阀门压力试验报告doc
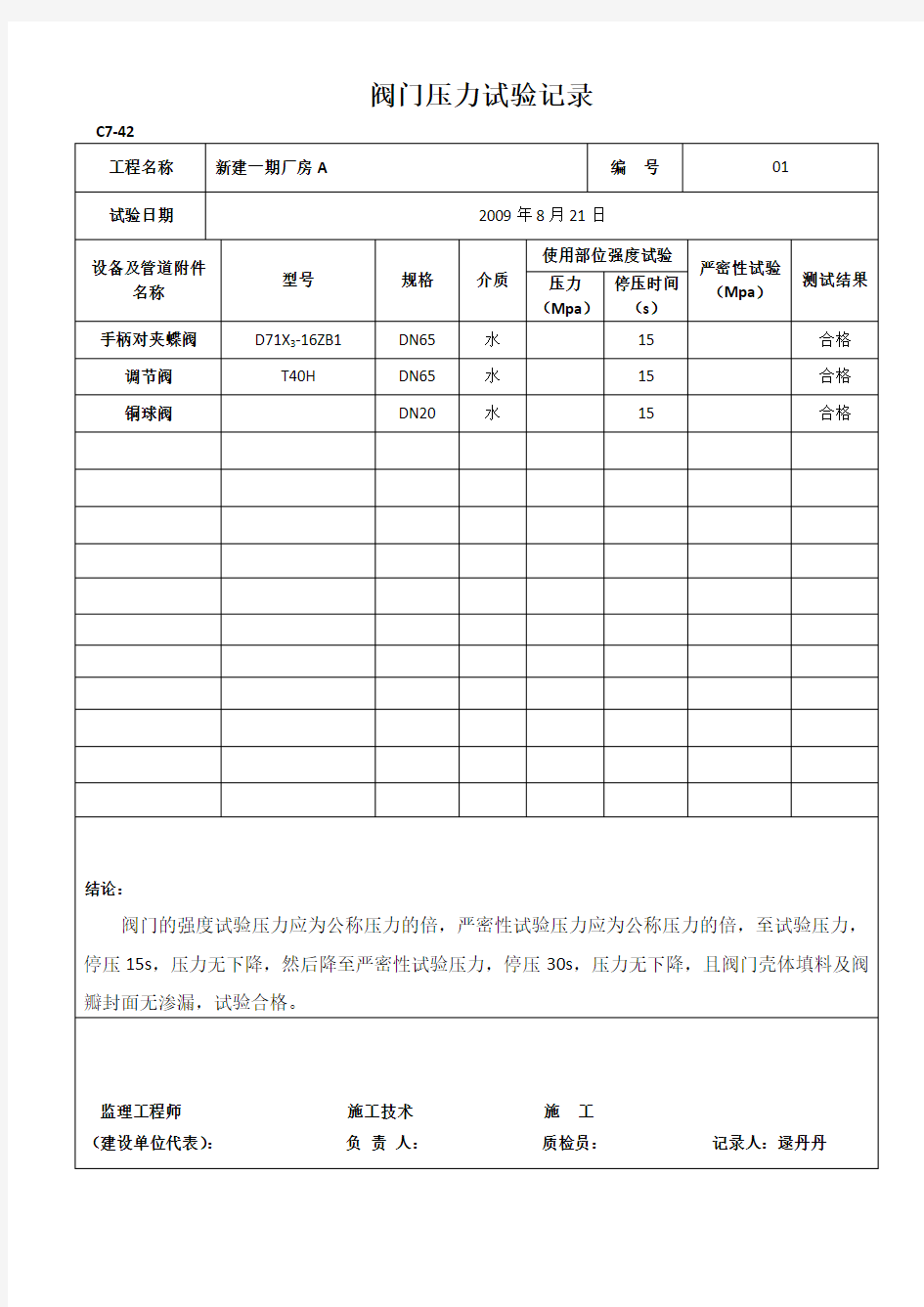
阀门压力试验记录
阀门检验标准(新)
阀门检验标准(新)
一、阀门检验标准 、适用范围 该标准适用于生产的阀门的试验检查项目及有关的方法、判定标准记录等规定。 、试验检查项目 (1)材料检查 (2)外观检查 (3)尺寸检查 (4)构造检查 (5)压力检查 (a) 阀体的耐压检查 (b) 气密检查 (c) 阀体泄露检查 (6)非破坏试验 (7)其他试验 、材料检验 (1)材料检验按照ONS M0004材料管理规定对每一炉必须有相互的制造编号记录表进行管理。 (2)试验方法 (a) 化学成分ONS K 0007 根据材料分析要领书
查标准页码:11/2 、外观检查 外观检查通过目视检查。 (1)铸造品内外面上都不能有有害的缩孔、毛刺、粘壳、夹渣、氧化皮裂缝等欠缺。 (2)铸造品不能有有害的伤痕、花脸、深度拉伤 (3)机械加工面不能有有害的缺陷,不同的光洁度、表面光洁度按图纸指示执行。 (4)阀座面及球垫全部不能有缩孔,伤痕。 (5)两端流量孔要有适度的光洁度。 (6)阀体表面以ONS D 0010阀门表示方法或制作要领书规定的正确表示方法。 、尺寸检查 5.1 尺寸检查使用卡尺、螺纹检规进行检查 (1)法兰尺寸公差参照表1,法兰尺寸公差(JIS),表2法兰尺寸公差(ANSI (2)面间尺寸公差参照表3. (3)两端法兰的平行度及直角度参照表4。 (4)口径(铸造)的公差参照表5。 (5)制作图中没有注明的切削加工公差的参照表6。 (6)制作图中没有注明铸造产品的尺寸公差按照表7。 (7)阀体阀盖结合部的配合公差参照表7。 表3 面间尺寸的公差
密封座的形状 嵌入式 连管焊接式法兰 插管焊接式法兰 一体法兰 a C4C2 C3C1f a f a C4 f 3 C3 d1 D d1T t T t d D a t d D 表1 法兰尺寸公差 (JIS B 2203) 尺寸是关于内径是圆形的情况下时规定。 注 1)阀门原为一体法兰的铸造面的内径d 为s ,为保证壁厚,上记 公差许增加100%。 2)对法兰面间尺寸面一定限制的阀门,法兰厚度t 允许上记公差允 许增加100%。 3)一体法兰及插管焊接式法兰图的一点锁线表示大平面磨的场合。表2法兰允许公差 (ANSI B16.5) (单位㎝) D G t
GB13927-92 通用阀门 压力试验
中华人民共和国国家标准 通用阀门压力试验Pressure testing for general purpose valves GB/T 13927—92 代替GB 4981—85 本标准参照采用国际标准ISO 5208—1982《工业用阀门阀门的压力试验》。 1 主题内容与适用范围 本标准规定了通用阀门压力试验的要求、方法和评定指标。 本标准适用于闸阀、截止阀、止回阀、旋塞阀、球阀、蝶阀、隔膜阀等的压力试验。 2 术语 2.1 试验压力 试验时阀门内腔应承受的计示压力。 2.2 壳体试验 对阀体和阀盖等联结而成的整个阀门外壳进行的压力试验。目的是检验阀体和阀盖的致密性及包括阀体与阀盖联结处在内的整个壳体的耐压能力。 2.3 密封试验 检验启闭件和阀体密封副密封性能的试验。 2.4 上密封试验 检验阀杆与阀盖密封副密封性能的试验。 2.5 试验持续时间 在试验压力下试验所持续的时间。 3 试验项目 压力试验的项目包括: a. 壳体试验; b. 上密封试验(具有上密封结构的阀门应做该项试验); c. 密封试验。 4 试验要求 4.1 每台阀门出厂前均应进行压力试验。 4.2 在壳体试验完成之前,不允许对阀门涂漆或使用其它防止渗漏的涂层,但允许进行无密封作用的化学防锈处理及给衬里阀衬里。对于已涂过漆的库存阀门,如果用户代表要求重做压力试验时,则不需除去涂层。 4.3 密封试验之前,应除去密封面上的油渍,但允许涂一薄层粘度不大于煤油的防护剂,靠油脂密封的阀门,允许涂敷按设计规定选用的油脂。 4.4 试验过程中不应使阀门受到可能影响试验结果的外力。 国家技术监督局1992–12-10批准 1993–06–01实施 1
阀门试验压力
国家标准GT/T 13927-1992对通用阀门的压力试验 国家标准GB/T13927对通用阀门的压力试验规定如下: 1.壳体试验 1.1试验压力:壳体试验的试验压力按下表的规定。 1.2试验介质:下列试验介质由制造厂自行选择,但应符合壳体试验的试验压力及密封和密封试验的试验压力的规定。 a.液体:水(可以加入防锈剂),煤油或粘度不大于水的其他适宜液体; b.气体:空气或其他适宜的气体。 1.2.1用液体作试验时,应排除阀门腔体内的气体。用气体作试验时,应采用安全防护措施。 1.2.2如无特殊规定,试验介质的温度应在5~40度之间。 1.3超额分配试验的持续时间 1.3.1壳体试验的持续时间庆不少于右表的规定。 1.4试验方法:封闭阀门进口和出口,压紧填料压盖以保持试验压力,启闭件处于部分开状态。给体腔充满试验介质,并逐渐渐加压到试验压力(止回阀应从进口端加压);然后对壳体(包括填料函及阀体与阀盖联结处)进行检查。 1.5评定指标:壳体试验时,承压壁及阀体与阀盖联结处不得有可见渗漏,壳体(包括填料函及阀体与阀盖联结处)不应有结构损伤。如无特殊规定,在壳体试验压力下允许填料处泄漏,但当试验压力降到密封试验压力时,应无可见泄漏。 2.密封和上密封试验 2.1密封和上密封试验的试验压力按下表的规定。 2.2试验压力在试验持续时间内应维持不变。 2.3试验介质:同1.2。
2.4密封和上密封试验的持续时间。 2.4.1密封和上密封试验的试验持续时间应不少于下表的规定。 2.4.2试验持续时间除应符合规定外,还应满足具体的检漏方法对试验持续时间的要求。 2.5试验方法 2.5.1上密封试验:封闭阀门进口和出口,放松填料压盖(如果阀门设有上密封检查装置,且在不放松填料压盖的情况下能够可靠地检查上密封的性能,则不必放松填料压盖),阀门处于全开状态,使上密封关闭,给体腔充满试验介质,并逐渐加压到规定的试验压力,然后检查上密封性能。 2.5.2密封试验:主要阀类的加压方法按下表的规定。但对于规定了介质流通方向的阀门,应按规定的流通方向加压(止回阀除外)。试验时应逐渐加压到规定的试验压力,然后检查密封副的密封性能。 2.6评定指标 2.6.1上密封试验:在试验持续时间内无可见泄漏。 2.6.2密封试验:密封试验的最大允许泄漏量见下表。
阀门压力试验规程
Q 中核苏阀科技实业股份有限公司企业标准 Q/DJ 104.2-2005 代替Q/DJ 104.2-2003 阀门压力试验规程 (第三版) 2005-10-25发布 2005-11-01实施中核苏阀科技实业股份有限公司发布
Q/DJ 104.2-2005 前言 本标准是对Q/DJ104.2-2003《阀门压力试验规程》标准的修订。本标准对Q/DJ104.2-2003在以下方面的技术内容进行了较大修改和补充: ──修改了规范性引用文件,其中取消了BS 5155、BS 5156及BS 6755-1标准,增加了EN 593、EN 13397、EN 12266-1、EN 12266-2标准; ──修改了3.6、3.23.2、4.3.2 c)、3.23.5、10.1.2、10.2.2及10.3.2; ──修改了表2-A及表2-B中表注; ──增加了EN 12266标准压力试验要求表2-D; ──修改了表5、表6、表9、表11、表12、表14及表17; ──取消了表18、表19、表20及表21; ──增加了4.2.1 d)、4.4.1 e)、5.2.1 d)、5.3.1 d)、6.1.1 d)、6.3.1 d)、6.4.1 c)、7.1.1 c)、 8.1.1 c)、8.2.1 d)、8.3.1 d) 及9.1.1 d); ──增加了附录A(规范性附录)EN 12266标准壳体强度和密封试验及阀座密封试验。 本标准的附录A为规范性附录。 本标准从实施之日起,同时代替Q/DJ104.2-2003。 本标准由中核苏阀科技实业股份有限公司标准化技术委员会提出。 本标准由技术研发中心起草。 本标准主要起草人:。 本标准由中核苏阀科技实业股份有限公司总工程师批准。 本标准所代替标准的历次版本发布情况为: ── Q/DJ 104.2-1997、Q/DJ 104.2-2003。 4-9
检验报告模板
报告编号:SHXX-2015-0103 检验报告 产品名称:中压手动闸阀 委托单位:上海熙宣阀门科技有限公司 受检单位:上海熙宣阀门科技有限公司 检验类别:阀门检验 检验日期: 2015年01月03日至 2015年01月03日 上海熙宣阀门科技有限公司 注意事项 1、检验报告无“检验专用章”和骑缝章无效。 2、不得部分复制检验报告;复制的检验报告未重新加盖“检验专用章”和骑缝章无效。 2、检验报告无检验、审核、批准人签字无效。 3、检验报告涂改无效。 4、对检验报告若有异议,应于收到报告之日起15日内向检验单位提出,逾期视为同意检验结果。 5、一般情况,委托检验结果仅对所检样品有效。 地址:上海上海市万荣路918号 电话: 传真: 邮编:200072
上海市机电产品质量检测检测中心 检验报告 报告编号:SHJC1312006共4页,第1页 合同编号12-01-44-001 产品名称中压手动闸阀 型号规格Z41H-2.5 DN100 委托单位上海熙宣阀门科技有限公司受检单位上海熙宣阀门科技有限公司生产单位上海熙宣阀门科技有限公司检验地点上海市检验类别委托检验 样品数量只检验数量只 样品编号120001 样品状态完好 产品等级合格生产日期 送检日期检验日期 检验和判定依据GB/T12234-2007 石油、天然气工业用螺栓连接阀盖的钢制闸阀GB/T12221-2005 金属阀门结构长度 JB/T 9092-1999 阀门的检验与试验 检验用主要设备1、 0-500mm 游标卡尺 2、 TT300 测厚仪 3、 HT-2000A 硬度计 4、 YFC-300A/38 阀门试压机 检验结论 依据GB/T12234-2007、GB/T12221-2005和JB/T 9092-1999标准检验,所检项目符合要求。 备注/ 检验员:年月日 检测单位(章) 审核:年月日
阀门压力试验规范
1.目的 为确保产品的压力试验检验符合有关标准规定,特制定本规范。 2.范围 适用于本公司生产的切断类阀门产品。 3. 引用标准 JB/T9092-1999 阀门的试验和检验 API598-2009 阀门的检查 API 6D-2008 管道阀门规范 4. 压力试验 4.1 试验准备 4.1.1压力测试操作人员应接受相关培训,取得公司颁发的上岗资格证,方可独立从压力测试工作。 4.1.2除订货要求外,试验前,阀门不得涂漆,但磷化处理或类似的化学处理用于保护表面是允许的,且阀体应清理干净。 4.2试验介质 4.2.1壳体试验、高压密封试验、高压上密封试验,试验介质为含有水溶性油或防锈剂的水,若用煤油作试验须在合同中注明; 4.2.2低压密封试验,低压上密封试验,试验介质为气体或惰性气体; 4.2.3奥氏体不锈钢阀门用水作试验时,所用水的氯含量应不超过100ppm。 4.2.4试验介质的温度应在5℃~40℃之间。 4.3压力表的管理 4.3.1压力表的量程确认 压力表量程应是试验压力的1.5~3倍(测量压力应在量程范围的25%~75%),压力表的精度不低于2.5级并在满量程25%、50%、75%、100%的位置上定期校准。 b)JIS K级和API磅级阀门试压时选用的压力表量程范围见表2。 c)0.6MPa气密封试验用压力表量程范围选用0~1.6MPa。 4.3.2所有的试验用压力表应按照公司的“监视和测量设备控制程序”程序进行控制和校准,并贴有校准标签,且在有效期内。 4.4压力试验的要求 4.4.1如有带有驱动装置,应使用驱动装置操作阀门试验。
4.4.2试验过程中,不允许对阀门施加影响试验结果的任何外力。 4.5压力试验操作方法和程序 4.5.1上密封试验 将阀门完全开启,使上密封起作用,松开填料压盖,向体腔内加压至规定的试验压力,并保压至规定的时间,检查填料处是否有上浮及泄漏现象。合格后压紧填料压盖。 4.5.2壳体试验 将装好的试验阀门的两端封闭,阀门部分开启,接通试验装置,向阀门体腔内注入试验介质,排除气体并逐渐加压至规定的试验压力。保持压力至规定的保压时间,检查壳体有无泄漏、渗透、冒汗现象,检查填料处有无泄漏。合格后逐渐泄压。 4.5.3密封试验 4.5.3.1在壳体试验后进行,阀体内充满介质前应部分开启以便将阀体内的空气排净,然后关紧,升到试验压力,并且保压时间大于规定时间. 4.5.3.2对受压元件和连接处进行观察,确认有无泄漏。 4.5.4密封试验方法,见表3 4.6阀门所需的压力试验项目 4.6.1JB/T9092规定的检验项目 a) 公称通径小于或等于100mm、公称压力小于或等于25.0Mpa及公称通径大于或等于125mm、 b) 公称通径小于或等于100mm、公称压力大于25.0MPa和公称通径大于或等于125mm、公称压
通用阀门压力试验标准
通用阀门压力试验标准 本标准参照采用国标标准GB/T13927—1992《工业用阀门阀门的压力试验》。 1主题内容与适用范围 本标准规定了通用阀门压力试验的要求、方法和评定指标。 本标准适用于闸阀、截止阀、止回阀、旋塞阀、球阀、蝶阀、隔膜阀等的压力试验。 2术语 2.1试验压力 试验时阀门内腔应承受的计示压力。 2.2壳体试验 对阀体和阀盖等联结而成的整个阀门外壳进行的压力试验。目的是检验阀体和阀盖的致密性及包括阀体与阀盖联结处在内的整个壳体的耐压能力。 2.3密封试验 检验启闭件和阀体密封副密封性能的试验。 2.4上密封试验 检验阀杆与阀盖密封副密封性能的试验。 2.5试验持续时间 在试验压力下试验所持续的时间。 3试验项目
压力试验的项目包括: a.壳体试验; b.上密封试验(具有上密封结构的阀门应做该项试验); c.密封试验。 4实验要求 4.1每台阀门出前均应进行压力试验。 4.2在壳体试验完成之前,不允许对阀门涂漆或使用其它防止渗漏的涂层,但允许进行无密封作用的化学防锈处理及给衬里阀衬里。对于已涂过漆的库存阀门,如果用户代表要求重做做压力试验时,则不需除去涂层。 4.3密封试验之前,应除去密封面上的油渍,但允许涂一薄层粘度不大于煤油的防护剂,靠油脂密封的阀门,允许涂敷按设计规定选用的油脂。 4.4试验过程中不应使阀门受到可能影响试验结果的外力。 4.5如无特殊规定,试验介质的温度应在5~40℃之间。 4.6下列试验介质由制造自行选择,但应符合表1和表2的规定; a 液体:水(可以加入防锈剂煤油或粘度不大于的其它适宜液体; b气体:空气或其它适宜的气体。 4.7用液体作试验时,应排除阀门腔体内的气体。用气体作试验时,应采用安全防护措施。 4.8进行密封和上密封试验时,应以设计给定的方式关闭。 4.9试验压力应符合规定。 4.9.1壳体试验的试验压力按表1的规定。
闸阀验收标准
闸阀验收标准 一、阀门到货后,应由物资采购部、提报计划(配合验收)部门、安全设备部等相关部门进行联检。每批阀门逐个进行外观验收。若检验不合格率超过10%,该批阀门做退货处理。 二、外观检查内容: 1、阀体为铸件时,其表面应平整光滑,无裂纹、缩孔、砂眼、气孔等缺陷;阀体为锻件时,其表面应无裂纹、夹层、重皮、斑疤等缺陷。 2、阀门法兰密封面不得有径向划痕及其他影响密封性能的损伤。 3、阀体表面不得存在补焊现象。 4、阀门手轮、阀杆不得有变形、裂纹等缺陷。 5、阀门公称直径大于等于80mm时,阀门螺套材质应为铜合金。 6、闸板密封位置不得有影响密封性能的缺陷。 7、阀杆与闸板连接处的间隙不宜过大。 8、对于焊连接阀门的焊接接头坡口,应进行磁粉或渗透检测,生产厂家提供本批次的检验报告。 9、订货合同中规定的验收事项。 10、到货阀门的开闭位置:应处于全关闭位置。
11、阀体上应有制造厂铭牌和合格证标牌,铭牌或标牌上应有制造厂名称及出厂日期;产品名称、型号及规格;公称压力、公称通径、适用介质及适用温度;负责检验人员签章等标识(应与采购计划一致)。 12、铭牌与阀体上标识的规格型号应一致。 13、阀门不得有损伤、缺件、腐蚀、铭牌脱落等现象,阀门两端应有防护盖保护,且阀体内不得有脏物、积水、锈蚀、存压。 14、手柄或手轮操作应灵活轻便,不得有卡涩现象。 15、阀体表面所喷涂的油漆不得有脱落现象;抗腐蚀阀门应不涂覆油漆;法兰面、焊端坡面和裸露的阀杆不应涂漆。 16、外漏阀杆、阀门的其他关闭件和阀座密封面应涂工业用防锈油脂。 三、打压试验: 每批阀门随机抽取该批次(同制造厂、同规格、同型号、同时到货)的20%数量,且不少于3台,进行打压验收;若有不合格,则逐个检查,检验不合格率超过10%,该批阀门做退货处理。打压过程执行以下规定: (1)阀门壳体压力试验的试验压力为阀门公称压力的倍;无特殊规定时,试验介质为水,温度宜为5~50℃。 (2)阀门试验时,应由一人以正常的力量进行关闭。当手轮直径大于等于320mm时,可由两人共同关闭。
闸阀性能试验规范
闸阀性能试验规范 1 承压件的强度液压试验: 1.1 阀体、阀盖、被视为承压件需进行强度液压试验。 1.2 强度液压试验前,将阀体、阀盖清洗干净。 1.3 外部表面不得有油漆,并保持干燥,如表面有水份可采用压缩空气吹干。 1.4 承压件强度液压试验介质一般为清水。 1.5 试验压力: 1.5.1 对于工作压力为2000Psi、3000Psi,其试验压力为工作压力的2倍。 1.5.2对于工作压力为5000Psi、10000Psi、15000Psi,其试验压力为工作压力的1.5倍。 1.6接受准则: 室温下的静水压试验:当每小时试验压力的变化不大于5%或500Psi(3.45MPa)时(取其较小值),应予接受。 1.7 试验程序: 1.7.1 初次稳压时间3分钟。 1.7.2 降压至零。 1.7.3 再次稳压时间15分钟。 1.7.4 强度液压试验时,需用液压记录仪进行观察试压过程中的压力变化,强度液压试验完成后,需将承压件(阀体)的跟踪号记录在对应的曲线上,填上记录仪器的设备号,日期和签字,并妥善保管好记录材料,以备客户查阅。 2 阀门的通径规试验: 2.1所有全径阀阀门在装配后,必须使用阀门通径规进行通径试验。 2.1.1通径规规格:
对 2 1/16”平板阀,其通径规规格为φ51.6 mm。 对 2 9/16”平板阀,其通径规规格为φ64.3 mm。 对 3 1/16”平板阀,其通径规规格为φ77 mm。 对 3 1/8”平板阀,其通径规规格为φ78.6 mm。 对 4 1/16”平板阀,其通径规规格为φ102.4 mm。 2.2 通径规必须完全通过全径阀阀门。 3 阀座的密封液压试验: 3.1阀座密封液压试验压力应等于额定工作压力,试验压力应依次作用在阀板的一侧,另一侧通大气,处于常压状态并保持干燥。 3.2在密封液压试验前,阀门外表面不得有油漆,并保持干燥,如表面有水份可采用压缩空气吹干。 3.3 阀座密封液压试验介质一般为清水。 3.4接受准则: 室温下的静水压试验:当每小时试验压力的变化不大于5%或500Psi(3.45MPa)时(取其较小值),应予接受。 3.5试验程序: 3.5.1 初次稳压时间3分钟。 3.5.2 在具有压差 (额定工作压力)的状态下打开阀门, 此降压至零。 3.5.3第二次稳压时间15分钟。 3.5.4 降压至零。 3.5.5 以上试压合格后,将阀调头,对另一端的阀座密封进行试压,方法同上。 3.6 试验时,需用液压记录仪进行观察试压过程中的压力变化,密封液压试验完成后,需将阀体的跟踪号记录在对应的曲线上,填上记录仪器的设备号,日期和签字,并妥善保管好记录材料,以备客户查阅。
阀门压力试验规范
1目的 确保产品的压力试验检验符合有关标准规定。 2 范围 适用于本公司生产的切断类阀门产品。 3 引用标准 API598-1996 ,BS6755-Ⅰ,BS5146,ISO5208,API6D,API6A ASME B16.34 4 试压前准备 4.1 阀门在压力测试前不可喷漆,内部油脂须清洗干净,除非是注油式旋塞阀,其它阀门阀座上不可有止泄剂。 4.2 试压用之水质须为新鲜清水,可含有防蚀剂与防冻剂,氯含量不可超过30ppm. 5 压力试验, 5.2试验压力,持续时间与泄漏率接受标准 根据阀门之规范与使用地区而有不同之要求,API 600阀门须依API 598(表1),API 6D 阀门须依API 6D(表2),PED产品须依BS.6755-1(表4),截止阀与止回阀须依BS.5146(表3)。 5.3 各种阀门测试方法,如表 6.所示 6 检验记录 a. 检验员对装配确认合格阀门,试验前,由检验员依产品序列号将待试阀门的炉号一一 对应记录于《阀门试验记录表》(AR/CX0803-07) b. 上试压台前,由检验员核对《阀门试验记录表》中所记载的阀门序列号、炉号与实物 是否一致;如不一致以实物为准 c. 试压时,依据表2要求将结果记录于《阀门试验记录表》 7 标识 5.1 产品检验按下列要求标识 a. 检验合格的,在阀体上打上蓝色标记“√”。 b. 如判断为返工的产品,打上绿色的“○”标记;
c. 不经返修直接作让步接收的产品,打上绿色的“√”标记; d. 判断为改用的产品,打上蓝色“√”标记; e. 装配及压力试验特定标记由操作员自行给定。 5.2 强度试验不合格且不能进行返工返修的用红“╳”标识在实体上。 5.3 压力试验和装配检验合格的产品,由检验员将专用检验钢印代号打在阀门实体的左 侧法兰下缘上。 5.4 经压力试验后的合格品、不合格品均须隔离存放在指定区域内。 8 阀门开关状态 检验合格的阀门按下列状态保持 a. 球阀、旋塞等旋转型阀门保持常开状态,但蝶阀则保持关闭状态。 b. 其它阀门为关闭状态 表1 API 598试压表 1、本表涵盖材质:WCB,LCB,WC6,WC9,C5,C12,CF8,CF8M,CF3,CF3M,CG8M 2、本表依据API598与ANSI B16.34编制 3、软密封座各类阀门的阀座测试泄漏率=0 4、止回阀除非客户要求,否则不做阀座气压测试 5、客户有特殊要求的,依客户选择。
阀门壳体压力试验
阀门试验 (1)一般规定 ①阀门试验包括壳体压力试验、密封试验和安全阀、减压阀、疏水阀的调整试验。 ②阀门应按相应规范确定的检查数量进行壳体压力试验和密封试验,具有上密封结构的阀门,还应进行上密封试验。 ③对于壳体压力试验、上密封试验和高压密封试验,试验介质可选择空气、惰性气体、煤油、水或黏度不高于水的非腐蚀性液体,低压密封试验介质可选择空气或惰性气体。 ④用水作试验介质时,允许添加防锈剂,奥氏体不锈钢阀门试验时,水中氯化物含量不得超过25。 ⑤无特殊规定时,试验介质的温度宜为5?501。 ⑥阀门试验前,应除去密封面上的油渍和污物,严禁在密封面上涂抹防渗漏的油脂。 ⑦试验用的压力表,应鉴定合格并在周检期内使用,精度不应低于1.5级,表的满刻度值宜为最大被测压力的1.5?2倍。试验系统的压力表不应少于2块,并分别安装在储罐、设备及被试验的阀门进口处。 ⑧装有旁通阀的阀门,旁通阀也应进行壳体压力试验和密封试验。 ⑨试验介质为液体时,应排净阀门的空气,阀门试压完毕,应及时排除阀门内的积液。 ⑩经过试验合格的阀门,应在阀体明显部位做好试验标识,并填写试验记录。没有试验标识的阀门不得安装和使用。 阀门壳体压力试验 ①阀门壳体压力试验的试验压力应为阀门公称压力的1. 5倍。 ②阀门壳体压力试验最短保压时间应为5min。如果试验介质为液体,壳体外表面不得有滴漏或湘湿现象,阀体与阀体衬里、阀体与阀盖接合处不得有泄漏;如果试验介质为气体,则应按规定的检漏方法检验,不得有泄漏现象。 ③夹套阀门的夹套部分应以1.5倍的工作压力进行压力试验。
⑤上密封试验的基本步鬌为:封闭阀门进.出口,松开填料压盖,将阀门打开并使上密封关闭,向腔内充滴试验介质,逐渐加压到试验压力,达到保压规定时间后,无渗漏为合播書 ⑥傲密封试验时,应向于关闭状态的被检測密封副的一侧腔体充满试验介质,并逐渐加压到试驗压力,达到规定保压时间后,在该密封副的另一侧,目测渗漏情况。引人介质和施加压力的方肉应符合下列现定: 在.规定了介质潦向的麴门,如截止阀等应按规定介质流通方向引入介质和施加压力; 没有规定介质庞向的拥门,如阑阀、球阀、旋塞阀和蝶阀、减压阀,应分别沿每端引人介质和施煽任力 有个密射的门也可以向两个密封副之间的体腔内引人介质和施加压力; 4止回闻应沿使钃講关闭的方向引人介质和施加压力。 c.疏水完毕后.阀门应处于完全关闭状态;
阀门的试验与检验
《阀门的试验与检验》 1、标准的名称改为“阀门的检验要求” 2、增加“单向密封和双向密封”术语 3、阀门“必须的试验”的规定,按公称压力和公称通每项大小有分别规定 4、闸阀和截止阀的试验项目内容分别规定 5、蝶阀的壳体试验和密封试验的最短持续时间进行了修改,与其它阀门一致 6、阀门上密封试验的最短持续时间进行了修改 7、密封试验的最大允许泄漏量按API 598-96的要求进行了修改 8、对低压密封试验的试验方法进行了修改 范围 本标准规定了阀门的检验与压力试验要求。 本标准适用于金属密封副、弹性密封副和非金属密封副(如陶瓷)的闸阀、截止阀、旋塞阀、球阀、止回阀和蝶阀的检验和压力试验。经供需双方同意后也可适用于其他类型的阀门 弹性密封副是指 1、软密封副、固体和半固体润滑脂类组成的密封副(如油封旋塞阀) 2、非金属和金属材料组成的密封副 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效/所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 JB/T 7927—1999 阀门铸钢件外观质量要求 术语 单向密封:在阀门关闭后,介质须从阀门两端的某个方向上进入,阀门的密封副才能保持密封 双向密封:不论介质从阀门两端的哪一方向进入,在阀门关闭后,阀门密封副都能保持密封 检验
(表二)
注:除非订货合同中另有说明,对具有上密封性能的阀门,其上密封试验可为高压密封试验或低压密封试验,由制造厂选择 高压密封试验 在表1和表2中,有几种类型的阀门必须进行高压密封试验,一些类型的阀门其高压密封试验虽是任选的,但这些阀门应能通过高压密封试验(作为阀门密封结构的试验) 试验介质 1、壳体试验、高压上密封试验和高压密封试验的试验介质应是水、空气、煤油或粘度不高于水的非腐蚀性液体。试验介质的温度不超过52℃。低温阀门的试验介质温度可在订单中规定 2、低压密封和低压上密封试验,其试验介质应是空气或惰性气体 3、当用空气或其他气体进行壳体试验、密封试验和上密封试验时,制造厂应彩正确的检漏方法。如用水或液体进行试验时,应将阀门内部的空气排除 4、各项试验用的水可以含有水溶性油或防锈剂,当需方有规定时,水中可含有润滑剂。奥氏体不锈钢阀门试验时,所使用的水含氯化物量不应超过100mg/L 高压气体的壳体试验 1、当订货合同中规定,要求进行高压气体的壳体试验时,该试验应在壳体液体试验后进行,并要有相应的安全措施 2、高压气体的壳体试验压力为38℃时最大允许工作压力的1.1倍或按订货合同的规定,试验时不允许有可见泄漏 试验压力 1、壳体试验压力为38℃时最大允许工作压力的1.5倍 2、高压密封试验和高压上密封试验压力为38℃时最大允许工作压力的1.1倍 3、低压密封试验和低压上密封试验压力为0.4~0.7MPa 4、按用户采购规范规定的蝶阀,密封试验压力为设计压差的1.1倍 5、止回阀的密封试验压力为38℃时的公称压力 试验持续时间
阀门修理方案及规范
阀门修理方案及规范 Prepared on 24 November 2020
阀 门 修 理 方 案 及 规 范 2015年8月 目录 一、引用标准 (2) 二、阀门修理程序 (3)
三、阀门解体及检查 (4) 四、零部件修理、制造及采购要求 (4) 五、检验及试验 (5) 六、附图(阀门修理控制程序) (8) 七、附表一(作业任务单) (9) 八、附表二(阀门试验确认表) (10) 九、附表三(阀门检查修理登记表) (11) 一、引用标准 1、SH/T 3064—2003 《石油化工钢制通用阀门选用、检验及验收》 2、JB/T 9092—1999 《阀门的检验和试验》 3、GB/T 12252 《通用阀门技术条件》 4、GB/T —2008《阀门和控制元件图形符号》 5、GB-T 13927—92 《通用阀门压力试验》 6、GBT 26480-2011 《阀门的检验和试验》 二、阀门修理程序 (附图一) 1、
1)登记的主要内容内容:阀门型号、压力、规格、材质、生产厂等所有能收集到的信息,每一台均需登记,登记完成后输入电 脑。 2)给每台阀门1个身份(编号) 3)将编制的好阀门身份打印悬挂或张贴在阀门合理位置,保证作业过程中不掉、不污损。 2、编写作业任务单 作业任务单所包含的主要内容:阀门身份、收货登记的主要信息、检修主要内容、作业人员、预计完成时间等。 XX公司作业任务单(附表一)
日期:2015年8月15日 3、下发任务单执行 4、阀门外观及解体及检查 5、编制阀门的修理方案及零部件的加工工艺。 6、零部件修理、制造及采购。 7、组装 对修理的阀体、阀盖、阀瓣、密封面进行清理,阀杆旋至最高点,更换垫片、螺栓,安装阀盖,对称均匀地拧紧螺栓。 8、检验及试验 9、油漆、标识及入库 经检验及试验合格的阀门对阀体进行油漆,根据阀体材料、密封面材料及传动机构的不同,在阀门不同的部位凃上不同颜色的油漆进行标识;挂上合格牌,移植工作令在阀门上(钢印或油漆);对有要求的阀门进行包装;按阀门的类别入库。 8、资料归档并输入 经检验及试验合格的阀门做到每台资料分别整理归档,并将重要资料、检验及试验结果输入电脑,保存备案(除用户要求外,资料保存三年),填写阀门检查、修理登记表(表三)。 9、修理完好的阀门信息上网
阀门试验规范
工业通用阀门压力试验 本标准参照采用国标标准GB/T13927—1992《工业用阀门阀门的压力试验》。 1主题内容与适用范围 本标准规定了通用阀门压力试验的要求、方法和评定指标。 本标准适用于闸阀、截止阀、止回阀、旋塞阀、球阀、蝶阀、隔膜阀等的压力试验。 2术语 2.1试验压力 试验时阀门内腔应承受的计示压力。 2.2壳体试验 对阀体和阀盖等联结而成的整个阀门外壳进行的压力试验。目的是检验阀体和阀盖的致密性及包括阀体与阀盖联结处在内的整个壳体的耐压能力。 2.3密封试验 检验启闭件和阀体密封副密封性能的试验。 2.4上密封试验 检验阀杆与阀盖密封副密封性能的试验。 2.5试验持续时间 在试验压力下试验所持续的时间。 3试验项目 压力试验的项目包括: a.壳体试验; b.上密封试验(具有上密封结构的阀门应做该项试验); c.密封试验。 4实验要求 4.1每台阀门出厂前均应进行压力试验。 4.2在壳体试验完成之前,不允许对阀门涂漆或使用其它防止渗漏的涂层,但允许进行无密封作用的化学防锈处理及给衬里阀衬里。对于已涂过漆的库存阀门,如果用户代表要求重做做压力试验时,则不需除去涂层。4.3密封试验之前,应除去密封面上的油渍,但允许涂一薄层粘度不大于煤油的防护剂,靠油脂密封的阀门,允许涂敷按设计规定选用的油脂。 4.4试验过程中不应使阀门受到可能影响试验结果的外力。 4.5如无特殊规定,试验介质的温度应在5~40℃之间。 4.6下列试验介质由制造厂自行选择,但应符合表1和表2的规定; a 液体:水(可以加入防锈剂),煤油或粘度不大于的其它适宜液体; b气体:空气或其它适宜的气体。 4.7用液体作试验时,应排除阀门腔体内的气体。用气体作试验时,应采用安全防护措施。 4.8进行密封和上密封试验时,应以设计给定的方式关闭。 4.9试验压力应符合规定。 4.9.1壳体试验的试验压力按表1的规定。 表1
阀门压力试验方案
**************************项目阀门试压方案 编制: 审核: 批准: ***********建设有限公司 二○一二年八月二十四日
目录 1、工程概况 2、编制依据 3、人力、机具、消耗材料计划 4 阀门检验工作流程 5、阀门试压方案 6、安全文明施工
1、工程概况: 1.1工程简介 1.1.1 项目名称:**********************************************项目 1.1.2 项目施工方:********建设有限公司 1.1.3 建设性质:新建。 1.1.4阀门试压主要施工范围、内容:新建生产装置内2200台球阀、止回阀、截止阀等各类阀门的试压工作。 2、编制依据: 国家行业现行颁布的标准、规范、规程: ?《工业金属管道工程施工及验收规范》 GB50235-2011 ?《化工金属管道施工及验收规范》 HG20225-95 ?《阀门检验及管理规程》 SH3518-2000 ?《阀门的检验与试验》; JB/T9092-1999 3、人力、机具、消耗材料计划 3.1劳动力安排计划 3.2施工机具计划
3.3施工措施用料计划
4 、阀门检验工作流程图 注:Y-合格N-不合格或不受理或不正确W-判废 1-检验员2-维修员3-技术负责人
5、阀门试压方案 阀门试验包括壳体压力试验和密封试验。阀门应按相应的规范确定的检查数量进行壳体试验和密封试验。 5.1 试验前准备及一般规定 1)按施工现场总平面布置图的要求,阀门试压场地安排在项目部办公室西侧的材料堆 放场边,试验合格阀门、不合格品均用车随时转运至材料堆场的对应区域(合格品区、不合格品区)。 2)阀门试压先制作试压台,DN≤300的阀门直接在试压台上试压,DN>300的阀门 用盲板封堵阀门两端试压。现场试验场只试验中低压的法兰阀门,安全阀等委托具有试验条件的单位进行试验。 3)阀门试压以洁净水为介质,不锈钢阀门在做液体压力试验时,水中的氯离子含量不 得超过100mg/L。 4)阀门试压前应去除密封面上的油渍和污物,严禁在密封面上涂抹防渗漏的油脂。 5)试验用的压力表精度应不低于1.5级经校验合格并在周检期内,表的满刻度值 宜为试验压力的1.5~2倍。试验介质的温度应在5~50℃之间。 5.2 壳体强度试验 1)阀门的强度试验压力为公称压力的1.5倍, 2)试验时间不得少于5min, 3)如果试验介质为液体,壳体外表不得有滴漏和潮湿现象,阀体与阀体衬里,阀 体与阀盖接合处不得有泄漏。(附强度试验流程图) 4)公称压力小于1.0Mpa,公称直径大于或等于600的闸阀壳体压力试验可在管道
GB13927-92-通用阀门--压力试验
GB13927-92-通用阀门--压力试验
中华人民共和国国家标准 通用阀门压力试验Pressure testing for general purpose valves GB/ T 13927—92 代替GB 4981—85 本标准参照采用国际标准ISO 5208—1982《工业用阀门阀门的压力试验》。 1 主题内容与适用范围 本标准规定了通用阀门压力试验的要求、方法和评定指标。 本标准适用于闸阀、截止阀、止回阀、旋塞阀、球阀、蝶阀、隔膜阀等的压力试验。 2 术语 2.1 试验压力 试验时阀门内腔应承受的计示压力。 2.2 壳体试验 对阀体和阀盖等联结而成的整个阀门外壳进行的压力试验。目的是检验阀体和阀盖的致密性及包括阀体与阀盖联结处在内的整个壳体的耐压能力。 2.3 密封试验 1
检验启闭件和阀体密封副密封性能的试验。 2.4 上密封试验 检验阀杆与阀盖密封副密封性能的试验。 2.5 试验持续时间 在试验压力下试验所持续的时间。 3 试验项目 压力试验的项目包括: a. 壳体试验; b. 上密封试验(具有上密封结构的阀门应做该项试验); c. 密封试验。 4 试验要求 4.1 每台阀门出厂前均应进行压力试验。 4.2 在壳体试验完成之前,不允许对阀门涂漆或使用其它防止渗漏的涂层,但允许进行无密封作用的化学防锈处理及给衬里阀衬里。对于已涂过漆的库存阀门,如果用户代表要求重做压力试验时,则不需除去涂层。 4.3 密封试验之前,应除去密封面上的油渍,但允许涂一薄层粘度不大于煤油的防护剂,靠油脂密封的阀门,允许涂敷按设计规定选用的油脂。 4.4 试验过程中不应使阀门受到可能影响试验结果的外力。 3
阀门壳体压力试验规定
阀门压力试验 所有阀门压力试验满足标准的规定,由装配组完成试验,实行自检记录并记录实际试压参数值,每天一记录,操作者签字后交由质量部收集存档。 阀门壳体压力试验 1 实验步骤 (1) 阀门的液压试验介质采用洁净水,不锈钢阀门试验用水氯离子含量应不大于100mg/L;(周期性检查水质的清洁情况,必要时更换) (2) 试验用的压力表,必须经过校验,精度应不低于1.6级,表的盘刻度值为最大被测压力的1.5-2倍,试验系统的压力表应不少于两块,分别安装在试压设备及被实验阀门的进口处; (3) 阀门液压试验的压力为公称压力的1.5倍。停压时间见表保持试验压力的持续时间; (4) 阀门达到保压时间后,以阀体和填料无泄(渗)漏为合格; (5) 对试验不合格的阀门,应标识或进行修补并重新试验,通知检验; (6) 阀门液体试验(液体介质)时应尽量排除阀门内的空气,试验完毕后及时排除阀腔内的积液,并用空气吹干; (7) 试验合格的阀门应做出标识并填写阀门试验记录 3.4.2 试验完毕的阀门,须做好成品防护,两端应有防护盖防护。凡通径在50mm以上的必须在各端口俩侧嵌戴防护帽;通径在50mm以下的应用塑料胶膜粘封。否则,不得进入现场。其中闸阀、截止阀、节流阀、调节阀、蝶阀、底阀等的关闭件应处于全关闭的位置;旋塞
阀、球阀的关闭件应完全处于全开启的位置,以防灰尘等沾染密封面;止回阀的阀瓣应关闭并予以固定。 2 阀门试验后,外露的阀杆部位应涂油脂进行保护,阀门内腔、法兰、密封面和螺栓螺纹部位应涂防锈剂进行保护。 3 不做标识的阀门不许进入下一工序。 阀门密封试验 1 阀门密封试验包括上密封试验、高压密封试验和低压密封试验,密封试验必须在壳体压力试验合格后进行。试验步骤如下: (1) 关闭阀门;(2) 使用试压胎具密封试验一侧的阀腔; (3) 向于关闭状态的被检测密封副的一侧腔体内充满水,逐渐加压到实验压力,达到规定保压时间后,在该密封副的另一侧,目测渗漏情况; (4) 注意做密封试验时,对规定了介质流通方向的阀门,如截止阀等应按规定介质流通方向引入介质和施加压力;没有规定介质流通方向的阀门,如闸阀、球阀、旋塞阀和蝶阀,应分别沿每端引入介质和施加压力;止回阀应沿使阀瓣关闭的方向引入介质和施加压力。 2 具有上密封结构的阀门(闸阀、截止阀)应逐个对上密封进行试验试验压力为公称压力的1.1倍试验时应关闭上密封面并松开填料压盖停压,时间见表保持试验压力的持续时间,无渗漏为合格,试验介质为洁净水,要求与壳体压力试验要求相同;上密封试验的步骤为:壳体压力试验合格后封闭阀门进、出口,松开填料压盖,将阀门打开并使上密封关闭,向腔内充满试验介质,逐渐加压到实验压力,达到保压规定时间后,合格标准见表密封试验的最大允许泄漏率
阀门密封及性能等各种试验方法
1.阀门在总装完成后必须进行性能试验,以检查产品是否符合设计要求和是否达到国家所规定的质量标准。阀门的材料、毛坯、热处理、机加工和装配的缺陷一般都能在试验过程中暴露出来。 常规试验有壳体强度试验、密封试验、低压密封试验、动作试验等,并且根据需要,依次序逐项试验合格后进行下一项试验。 2.强度试验: 阀门可看成是受压容器,故需满足承受介质压力而不渗漏的要求,故阀体、阀盖等零件的毛坯不应存在影响强度的裂纹、疏松气孔、夹渣等缺陷。阀门制造厂除对毛坯进行外表及内在质量的严格检验外,还应逐台进行强度试验,以保证阀门的使用性能。 强度试验一般是在总装后进行。毛坯质量不稳定或补焊后必须热处理的零件,为避免和减少因试验不合格而造成的各种浪费,可在零件粗加工后进行中间强度试验(常称为毛泵)。经中间强度试验的零件总装后,如用户未提出要求,阀门可不再进行强度试验。苏阀为了保证质量,在中间强度试验后,阀门都全部最后再进行强度试验。 试验通常在常温下进行,为确保使用安全,试验压力P一般为公称压力PN 的~倍。试验时阀门处于开启状态,一端封闭,从另一端注入介质并施加压力。检查壳体(体、盖)外露表面,要求在规定的试验持续时间(一般不小于10分钟)内无渗漏,才可认为该阀门强度试验合格。为保证试验的可靠性,强度试验应在阀门涂漆前进行,以水为介质时应将内腔的空气排净。 渗漏的阀门,如技术条件允许补焊的可按技术规范进行补焊,但补焊后必须重新进行强度试验,并适当延长试验持续时间。 3.密封试验: 除节流阀外,无论是切断用阀还是调节用阀,均应具有一定的关闭密封性,故阀门出厂前需逐台进行密封试验,带上密封的阀门还要进行上密封试验。
API 598阀门检验和试压的标准
API 598阀门检验和试压的标准 阀门的检查和试验 APl 598 第7版1996.10 第1章概述 1.1 范围 1.1.1 本标准包括对闸阀、截止阀、旋塞阀、球阀、止回阀和蝶阀的检查、检验、补充检验和压力试验的要求.上述各类阀门为弹性密封、非金属(如,陶瓷)密封或金属—金属密封.弹性密封是指; a.软密封,固体或半固体润滑脂类(如,油封阀、旋塞阀), b.软密封与金属密封的组合, c.设计满足表5规定的弹性密封泄漏率的任何其他类阀门. APl 598是对引用它的API标准的补充,但经买方与阀门制造厂商定,APl 598也可用于其他类阀门。 1.1.2 检查要求适用于由阀门制造厂进行的检验和试验及买方要求在阀门制造厂内进行的任何补充检验.试验要求适用于在阀门制造厂内进行的需要的和任选的压力试验。 1,1.3 本标准所规定的试验和检验如下: a壳体试验; b.上密封试验, c. 低压密封试验; d. 高压密封试验: c.铸件的外观检验, f.高压气体壳体试验. 1.2 引用标准 1.2.1 本标准引用下列标准、法规和规范的最新版本. ASME B L20.1 通用管螺纹 B 16.11 承插焊和螺纹连接的锻钢管件 B 16.34 法兰、螺纹和焊连接的阀门 MSS SP--55 阀门、法兰、管件和其他管路附件的铸钢件的质量标准----目视法 SP--91 阀门手动操作规则 1.2.2 本标准补充下列APl阀门标准. API Std 594 对夹式、凸耳对央式和双法兰式止回阀 Std 599 钢和球墨铸铁旋塞阀 Std 600 阀盖为螺栓连接和自压密封的法兰和对焊连接的钢闸阀 Std 602 法兰、螺纹和焊连接的及加长阀体连接的紧凑型钢闸阀 Std 603 150磅级耐腐蚀法兰连接闸阀(铸造) Std 608 法兰,螺纹和焊连接的金属球阀 Std 609 双法兰式、对夹式和凸耳对夹式蝶阀 第2章检查、检验和补充检验 2.1 在阀门制造厂内检查 买方将在定单中规定要在阀门制造厂内检查阀门并目睹阀门的检验和试验.在执行购货合同期间,买方检查员可随时进入制造厂内与阀门制造有关的任何部门。