5~18 28~35 (kgf?cm) ○自攻牙螺丝 螺丝规格 1.7 2 2.3 2.6 3 3.5 标准扭力 1.5 3 3 3 4 4 Min. Max. Min. Max. ! [ X" m. r9 X2 }; k: V 1 M1.0 0.15 0.20 0.08 0.10 2 M1.1 0.22 0.29 0.11 0.14 / Y; W) D2 P4 s+ ^9 E 3 M1.2 0.32 0.42 0.16 0.21 4 M1.4 0.48 0.62 0.24 0.31 5 M1. 6 0.70 0.91 0.35 0.46 6 E0 R8 S5 Q 7 o1 M/ l 6 M1.8 1.10 1.43 0.55 0.72 7 M2.0 1.50 1.95 0.75 0.98 8 M2.2 2.00 2.60 1.00 1.30 9 M2.5 3.20 4.16 1.60 2.08 10 M3.0 5.00 6.50 2.50 3.25 11 M3.5 6.50 8.45 3.25 4.23 9 `- d3 R ?) s, L+ z5 t( T 12 M4.0 14.00 18.20 7.00 9.10 13 M4.5 20.50 26.65 10.25 13.33 14 M5.0 29.00 37.70 14.50 18.85 15 M6.0 49.00 63.70 24.00 31.20 第一部分基础知识 第一章度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 1 cm
工装常用标准件手册
带肩六角螺母 JB/T 8004.1-1999 标记示例:d =M 16的带肩六角螺母: 螺母 M 16 JB/T 8004.1 d =M 16×1.5的带肩六角螺母: 螺母 M 16×1.5 JB/T 8004.1-1999 单位为毫米 1 材 料:45钢,按GB/T 699的规定。 2 热 处 理:35~40 HRC 。 3 技术条件:按JB/T 8044的规定。 其余 12.5
标记示例:d=M12的连接螺母 螺母M12 JB/T 8004.3-1999 2 热处理:35~40HRC。 3 其他技术条件:按JB/T 8044的规定。 调节—1999 标记示例:d=M16的调节螺母 螺母M16 JB/T 8004.4-1999 2 热处理:35~40HRC。 3 其他技术条件:按JB/T 8044的规定。
标记示例:d =M5的A 型带孔滚花螺母 螺母 AM5 JB/T 8004.5-1999 单位为毫米 1 材 料:45钢,按GB699的规定。 2 热 处 理:A 型35~40HRC 。 3 其他技术条件:按JB/T 8044的规定。 A 型 B 型
内六角螺母JB/T 8004.7—1999 螺母AM12 JB/T 8004.7-1999 单位为毫米 2 热处理:35~40HRC。 3 其他技术条件:按JB/T 8044的规定。
手 柄 螺 母 JB/T 8004.8-1999 标记示例:d =M 10、H =45 mm 的A 型手柄螺母: 手柄螺母 AM 16×45 JB/T 8004.8-1999 回转手柄螺母 JB/T 8004.9-1999 标记示例:d =M 手柄螺母 M 10 JB/T 8004.9-1999 A型B型
工装夹具设计手册
工装夹具设计手册 工装夹具设计的基本知识 1. 夹具设计的基本要求 (1).工装夹具应具备足够的强度和刚度 (2).夹紧的可靠性 3焊接操作的灵活性 4便于焊件的装卸 (5)良好的工艺性 2工装夹具设计的基本方法与步骤 (1)设计前的准备 夹具设计的原始资料包括以下内容: 1夹具设计任务单 2工件图样几技术条件 3工件的装配工艺规程 4夹具设计的技术条件 5夹具的标准化和规格的标准化资料,包括国家标准,工厂标准和规格化结构图册等。 (2)设计的步骤 1.确定夹具结构方案 2.绘制夹具工作总图阶段 3.绘制装配焊接夹具零件图阶段 4.编写装配焊接夹具设计说明书
5.必要时,还需要编写装配焊接夹具使用说明书,包括机具的性能,使用注意事项等内容。 (3)工装夹具制造的精度要求 1.第一类是直接与工件接触,并严格确定工件的位置和形状的,主要包括接头的定位件,V形块,定位销等定位元件。 2.第二类是各种导向件,此类元件虽不与定位工件直接接触,但它确定第一类元件的位置。 3.第三类属于夹具内部结构零件相互配合的夹具元件,如夹紧装置各组成零件之间的配合尺寸公差。 4.第四类是不影响工件位置,也不与其它元件相配合,如夹具的主体骨架等。 (4)夹具结构工艺性 1)对夹具良好工艺性的基本要求 1.整体夹具结构的组成,应尽量采用各种标准件和通用件,制造专用件的比例应尽量少,减少制造劳动量和降低费用。 2.各种专用零件和部件结构形状应容易制造和测量,装配和调试方便。 3.便于夹具的维护和修理。 2)合理选择装配基准 1.装配基准应该是夹具上一个独立的基准表面或线,其它元件的位置只对此表面或线进行调整和修理。 2.装配基准一经加工完毕,其位置和尺寸就不应再变动。因此那些在装配过程中自身的位置和尺寸尚须调整或修配的表面或线不能作为装配基准。 3.结构的可调性
紧固件标准件介绍
紧固件标准件介绍 标准件-介绍 紧固件,市场上也称为标准件。是作紧固连接用的一类机械零件,应用极为广泛.紧固件的特点::品种规格繁多,性能用途各异,而且标准化、系列化、通用化的程度极高。因此,也有人把已有国家(行业)标准的一类紧固件称为标准紧固件,简称为标准件。 由于每个具体紧固件产品的规格、尺寸、公差、重量、性能、表面情况、标记方法,以及验收检查、标志和包装等项目的具体要求,是分别规定在几个国家(行业)标准中,例如有英制、德制和美制。 紧固件是应用最广泛的机械基础件。随着我国2001年加入WTO并步入国际贸易大国的行列。我国紧固件产品大量出口到世界各国、世界各国的紧固件产品也不断涌入中国市场。紧固件作为我国进出口量较大的产品之一,实现与国际接轨,对推动中国紧固件企业走向世界,促进紧固件企业全面参与国际合作与竞争,都具用重要的显示意义和战略意义。 紧固件是将两个或两个以上的零件(或构件)紧固连接成为一见整体时所采用的一类机械零件的总称。市场上也称为标准件。
标准件-分类 1. 螺栓:由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。这种连接形式称螺栓连接。如把螺母从螺栓上旋下,有可以使这两个零件分开,故螺栓连接是属于可拆卸连接。 2. 螺柱:没有头部的,仅有两端均外带螺纹的一类紧固件。连接时,它的一端必须旋入带有内螺纹孔的零件中,另一端穿过带有通孔的零件中,然后旋上螺母,即使这两个零件紧固连接成一见整体。这种连接形式称为螺柱连接,也是属于可拆卸连接。主要用于被连接零件之一厚度较大、要求结构紧凑,或因拆卸频繁,不宜采用螺栓连接的场合。 3.螺钉:也是由头部和螺杆两部分构成的一类紧固件,按用途可以分为三类:机器螺钉、紧定螺钉和特殊用途螺钉。机器螺钉主要用于一个紧定螺纹孔的零件,与一个带有通孔的零件之间的紧固连接,不需要螺母配合(这种连接形式称为螺钉连接,也属于可拆卸连接;也可以与螺母配合,用于两个带有通孔的零件之间的紧固连接。)紧定螺钉主要用于固定两个零件之间的相对位置。特殊用途螺钉例如有吊环螺钉等供吊装零件用。 4. 螺母:带有内螺纹孔,形状一般呈显为扁六角柱形,也有呈扁方柱形或扁圆柱形,配合螺栓、螺柱或机器螺钉,用于紧固连接两个零件,使之成
汽车标准件运用资料精
螺纹标准件应用一汽技术中心郭抚顺
目次1.前言 2.汽车螺纹标准件编号规则 3.紧固件机械性能等级 4.汽车行业常用的螺纹 5.粗细牙螺纹的选用 6.标准螺纹紧固件装配扭矩 7.螺纹紧固件防松 8.螺纹件涂胶 9.螺纹紧固件表面处理 10.专用螺纹紧固件的设计 11.螺栓连接结构设计注意的问题12.螺纹盲孔螺栓最小旋入长度 13.英制螺纹的控制 14.螺纹公差 15.国外紧固件的转化要求 16.螺纹紧固件应用 16.1螺栓的应用 16.2螺母的应用 16.3螺柱的应用 16.4机械螺钉 16.5自攻螺钉
16.6垫圈的应用 17.新旧标准并存的标准件及替代关系
前言 标准件的定义: 由各级标准规范的、按标准件标准管理的零件或小的总成。 标准件标准的类别: 标准件有国际标准、国家标准、行业标准和企业标准。 汽车标准件的产生: 1. 汽车标准件是对汽车结构中重复的、大量应用的各种紧固件、连接件、 管路附件、密封件、润滑件等的规范化而产生的。 2. 汽车标准件是对汽车结构中未来将重复的、大量应用的各种紧固件、连 接件、管路附件、密封件、润滑件等制定的标准。 汽车零件标准化的目的是使零件的型式、尺寸规格和技术要求经济、合理、通用,以降低零件制造、运输、贮存、装配、管理等成本,方便设计,已满足汽车产品的技术要求。 正确使用标准件的意义: 螺纹紧固件结构简单,品种繁多,它的使用数量占汽车零件30~40%左右,它是汽车的主要连接件。汽车装配线生产汽车的过程,几乎都是在装配螺纹紧固件。 螺纹紧固件如果在设计、制造、选用、连接结构设计、装配时出现问题可能造成车毁人亡的恶性事故。 合理、巧妙地应用标准件,可以简化汽车结构设计,提高装配效率,降低汽车成本,保障车辆行驶的安全性。
proe5.0库安装方法(修改版)
proe5.0 挂载标准件库MONLibs. 1.解压MONLibs文件夹,并全部拷贝在D:\下,若不是则对后边步骤中的路径做相应的改动。 2.打开proe5.0安装目录D:\Program Files\proeWildfire 5.0\text中的Config.pro, 添加下面5行: pro_material_dir D:\MONLibs\Materials pro_library_dir D:\MONLibs\ pro_catalog_dir D:\MONLibs\ protkdat D:\MONLibs\protk.dat save_objects changed 3.编辑D:\Program Files\MONLibs内的protk.dat 文件(用记事本打开),修改如下两行: EXEC_FILE D:\Program Files\MONLibs\MON4.dll (proe5.0也是这样写) TEXT_DIR D:\Program Files\MONLibs\text 4.添加系统变量,电脑的控制面板下——系统——高级——环境变量——在系统变量下添加以下语句: MONLIBS_DIR D:\MONLibs pro_library_dir D:\MONLibs 5.将将目录内文件mfc80.dll 和msvcr80.dll文件复制到C:\WINDOWS\system32目录下。 6.解压后点击安装proe5.0的安装目录中的i486_nt\pvx里的pvx.exe,安装到D:\Program Files (注:pvx.exe这个文件如果找不到可以复制4.0里面的,或者别人电脑里的;再如果找不到i486_nt,运行安装目录下bin\i486_nt_ptc_setvars.exe生成;也可以到这里下载pvx.exe文件https://www.360docs.net/doc/7c12141995.html,/s/1hqigbtU) 7.复制完成后,请依此分别运行下面两个程序 (1)双击D:\MONLibs\pbc.exe生成菜单,然后将生成的MONLibs.ctg.1文件复制到D:\proeWildfire 5.0\bin 文件夹内; (2)双击D:\Program Files\proeWildfire 5.0\bin\pro_build_library_ctg.bat更新菜单. 8.做完以上步骤后,打开proe5.0,新建装配图,就会发现在右上角多出了一个瀑布式的菜单管理器,恭喜你,安装成功了,如果出现“MENU文件不存在或文件名不正确”是说你的标准件库里面相应文件,也就是GBLib文件夹内没有标准文件给PVX打开,到了这里已经和PVX没有关系了,说明你已经正确安装好了,有标准件在文件夹内就不会再出现这个提示了 9. 出现“MENU文件不存在或文件名不正确”时,应该把每个标准件解压后把解压文件放置D:\MONLibs\GBLib中。。。(注意:解压文件一般解压出来在解压的文件夹里面还有一个同名的文件,应该吧这个同名的文件放置在安装目录中。)
汽车标准件手册范文
汽车标准件手册范文 标准件的分类 标准件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、销、滚动轴承等等。广义包括标准化的紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等机械零件。狭义仅包括标准化紧固件。国内俗称的标准件是标准紧固件的简称,是狭义概念,但不能排除广义概念的存在。此外还有行业标准件,如汽车标准件、模具标准件等,也属于广义标准件。 标准件 广义标准件 是有明确标准的机械零(部)件和元件,(使用标准主要有中国国家标准(GB )、美国机械工程师协会标准(ANSI /ASME )等,其 他日本(JIS)、德国(DIN)等标准也在世界上被广泛使用。
标准化程度高,行业通用性强的机械零部件和元件,也被称为通用件。 广义标准件包括紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等,都有相应的国家标准,跨行业通用性强。 行业标准件 这概念属于行业内约定俗成的说法,并没有明确规定。行业标准件常见的有模具标准件、汽车标准件等。当一种产品在行业广泛通用,就是通用件;通用件标准通常由行业内领袖企业制订,并被行业内广泛接受,这样企业标准就成为事实上的行业标准,也就可以称作行业标准件了。 模具标准件 具体有注塑模架、推杆推管、热流道模具等。 汽车标准件 种类繁多,如火花塞、门锁,减震件、汽车紧固件等,具体见《汽车标准件手册》。
一个行业越成熟,标准化通用化程度越高,标准件就越多,行业成本就越低。但要避免过度标准化,导致行业产品种类单调,竞争低端化。 (11A) 标 准件 (11B) 标准件说明 本《标准件手册》为《标准手册》的一个重要组成部分。目前,标准件清单尚不完善,我们会不懈努力,使之处于不断完善之中,包括优选清单。希望工程师们在以后的中尽可能选用清单中已有的标准件,特别是已注明为优选的标准件。对采用新的标准件或不是优选的标准件标准化中心将会进行严格审查,并给出建议。
工艺、工装设计与验证规定
××有限公司企业标准 Q/HL.801.036-2017 工艺、工装设计与验证规定 1.范围 本标准规定了产品工艺及工装的设计、验证的要求和方法等到内容。 本标准适用于需做产品技术准备的全部产品。 2.职责 技质科负责对产品工艺、工装的设计、验证与管理工作,并对车间进行技术和业务指导。 3.工艺文件的分类 3.1工艺文件 3.1.1指导性文件 3.1.1.1各种工艺方案 a)试制阶段的工艺方案; b)批量生产的工艺方案; 3.1.1.2各种工艺卡片(表) a)过程卡; b)操作指导卡或工艺卡; c)工序质量分析表; 3.1.1.3产品工艺流程图 3.1.1.4通用性工艺文件 3.1.2管理性工艺文件 3.1.2.1各种明细表 a)工序质量控制点明细表 b)特殊工序明细表 3.1.2.2产品工艺文件总目录 3.2材料定额文件 a)材料消耗工艺定额明细表 b)外购、外协件明细表 c)标准件汇总表 3.3工艺装备图样与文件 a)工艺装备图样 b)工艺装备明细表 c)外购工艺装备明细表 3.4检验规范 4.编制工艺文件的原则 4.1工艺文件的编制应符合工艺文件成套性的要求。 4.2编制工艺文件,以保证质量为前提,当产品质量与经济效益冲突时,适当权衡,效益服从质量。 4.3应充分发挥企业的工艺特长,扩大经济效益。
4.4工艺方法力求先进、符合质量的要求,对不成熟或难掌握的先进工艺技术应慎用。 5.产品工艺方案 5.1试制阶段的工艺方案 5.1.1全新设计系列产品的试制,主要验证工艺、工装的设计。通过试制,为编制批量生产工艺方案打下基础。 5.1.2试制阶段工艺方案的主要内容包括 a)产品结构、性能特点及工艺的分析; b)外购、外协件明细表; c)工艺文件目录 d)工装明细表 e)标准件汇总表 5.2批量生产阶段的工艺方案 主要内容包括 a)对试制阶段的工艺总结 b)工艺文件和工装的进一步修改、完善 c)有关新材料、技术、工艺、设备的采用意见。 5.3工艺方案编制的程序 5.3.1编制时间 5.3.1.1全新设计系列产品试制工艺方案,从新产品技术设计方案评审通过后开始编制,到产品工艺性审查时完成。 5.3.1.2批量生产工艺方案,在新产品试制过程中编制,到新产品投产技术鉴定时完成。5.3.2工艺方案由技质科科长组织专业人员制订,确定工艺草案,并由技质科组织评审,技质科根据评审结果组织对工艺方案进行修改,按规定程序审批签字后归档。 6.工艺卡片 6.1工序卡 对产品中主要零部件的加工或关键工艺,需编制工序卡,对其它的加工编制指导卡。 6.2操作指导卡 6.2.1零部件制造的工艺过程复杂,影响因素较多,工序卡不足以说明的关键工序,应编制操作指导卡。 6.2.2操作指导卡的内容,包括工序操作、工序控制、设备、工艺装备及检测方面的要求等。操作指导卡以图形和符号为主,符号应符合有关规定,文字叙述应简明扼要。 6.3工序质量分析表 工序质量分析表由工艺人员按质量管理的有关规定编制,报技术副总批准。 7.工艺流程图 按具体工艺编制(略) 8.管理性工艺文件 8.1各种明细表 明细表是工艺文件的汇总与登记,是必备文件。 8.2产品工艺文件总目录 产品工艺文件总目录根据《产品工艺文件的完整性表》编制。 9.工艺守则 工艺守则的内容包括: a)范围; b)与工艺过程有关的工艺材料的牌号、名称、规格及配方等;
UG标准件库的使用方法
1.将stdlib整个文件夹COPY到X:\Program Files\EDS\Unigraphics NX 2.0目录下(X为UG的安装盘符); 2.用记事本打开X:\Program Files\EDS\Unigraphics NX 2.0\UGII\menus目录下的custom_dirs.dat文件,在最后增加一行输入stdlib 文件夹的绝对路径(X:\Program Files\EDS\Unigraphics NX 2.0\stdlib),保存; 3.重新启动UG. 4.进入UG之后,在自定义里把标准件工具条拿出来就可以用了。 一、基于UG的标准件库的建立原则 1.每个标准件都应有一个中心基准(如基准点或基准轴或基准面,主要使用三面基准),建立标准件时,坐标系(相对坐标和绝对坐标)应在该标准件的对称中心位置。 2.应尽量减少特征数,特征间尺寸用关系表达式表示。将特征数分为主参数和次要参数,用主参数去控制和约束次要参数。 3.每个标准件应在菜单“装配(Assemblies)”中设置“参考集(Reference Rets)”,调出时仅显示特征实体(Solid)。 4.对于一个由几个标准零件装配在一起而组成的标准部件,要注意建立标准部件内各个标准零件之间的参数值传递,即建立各个标准零件之间的尺寸链接关系,并用一个主要的标准零件去控制和约束其它的次要标准零件。 二、标准件的创建方法 1.电子表格(SpreadSheet)法 (1)File→New,输入一个标准件Part文件名。 (2)Application→Modeling,选取适当参数和方法步骤建立标准件中的一个具体零件(Template Part),由于建立Template Part 的方法和步骤将直接决定参数的选取,故应从整体考虑。 (3)Toolbox→Expression,对参数表达式进行Rename和Edit。 (4)Toolbox→Part Families,在Available Columns栏内选定参数,点击Add Column放在Chose Column栏内,待选定所有参数后,点击Create进入Spreadsheet(电子表格)内。 (5)填写并编辑Spreadsheet。在Spreadsheet内要输入零件号(Part_Name)和相关参数值。填写完毕后,可选Part Family的Verify Part来生成某零件,以明确参数选定否正确。待上述工作准确无误后,可选Part Family的Save Family来存贮该电子表格。(6)标准件的调用。Assemblies→Edit structure,点击Add;在Part Name内指定所选标准件;在Point Subfunction内指定欲加入零件的位置[如(0,0,0)],样标准零件即在指定点处生成。 优点:提供了一个用UG 3D实体格式定义的标准件库系统,创建直观、容易,并能通过直观的图形界面调入装配体;可使标准件具有子装配功能,并可以封装到IMAN和UG/Manager中,是建立UG标准件库系统的通用方法。缺点:调用时须改名存入,如果不改名只能存入当前目录且不能修改,当型号选好后又需要换型号时则必须重新装配。 2.关系表达式(Expression)法 (1)File→New,输入一个标准件Part文件名。 (2)Application→Modeling,选取适当参数和方法步骤建立标准件中的一个具体零件(Template Part)。 (3)To olbox→Expression,对参数表达式进行用户化命名(Rename)和编辑(Edit)。 表达式的编辑方法:1)在“编辑多个表达式”对话框中,点击“输出”,在目录下给定一个文件名(如e.exp)并退出UG。2)对表达式文件e.exp进行编辑并存储。3)返回UG,打开该Part文件,进入“编辑多个表达式”对话框,点击“输入”,输入将该表达式文件。(4)File→Save,存储该零件(.prt)。 (5)零件调用。Assemblies→Edit structure,点击Add;在Part Name内指定所选标准件;在Point Subfunction内指定欲加零件的位置[如(0,0,0)],这样标准零件即在指定点处生成。然后,将该零件以另一名称存储,转成装配模型中的一个具体零件。最后,将该零件转成工作零件并修改其参数,使之符合设计要求。 优点:创建容易,修改比较方便。缺点:装配调入的只是一个模板,完成装配后需修改其变量;需查标准件手册来修改变量值。3.用户自定义特征(.udf)法 (1)File→New输入一个标准件Part文件名,Application→Modeling生成一个Part文件。 (2)Toolbox→Expression对参数表达式进行用户化命名(Rename)和编辑(Edit)。 (3)File→Export,生成、定义、存储一个udf文件。
标准件手册
(11A) 标 准 件
(11B)标准件说明 本《标准件手册》为《标准手册》的一个重要组成部分。目前,标准件清单尚不完善,我们会不懈努力,使之处于不断完善之中,包括优选清单。希望工程师们在以后的设计中尽可能选用清单中已有的标准件,特别是已注明为优选的标准件。对采用新的标准件或不是优选的标准件标准化中心将会进行严格审查,并给出建议。 本《标准件手册》为动态文件(包括目录),将会有专人进行维护,并定期更新发布,同时所有文件均有电子文档,准确的信息以电子文档为准,可随时向标准化中心(或各部门标准化专员)查询。 标准化中心 2002年2月
(11C)目录 (11) 标准件总清单 (4) (1101) 螺钉类清单 (4) (110101) 十字槽盘头螺钉清单 (4) (110102) 十字槽盘头自攻螺钉清单 (4) (110103) 十字槽沉头自攻螺钉清单 (6) (110104) 圆头类螺钉清单 (6) (110105) 六角类螺钉清单 (7) (110106) 非标类及其他螺钉清单 .......................................... 错误!未定义书签。 (1102) 螺栓类清单(压缩机安装螺钉除外)................................ 错误!未定义书签。 (1103) 螺母类清单 (7) (1104) 垫圈类清单 (8) (1105) 其它类标准件清单 (9) (1106) 常用标准件优选表 (9)
(11)标准件总清单(1101)螺钉类清单 (110101)十字槽盘头螺钉清单 (110102)十字槽盘头自攻螺钉清单
proe5.0标准件库安装教程
标准件库安装教程(64位) 步骤1: 1.解压MONLibs文件夹,并全部拷贝在E:\MONLibs下。
2.打开启动目录下的Config
3.编辑E:\MONLibs\内的文件(用记事本打开),修改如下两行:EXEC_FILE E:\MONLibs\ TEXT_DIR E:\MONLibs\text
4.添加系统变量,电脑的控制面板下——系统——高级——环境变量——在系统变量下添加以下语句: MONLIBS_DIR E:\MONLibs pro_library_dir E:\MONLibs
5.将将目录内文件和文件复制到C:\WINDOWS\system32目录下。 6.安装E:\MONLibs\Pvx\
7.请依此分别运行下面两个程序 (1)双击E:\MONLibs\生成菜单,然后将生成的文件复制到PROE程序安装目录下的\\bin 文件夹内; (2)双击程序安装目录下的更新菜单. 最后打开如果弹出出现无法产生应用程序“Mon”,发生读取错误“No such file or directory,或者无法启动“mon”。就需要你在中删除protkdat D:\gb\MONLibs\然后重新寻找再加载后保存一遍,重启。蓝色字的部分我未做 标准件库安装成功啦!
铣三通槽的专用夹具
铣三通槽的专用夹具 测量工具准备:外径千分尺游标卡尺钢尺量角器拆装工具准备:扳手电子尖嘴钳内外卡钳
各零件的拆装与测量 1,螺母与垫片 螺母与垫片的拆装与测量 (1)螺母与垫片的拆装:扳手 (2)螺母与垫片的测量:标准件螺母M10用游标卡尺测量内径为10-螺距,螺距 可以用螺纹样规或游标卡尺测量,标准螺距为 1.25mm,这样用卡尺测得的螺母内径为8.75mm。根据标准件速查手册第一版可得数据 根据测量可知,数据为 M10 GB/T901 (3)螺母与垫片的作用:六角螺母与螺栓,螺钉配合使用,起连接紧固机件的作用. 垫片的作用是,增大螺母的面积,同时也可以防止因为拧螺丝中的转动和压紧过程而损坏被紧固件 (4)螺母与垫片的位置:扇形板的外侧
2,扇形板 扇形板的拆装与测量 (1)扇形板的拆装:扳手 (2)扇形板的测量:将扇形板用铅笔画在纸上,然后延长两角边,延长交与一点,然后用量角器测量出角的大小,根据测量可知大小为70°。用游标卡尺测量扇底圆直径为54,扇顶圆直径为132,槽底圆直径114,扇形板的轴孔直径为14,用钢尺测量角边长为60.38 (3)扇形板的作用:工件 (4)扇形板的位置:支撑板上
3,支撑板 支撑板的拆装与测量 (1)支撑板的拆装:扳手 (2)支撑板的测量:有三个小孔的一面为支撑板的A面,无小孔的一面为支撑板的B面,首先A面的测量,用游标卡尺测量支撑板直径为78,轴孔直径为12.5,三个小孔的直径为6,孔深为9,三个孔之间相隔35°,B面圆凸台的直径用游标卡尺测量直径为46, 用钢尺测量支撑板的高度为15,圆凸台的高度为4. (3)支撑板的作用:定位工件,确保工件的位置正确。 (4)支撑板的位置:夹具体上,穿过螺纹轴
工装制作方案
1.1项目描述 1.1.1.参考现有的设备,设计制造一台工装,用于5座、6座、7座的左中右座椅的坐盆与靠背 的组装。 1.1. 2.此工装需适用5座左、中、右座椅;6座左、右座椅;7座左、中、右座椅,共八 种不同产品。配备一把新电枪(电枪由工厂自行提供)。进行电气安装。
1.2资源提供 1.2.1. YANFENG ADIENT提供产品3D数模。 1.2.2.提供各型号样件不少于套。 1.2.3.文档式或电子档的设备技术协议1份。 1.2.4.进厂设备正面有明显的设备标牌,标牌格式由YANFENG ADIENT提供。 1.3交付要求 1.3.1.预验收合格的设备及调试样件。 1.3. 2.供应商须在17年月日之前交货 1.3.3. YANFENG ADIENT要求的具体地址:__长沙金属件厂___,供应商将设备运至 YANFENG ADIENT并安装调试至设备运行正常,费用均包含在报价中。 2.0设备要求 2.1功能要求 2.1.1.装配功能:半自动装配坐盆与靠背,电枪拧紧螺栓。 2.1.2.追溯功能:对所有涉及的螺栓扭矩值进行追溯。 2.1. 3.安全功能:任何违背操作规程的情况下,设备停止工作 2.2安全要求 2.2.1.必须满足我国的国家电气标准,并参照相关行业标准来设计,确保设备安全. 2.2.2.设备供应商在设计设备时都必须明确和达到可接收的风险范围并告知用户 2.2. 3.如果不能正确操作设备,就可能产生危险情况需在适当位置加装警告标识(具体 参照安全标志附件) 2.2.4.在设备维修通道上需加装安全连锁以确保设备正常工作时任何非法进入都能使设 备迅速停止
GB中常用标准件标准
GB中常用标准 GB中常用标准 螺栓和螺柱 六角头螺栓 GB/T27-1988六角头铰制孔用螺栓A级 GB/T27-1988六角头铰制孔用螺栓B级 GB/T31.1-1988六角头螺杆带孔螺栓-A级和B级GB/T31.2-1988A型六角头螺杆带孔螺栓-细杆-B级GB/T31.2-1988B型六角头螺杆带孔螺栓-细杆-B级GB/T5780-2000六角头螺栓C级 GB/T5781-2000六角头螺栓-全螺纹-C级 GB/T5782-2000六角头螺栓 GB/T5783-2000六角头螺栓-全螺纹 GB/T5784-1986六角头螺栓-细杆-B级 GB/T5785-2000六角头螺栓-细牙 GB/T5786-2000型六角头螺栓-细牙-全螺纹 其它螺栓 GB/T8-1988方头螺栓C级 GB/T 10-1988沉头方颈螺栓 GB/T 11-1988沉头带榫螺栓 GB/T 37-1988T形槽用螺栓 GB/T 798-1988活节螺栓 GB/T 799-1988地脚螺栓 GB/T 800-1988沉头双榫螺栓 GB/T 794-1993加强半圆头方颈螺栓A型 GB/T 794-1993加强半圆头方颈螺栓B型 双头螺柱 GB/T897-1988双头螺柱B型 GB/T 898-1988双头螺柱B型 GB/T 899-1988双头螺柱B型 GB/T 900-1988双头螺柱B型 GB/T 901-1988等长双头螺柱-B级 GB/T 953-1988等长双头螺柱-C级 螺母 六角螺母 1型六角螺母C级(GB41-86) GB56-1988六角厚螺母 GB808-1988小六角特扁细牙螺母
proe标准件库之目前的几种安装方法概述
proe标准件库之目前的几种安装方法概述 关于proe标准件库的几种安装方法简述陈中富2009/12/29日 在proe中,有时我们会用到一些重要零件,如:国标零件,及一些自定义的常用标准件;那么,要如何从proe中很方便的一下子找到 这些零件及这些零件的目录?并且调用零件装配至组件保存后在下次打开时组件能成功打开,不出现失败现象呢? 关于目前国内总体的标准库大体的安装方法;经本人总结大体有3种; 一.简单型安装; 直接建个搜索文件,在proe调用标准件后在下次打开时组件利用这个搜索文件找到调用之标准件使组件打开不失败。 二.较复杂型安装; 建菜单文件(*.mnu)并编辑菜单文件,在下次打开proe时用菜单文件找到标准件,使组件打开不失败;这个很多proe版本能用。 三.复杂型安装(但使用最方便); 编写proe植入程序,直接将国标库植入proe系统,使之紧密挂接。 纵观以上3种安装方法,第三种使用最方便,但安装较麻烦。第二种最实用,因它几乎可与proe的所有版本挂接;但安装也较麻烦。 第一种安装较简单,但用起来不是那么直观方便;而当标准件库位置较多时容易出错,不易修改。 下面我们就简单把这3种方法介绍一下: 第一种: 1.先设置proe库(pro/library)目录;配置文件:pro_library_dir输入后点浏览找到你存放标准件库的位置。保存; 2.建搜索文件,文件名任意,可用中文名(当然,英文更没问题);可放置硬盘任意位
置。建立方法见下: 建个*.txt格式文件(此文件在proe打开时起搜索作用),打开这个*.txt文件,把标准件库终端的完整地址 (*prt、*asm、xxx......位置)输入文件;一行一个地址;如: F:\003-PROE\proe_GB_ku\MONLibs\GBLib\dianqi\xxx... F:\003-PROE\proe_GB_ku\MONLibs\GBLib\gear\xxx... 输入完毕后保存文件退出。 3.设置config.pro配置,打开proe选项,输入配置文件:search_path_file点浏览找到上面建立的那个搜索文件打开并保存。 标准件库的第一种安装方法就安装完毕,当你打开proe装配完标准件并在下次打开时你会发现它不会失败。 第二种: 首先:你下载的国标库必须有“文件生成器:pbc.exe”。这个文件必须放在你的库目录里。然后做以下设置: 1.设置proe库(pro/library)目录;配置文件:pro_library_dir输入后点浏览找到你存放标准件库的位置。保存。 注:库目录名可为中文名。但库内所有标准件文件必须为非中文名。 2.设置文件生成器的目录配置,配置文件:pro_catalog_dir输入后点浏览找到你上面设置的库目录位置。保存。 3.再输入配置:save_objects选changed项,保存。 4.设置系统变量:新建:pro_library_dir=你的库目录路径;如:pro_library_dir=F:\003-PROE\proe_GB_ku。 5.建菜单搜索文件:后缀为*mnu文件;从库目录开始(库目录也要有),每个文件内必须有一个菜单文件,文件名就为上级文件名。 例:F:\003-PROE\proe_GB_ku的菜单文件就为:proe_GB_ku.mnu 6.编辑菜单文件,文件内容就为本文件内的所有文件名描述,当然,要按proe规定的格式编辑;那么是一种什么样的格式呢?见下:
最新-汽车标准件手册1 精品
汽车标准件手册 篇一:标准件的分类标准件的分类标准件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、销、滚动轴承等等。 广义包括标准化的紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等机械零件。 狭义仅包括标准化紧固件。 国内俗称的标准件是标准紧固件的简称,是狭义概念,但不能排除广义概念的存在。 此外还有行业标准件,如汽车标准件、模具标准件等,也属于广义标准件。 标准件广义标准件是有明确标准的机械零(部)件和元件,(使用标准主要有中国国家标准()、美国机械工程师协会标准()等,其他日本()、德国()等标准也在世界上被广泛使用。 标准化程度高,行业通用性强的机械零部件和元件,也被称为通用件。 广义标准件包括紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等,都有相应的国家标准,跨行业通用性强。 行业标准件这概念属于行业内约定俗成的说法,并没有明确规定。 行业标准件常见的有模具标准件、汽车标准件等。 当一种产品在行业广泛通用,就是通用件;通用件标准通常由行业内领袖企业制订,并被行业内广泛接受,这样企业标准就成为事实上的行业标准,也就可以称作行业标准件了。 模具标准件具体有注塑模架、推杆推管、热流道模具等。 汽车标准件种类繁多,如火花塞、门锁,减震件、汽车紧固件等,具体见《汽车标准件手册》。 一个行业越成熟,标准化通用化程度越高,标准件就越多,行业成本就越低。 但要避免过度标准化,导致行业产品种类单调,竞争低端化。 篇二:标准件手册(11)标准件(11)标准件说明本《标准件手册》为《标准手册》的一个重要组成部分。 目前,标准件清单尚不完善,我们会不懈努力,使之处于不断完善之中,包