常用钢材允许使用温度
常用钢材使用温度范围
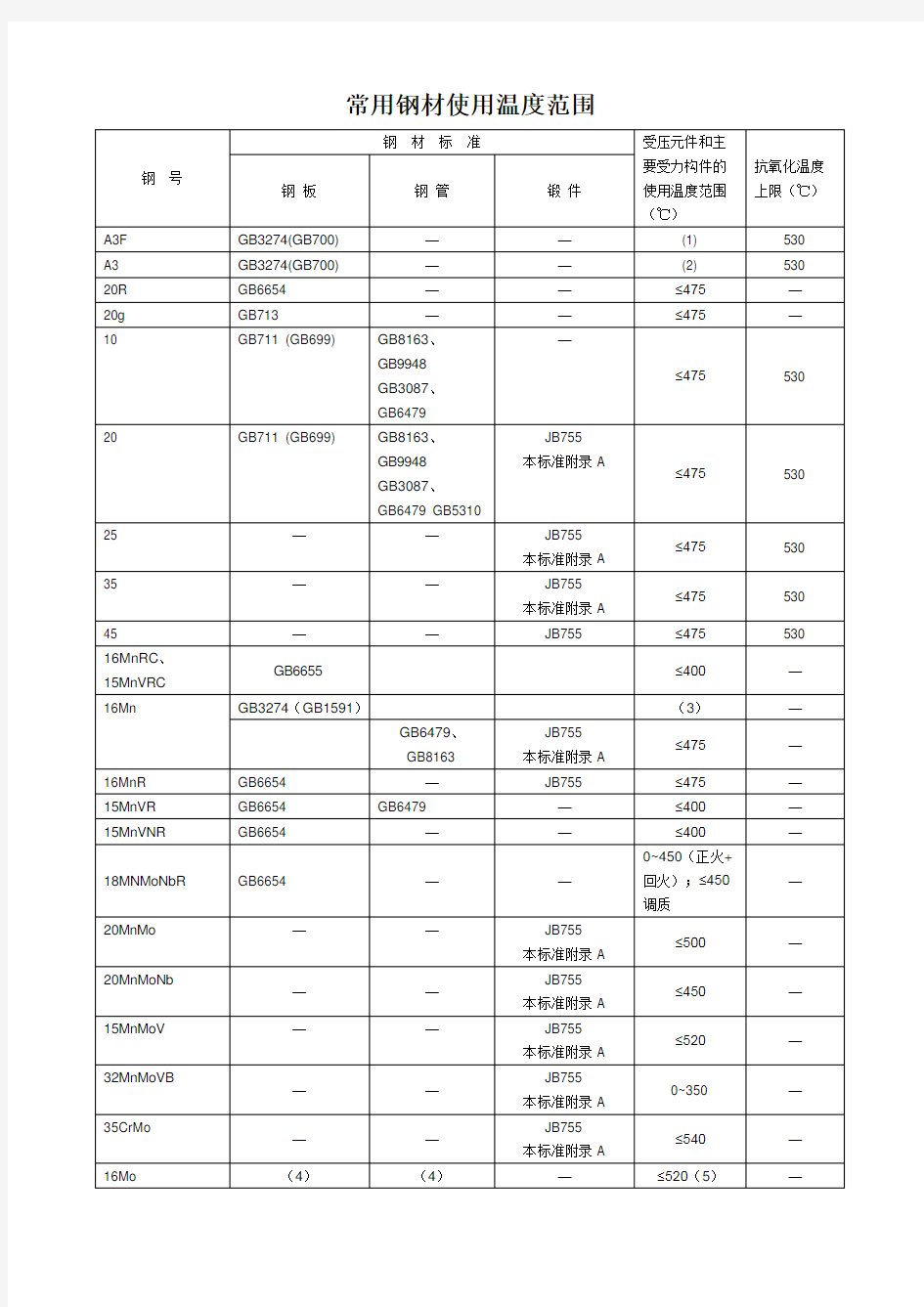
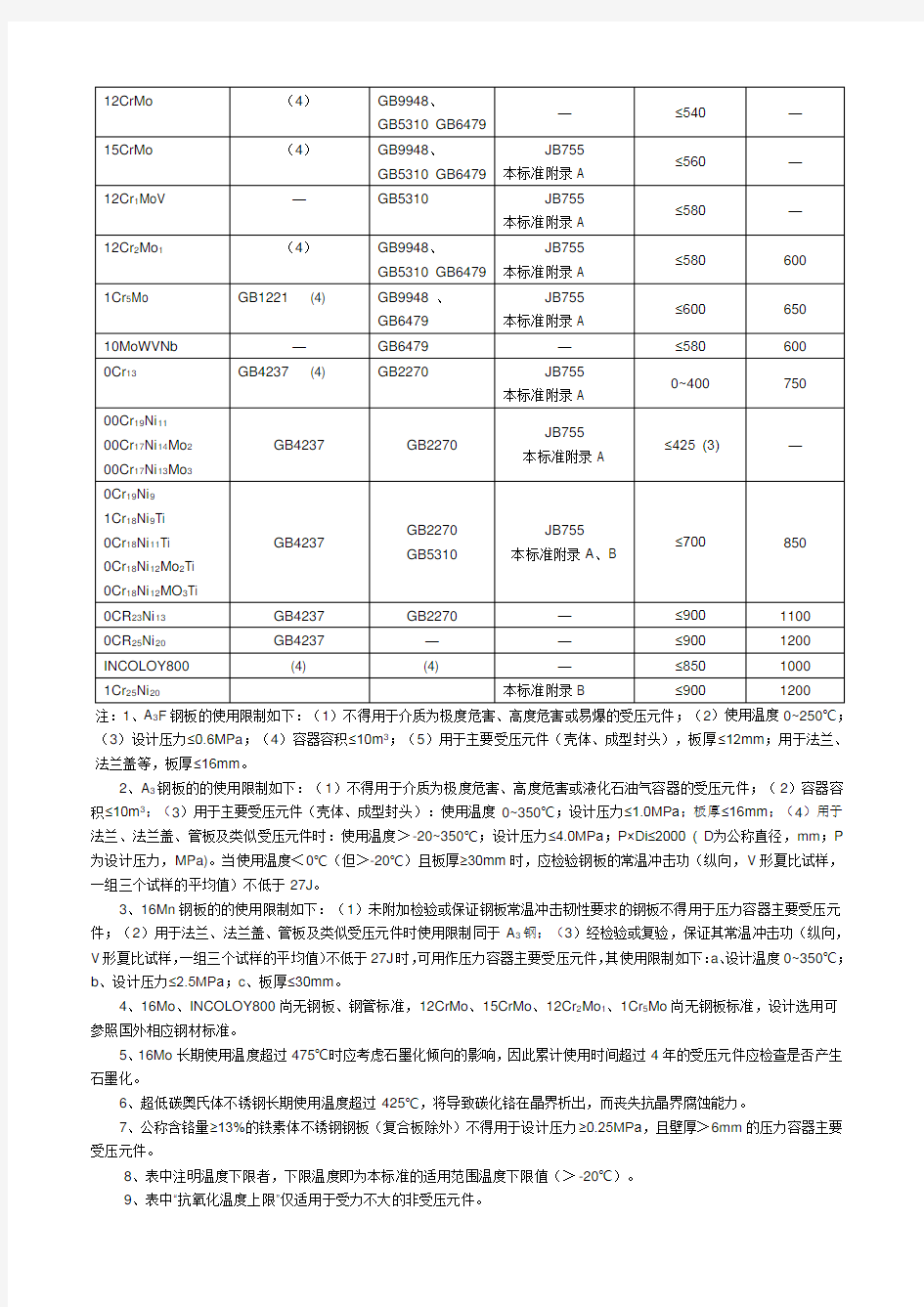
注:1、A3F钢板的使用限制如下:(1)不得用于介质为极度危害、高度危害或易爆的受压元件;(2)使用温度0~250℃;(3)设计压力≤0.6MPa;(4)容器容积≤10m3;(5)用于主要受压元件(壳体、成型封头),板厚≤12mm;用于法兰、法兰盖等,板厚≤16mm。
2、A3钢板的的使用限制如下:(1)不得用于介质为极度危害、高度危害或液化石油气容器的受压元件;(2)容器容积≤10m3;(3)用于主要受压元件(壳体、成型封头):使用温度0~350℃;设计压力≤1.0MPa;板厚≤16mm;(4)用于法兰、法兰盖、管板及类似受压元件时:使用温度>-20~350℃;设计压力≤4.0MPa;P×Di≤2000 ( D为公称直径,mm;P 为设计压力,MPa)。当使用温度<0℃(但>-20℃)且板厚≥30mm时,应检验钢板的常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J。
3、16Mn钢板的的使用限制如下:(1)未附加检验或保证钢板常温冲击韧性要求的钢板不得用于压力容器主要受压元件;(2)用于法兰、法兰盖、管板及类似受压元件时使用限制同于A3钢;(3)经检验或复验,保证其常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J时,可用作压力容器主要受压元件,其使用限制如下:a、设计温度0~350℃;
b、设计压力≤2.5MPa;
c、板厚≤30mm。
4、16Mo、INCOLOY800尚无钢板、钢管标准,12CrMo、15CrMo、12Cr2Mo1、1Cr5Mo尚无钢板标准,设计选用可参照国外相应钢材标准。
5、16Mo长期使用温度超过475℃时应考虑石墨化倾向的影响,因此累计使用时间超过4年的受压元件应检查是否产生石墨化。
6、超低碳奥氏体不锈钢长期使用温度超过425℃,将导致碳化铬在晶界析出,而丧失抗晶界腐蚀能力。
7、公称含铬量≥13%的铁素体不锈钢钢板(复合板除外)不得用于设计压力≥0.25MPa,且壁厚>6mm的压力容器主要受压元件。
8、表中注明温度下限者,下限温度即为本标准的适用范围温度下限值(>-20℃)。
9、表中“抗氧化温度上限”仅适用于受力不大的非受压元件。
钢的锻造温度
钢的锻造温度 锻造温度范围是指始锻温度和终锻温度之间的一段温度间隔。确定锻造温度的基本原则是,就能保证金属在锻造温度范围内具有较高的塑性和较小的变形抗力,并得到所要求的组织和性能。锻造温度范围应尽可能宽一些,以减少锻造火次,提高生产率。 1.始锻温度 始锻温度即坯料开始锻造的温度,应理解为钢或合金在加热炉内允许的最高加热温度。从加热炉内取出毛坯送到锻压设备上开始锻造之前,根据毛坯的大小、运送毛坯的方法以及加热炉与锻压设备之间距离的远近,毛坯有几度到几十度的温降。因此,真正开始锻造的温度稍低,在始锻之前,应尽量减小毛坯的温降。 2.终锻温度 终锻温度即坯料终止锻造的温度,终锻温度主要应保证在结束锻造之前坯料仍具有足够的塑性,以及锻件在锻后获得再结晶组织。 3.锻造温度范围 锻造温度范围是指始锻温度和终锻温度之间的一段温度间隔。确定锻造温度的基本原则是,就能保证金属在锻造温度范围内具有较高的塑性和较小的变形抗力,并得到所要求的组织和性能。锻造温度范围应尽可能宽一些,以减少锻造火次,提高生产率。 由Fe-Fe3C合金相图可以确定始锻温度和终锻温度以及锻造的温度范围。目前应用的铁碳合金状态图是含碳量为0~6.69%的铁碳合金部分(即Fe-Fe3C部分),因为含碳量大于6.69%的铁碳合金在工业上无使用价值。右图为简化后的Fe-Fe3C状态图。 Fe-Fe3C状态图 碳钢的锻造温度范围如图1(铁-碳状态图)中的阴影线所示。 钢的始锻温度主要受过热的限制,合金结构钢和合金工具钢的始锻温度主要受过热和过烧温度的限制。钢的过烧温度约比熔点低100~150℃,过热温度又比过烧温度低约50℃,所以钢的始锻温度一般应低于熔点(或低于状态图固相线AE温度)150~200℃。由于钢锭的过热倾向小,始锻温度比同钢种的锻坯和轧材高20~50℃。当采用高速精锻时由于热效应大,始锻温度可降低越100℃。 图10 铁-碳状态图 当亚共析钢始锻温度应在GS(A3)线以上15~50℃,使钢在单相奥氏体(γ)区内完成锻造。因为单相(γ)区组织均一,塑性良好。但对于碳的质量分数<0.3%的低碳钢,因为铁素体(α)的塑性好,故在A3线以下的γ+α双相区仍有足够的塑性,变形抗力也不高,这就扩大了锻造温度范围,且可以细化晶粒。 对于过共析钢终锻温度应在SE线(A cm)以下,PSE’(A1)线以上50~100℃。这是因为,这是因为,若终锻温度选在A cm线以上,则会使锻件在锻后的冷却过程中,从奥氏体中从晶界析出二次网状Fe3C呈脆性,因此,因此会大大降低锻件的力学性能。而在A cm线与A1线之间进行锻打,塑性变形破碎了网状Fe3C并使之弥散分布,锻件具有较好的力学性能。 需要指出的是,根据状态图大致确定的锻造温度范围,还需要根据钢的塑性图、变形抗力图等资料加以精确化。这是因为状态图是在实验室中一个大气压及缓慢冷却的条件下作出的,状态图上的临界点与钢在锻造时的相变温度并不一致。 由于生产条件不同,各工厂所用的锻造温度范围也不完全相同。合金结构钢的锻造温度范围见表1。合金结构钢钢锭锻造温度范围见表2。合金工具钢、弹簧钢和滚珠轴承钢的锻造温度范围见表3。
钢材允许使用温度
3 元件;(2)使用温度0~250℃;(3)设计压力≤0.6M Pa;(4)容器容积≤10m3;(5)用于主要受压元件(壳体、成型封头),板厚≤12mm;用于法兰、法兰盖等,板厚≤16mm。 2、A3钢板的的使用限制如下:(1)不得用于介质为极度危害、高度危害或液化石油气容器的受压元件;(2)容器容积≤10m3;(3)用于主要受压元件(壳体、成型封头):使用温度0~350℃;设计压力≤1.0MPa;板厚≤16mm;(4)用于法兰、法兰盖、管板及类似受压元件时:使用温度>-20~350℃;设计压力≤4.0MPa;P×Di≤2000 ( D为公称直径,mm;P为设计压力,MPa)。当使用温度<0℃(但>-20℃)且板厚≥30mm时,应检验钢板的常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J。 3、16Mn钢板的的使用限制如下:(1)未附加检验或保证钢板常温冲击韧性要求的钢板不得用于压力容器主要受压元件;(2)用于法兰、法兰盖、管板及类似受压元件时使用限制同于A3钢;(3)经检验或复验,保证其常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J时,可用作压力容器主要受压元件,其使用限制如下:a、设计温度0~350℃;b、设计压力≤2.5MPa;c、板厚≤30mm。 4、16Mo、INCOLOY800尚无钢板、钢管标准,12CrMo、15CrMo、12Cr2Mo1、1Cr5Mo 尚无钢板标准,设计选用可参照国外相应钢材标准。
5、16Mo长期使用温度超过475℃时应考虑石墨化倾向的影响,因此累计使用时间超过4年的受压元件应检查是否产生石墨化。 6、超低碳奥氏体不锈钢长期使用温度超过425℃,将导致碳化铬在晶界析出,而丧失抗晶界腐蚀能力。 7、公称含铬量≥13%的铁素体不锈钢钢板(复合板除外)不得用于设计压力≥0.25MPa,且壁厚>6mm的压力容器主要受压元件。 8、表中注明温度下限者,下限温度即为本标准的适用范围温度下限值(>-20℃)。 9、表中“抗氧化温度上限”仅适用于受力不大的非受压元件。 摘自:HGJ15-89中华人民共和国化学工业部设计标准“钢制化工容器材料选用规定”
锻造加热规范
1 范围 本规范规定了本厂生产、供本厂锻造用的电炉锭、电渣锭与钢坯炉窑加热工艺的编制要素、导则和方法。本规范适用于冷热钢锭于钢坯。 2 引用标准 下列标准所包含的条文,通过本标准中引用而构成本标准的条文。本标准出版时所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 DYⅡ-39-93 热送钢锭冷处理工艺守则 DYⅡ-3-39 水压机自由锻锻后冷却及锻后热处理工艺守则 QGSHYZ 22-93 热加工工艺文件制定规程 3 名词说明和定义 钢锭和钢坯 钢锭锭身锻比<的成钢锭,锭身锻比≥的称钢坯。(简称“锭”、“坯”) 冷、热锭(坯) 装炉时锭{坯}表面温度<400℃(且内部温度肯定低于表面温度)的称冷锭(坯),表面温度≥400℃(且内部温度肯定高于表面温度)的称热锭(坯)。 表面温度以钢锭冒口端进锭身200mm凹(圆)面处、坯料离端口200mm平面处的实际温度为准。 锻造温度保温时间 指炉温(一般指炉窑顶部电偶所测温度)进入工艺规定温度公差范围、开始保持此温度,使钢锭(坯)变形区与此温度趋于基本一致所需时间。 最少保温时间 指钢锭(坯)在进行表面区域变形或精锻(如倒棱、滚圆、校直、整型等)前加热到锻造温度时开始保温所需的最少时间。 普通保温时间 指钢锭(坯)在进行常规锻造或粗锻(如拔长、冲孔、平整、剥边、扭曲、错移、弯曲等等)前加热到锻造温度时开始保温所需时间。但镦粗须在此保温时间基础上延长20%。 4 要素确认 按本规范编审有关钢锭(坯)的加热工艺前,一般应确定下列基本要素 锻造工艺和产品技术质量要求; 钢锭(坯)的规格、质量、形状、及其相关现状; 加热炉规格及其工作可靠性; 装炉单、装炉方式和合炉要求; 有关作业方法及其有效性; 测温形式及显示的正确,及时,统一性; 工装,附件的匹配; 作业环境适应性。
各种钢材允许误差
定点测量,位置为1/2半腿高处 弯曲度不大于3mm,总弯曲度不大于总长度的0.3%。 槽钢不得有明显的扭转。 重量及允许偏差每米不得超过+3%、-5% 槽钢计算理论重量时,钢的密度为7.85g/cm3 槽钢截面面积的计算公式:hd+2t(b-d)+0.349(r2-r21) 钢材基础知识学习(一) 圆钢直径和方钢边长的允许偏差(GB702-86) 圆钢直径d方钢边长a (mm) 精度组别 注:精度组别应在相应产品标准或合同中注明,未注明者按第3组精度执行 注:方钢脱方度:方钢在同一截面内任何两边长之差不得大于公称边长公差的50%,两对角线长度之差不得大于公称边长公差的70%
注:1、方钢不得有显著扭转 2、圆钢和方钢两端的斜切度不得大于该圆钢公称直径或方钢公称边长的30%。用剪切机剪切的圆钢和方钢端头允许有局部变形 1、扁钢不得有明显的扭转 2、扁钢的端头应剪切正直,切斜度不得大于以下规定:宽度≤100的扁钢,不得大于6mm宽度>100的扁钢,不得大于8mm. 外形:1、弯曲度。等边角钢每米弯曲度不大于4mm.5号以上型号的总弯曲度不大于总长度的0.4%,经双方协商可供应总弯曲度不大于总长度0.2%的等边角钢 2、扭转。等边角钢不得有明显的扭转
外形:1、弯曲度。不等边角钢每米弯曲度不大于4mm.6.3/4号以上型号的总弯曲度不大于总长度的0.4%,经双方协商可供应总弯曲度不大于总长度0.2%的不等边角钢 2、扭转。等边角钢不得有明显的扭转 1、槽钢平均腿厚度的允许偏差±0.06t 2、槽钢的弯腰挠度不应超过0.15d 3、槽钢腿的外缘斜度,单腿不大于1.5%b,双腿不大于2.5% 4、槽钢腿端、肩钝化不得使直径等于0.18t的圆棒通过 外形:1、弯曲度。槽钢每米弯曲度不大于3mm.总弯曲度不大于总长度的0.3% 2、扭转。槽钢不得有明显的扭转 1、工字钢平均腿厚度的允许偏差±0.06t 2、工字钢的弯腰挠度不应超过0.15d 3、工字钢腿的外缘斜度,单腿不大于1.5%b,双腿不大于2.5% 4、工字钢腿端、肩钝化不得使直径等于0.18t的圆棒通过 外形:1、弯曲度。工字钢每米弯曲度不大于2mm.总弯曲度不大于总长度的0.2% 2、扭转。工字钢不得有明显的扭转 钢带尺寸及其允许偏差 厚度(MM) 宽度(MM) 尺寸允许偏差切边钢带不切边钢带 普通精度(P) 较高精度(H) 高精度(J) 尺寸允许偏差尺寸允许偏差 普通精度(P) 较高精度(K) 0.1~0.15 -0.020 -0.015 -0.01 4~120 -0.3 -0.2 ≤50 +2 -1 >0.15~0.25 -0.030 -0.02 -0.015 >0.25~0.40 -0.040 -0.03 -0.02 6~160 >0.40~0.50 -0.050 -0.04 -0.03
钢的锻造温度范围
钢的锻造温度范围 锻造热力规范是指锻造时所选用的一些热力学参数,包括锻造温度、变形程度、应变速率、应力状态(锻造方法)、加热加冷却速度等。这些参数直接影响着金属材料的可锻性及锻件的组织和性能,合理选择上述几个热力学参数,是制订锻造工艺的重要环节。确定锻造热力学参数的主要依据是钢或合金的状态图、塑性图、变形抗力图及再结晶图等。用这些资料所确定的热力学参数还需要通过各种试验或生产实践来进行验证和修改。 在确定锻造热力学参数时,并不是在任何情况下,都需要上述的所有资料。当对锻件的组织和性能没有严格要求时,往往只要有塑性图及变形抗力图就够了。若对锻件的晶粒大小有严格要求,而且在机械性能方面也有硬性规定时,除状态图、塑性图和变形抗力图之外,还需要参考再结晶图以及能说明所采用热力规范是否能保证产品机械性能的资料。 锻造温度范围是指始锻温度和终锻温度之间的一段温度间隔。确定锻造温度的基本原则是,就能保证金属在锻造温度范围内具有较高的塑性和较小的变形抗
力,并得到所要求的组织和性能。锻造温度范围应尽可能宽一些,以减少锻造火次,提高生产率。 碳钢的锻造温度范围如图10(铁-碳状态图)中的阴影线所示。在铁碳合金中加入其他合金元素后,将使铁-碳状态图的形式发生改变。一些元素(如 Cr,V,W,Mo,Ti,Si等)缩小r相区,升高A 3和A 1 点;而 另一些元素(如Ni,Mn等)扩大r相区,降低A 3和A 1 点。所有合金元素均使S点和E点左移。由此可见,合金结构钢和合金工具钢也可参照铁-碳状态图来初步确 定锻造温度范围,但相变点(如熔点,A 3,A 1 ,A Cm 等) 则需改用各具体钢号的相变点。 1.始锻温度 始锻温度应理解为钢或合金在加热炉内允许的最高加热温度。从加热炉内取出毛坯送到锻压设备上开妈锻造之前,根据毛坯的大小、运送毛坯的方法以及加热炉与锻压设备之间距离的远近,毛坯有几度到几十度的温降。因此,真正开始锻造的温度稍低,在始锻之前,应尽量减小毛坯的温降。 合金结构钢和合金工具钢的始锻温度主要受过热和过烧温度的限制。钢的过烧温度约比熔点低100~150℃,过热温度又比过烧温度低约50℃,所以钢的始
常用钢号热处理淬火回火温度对照表.doc
如对你有帮助,请购买下载打赏,谢谢!常用钢号热处理淬火回火温度对照表(生产经验) 常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。 1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235, 回火温度 620 2.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269, 回火温度 580 硬度要求 HB197-235,回火温度 640 3.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 620 4.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 H B260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 620 5.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB2 60-300,回火温度 600 硬度要求 HB229-269,回火温度 640 6.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300, 回火温度 600硬度要求 HB229-269,回火温度 640 7.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 H B290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 640 8.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB22 9-269,回火温度 630 9.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB2 29-269,回火温度 640 10.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB 229-269,回火温度 690
钢材的使用温度限制
钢材的使用温度限制 铸铁 使用介质温度为-29-343℃的受压或非受压管道;不得用于输送温度高于150℃或表压力高于2.5MPa的可燃流体管道;不得输送有毒介质。 优质碳素钢 1、、输送碱性或苛性碱介质时应考虑有发生碱脆的可能,锰钢如16Mn不得用于该环境。 2、在有应力腐蚀开裂环境时,应进行焊后消除应力热处理,热处理后的焊缝硬度不得大于HB200,焊缝应进行100%无损探伤;锰钢如16Mn不宜用于有应力腐蚀开裂倾向环境中。 3、碳素钢、碳锰钢和锰钒钢在425℃及以上长期工作时,其碳化物有转化为石墨的可能性,因此限制其最高工作温度不得超过425℃。 临氢操作时,应考虑发生氢损伤的可能性;含碳量大于0.24%不宜用于焊接连接的管道及元件。 铬钼合金钢 碳钼钢(C-0.5Mo)在468℃下长期工作时,其碳化物有转化为石墨的倾向,因此其最高工作温度不超过468℃。临氢操作时,应考虑发生氢损伤的可能性;在H2+H2S工作环境时,应根据Nelson曲线和Couper曲线确定其使用条件;应避免在有应力腐蚀开裂环境中使用。在400-550℃温度区间长期工作时,应考虑回火脆性。 不锈钢耐热钢 1、含铬12%以上的铁素体和马氏体不锈钢在400-550℃温度区间长期工作时,应考虑防止475℃的回火脆性,表现为室温下的材料脆化。 2、奥氏体不锈钢在加热冷却过程中,经540-900℃区间时,应考虑防止产生晶间腐蚀倾向;当有还原性较强的腐蚀介质存在时,应选用稳定型(含有稳定化元素Ti和Nb)或超低碳型(C≤0.003%)奥氏体不锈钢。 3、不锈钢在接触氯化物时,有应力腐蚀开裂和电蚀的可能,应避免接触湿的氯化物时,或者控制物料和环境中的氯离子含量不超过25PPM。 4、奥氏体不锈钢使用温度超过525℃时,其含碳量应大于0.04%,否则钢的强度会显著下降。
锅炉钢材使用温度范围及部位
钢材使用温度范围
注: 1、A3F钢板的使用限制如下:⑴不得用于介质为极度危害、高度危害或易爆的
受压元件;⑵使用温度0-250℃;设计压力≤0.6MPa;⑷容器容积≤10m3; 用于主要受压元件(壳体或成型弯头),板厚≤12mm;⑸用于法兰、法兰盖等,板厚≤16mm。 2、A3钢板的使用限制如下:⑴不得用于介质为极度危害、高度危害或液化石 油气容器的受压元件;⑵容器容积≤10m3;⑶用于主要受压元件(壳体或成型弯头):使用温度0-350℃;设计压力≤1.0MPa;板厚≤16mm;⑷用于法兰、法兰盖、管板及类似受压元件时:使用温度≥-20-350℃;设计压力≤ 4.0MPa;P×Di≤2000(D为公称直径,mm;P为设计压力,MPa)。当使用 温度<0℃(但≥-20℃)且板厚≥30mm时,应校验钢板的常温冲击功(纵向,V型夏比试样,一组三个试样的平均值)不低于27J。 3、16Mn钢板的使用限制如下:⑴未附加校验或保证钢板常温冲击韧性要求的 钢板不得用于压力容器主要受压元件;⑵用于法兰、法兰盖、管板及类似受压元件时使用限制同于A3钢;⑶经校验或复验,保证其常温冲击功(纵向,V型夏比试样,平均值)不低于27J时,可用作压力容器主要受压元件,其使用限制如下:a、设计温度0-350;b、设计压力≤2.5MPa;c、板厚≤30 mm。 4、16Mo、INCOLOY800尚无钢板、钢管标准,12CrMo、15CrMo、12Cr2Mo1、 1Cr5Mo尚无钢板标准,设计选用可参照国外相应钢材标准。 5、16Mo长期使用温度超过475℃时应考虑石墨化倾向的影响,因此累计时间 超过4年的受压元件应检验是否产生石墨化。 6、超低碳奥氏体不锈钢长期使用温度超过425℃,将导致碳化鉻在晶界析出,而 丧失抗晶界腐蚀能力。 7、公称含鉻量≥13%的铁素体不锈钢板(复合板除外)不得用于设计压力≥0.25 MPa,且壁厚>6mm的压力容器主要受压元件。
钢的锻造温度范围
钢的锻造温度围 锻造热力规是指锻造时所选用的一些热力学参数,包括锻造温度、变形程度、应变速率、应力状态(锻造方法)、加热加冷却速度等。这些参数直接影响着金属材料的可锻性及锻件的组织和性能,合理选择上述几个热力学参数,是制订锻造工艺的重要环节。确定锻造热力学参数的主要依据是钢或合金的状态图、塑性图、变形抗力图及再结晶图等。用这些资料所确定的热力学参数还需要通过各种试验或生产实践来进行验证和修改。 在确定锻造热力学参数时,并不是在任何情况下,都需要上述的所有资料。当对锻件的组织和性能没有严格要求时,往往只要有塑性图及变形抗力图就够了。若对锻件的晶粒大小有严格要求,而且在机械性能方面也有硬性规定时,除状态图、塑性图和变形抗力图之外,还需要参考再结晶图以及能说明所采用热力规是否能保证产品机械性能的资料。 锻造温度围是指始锻温度和终锻温度之间的一段温度间隔。确定锻造温度的基本原则是,就能保证金属在锻造温度围具有较高的塑性和较小的变形抗力,
并得到所要求的组织和性能。锻造温度围应尽可能宽一些,以减少锻造火次,提高生产率。 碳钢的锻造温度围如图10(铁-碳状态图)中的阴影线所示。在铁碳合金中加入其他合金元素后,将使铁-碳状态图的形式发生改变。一些元素(如 Cr,V,W,Mo,Ti,Si等)缩小r相区,升高A3和A1点;而另一些元素(如Ni,Mn等)扩大r相区,降低A3和A1点。所有合金元素均使S点和E点左移。由此可见,合金结构钢和合金工具钢也可参照铁-碳状态图来初步确定锻造温度围,但相变点(如熔点,A3,A1,A Cm等)则需改用各具体钢号的相变点。 1.始锻温度 始锻温度应理解为钢或合金在加热炉允许的最高加热温度。从加热炉取出毛坯送到锻压设备上开妈锻造之前,根据毛坯的大小、运送毛坯的方法以及加热炉与锻压设备之间距离的远近,毛坯有几度到几十度的温降。因此,真正开始锻造的温度稍低,在始锻之前,应尽量减小毛坯的温降。 合金结构钢和合金工具钢的始锻温度主要受过热和过烧温度的限制。钢的过烧温度约比熔点低100~150℃,过热温度又比过烧温度低约50℃,所以
钢加热温度范围的确定
一、钢热轧加热温度范围的确定: 1)始锻温度和终锻温度 始锻温度是钢或合金在加热炉内允许的最高加热温度。 终锻温度是保证在结束锻造之前钢仍具有足够的塑性,以及锻件在锻后获得再结晶组织。 例如:45钢的始锻温度和终锻温度分别为1200℃和800℃。也就是 说在800℃~1200℃温度范围内进行锻造出的锻件有良好的机械性能。2)开轧温度和终轧温度 ①开轧温度 一般说来,从防止加热的过热、过烧、脱碳等缺陷产生的可能性考虑,对于碳素钢加热最高温度常低于NJE50-100℃;开轧温度低于固相线NJE100-150℃。这是由于考虑输送距离造成的温降,则比 加热温度还要低一些。 ②终轧温度 对亚共析钢(ω(C)(0.8%)来说,终轧温度不得低于GS线,即略高于GS线50-100℃,以便在终轧之后迅速冷却到相变温度,获得细致、均匀的晶粒组织。否则会使金属内部纤维组织更加严重,导致钢材的物理和力学性能产生不均匀或方向性。对过共析钢(ω(C):0.8%-1.7%)终轧温度要求不得低于SK线,一般略高于SK线100-150℃。这是因为过共析钢热轧温度范围窄,即奥氏体区较窄,完全在单相 状态下轧制是不可能的。.
℃。~100开轧温度是第一道的轧制温度,一般比加热温度低50下限主要受终轧温度的限开轧温度的上限取决于钢的允许加热温度,制,钢件在轧制过程中一般应保持单相奥氏体组织。 终轧温度是指终轧生产的终了温度。一般情况下,亚共析钢的 终轧温度应当高于A线50~100℃。过共析钢的终轧温度在A~cmC3A 线之间。终轧温度对钢的组织和性能影响很大,终轧温度越高,晶1 粒集聚长大的倾向越大,奥氏体的晶粒越粗大,钢的机械性能越低。所以终轧温度也不能太高,最好在850℃左右,不要超过900℃,也 不要低于700℃。 3)温度方案的确定 通常按钢坯含碳量不同分别来规定它们的加(均)热温度即最高控制 炉温和出炉温度。 ①含碳量C≤O.3%的低碳钢,最高控制炉温为1380℃,出炉温度为1180~1220℃;②含碳量0.3%
钢材常见的交货状态
常见的钢材交货状态有热轧、控轧、正火、回火、退火、淬火、调质等 淬火:加热到相变点温度以上后,急剧冷却的工艺。提高材料的硬度,但降低韧性。 正火:加热到相变温度以上后,正常冷却(空气中)。 退火:加热到相变点温度以上后,缓慢冷却。消除淬火影响,消除应力,均匀成分。 回火:淬火后,再加热到某一温度(低于淬火温度),保温,然后冷却。均匀成分,稍降低硬度,大幅度提高韧性。 一般来说:先要退火、正火;消除原热处理影响。然后淬火,然后回火。 具体而言: 控轧即控制轧制。 也就是在调整钢的化学成分的基础上,通过控制加热温度,轧制温度,变形制度等工艺参数,控制奥氏体组织的变化规律和相变产物的组织形态,达到细化组织,提高强度和韧性的目的。 控轧式正火就是控制轧制,控制轧制温度,压下量,冷却速度,以及终轧温度等措施,使钢板的性能达到良好的强韧性配比 正火,又称常化,是将工件加热至Ac3或Accm以上30~50℃,保温一段时间后,从炉中取出在空气中或喷水、喷雾或吹风冷却的金属热处理工艺。正火与退火的不同点是正火冷却速度比退火冷却速度稍快,因而正火组织要比退火组织更细一些,其机械性能也有所提高。另外,正火炉外冷却不占用设备,生产率较高,因此生产中尽可能采用正火来代替退火。 正火的主要应用范围有:①用于低碳钢,正火后硬度略高于退火,韧性也较好,可作为切削加工的预处理。②用于中碳钢,可代替调质处理作为最后热处理,也可作为用感应加热方法进行表面淬火前的预备处理。③用于工具钢、轴承钢、渗碳钢等,可以消降或抑制网状碳化物的形成,从而得到球化退火所需的良好组织。④用于铸钢件,可以细化铸态组织,改善切削加工性能。⑤用于大型锻件,可作为最后热处理,从而避免淬火时较大的开裂倾向。⑥用于球墨铸铁,使硬度、强度、耐磨性得到提高,如用于制造汽车、拖拉机、柴油机的曲轴、连杆等重要零件。⑦过共析钢球化退火前进行一次正火,可消除网状二次渗碳体,以保证球化退火时渗碳体全部球粒化。 退火annealing 将工件加热到预定温度,保温一定的时间后缓慢冷却的金属热处理工艺。退火的目的在于:①改善或消除钢铁在铸造、锻压、轧制和焊接过程中所造成的各种组织缺陷以及残余应力,防止工件变形、开裂。②软化工件以便进行切削加工。③细化晶粒,改善组织以提高工件的机械性能。④为最终热处理(淬火、回火)作好组织准备。常用的退火工艺有:①完全退火。用以细化中、低
钢材允许使用温度
钢材使用温度围
注:1、A3F钢板的使用限制如下:(1)不得用于介质为极度危害、高度危害或易爆的受压元件;(2)使用温度0~250℃; (3)设计压力≤0.6MPa;(4)容器容积≤10m3;(5)用于主要受压元件(壳体、成型封头),板厚≤12mm;用于法兰、法兰盖等,板厚≤16mm。 2、A3钢板的的使用限制如下:(1)不得用于介质为极度危害、高度危害或液化石油气容器的受压元件;(2)容器容积 ≤10m3;(3)用于主要受压元件(壳体、成型封头):使用温度0~350℃;设计压力≤1.0MPa;板厚≤16mm;(4)用于法兰、法兰盖、管板及类似受压元件时:使用温度>-20~350℃;设计压力≤4.0MPa;P×Di≤2000 ( D为公称直径,mm;P为设计压力,MPa)。当使用温度<0℃(但>-20℃)且板厚≥30mm时,应检验钢板的常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J。 3、16Mn钢板的的使用限制如下:(1)未附加检验或保证钢板常温冲击韧性要求的钢板不得用于压力容器主要受压元件; (2)用于法兰、法兰盖、管板及类似受压元件时使用限制同于A3钢;(3)经检验或复验,保证其常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J时,可用作压力容器主要受压元件,其使用限制如下:a、设计温度0~350℃; b、设计压力≤2.5MPa; c、板厚≤30mm。 4、16Mo、INCOLOY800尚无钢板、钢管标准,12CrMo、15CrMo、12Cr2Mo1、1Cr5Mo尚无钢板标准,设计选用可参照国外相 应钢材标准。 5、16Mo长期使用温度超过475℃时应考虑石墨化倾向的影响,因此累计使用时间超过4年的受压元件应检查是否产生 石墨化。 6、超低碳奥氏体不锈钢长期使用温度超过425℃,将导致碳化铬在晶界析出,而丧失抗晶界腐蚀能力。 7、公称含铬量≥13%的铁素体不锈钢钢板(复合板除外)不得用于设计压力≥0.25MPa,且壁厚>6mm的压力容器主要受 压元件。 8、表中注明温度下限者,下限温度即为本标准的适用围温度下限值(>-20℃)。 9、表中“抗氧化温度上限”仅适用于受力不大的非受压元件。 摘自:HGJ15-89中华人民国化学工业部设计标准“钢制化工容器材料选用规定”
常用钢号热处理淬火回火温度对照表
常用钢号热处理淬火回火温度对照表(生产经验) 常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。 1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235, 回火温度 620 2.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269, 回火温度 580 硬度要求 HB197-235,回火温度 640 3.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 620 4.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 H B260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 620 5.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB2 60-300,回火温度 600 硬度要求 HB229-269,回火温度 640 6.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300, 回火温度 600硬度要求 HB229-269,回火温度 640 7.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 H B290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 640 8.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB22 9-269,回火温度 630 9.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB2 29-269,回火温度 640 10.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB 229-269,回火温度 690 11.40CrMnMo860℃油硬度要求 HB330-360,回火温度 480硬度要求 HB290-341,回火温度 520硬度 要求 HB260-300,回火温度 580硬度要求 HB229-269,回火温度 640
钢材允许使用温度.docx
. 钢材使用温度围 钢材标准受压元件和主钢号 要受力构件的抗氧化温度钢板钢管锻件使用温度围上限(℃) (℃) A3F GB3274(GB700)——(1)530 A3GB3274(GB700)——(2)530 20R GB6654——≤ 475—20g GB713——≤ 475— 10GB711 (GB699)GB8163、 GB9948— ≤ 475530 GB3087、 GB6479 20GB711 (GB699)GB8163、 GB9948JB755 GB3087、 GB6479本标准附录 A≤ 475530 GB5310 25——JB755 ≤ 475530 本标准附录 A 35——JB755 ≤ 475530 本标准附录 A 45——JB755≤ 475530 16MnRC、15MnVRC GB6655≤ 400—16Mn GB3274( GB1591)( 3)— GB6479、GB8163JB755 ≤ 475— 本标准附录 A 16MnR GB6654—JB755≤ 475—15MnVR GB6654GB6479—≤ 400—15MnVNR GB6654——≤ 400— 0~450(正火 +回 18MNMoNbR GB6654——火);≤ 450 调— 质 20MnMo——JB755 ≤ 500— 本标准附录 A 20MnMoNb —— JB755 ≤ 450—本标准附录 A 15MnMoV——JB755 ≤ 520— 本标准附录 A 32MnMoVB —— JB755 0~350—本标准附录 A 35CrMo —— JB755 ≤ 540—本标准附录 A 16Mo( 4)(4)—≤ 520( 5)—12CrMo( 4)GB9948、 GB5310 —≤ 540— GB6479 15CrMo( 4)GB9948、 GB5310JB755 ≤ 560— GB6479本标准附录 A 12Cr1 MoV—GB5310JB755≤ 580—
钢材允许使用温度范围对照表
钢材允许使用温度范围对照表 (2人评价)|1306人阅读|36次下载|举报文档 钢材使用温度范围 钢号钢材标准受压元件和主要受力构件的使用温度范围(℃)抗氧化温度上限(℃)钢板钢管锻件A3F GB3274(GB700) ——(1) 530 A3 GB3274(GB700) ——(2) 530 20R GB6654 ——≤475 —20g GB713 ——≤475 —10 GB711 (GB699) GB8163、GB9948 GB3087、GB6479 —≤475 530 20 GB711 (GB699) GB8163、GB9948 GB3087、GB6479 GB5310 JB755 本标准附录A ≤475 530 25 ——JB755 本标准附录A ≤475 530 35 ——JB755 本标准附录A ≤475 530 45 ——JB755 ≤475 530 16MnRC、15MnVRC GB6655 ≤400 —16Mn GB3274(GB1591)(3)—GB6479、GB8163 JB755 本标准附录A ≤475 —16MnR GB6654 —JB755 ≤475 —15MnVR GB6654 GB6479 —≤400 —15MnVNR GB6654 ——≤400 —18MNMoNbR GB6654 ——0~450(正火+回火);≤450调质—20MnMo ——JB755 本标准附录 A ≤500 —20MnMoNb ——JB755 本标准附录 A ≤450 —15MnMoV ——JB755 本标准附录 A ≤520 —32MnMoVB ——JB755 本标准附录 A 0~350 —35CrMo ——JB755 本标准附录A ≤540 —16Mo (4)(4)—≤520(5)—12CrMo (4)GB9948、—≤540 — GB5310 GB6479 15CrMo (4)GB9948、GB5310 GB6479 JB755 本标准附录A ≤560 —12Cr1MoV —GB5310 JB755 本标准附录A ≤580 —12Cr2Mo1 (4)GB9948、GB5310 GB6479 JB755 本标准附录A ≤580 600 1Cr5Mo GB1221 (4) GB9948 、GB6479 JB755 本标准附录 A ≤600 650 10MoWVNb —GB6479 —≤580 600 0Cr13 GB4237 (4) GB2270 JB755 本标准附录A 0~400 750 00Cr19Ni11 00Cr17Ni14Mo2 00Cr17Ni13Mo3 GB4237 GB2270 JB755 本标准附录 A ≤425 (3) —0Cr19Ni9 1Cr18Ni9Ti 0Cr18Ni11Ti 0Cr18Ni12Mo2Ti 0Cr18Ni12MO3Ti GB4237 GB2270 GB5310 JB755 本标准附录A、B ≤700 850 0CR23Ni13 GB4237 GB2270 —≤900 1100 0CR25Ni20 GB4237 ——≤900 1200 INCOLOY800 (4) (4) —≤850 1000 1Cr25Ni20 本标准附录B ≤900 1200 注:1、A3F钢板的使用限制如下:(1)不得用于介质为极度危害、高度危害或易爆的受压元件;(2)使用温度0~250℃;(3)设计压力≤0.6MPa;(4)容器容积≤10m3 ;(5)用于主要受压元件(壳体、成型封头),板厚≤12mm;用于法兰、法兰盖等,板厚≤16mm。2、 A3钢板的的使用限制如下:(1)不得用于介质为极度危害、高度危害或液化石油气容器的受压元件;(2)容器容积≤10m3 ;(3)用于主要受压元件(壳体、成型封头):使用温度0~350℃;设计压力≤1.0MPa;板厚≤16mm;(4)用于法兰、法兰盖、管板及类似受压元件时:使用温度>-20~350℃;设计压力≤4.0MPa;P×Di≤2000 ( D为公称直径,mm;P为设计压力,MPa)。当使用温度<0℃(但>-20℃)且板厚≥30mm时,应检验钢板的常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J。3、16Mn钢板的的使用限制如下:(1)未附加检验或保证钢板常温冲击韧性要求的钢板不得用于压力容器主要受压元件;(2)用于法兰、法兰盖、管板及类似受压元件时使用限制同于A3钢;(3)经检验或复验,保证其常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J时,可用作压力容器主要受压元件,其使用限制如下:a、设计温度0~350℃;b、设计压力≤2.5MPa;c、板厚≤30mm。4、16Mo、INCOLOY800尚无钢板、钢管标准,12CrMo、15CrMo、12Cr2Mo1、1Cr5Mo尚无钢板标准,设计选用可参照国外相应钢材标准。
集美大学锻造知识点整理
名词解释: 氧化*:钢料加热到高温时,表层中的铁与炉内的氧化性气体发生化学反应,在钢料表面形成氧化铁即氧化皮。 脱碳:钢料表层的碳和炉气中的某些气体发生化学反应,使钢料表层的碳含量降低,这种现象称为脱碳。 过热:由于加热温度过高,加热时间过长而引起晶粒过分长大的现象称为过热。 过烧:金属加热到接近其熔化温度,在此温度下停留时间过长,显微组织除晶粒粗大外,晶界发生氧化、熔化,有时出现裂纹,金属表面粗糙,甚至呈橘皮状,称为过烧。 加热规范:是指金属坯料从装炉开始到加热完了整个过程,对炉子温度和坯料温度随时间变化的规定。加热速度:金属表面温度升高的速度。 温度头:当坯料表面加热到始锻温度时,炉温和坯料表面的温差称为温度头。 锻造比:即KL是表示锻件变形程度的指标,它是指在锻造过程中,锻件镦粗或拔长前后的截面积之比或高度之比。 锤锻模中心:锤锻模中心指锤锻模燕尾中心线与燕尾上键槽中心线的交点,它位于锤杆轴心线上,应是锻锤打击力的作用中心。 冲孔走样及其原因:走样:开式冲孔时,坯料高度减小,外径上小下大,上端面中心下凹,下端面中心凸起的现象。 原因:环壁厚度D0/d太小,D0/d越小,冲孔件走样越严重。 聚集规则: 聚集第一规则:当长径比ψ≤3,且端部较平整时,可在平锻机一次行程中自由镦粗到任意大直径而不产生弯曲, ψ允=3。 聚集第二规则:当长径比ψ>ψ允,在凹模圆柱形模膛内聚集时,可进行正常局部镦粗而不产生折叠所允许外露的坯料长度f的条件: ①Dm≤1.5d0时,f ≤d0 ②Dm≤1.25d0时,f ≤1.5d0 聚集第三规则:当长径比ψ>ψ允,在凸模锥形模膛内聚集时,可进行正常局部镦粗而不产生折叠所允许外露的坯料长度f的条件: ①Dm≤1.5d0时,f ≤2d0 ②Dm≤1.25d0时,f ≤3d0 螺旋压力机力能关系:指一次打击后毛坯消耗的变形功、机械损耗的摩擦功与打击力之间的关系。锻造余块:为了简化锻件外形或根据锻造工艺需要,零件上较小的孔、狭窄的凹槽、直径差较小而长度不大的台阶等难于锻造的地方,通常需要填满金属,这部分附加的金属叫做锻造余块。
常用钢材热处理工艺参数
热处理工艺规程B/Z61.012-95 (工艺参数)
2012年10月15日
目录 1.主题内容与适用范围 (1) 2.常用钢淬火、回火温度 (1) 2.1要求综合性能的钢种 (1) 2.2要求淬硬的钢种 (4) 2.3要求渗碳的钢种 (6) 2.4几点说明 (6) 3.常用钢正火、回火及退火温度 (7) 3.1要求综合性能的钢种 (7) 3.2其它钢种 (8) 3.3几点说明 (8) 4.常用钢去应力温度 (10) 5.各种热处理工序加热、冷却范围 (12) 5.1淬火……………………………………………………………………………………………1 2 5.2 正火及退火 (14) 5.3回火、时效及去应力 (15) 5.4工艺规范的几点说明 (16) 6.化学热处理工艺规范 (17) 6.1氮化 (17) 6.2渗碳 (20) 7.锻模热处理工艺规范 (22) 7.1锻模及胎模 (22) 7.2切边模 (24) 7.3锻模热处理注意事项 (25) 8.有色金属热处理工艺规范 (26) 8.1铝合金的热处理 (26) 8.2铜及铜合金 (26) 9.几种钢锻后防白点工艺规范 (27) 9.1第Ⅰ组钢 (27) 9.2第Ⅱ组钢 (28)
热处理工艺规程(工艺参数) 1.主题内容与适用范围 本标准为“热处理工艺规程”(工艺参数),它主要以企业标准《金属材料技术条件》B/HJ-93年版所涉及的金属材料和技术要求为依据(不包括高温合金),并收集了我公司生产常用的工具、模具及工艺装备用的金属材料。 本标准适用于汽轮机、燃气轮机产品零件的热处理生产。 2.常用钢淬火、回火温度 2.1 要求综合性能的钢种: 表1
常用钢材允许使用温度
常用钢材使用温度范围
注:1、A3F钢板的使用限制如下:(1)不得用于介质为极度危害、高度危害或易爆的受压元件;(2)使用温度0~250℃; (3)设计压力≤;(4)容器容积≤10m3;(5)用于主要受压元件(壳体、成型封头),板厚≤12mm;用于法兰、法兰盖等,板厚≤16mm。 2、A3钢板的的使用限制如下:(1)不得用于介质为极度危害、高度危害或液化石油气容器的受压元件;(2)容器容积 ≤10m3;(3)用于主要受压元件(壳体、成型封头):使用温度0~350℃;设计压力≤;板厚≤16mm;(4)用于法兰、法兰盖、管板及类似受压元件时:使用温度>-20~350℃;设计压力≤;P×Di≤2000 ( D为公称直径,mm;P为设计压力,MPa)。 当使用温度<0℃(但>-20℃)且板厚≥30mm时,应检验钢板的常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J。 3、16Mn钢板的的使用限制如下:(1)未附加检验或保证钢板常温冲击韧性要求的钢板不得用于压力容器主要受压元件; (2)用于法兰、法兰盖、管板及类似受压元件时使用限制同于A3钢;(3)经检验或复验,保证其常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J时,可用作压力容器主要受压元件,其使用限制如下:a、设计温度0~350℃; b、设计压力≤; c、板厚≤30mm。 4、16Mo、INCOLOY800尚无钢板、钢管标准,12CrMo、15CrMo、12Cr2Mo1、1Cr5Mo尚无钢板标准,设计选用可参照国外相 应钢材标准。 5、16Mo长期使用温度超过475℃时应考虑石墨化倾向的影响,因此累计使用时间超过4年的受压元件应检查是否产生 石墨化。 6、超低碳奥氏体不锈钢长期使用温度超过425℃,将导致碳化铬在晶界析出,而丧失抗晶界腐蚀能力。