cimatron E与cimatron IT加工方法对应关系

CIMATRON E和CIMATRON IT中的加工方法的对应关系
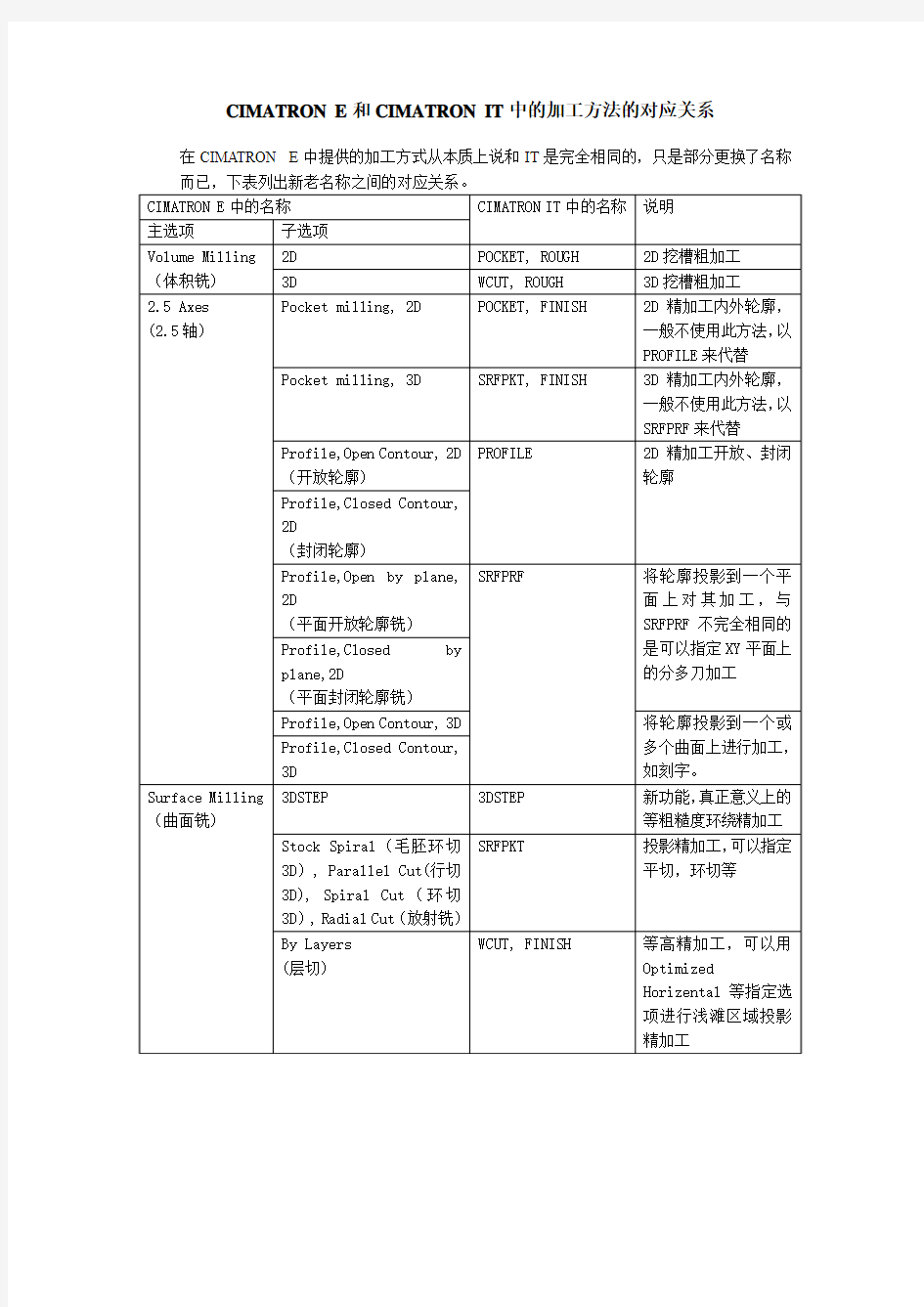
在CIMATRON E中提供的加工方式从本质上说和IT是完全相同的,只是部分更换了名称而已,下表列出新老名称之间的对应关系。
一.C IMATRON中常用的加工思路
在CIMATRON IT12版和E3.0版本以后,新增加了3DSTEP的精加工方式,此加工方式适用与零件内部有几个规则形状的岛屿的零件,将岛屿的2D边界提取出来,作为加工的引导轮廓GUIDE CONTOUR即可。
变循环发动机性能数值模拟
第25卷第6期2010年6月 航空动力学报 Journal of Aerospace Pow er Vol.25No.6 J un.2010 文章编号:100028055(2010)0621310206 变循环发动机性能数值模拟 刘增文1,王占学1,黄红超1,2,蔡元虎1 (1.西北工业大学动力与能源学院,西安710072; 2.中国航空工业集团公司中国燃气涡轮研究院,成都610500) 摘 要:在常规双轴涡扇发动机性能模拟程序的基础上,添加了模式选择阀门、前可调面积涵道引射器、后可调面积涵道引射器、核心涵道等部件模块,并加入了低压涡轮导向器面积、高压压气机转子叶片角度、风扇转子叶片角度、核心驱动风扇级转子叶片角度等调节变量,编写了双外涵变循环发动机性能数值模拟程序,模拟了一种带核心风扇级的双外涵变循环发动机的高度、速度和节流特性.计算表明:与单外涵模式相比,双外涵模式的单位推力和耗油率低,受飞行条件影响的主要为前涵道比.随着低压转子转速的降低,双外涵模式的总涵道比呈增大的趋势,发动机的耗油率大幅降低.此外,变循环发动机在几何调节参数不变的情况下,对工作条件较敏感,必须特别注意各调节参数与发动机工作条件的匹配.关 键 词:变循环发动机;双外涵;核心风扇级;数值模拟;性能特性中图分类号:V231 文献标识码:A 收稿日期:2009205211;修订日期:2009212214 作者简介:刘增文(1983-),男,山东泰安人,博士生,主要从事航空发动机总体设计方面研究. Numerical simulation on performance of variable cycle engines L IU Zeng 2wen 1,WAN G Zhan 2xue 1,HUAN G Hong 2chao 1,2,CA I Yuan 2hu 1 (11School of Power and Energy , Nort hwestern Polytechnical University ,Xi πan 710072,China ; 21China Gas Turbine Establishment , Aviation Industry Corporation of China ,Chengdu 610500,China ) Abstract :Based on a general gas t urbine performance simulation software ,a double by 2pass VCE (variable cycle engine )performance simulation software was developed wit h intro 2duction of selector valve ,forward VABI (variable area bypass injector )and rear VABI and core bypass duct modules.The cycle operating parameters of VCE were given ,such as low pressure t urbine nozzle area ,co mpressor inlet guide vane angle ,fan inlet guide vane angle and core 2driven fan stage inlet guide vane angle.A double bypass VCE characteristics were calculated and analyzed wit h altit ude velocity and t hrottling in t his https://www.360docs.net/doc/7619093976.html,pared wit h single bypass mode ,t he specific t hrust and specific f uel consumption (SFC )of double bypass mode were low.The total bypass ratio increased and t he SFC decreased wit h t he decline of rotate speed.Under a complicated condition ,it is necessary to match t he engine wit h appro 2priate variable parameters. K ey w ords :variable cycle engines ;double bypass ;core 2driven fan stage ; numerical simulation ;performance 近年来,战斗机正朝多用途、宽包线方向发展,对于超声速、格斗和机动飞行,需要高单位推 力的涡喷循环,对于亚声速巡航、待机和空中巡 逻,需要低耗油率的涡扇循环.这一发展趋势,促
涡街流量计的调试与维修
涡街流量计的调试与维修 1 概述 VXW系列涡街流量计,具有仪表常数稳定、容易在较恶劣的环境中保证精度、量程范围大、压力损失小、精度高、维护量小等特点,在各生产装置中使用较为普遍。另外它在测量体积流量时,几乎不受流速、密度、压力、温度、粘度等参数的影响。无活动部件的简单设计,也提高了仪表的使用寿命。下面笔者就日常工作中该类型仪表运行过程中出现的一系列问题及处理问题的方法给以叙述。 2 组成及功能 涡街流量计仪表由以下6部分组成: 变送器壳体;涡街发生体;信号检测器;输出放大器;脉冲整形器;输入放大器。 变送器壳体是流体管道的一部分,由于选择了合适的通径、涡街发生体的形状和尺寸比例,流体在壳体内流动时可在较宽雷诺数范围内产生稳定的涡街信号。涡街发生体使流体流经时产生涡列。信号检测器检测涡列并转换成脉冲信号。输入放大器将微弱的电信号进行放大,并滤除干扰信号。脉冲整形器将不规则的电脉冲转换为幅度和宽度一定的方波信号。输出放大器将方波信号进行放大转换为4~20mA直流电流信号输出。 3 工作原理 在流体中插入柱状物体时,在柱状物体的两侧将交替产生有规则的旋涡列,称谓“卡门涡街现象”。卡门涡街的频率与流速成正比。 式中: F为旋涡频率; V为管道内平均流速; d为柱状体迎流面宽度; D为管道内径; St为斯特罗哈数。 在雷诺数104~106范围内,是一个无量纲常数。 当旋涡在柱体两侧产生时,柱体受到与流向垂直的交变升力的作用,升力的变化频率就是旋涡频率,利用埋设于柱体内的压电元件检测此升力的变化,将其转换为频率信号送人放大器,由放大器进行放大和整形,得到其频率与流速成比例的方波信号。由上式可见,通过测量涡街频率就可算出流速V,进而求出体积流量,。 4 流量计的调试 在管道内没有液体流动时,由于管线振动所产生的噪声使接收器反常地计数,这时就应该对仪表进行灵敏度调节。 4.1 放大器增益的调整 一般情况下无需对放大器的增益进行调整,除非在更换了传感器之后。通过放大器板A上的AMP电位计调节放大器增益,在示波器上监视放大后的涡流波形,在最小流量时,涡流波形的峰值约为100mVP-P。 4.2 触发电平的调整 触发电平的增加(脉冲发生的灵敏度),会使流量的灵敏度减小。在管道内没有任何液体流动时,因管线振动,脉动流动出现噪声而造成不正常脉冲发生可以通过增加触发电平有效地进行处理。 通过放大器板上的TRG电位计可调节触发电平,放大的涡流波形的峰值无论何时超过预先确定的触发电平,都能转换成一个脉冲。因此,由于增加触发电平,流量灵敏度就会减小。 当触发电平80mVP-P变到350mVP-P,其结果的灵敏度将是80/350=1/4.4(灵敏度比率)
基于ANSYS有限元软件裂纹扩展模拟
万方数据
万方数据
56基于ANSYS有限元软件裂纹扩展模拟 【鬈I2子模型有限几删韬幽 (plane82),如图1所示。模型中裂纹长度为10mm,几何尺寸如图2所示。材料的弹性模量在2.017×105MPa上下变化,泊松比为o.3。顶端从侧端的一端起在长度为20mm的线上承受一200N/mm的压力。侧端从距裂纹处10mm开始在长度为20nlm的线上承受looN/mm的压力。这只是其中某一种状态,可以根据构件的实际受力状况,改变子模型的边界条件和受 匝墨巫巫匦圃 I得到应变能仞始值【,o ’ 图3ANsYs二次tH:发模拟流程力状况。 3ANSYS二次开发程序基本思路和模拟结果用上述的八NsYS二次开发的源程序对图1所示的子模型结构的疲劳裂纹扩展进行模拟,模拟流程见图3。由于模拟构件疲劳裂纹扩展从开始到失稳,裂纹扩展长度大,因而程序运行时间长。为此笔者只模拟了五步,模拟的结果见表1和图4。图4中的粗黑线为裂纹扩展路径。 表1疲劳裂纹扩展模拟所得的路径参数 (a)模拟一步裂纹扩展路径 (b)模拟二步裂纹扩展路径 (c)模拟三步裂纹扩展路径 万方数据
《化工装备技术》第27卷第1期2006年57 (d)模拟四步裂纹扩展路径 【e)模拟止步裂纹扩展路径剧4订限厄模拟的裂纹扩展路径 (a)一步裂纹扩展竖A疗向的应力云图(b,二步裂纹扩腱竖A方f川的臆力西矧(c)三步裂纹扩展悭直方向的应力云图 (d)四步裂纹扩展竖^力‘向的应JJ云图 (e)五步裂纹扩展竖直方向的应力云图 图5模拟裂纹扩展过程巾竖直方向的应力云图 4结束语 ANSYS软件是一个功能非常强大的有限元计算软件,其本身又是一个开放型软件,可以进行二次开发。利用最大能量释放率作为判 断方向基准,笔者对ANSYS进行二次开发,能动态地描述2D构件在复合加载状况下疲劳裂纹的扩展路径。对ANsYs软件进行二次开发来模拟疲劳裂纹的扩展迄今未见报道。本文通过对2D构件疲劳裂纹扩展路径的模拟,为下一步3D构件的模拟打下了好的基础。 参考文献 1W01fgangBrocks.Num时icaIinves“gatlonsonthesignifi~ canceofJforlargestablecrad‘growth.E“gineeri“gFrac~tureMech.1989,32:459~468 2杨庆生,杨卫.断裂过程的有限元模拟.计算力学学报, 1997,14(4):407412 3HellenT.0nthemethodofvirtualcrackextensions.Int JNumMethEngn,1975(9):187—207 4傅祥炯,周岳泉.何字廷.疲劳裂纹扩展全寿命模型.第八届全国断裂学术会议论文集,1996:155~252 5011the ene。gy releaserateandtheJ—int。gralfor3一Dcrackconfiguratiolls.IntJournofFracture.1982,l9:183~1936ClaydonPW.MaximumenergvreleaseratedistributionfromageneraIized3Dvirtualcrackextensionmethod.En~ginee““gFractureMechanics,1992,42(6):96l~9697TimbrellC.eta1.Simulationofcrackpropagationinrub~ber.ThirdEuroDeanConferenceonConstitutiveModelsforRubber.1517SeDtember2003London,UK. (收稿日期:2005一07—28) 万方数据
E+H质量计涡街流量计设定方法
涡街设定参数 (1)测量气体时 单位 1、SYSTEM UNITE---MEASURING UNITE TYPE----CALCULATED CORRECTED VOLUME 2、CURRENT OUTPUT ---V ALUE 20mA (输入量程) 3、PROCESS PAREMETER—APPLICATION GAS/STEAM(气体)LIQUID(液体) 注:*气体时候必须修改此参数 OPERATING DENSITY(操作密度); 注:*数据表中可以查找到此参数 REFERENCE DENSITY(参考密度):标准密度 注:*数据表中可以查找到此参数 OPERATING TEMPERATURE(操作温度): 注:*数据表中可以查找到此参数 1、SYSTEM UNITE---MEASURING UNITE TYPE----CALCULATED FLOW 2、CURRENT OUTPUT ---V ALUE 20mA (输入量程) 3、PROCESS PAREMETER—APPLICATION GAS/STEAM(气体)LIQUID(液体) 注:*气体时候必须修改此参数 OPERATING DENSITY(操作密度); 注:*数据表中可以查找到此参数 OPERATING TEMPERATURE(操作温度): 注:*数据表中可以查找到此参数 1、CURRENT OUTPUT ---V ALUE 20mA (输入量程) 3、PROCESS PAREMETER—APPLICATION GAS/STEAM(气体)LIQUID(液体) 注:*气体时候必须修改此参数 OPERATING TEMPERATURE(操作温度): 注:*数据表中可以查找到此参数 质量计设定参数 测量液体时:1设定单位SYSTEM UNITE中 2设定量程OUTPUT中找到V ALUE 20mA 测量气体时:1设定单位SYSTEM UNITE中 2设定量程OUTPUT中找到V ALUE 20mA 3 PROCESS PAREMETER---EMPTY PIPE DETECT (EPD空管检测) 选择:OFF 注:*测量气体时必须关闭空管检测
Cimatron E 8.5的安装方法
一、许可协议文件生成 1、SHooTERS\8.crack文件夹cimatrone.lic文件,把全部的HOSTID=0015F261C0F1的ID更换成本机的ID。 ID获取办法: 开始——运行——cmd 在Dos窗口输入ipconfig/all 红色部分就是ID,在窗口按右键选“标记”用鼠标左键选择ID,然后按右键。 回到编辑cimatrone.lic文件窗口,选“替换”,将标记到的文字用Ctrl+V粘贴入“替换为”中,查找内容填原本的ID内容。存盘退出 2、运行create_lic.bat,将生成e85.lic文件。 二、安装E8.5 1、运行E8.5\CimatronE\Disk1下的Setup.exe 2、选择安装到D盘,将e85.lic文件复制到D:\Cimatron_Documents里 3、将许可文件指向D:\Cimatron_Documents\e85.lic 4、耐心等待安装完毕。 三、破解&汉化 1、将E8.5\SHooTERS\installdir下的六个文件复制到D:\Cimatron\CimatronE\Program里,替换所有文件。 2、将chinese.rar内的文件(不是文件夹)复制到 D:\Cimatron\CimatronE\Program\Resource\chinese文件夹内。 3、找到桌面的Cimatron E 8.5快捷方式,按右键选择“属性” 4、在属性对话框中的目标中填写 D:\Cimatron\CimatronE\Program\CimatronE_Launcher.exe -lang chinese (即在原有的内容后面增加“空格减号lang 空格chinese”,选确认。
思科交换机3550配置手册(修改后)
交换机简介 ?连接方式 Telnet、WebBrower、网管软件、console(控制线) ?性能参数 基本配置 ?状态转换 ?用户属性及密码修改 ?查看MAC地址 #show mac-address-table ?端口基本配置(单/组) speed/duplex Description ?保存或更改设置 #copy running-configure startup-configure #delete flash:vlan.dat #erase startup-configure #reload ?MAC地址配置 使用说明 ?命令缩写 ??及Tab键的使用 ?为防止由于输入的命令错误引起的等待,禁止设备查找DNS服务器 #no ip domain-lookup; ?有效的范围: vlan从1 到4094 fastethernet槽位/{first port} - {last port}, 槽位为0 gigabitethernet槽位/{first port} - {last port},槽位为0 ?端口优先及通常为4096的倍数,而权植为16的倍数; VLAN配置 ?VLAN 简介
?创建VLAN(基于静态端口) 新建 划分端口 ?查看VLAN配置 ?删除VLAN ?问题:物理端口与可支持VLAN数目不相匹配; ?命令行: switch>en switch #vlan database //新建Vlan1 switch (vlan)vlan 1name VLAN1 switch #configure terminal switch (config)int g0/1 //划分端口g0/1 switch(config-if)switch mode access switch(config-if)switch access vlan 1 TRUNK设置 ?TRUNK简介 ?数据封装类型 dot1 isl negotiate ?配置trunk ?定义trunk允许通过的 vlan switch trunk allowed vlan … ?Native vlan 意义及更改 (如果trunk链路两端的native vlan不一致时,交换机将会报错) ?DTP简介 对于CISCO交换机之间的链路是否形成TRUNK,可以通过DTP(Dynamic Trunk Protocol)进行协商。 ?命令行: switch>en
加工方法的选择
加工方法的选择 一、加工经济精度 在正常加工条件下(采用符合质量标准的设备和工艺装备,使用标准技术等级工人,不延长加工时间),一种加工方法所能保证的加工精度和表面粗糙度(图中AB段)。 图1 加工误差与成本的关系图2 加工精度发展趋势 图1说明:δ-加工误差;S-加工成本。从图中可以看出:对一种加工方法来说,加工误差小到一定程度后(如曲线中A点的左侧),加工成本提高很多,加工误差却降低很少;加工误差大到一定程度后(如曲线中B点的右侧),即使加工误差增大很多,加工成本却降低很少。说明一种加工方法在AB段的外侧应该都是不经济的。 图2说明:20世纪40年代的精密加工精度大约只相当于80年代的一般加工精度。各种加工方法的加工经济精度的概念在发展,其指标在不断提高。 二、加工方法的选择 1、加工方法的选择原则
1)所选加工方法的加工经济精度范围要与加工表面精度、粗糙度要求相适应; 2)保证加工面的几何形状精度、表面相互位置精度的要求; 3)与零件材料的可加工性相适应。如淬火钢宜采用磨削加工; 4)与生产类型相适应,大批量生产时,应采用高效的机床设备和先进的加工方法;单件小批生产时,多采用通用机床和常规的加工方法。 2、外圆表面、孔及平面加工方案参见表1,2,3(20世纪90年代): 表1外圆加工中各种加工方法的加工经济精度及表面粗糙度
注:加工有色金属时,表面粗糙度 Ra 取小值。 表2孔加工中各种加工方法的加工经济精度及表面粗糙度
注:加工有色金属时,表面粗糙度 Ra 取小值。 表3 平面加工中各种加工方法的加工经济精度及表面粗糙度
注:加工有色金属时,表面粗糙度 Ra 取小值。 三、机床的选择 1、数控机床与普通机床 产品变换周期短→数控机床; 形状复杂、普通机床加工困难→数控机床; 加工精度要求较高的重要零件→数控机床; 产品基本不变、大批大量生产→组合机床; 2、零件加工表面形状与机床类型相适应 3、零件加工表面尺寸、精度与机床规格相适应
铣平面三种方式
铣平面三种方式 铣平面 铣平面可以用圆柱铣刀、端铣刀或三面刃盘铣刀在卧式铣床或立式铣床上进行铣削。 1、用圆柱铣刀铣平面 圆柱铣刀一般用于卧式铣床铣平面。铣平面用的圆柱铣刀,一般为螺旋齿圆柱铣刀。铣刀的宽度必须大于所铣平面的宽度。螺旋线的方向应使铣削时所产生的轴向力将铣刀推向主轴轴承方向。 圆柱铣刀通过长刀杆安装在卧式铣床的主轴上,刀杆上的锥柄与主轴上的锥孔相配,并用一拉杆拉紧。刀杆上的键槽与主轴上的方键相配,用来传递动力。安装铣刀时,先在刀杆上装几个垫圈,然后装上铣刀,如图4-14a所示。应使铣刀切削刃的切削方向与主轴旋转方向一致,同时铣刀还应尽量装在靠近床身的地方。再在铣刀的另一侧套上垫圈,然后用手轻轻旋上压紧螺母,如图4-14b所示。再安装吊架,使刀杆前端进入吊架轴承内,拧紧吊架的紧固螺钉,如图4-14c所示。初步拧紧刀杆螺母,开车观察铣刀是否装正,然后用力拧紧螺母,如图4-14d 所示。 操作方法:根据工艺卡的规定调整机床的转速和进给量,再根据加工余量的多少来调整铣削深度,然后开始铣削。铣削时,先用手动使工作台纵向靠近铣刀,而后改为自动进给;当进给行程尚未完毕时不要停止进给运动,否则铣刀在停止的地方切入金属就比较深,形成表面深啃现象;铣削铸铁时不加切削液(因铸铁中的石墨可起润滑作用;铣削钢料时要用切削液,通常用含硫矿物油作切削液)。用螺旋齿铣刀铣削时,同时参加切削的刀齿数较多,每个刀齿工作时都是沿螺旋线方向逐渐地切入和脱离工作表面,切削比较平稳。在单件小批量生产的条件下,用圆柱铣刀在卧式铣床上铣平面仍是常用的方法。 2、用端铣刀铣平面:端铣刀一般用于立式铣床上铣平面,有时也用于卧式铣床上铣侧面。 端铣刀一般中间带有圆孔。通常先将铣刀装在短刀轴上,再将刀轴装入机床的主轴上,并用拉杆螺丝拉紧 用端铣刀铣平面与用圆柱铣刀铣平面相比,其特点是:切削厚度变化较小,同时切削的刀齿较多,因此切削比较平稳;再则端铣刀的主切削刃担负着主要的切削工作,而副切削刃又有修光作用,所以表面光整;此外,端铣刀的刀齿易于镶装硬质合金刀片,可进行高速铣削,且其刀杆比圆柱铣刀的刀杆短些,刚性较好,能减少加工中的振动,有利于提高铣削用量。因此,端铣既提高了生产率,又提高了表面质量,所以在大批量生产中,端铣已成为加工平面的主要方式之一。
3 D+VRAY+灯光渲染器参数设置
3dmax-vray渲染流程的方法 一、建模方法与注意事项 1、四方体空间或多边型空间,先用CAD画出平面,吊顶图,立面图。 进入3D,导出CAD,将CAD图绝对坐标设为:0,0,0用直线绘制线条,然后挤出室内高度,将体转为可编辑多边形。然后在此几何体上进行以面为主开门,开窗等, 2、顶有花式就以顶的面推出造型,再将下部做出地坪, 3、关键的容量忽视的: A、不管怎样开门......做吊顶......都要把几个分出的面当着一个整体空间,不要随地左右移动.否则会造成漏光。 B、由于开洞......会在面上产生多余的线尽量不要删除,会造成墙面不平有折光和漏光.如室内空间模型能做好,就完成了建模工程了。 二、室内渲染表现与出图流程 1、测试阶段 2、出图阶段 三、Vray渲染器的设定与参数解释 1、打开渲染器F10或 2、调用方法。 3、公共参数设定 宽度、高度设定为1,不勾选渲染帧窗口。
4、帧绶冲区 勾选启用内置帧绶冲区,不勾选从MAX获分辨率。 5、全局开关(在设置时对场景中全部对像起作用) ①置换:指置换命令是否使用。 ②灯光:指是否使用场景是的灯光。 ③默认灯光:指场景中默认的两个灯光,使用时必须开闭。 ④隐藏灯光:场景中被隐藏的灯光是否使用。 ⑤阴影:指灯光是否产生的阴影。 ⑥全局光:一般使用。 ⑦不渲染最终的图像:指在渲染完成后是否显示最终的结果。 ⑧反射/折射:指场景的材质是否有反射/折射效果。 ⑨最大深度:指反射/折射的次数。 ⑩覆盖材质:用一种材质替换场景中所有材质。一般用于渲染灯光时使用。 ⑾光滑效果:材质显示的最好效果。 6、图像采样(控制渲染后图像的锯齿效果) ①类型: Ⅰ、固定:是一种最简单的采样器,对于每一个像素使用一个固定的样本。 Ⅱ、自适应准蒙特卡洛:根据每个像素和它相邻像素的亮度异产生不同数量的样本。对于有大量微小细节是首选。最小细分:定义每个像素使用的样本的最小数量,一般为1。最大细分:定义每个像素使用的样本的最大数量。 Ⅲ、自适细分:如果场景中细节比较少是最好的选择,细节多效果不好,渲染速度慢。 ②抗锯齿过滤器: Ⅰ、Area:Ⅱ、Catmull-Rom:Ⅲ、Mitchell-Netravali: 7、间接照明(灯光的间接光线的效果)
表面加工方法的选择
表面加工方法的选择 零件机械加工的工艺路线是指零件生产过程中,由毛坯到成品所经过的工序先后顺序。在拟定工艺路线时,除了首先考虑定位基准的选择外,还应当考虑各表面加工方法的选择,工序集中与分散的程度,加工阶段的划分和工序先后顺序的安排等问题。目前还没有一套通用而完整的工艺路线拟定方法,只总结出一些综合性原则,在具体运用这些原则时,要根据具体条件综合分析。拟定工艺路线的基本过程见图4-28所示。 表面加工方法的选择,就是为零件上每一个有质量要求的表面选择一套合理的加工方法。在选择时,一般先根据表面的精度和粗糙度要求选定最终加工方法,然后再确定精加工前准备工序的加工方法,即确定加工方案。由于获得同一精度和粗糙度的加工方法往往有几种,在选择时除了考虑生产率要求和经济效益外,还应考虑下列因素: (1) 工件材料的性质 例如,淬硬钢零件的精加工要用磨削的方法;有色金属零件的精加工应采用精细车或精细镗等加工方法,而不应采用磨削。 (2) 工件的结构和尺寸 例如,对于IT7级精度的孔采用拉削、铰削、镗削和磨削等加工方法都可。但是箱体上的孔一般不用拉或磨,而常常采用铰孔和镗孔,直径大于60㎜的孔不宜采用钻、扩、铰。 图4-28 工艺路线拟定的基本过程 (3) 生产类型 选择加工方法要与生产类型相适应。大批大量生产应选用生产率高和质量稳定的加工方法。例如,平面和孔采用拉削加工。单件小批生产则采用刨削、铣削平面和钻、扩、铰孔。又如为保证质量可靠和稳定,保证较高的成品率,在大批大量生产中采用珩磨和超精加工工艺加工较精密零件。 (4) 具体生产条件 应充分利用现有设备和工艺手段,不断引进新技术,对老设备进行技术改造,挖掘企业潜力,提高工艺水平。
涡街流量计说明书
一. 工作原理 在流体中设置三角柱型旋涡发生体,则从旋涡发生体两侧交替地产生两列有规则的旋涡,这种旋涡称为卡门涡街,如图(一)所示。 图(一) 旋涡列在旋涡发生体下游非对称地排列。设旋涡的发生频率为f ,被测介质来流的平均速度为V ,旋涡发生体迎流面宽度为d ,表体通径为D ,根据卡曼涡街原理,有如下关系式: f=St.V/〔(1-1.25d/D )d 〕 式中: f -发生体一侧产生的卡门旋涡频率 St -斯特罗哈尔数 V -流体的平均流速 d -柱体流面宽度 D-管道径 在漩涡发生体中装入电容检测探头或压电检测探头及相应匹配电路,即可构成电容检测式涡街流量/传感器或压电检测式涡街流量传感器。 图(二) 在曲线表中St =0.17的平直部分,漩涡的释放频率与流速成正比,即为涡街流量传感器测量围度。只要检测出频率f 就可以求得管流体的流速,由流速V 求出体积流量。 Q =3600f/K 或M=ρ3600 f/K 式中:K =仪表常数(1/m 3)。 M=质量流量 Q =体积流量(m 3/h ) St 0.2 0.15 0.1
ρ=介质密度(kg/m3) F=频率Hz 二. 主要技术指标
三、传感器的选型 3.1.尊敬的用户,当您要选用产品时,请仔细阅读选型样本,并做好以下工作: 1.认真核对被测介质的工况条件:温度、压力、管径等工艺参数。 2.认真核对被测介质的使用流量围,特别是最小流量值以最终确定使用仪表的口径及配管参数。 3.确定仪表的安装地点,保证直管段,并为仪表的安装维护创造好的环境条件。 3.2.涡街流量仪表选型表(符合JB/T9249-1999标准)
平面铣加工操作
一、平面铣加工操作 创建一般平面铣加工操作,它能够创建更加灵活的平面铣加工方法,包括了表面铣(是一种专门用于加工表面几何体的模板,可以直接选择表面来指定加工区域,也可以通过选择边界几何体来指定。包括Face_milling主要是针对平面而设置的加工方法;face_milling _area是加工平面的同时也可以作壁加工;UG NX4中的“Face Milling Manual”翻译成中文:手工铣削面)、粗加工平面铣加工(包括ROUGH_FOLLOW、ROUGH_ZIGZAG、ROUGH_ZIG三种加工模板,可以直接选择表面来指定加工区域,也可以通过选择面、边界、曲线、点来指定边界几何体)、精铣底面加工操作(FINISH_FLOOR)、精铣侧壁加 工操作(FINISH_WALLS)、平面轮廓铣加工操作(,此方法主要是加工零件外形),这些平面铣加工方法都是基于一般平面定制的加工模板。 二、平面铣部件和隐藏体边界选择:编辑边界里面的材料侧的内部或外部是指不被切削的部分。 三、平面铣加工切削方式 1.往复式(Zig-Zag)走刀方式,此加工方法能够有效地减少刀具在横向 跨越的空刀距离,提高加工的效率,但往复式走刀方式在加工过程中要交替变换顺铣、逆铣加工方式,因此比较适合粗铣表面加工。 2.单向(Zig)走刀方式,此加工方法能够保证整个加工过程中保持同一种加工方式,比较适合精铣表面加工。 3.跟随周边(Follow Periphery)走刀方式,它是沿切削区域轮廓产生一系列同心线来创建刀具轨迹路径,该方式在横向进刀的过程中一直保持切削状态。 4.跟随工件(Follow Part)走刀方式,它是沿零件几何体产生一系列同心线来创建刀具轨迹路径,该方式可以保证刀具沿所有零件几何体进行切削,对于有孤岛的型腔域,建议采用跟随零件的走刀方式。 5.单向带轮廓铣(Zig With Contour)走刀方式 6.轮廓(Profile)走刀方式,可以沿切削区域的轮廓创建一条或多条切削轨迹,轮廓走刀的方法可以在狭小的区域内创建不相交的刀位轨迹,避免产生过切现象。 7.外摆线轨迹(Outward Trochoidal),加工狭长的槽和拐角时可以得到更加圆滑的刀位轨迹。这一功能比较适合高速铣削加工,刀位轨迹变得更加圆滑,进刀运动和跨越运动变得更加光顺。
stm32常用功能配置逻辑总结
STM32配置逻辑 1、RCC配置 缺省RCC寄存器—选择时钟源—设置高低速AHB时钟分频—设置ADC时钟—使能锁相环时钟—将锁相环设置为系统时钟—打开使用到的外部时钟 Rcc子函数编写 Void RCC_Configuation(); { 定义错误变量 ErrorStatus HSEStartUpStatus; 初始化RCC外部寄存器 RCC_Deinit(); 打开外部高速晶振 RCC_HSEConfig(RCC_HSE_ON) 等待外部高速晶振准备好 HSEStuartUpStatus=RCC_WaitForHSEStuartUp; 判断是否起振 if(HSEStuartUpStuartUpStatus==SUCCES) { 使能FLASH预读取缓冲区 FLASH_PrefetchBufferCmd(FLASH_PrefetchBuffer_Enable) 设置FLASH_Latency延时周期 FLASH_SetLatency(FLASH_Latency_x) 配置高速总线AHB时钟 RCC_HCLKConfig(RCC_SYSCLK_DIVx); 配置低总线APB2时钟 RCC_PCLK2Config(RCC_HCLK_Divx); 配置低总线APB1时钟 RCC_PCLK1Config(RCC_HCLK_Divx); 配置ADC外部时钟 RCC_ADCCLKConfig(RCC_PCLK2_Divx); 配置锁相环PLL时钟源及倍频 RCC_PLLConfig(RCC_PLLSource_HSE_Div1,RCC_PLLMul_9) 使能锁相环时钟 RCC_PLLCmd(ENABLE); 等待PLL时钟稳定输出 While(RCC_GetFlagStatus(RCC_FLAG_PLLRDY)==RESET);
涡街流量计(设计技术标准)
涡街流量计设计技术标准 一、设计方案 1、方案: 由使用单位填写流量计安装参数表,经使用单位和生产部签字确认,电控部据此选型申报计划。(见附表1) 2、关键控制点: 传感器口径选择:(适合DN300以下)主要是对流量下限值进行核算。它应该满足以下条件: 1)最小雷诺数不应低于界限雷诺数(Re C=2×104)和对于应力式VSF在下限流量时旋涡强度应大于传感器旋涡强度的允许值(旋涡强度与升力ρU2成比例关系)。 2)对于液体还应检查最小工作压力是否高于工作温度下的饱和蒸气压,即是否会产生气穴现象。 3)流量测量范围的确定还应检查是否处于仪表的最佳工作范围(即上限流量的1/2~2/3处)。 二、设计标准 (一)、选型及注意事项 可以从五个方面进行考虑,这五个方面为流量计仪表性能方面、流体特性方面、安装条件方面、环境条件方面和经济因素方面。五个方面的详细因素如下: 1、仪表性能方面:准确度、重复性、线性度、范围度、流量范围、信号输出特性、响应时间、压力损失等; 2、流体特性方面:温度、压力、密度、粘度、化学腐蚀、磨蚀性、结垢、混相、相变、电导率、声速、导热系数、比热容,等熵指数; 3、安装条件方面:管道布置方向,流动方向,检测件上下游侧直管段长度、管道口径,维修空间、电源、接地、辅助设备(过滤器、消气器)、安装、等; 4、环境条件方面:环境温度、湿度、电磁干扰、安全性、防爆、管道振动等; 5、经济因素方面:仪表购置费、安装费、运行费、校验费、维修费、仪表使用寿命、备品备件等。 (二)、包含内容 一、仪表数据表(见附表2) 二、控制方案说明: 1、涡街流量计的选用 1.1涡街流量计的口径选择 涡街流量计的仪表口径及规格选择很重要,它类似于差压流量计节流装
genesis快捷键
genesis快捷键 Padup加大pad paddn缩小pad reroute 扰线路 Shave削pad linedown 缩线 line/signal 线 Layer 层 in里面 out外面 Same layer 同一层 spacing 间隙 cu 铜皮 Other layer 另一层 positive 正 negative负 Temp 临时 top 顶层 bot 底层 Soldermask 绿油层 silk 字符层 power 电源导(负片) Vcc 电源层(负片) ground 地层(负片) apply 应用solder 焊锡 singnal 线路信号层 soldnmask绿油层 input 导入 component 元器件 Close 关闭 zoom放大缩小 create 创建 Reste 重新设置 corner 直角
step PCB文档 Center 中心 snap捕捉 board板 Route 锣带 repair 修理、编辑resize (编辑)放大缩小analysis 分析 Sinde 边、面 Advanced高级 measuer 测量 PTH hole 沉铜孔NPTH hole 非沉铜孔 output导出 VIA hole 导通孔 smd pad 贴片PAD replace替换 fill 填充Attribute 属性 round 圆 square 正方形 rectangle 矩形 Select 选择 include包含 exclude不包含 step 工作单元 Reshape 改变形状 profile 轮廓 drill 钻带 rout 锣带 Actions 操作流程 analyis 分析 DFM自动修改编辑 circuit 线性 Identify 识别 translate转换
机械零件加工工艺规程方案设计说明
《机械制造技术基础》综合训练(三)项目名称:机械零件加工工艺规程方案设计 学生:超强鲁晓帆业鑫世辉 汤龙彪田大江邢永强姬笑歌班级:机自15-4班 学号: 03 05 06 10 15 16 20 22 24 任课教师:宏梅 完成时间: 2018.6.15 工程技术大学机械工程学院 二零一八年二月
综合训练项目三机械零件加工工艺规程方案设计 一、目的 1.使学生具有制定工艺规程的初步能力。能综合运用金属切削原理、金属切削刀具、金属切削机床、机床夹具等的基本理论和方法,合理的制定零件的机械加工工艺规程,包括零件工艺性分析、工艺路线拟定,编制零件加工工艺过程卡片。 2.进一步提高查阅资料,熟练地使用设计手册、参考资料等方面的能力。 3.通过设计的全过程,使学生学会进行工艺设计的程序和方法,培养独立思考和独立工作的能力。 二、设计原始条件 1.原始零件图1 2.生产纲领:大批大量生产 三、设计工作容(成果形式) 1.零件图1(比例1:1); 2.机械加工工艺过程卡片1; 3.设计说明书1份。 四、评价标准 评价表 总成绩:(总分 10%) 指导教师:年月日
摘要 本文是对拔叉零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。选择正确的加工方法,设计合理的加工工艺过程。此外还对拔叉零件的两道工序的加工设计了专用夹具. 机床夹具的种类很多,其中,使用围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本论文夹具设计的主要容是设计2套夹具。 关键词:加工工艺;加工方法;工艺文件;夹具
智能涡街流量计使用说明书(三线制)
智能涡街流量计使用说明书
目录 一,产品概述 二,测量原理 三,结构与技术参数 四,流量计的选型 五,流量计的安装 六,流量计的电气连接 七,故障排除与日常维护
一、 产品概述 1. 概述 涡街流量仪表是根据卡门涡街理论,利用了流体的自然振动原理,以压电晶体或差动电容作为检测部件而制成的一种速度式流量仪表。 该仪表具有无可动部件、测量范围度大、介质适应性广、测量精度高、检定周期长、传输信号距离远、压力损失小、结构简单、运行可靠、使用寿命长、安装维护方便等许多显著优点。可广泛应用于石油化工、治金机械、食品、造纸,以及城市管道供热、供水、煤气等行业的各种液体、气体、蒸气等单相流体的工艺计量和节能管理。 2. 产品特点 ● 采用抗机械震动,抗冲击和抗脏污的结构新设计。 ● 采用最先进的集成电路,信号处理精度高,高抗干扰性,可靠性高。 ● 可选用加宽量程型号,获得优越的小流量性能和扩宽的流量范围。 ● 可选用电容式流量计,抗震性能好,最高测量温度达到400 ℃。 二、 测量原理 涡街流量计是由设计在流场中的旋涡发生体、检测探头及相关的电子线路等组成。当液体流经三角柱形旋涡发生体时,它的两侧就成了交替变化的两排旋涡,这种旋涡被称为卡门涡街(图1),在此基础上得出了频率与流体的流速的关系: F= St ×V/d 式中:f ————————————涡街发生频率(Hz ) V ————————旋涡发生体两测的平均流速(m/s )St-----------------------斯特罗哈尔系数(常数) 这些交替变化的旋涡就形成了一系列替变化的负压力,该压力作用在检测深头上,便产生一系列交变电信号,经过前置放大器转换、整形、放大处理后,输出与旋涡同步成正比的脉冲频率信号(或标准信号) 旋涡发生体 探头 交变力 图1 三、 结构与技术参数 1. 流量计的结构形式 流量计是由表体与检测放大器及连接这两部分的连接杆组成,表体及其组成部件和连接杆均由1Cr18Ni9Ti 不锈钢材质制成,具有防腐耐用之优点;仪表根据安装方式不同分三种结构形式,分别是满管式、简易插入式、球阀插入式,结构形式如下图所示:
CimatronE高速铣削加工策略研究
CimatronE高速铣削加工策略研究 《制造业自动化》2008版核心期刊学术论文 摘要:除了适合高速加工必备的机床(含数控系统)及刀具处,选择恰当的CAM软件、生成恰当的适合高速加工的数控加工程序是高速加工的关键。CimatronE光滑的进退刀方式及移刀方式、良好的刀路拐角过渡功能、基于智能毛坏残留知识的进给优化处理功能、基于斜率分析的一体化加工技术、领先的微加工技术、灵活的5轴倾角策略、NURBS插补功能及待加工轨迹监控功能、较丰富的高速加工工艺优化策略及丰富的轨迹规划方法、这些决定了cimatronE优秀的高速加工工艺性能。 关键词:螺旋线加工;余摆线加工;斜率分析;微铣削;NURBS插补;残料加工 (一)引言 高速铣削加工以高效率、高精度和高表面质量为基本特征,数控高速加工是正在发展和完善的机械加工方法,它基于数控设备(数控系统)和CAD/CAM软件,而CAD/CAM软件的使用对高速加工效率及零件加工精度有很大的影响;cimatronE其基于知识的智能加工、基于智能毛坏残留知识的进给优化处理功能、一体化加工技术、微加工技术、灵活的5轴刀轴倾角控制功能,NURBS插补输出等这些决定其自动编程所产生的数控程序具有良好的高速加工 工艺性能。使其成为业界认同的当今比较适合高速加工编程的软件之一。 (二)Cimatron E光滑的进退刀方式 高速切削加工时、刀具切入工件的方式、不仅影响加工质量、同时也直接关系到加工的安全。刀具高速切削工件时、工件将对刀具产生一定的作用力。此外、刀具以全切深和满进给速度切入工件将会缩短刀具的寿命。通过较平缓的增加载荷,可以达到保护刀具的目地。刀具切入工件时应尽量沿轮廓切向切入的方式缓缓的增加切削载荷,并保持恒定的载荷,切线式切入和螺旋式切入,以保持刀具轨迹光滑平顺,在Cimatron E系统中,有多种多样的进、退刀方式,如在走轮廓时,有轮廓的法向进、退刀,轮廓的切向进、退刀,以保证刀路轨迹的平滑;有对曲面法向的进、退刀,曲面正向与反向的进、退刀和斜向或螺旋式进、退刀等。在实际加工中,最好采用曲面的切向进刀或螺旋式进刀。 (三)Cimatron E光滑的移刀方式 移刀方式主要是指行切中的行间移刀,环切中的环间移刀,等高加工的层间移刀等。高速加工中,采用的切削用量都很小(侧向切削用量和深度切削用量很小),通常加工在扫描路径之间采用简单的环型刀具路径可以适缓解拐角处进给量的变化。但是,进给速度较高时,这种简单的环型运动仍然太突然。在这种情况下,CimatronE在扫描路径间采用“高尔夫球棒”式移刀则更为有效。在支持高速加工的Cimatron E 支持在加工环境中实体曲面混合造型的功能,通常导入曲面模型质量并不理想,必须在在编程操作之前进行修复。一些小的孔或者缝隙可能导致刀路紊乱或刀路不适宜高速加工。针对这样的问题,Cimatron E的混合建模拥有“为制造而设计”的功能用来 修复几何模型,通过各种曲面功能融合缝隙并变将曲面模型变成实体。 2.高转速高精度(微公差)小刀具加工工艺 为了获得以上要求,微铣削技术需要达到以下支持:100μm或更小的刀具、高速刀具外形比例(L/D)10或高达100,主轴转速高达150,000 r/min或更高,加工公差达0.1μm或更小,模具材料硬度到53 HRC ,微型模具铣削的精度< 5μm 曲面粗糙度<0.2μm Ra 。 3.适应微小刀具对微小型腔粗加工及精加工之丰富的轨迹策略 Cimatron E使用了实体曲面混合建模技术,其ACIS 内核技术提供了高达1nm 的内部精度,为微铣削提供了技术保障。加工过程中通过应用高速切削(HSC)策略获得均匀一致刀路,并使用了毛坯残留知识防止断刀,以对微型型腔进行开粗。为了降低风险防止换刀过程中产生的不连续的微型曲面,Cimatron E 提供了多种加工策略。NC 策略中支持斜线或螺旋下刀保证刀具最大限度的光滑和连续地进入工件。 (四) Cimatron E针对产品形状及结构的复杂性在5轴加工中灵活的刀具倾角控制策略 CimatronE在5轴加工编程中强大的控制刀具倾角的功能及刀具半径补偿的能力确保了CimatronE 5轴数控加工编程性能,具体来说为了适应加工零件形状复杂性刀具倾角的控制方式如下: 1.刀轴沿曲面法向功能:利用刀具端刃加工曲面。 2.相对于切削方向倾斜 作用举例: 加工叶片时,确保刀具是使用前倾角切削,避免刀尖切削(刀尖在主轴中心,理论切削速度为零,刀尖