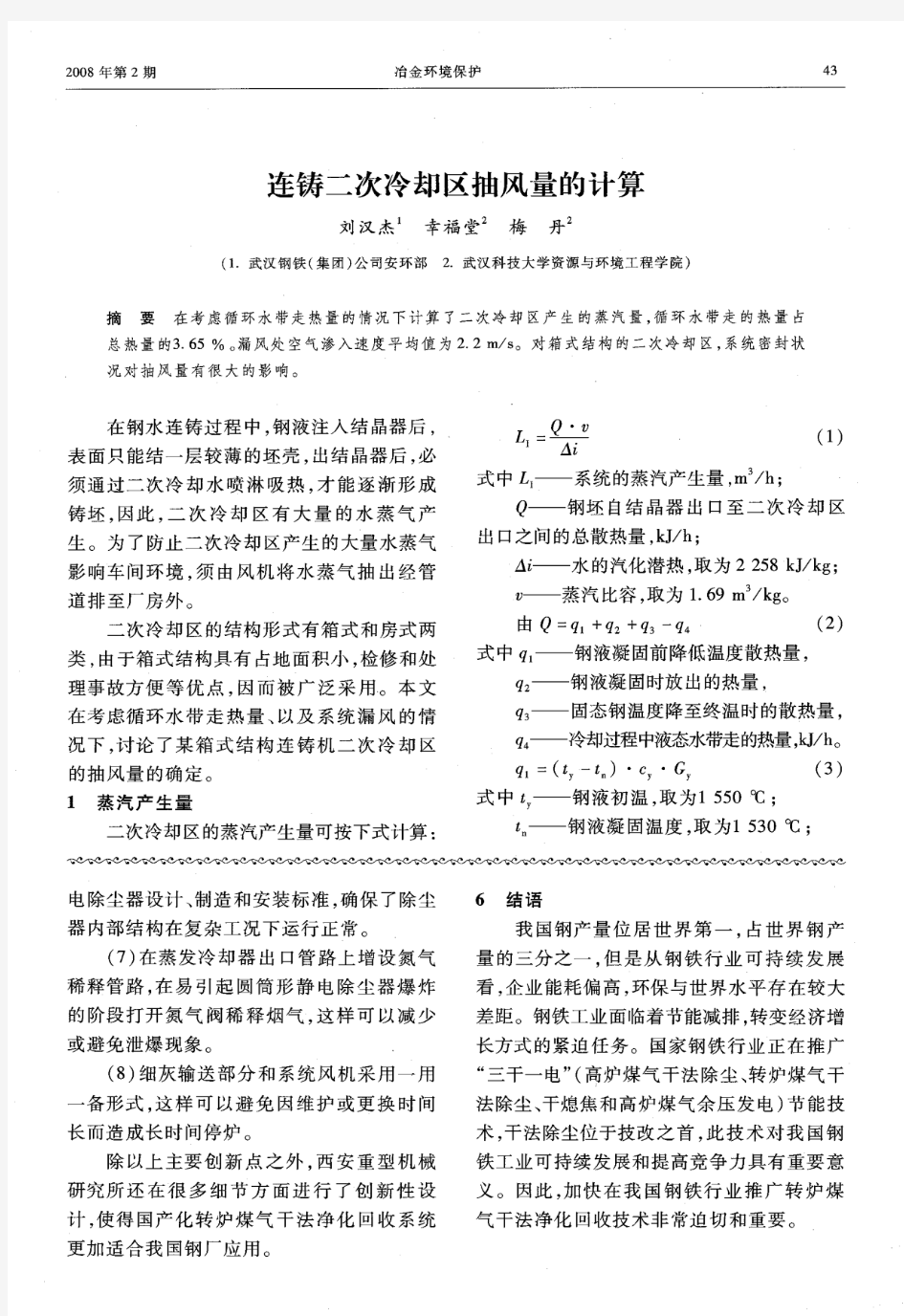
连铸二次冷却区抽风量的计算
风机选型所需风量的设计计算方法
风机选型所需风量的设计计算方法应不同地区不同客户,制造厂有义务指导客户如何选择适当风量,兹将风量选择方法,介绍如下: 首先必须了解一些已知条件: 1.1卡等于1g重0℃的水使其温度上升1℃所需的热量。 2.1瓦特的功率工作1秒钟等于1焦尔。 3.1卡等于 4.2焦尔 4.空气的定压(10mmAq)比热(Cp)=0.24(Kcal/Kg℃) 5.标准状态空气:温度20℃、大气压760mmHg、湿度65%的潮湿空气为标准空气,此时单位体积空气的重量(又称比重量)为1200g/M*3 6.CMM、CFM都是指每分钟所排出空气体积,前者单位为立方米/每分;后者单位为立方英呎/每分钟。 1CMM=35.3CFM。 2,公式推算一、得知:风扇总排出热量(H)=比热(Cp)×重量(W)×容器允许温升(△Tc) 因为:重量W=(CMM/60)×D=单位之间(每秒)体积乘以密度 =(CMM/60)·1200g/M*3=(Q/60)×1200g/M*3所以:总热量 (H)=0.24(Q/60)·1200g/M*3·△Tc 二、电器热量(H)=(P[功率]t[秒])/4.2 三、由一、二得知: 0.24(Q/60)·1200g/M*3·△Tc=(P·t)/4.2Q=(P×60)/1200·4.2·0.24·△TcQ=0.05P/△Tc (CMM)=0.05·35.3P/△Tc=1.76P/△Tc…………………………(CFM) 四、换算华氏度数为:Q=0.05·1.8P/△Tf=0.09P/△Tf (CMM)=1.76·1.8P/△Tf=3.16P/△Tf…………………………(CFM)↑TOP3, 范例例一:有一电脑消耗功率150瓦,风扇消耗5瓦,当夏季气温最噶30℃,设CPU允许工作60℃,所需风扇风量计算如下:P=150W+5W=155W;△ Tc=60-30=30Q=0.05×155/30=0.258CMM=9.12CFM(为工作所需风量)所以,应选择实际风量为Qa之风扇
连铸二冷水喷嘴堵塞原因分析与对策(武钢)
连铸二冷水喷嘴堵塞原因分析与对策 武汉钢铁(集团)公司李英俞琴 摘要:炼钢连铸二冷水水质问题引起喷嘴堵塞。造成铸坯表面裂纹。以昆钢三炼钢板坯连铸机二冷水喷嘴堵塞现状为例,从水处理工艺、水源、水质及运行管理等方面进行分析。找出二冷水喷嘴堵塞的原因各影响因素。提出相应整改据施。关键词:昆钢连铸二冷水喷嘴堵塞原因分析对策措施昆钢三炼钢厂板坯连铸机,因连铸喷淋水喷嘴堵塞速度快、面积大,严重影响铸机生产和板坯质量。武钢工艺优化品种结构小组邀请了武钢能源动力公司供水厂相关专业技术人员,对昆钢三炼钢板坯连铸机二次冷却水系统进行调查,从水系统工艺、水源、水质及运行管理等方面进行分析,找出二冷水喷嘴堵塞的原因和影响因素,提出相应整改措施。1 现场调查1.1 喷嘴堵塞现状昆钢三炼钢板坯连铸机扇型段分为8区12段,各种直径的喷嘴有665个。生产过程中,喷嘴堵塞现象十分频繁,在铸机开浇很短时间内,喷嘴被堵个数达100多个,被迫更换喷嘴后不久,又会有大面积喷嘴出水呈线状直至喷嘴堵塞,造成的后果是板坯表面出现裂纹。1.2 水处理运行现状从各种运行记录得知,目前板坯连铸二冷水处理各个工序处于正常运行状态,经化学除油器处理后的水质达到且优于设计标准要求。水处理站各项制度比较健全,水质分析、水处理药剂、水处理运行等参数都有较全面记录。1.3 板坯连铸机二次冷却水系统工艺流程三炼钢扩建时,因受场地等条件限制,板坯连铸机二次冷却水未形成独立的水处理系统,而是并入热轧的浊环水系统。板坯连铸机设计供水量520 m3/h,板带轧机设计供水量2339 m3/h,系统容积估算约8000~10000 m3,补充水量设计为120 m3/h,系统实际补水量极少。因有外来水进入本系统,水的循环率无准确数据。板坯连铸二冷水是敞开式浊循环水。供出的水与铸机铸坯直接接触,铸坯、铸机表面大量氧化铁皮、润滑油、水乙二醇随水回到水站进行处理。用户回水进入旋流沉淀池,去除大颗粒氧化铁皮后,进入化学除油器,通过投加混凝剂、絮凝剂,可去除水中大部分细小的氧化铁皮和油。设计出水悬浮物p(SS)≤30 mg/L,p(油)≤10mg/L。在冷水井处,通过投加水质稳定剂,防止系统腐蚀与结垢。化学除油器底部污泥抽送至浓缩池,经浓缩后外运。水处理主要任务以降温、降浊、除油为主。1.4 用水制度水站开停泵由板坯连铸机开停决定,即开机开泵、停机停泵方式。1.5 水质现状针对二冷水目前现状,对系统水质及补充水水源、情况进行了解,将各项水质数据进行对比分析。根据水质分析数据判断板坯连铸二冷水水质特征如下: 1)高含盐量,高硬度水。电导率偏高,补充水中电导率为540~880μs /cm,循环水中电导率平均值为1920.71μs/cm,有时超过2800μs/cm,是补充水的3倍之多。总硬度值平均为4.05mol/L,其中p(C a2+)均值为107.57mg/L,p(M2+)均值为32.79 mg/L,氯化物质量密度均值为343.28 mg/L,最高达521.26 mg/L。2)高浊度低悬浮物。从分析数据可知,经处理后的二冷水悬浮物含量(质量密度)均低于标准要求(≤30mg/L),平均值为11.64 mg/I。,但水中浊度平均值为24.59 NTU。此种现象表明,水中有很多小而均匀分布胶体状物质。1.6水源水现状作为昆钢生产用水水源有两路,一路为净化站水源,该水源取自螳螂川;另一路为昆钢污水处理站,该水站汇集厂区4、5、6号排水干道回水。据了解,炼钢4、5号转炉烟气洗涤水进入此排水干道。所排污水经简单絮凝沉淀降浊(未经过滤)处理后,主要供炼钢、轧钢生产用水。由分析数据可知,两路水源经过絮凝沉淀后,只是除去水中悬浮物,水中的含盐量处于一个较高的浓度水平,大量的微生物和藻类物质均无法去除。1.7 堵塞物组分分析由现场被堵塞喷嘴表观可见,堵塞物呈黑色油泥细小颗粒状,有少数喷嘴有灰白色坚固附着物。由分析结果可知,堵塞物主要以氧化亚铁为主,可判定主要来自水中悬浮物。通过现场对进入铸机前200目机械过滤器前后水样观察,经过静置后水中明显可见沉淀物(刚取样时未见明显沉淀物)。1.8 轧制油、水乙二醇使用情况板坯连铸二冷水是敞开式浊循环水,用后的水中含有大量的轧制油、水乙二醇,被高温乳化后的油及水乙二醇完全溶于水中。现有分析方法很难检测到其含量。从水质分析结果可知,水中悬浮物不高,浊度较高时,初步判断为乳化状的油及水乙二醇。据了解,炼钢板坯连铸机生产线每月使用2~3桶轧制油,热轧生产线每月正常时使用水乙二醇有2~3桶,个别时有5桶之多,这两条生产线平均每月约有5桶(900 kg)润滑油进人到水中,有时会更多。随着时间的推移,水乙二醇和乳化油的积累会更多。1.9 水质稳定方案实施情况热轧浊环水现场实施了水质稳定技术方案,浊环水系统分别投加了阻垢缓蚀剂MS6201、聚合分散剂PY5204、杀菌灭藻剂NX ll00。2 原因分析二次冷却是连铸生产的重要环节,是使连铸坯离开结晶器后接受连续冷却直至完全凝固的过程。其一,实现连铸坯在尽可能短的时间内凝固完毕,以提高连铸机的生产力;其二,控制铸坯表面温度波动范围最小,以获得良好的坯内、外部质量。铸坯在二次冷却过程中,将其凝固潜热全部释放出来,才能完成铸坯凝固。而铸坯的中心热量除了通过铸坯的辐射方式带走,更主要是靠喷淋到铸坯表面的水滴的蒸发和升温而带走,影响二次冷却效果的是喷淋冷却水。然而,水滴速度决定了水滴能否穿透滞留在铸坯表面的蒸气膜而打到铸坯表面。水滴的直径越小,雾化程度就越好,其传热效率就越高,铸坯表面温度越均匀。当喷嘴被堵时,使铸坯表面有的部位温度急剧下降,有的部位温度大幅回升,这种铸坯温度的下降和回升,温差可高达数百摄氏度,最终造成铸坯表面裂纹。造成板坯连铸机二冷水喷嘴堵塞原因有以下几个方面。2.1 浊环水水处理工艺设施缺陷热
连铸二冷水喷嘴堵塞原因分析
连铸二冷喷嘴堵塞原因分析 周明佳 (攀钢钒提钒炼钢厂,四川攀枝花617000) 摘要:本文通过对宝钢、武钢等钢厂的连铸二冷喷嘴使用 情况进行调研,发现各钢厂在生产过程中均存在不同程度 的二冷喷嘴堵塞问题,且不同程度的影响了正常的生产。 但各钢厂因具体的生产条件不同,其造成喷嘴堵塞的原因 也不尽相同。通过系统分析各钢厂二冷喷嘴的堵塞情况及 原因,提出了防止连铸二冷喷嘴堵塞问题的措施。 关键词:连铸;二冷水;喷嘴堵塞 1 前言 连铸二冷区喷水冷却的设计和操作对铸坯的产量和质量影响很大,许多铸坯表面和内部的缺陷都是由于喷水冷却不当引起的。而喷嘴堵塞是造成二冷区冷却不当的一个重要原因。因此,如何防止喷嘴堵塞已成为各大钢厂提高铸坯质量、提高铸机作业率、连续进行生产所必需解决的问题。通过对宝钢、武钢等钢厂的连铸二冷喷嘴使用情况进行调研,发现各钢厂在生产过程中均存在不同程度的二冷喷嘴堵塞问题,且不同程度的影响了正常的生产。如:昆钢三炼钢板坯连铸机喷嘴堵塞现象十分频繁,在铸机开浇很短时间内,喷嘴被堵个数达100多个,被迫更换喷嘴后不久,又会有大面积喷嘴出水呈线状直至喷嘴堵塞,造成的后果是板坯表面出现裂纹[1]。莱钢特钢厂第二连铸车间2号连铸机二冷喷嘴经常堵塞,检修后不到8小时,至少有一半的喷嘴出现不同程度雾化效果不好的问题,导致一个浇次连铸钢水不
能超过2天[2]。武钢三炼钢厂连续因连铸机喷嘴堵塞严重而导致钢坯质量下降,最严重的一个月就有400多吨钢坯成废品,迫使三炼钢厂多次停产检修,严重影响主体厂正常生产[3]。但各钢厂因具体的生产条件不同,其造成喷嘴堵塞的原因也不尽相同。 2 二冷喷嘴堵塞机理分析 2.1 堵塞物成分分析 各钢厂具体生产情况及工艺设备特点不同,其堵塞物组分也不相同。 由昆钢现场被堵塞喷嘴表观可见,堵塞物呈黑色油泥细小颗粒状,有少数喷嘴有灰白色坚固附着物,通过取样分析主要组成见表1[1]。 表1 堵塞物组分分析w B / % 从武钢三炼钢连铸生产线喷嘴取出的堵塞物主要是管壁脱落的锈蚀物,成片状;补充水带来的泥沙等杂质,且数量较多[3]。 莱钢生产车间对大量堵塞喷嘴进行系统研究分析发现,喷嘴出现的问题主要是结垢堵塞、悬浮物及絮状物积累堵塞、其他大颗粒堵塞等[2]。 包钢针对铸机喷嘴堵塞的情况,进行了抽样调查,调查结果显示:直接因油泥造成喷嘴堵塞的占83%,喷嘴中发现油胶皮及氧化铁皮[4]。 攀钢连铸生产线喷嘴堵塞物主要是水垢、管壁脱落的锈蚀物、油
连铸二次冷却工艺的优化
R9m方坯连铸二次冷却工艺的优化 发布时间:2006年12月7日 1 前言 山东石横特钢集团有限公司(简称石横特钢)现有R9m四机四流连铸机1台,浇注钢种有:碳素结构钢、合金结构钢、高碳钢、焊条钢等,生产150mm×150mm方坯供高速线材车间,其质量要求严格。而方坯连铸二次冷却与铸坯质量有密切关系,在生产优钢过程中,由于二次冷却制度不当,出现一些铸坯缺陷:(1)内部裂纹,在二冷区,如果各段冷却不均匀,部分回温太大,或冷却强度大,都会导致内部裂纹。(2)铸坯菱变(脱方),二冷区铸坯四个面的非对称性冷却,造成某两个面比另外两个面冷却得更快,在冷面产生沿对角线的应力,加重铸坯扭转,产生菱变。(3)铸坯鼓肚,如二次冷却太弱,铸坯表面温度过高,钢的高温强度较低,在钢水静压力作用下,凝固壳就会发生蠕变而产生鼓肚。(4)表面裂纹,由于二冷不当,矫直时铸坯表面温度低于900℃,刚好位于“脆性区”,再有AlN、Nb(CN)等质点存在,容易在振痕波谷处产生表面裂纹。 2 二次冷却工艺优化 2.1 连铸坯配水基本原则 铸坯出结晶器后,随二冷水喷向铸坯,凝固壳厚度加厚,其依据规律为: δ = K(τ)1/2 (1) 式中δ——铸坯厚度; K——凝固系数; τ——凝固时间。 由式(1)可知:铸坯厚度δ是随凝固时间τ的平方根而增加,凝固壳厚度达到一定时,坯壳传热成为坯壳增长的限制环节,坯壳厚度越大,传热阻力增加,温差也越大。因而冷却水量应随铸坯厚度δ的增加而降低,即二冷水量Q与铸坯厚度δ成反比。所以不同位置的水量Q与(τ)-1/2成正比。 而τ ∝s/v(s为结晶器液面到二冷区某一点的长度,v为拉速),所以: Q ∝(s/v)-1/2 (2) 当拉速v一定时,二冷水量Q与结晶器液面到二冷区某一点的长度s的平方根成反比,由此得到结论:二冷配水冷却水量沿铸坯方向从上到下应是逐渐减少的。 2.2 不同钢种二冷水的设定 对于不同钢种,因其冷却特性不同,其二冷配水制度应该不同。例如,对于中、高碳钢和合金钢,为改善铸坯冷却组织,防止内部裂纹,弱冷制度冷却铸坯是应该的。经过长期摸索,归纳出了一些钢种的冷却强度,见表1。
风机风量计算方法
风机风量计算方法 风机风量的定义为:风速V与风道截面积F的乘积.大型风机由于能够用风速计准确测出风速,所以风量计算也很简单,直接用公式Q=VF,便可算出风量. 风机数量的确定根据所选房间的换气次数,计算厂房所需总风量,进而计算得 风机数量。计算公式:N=V×n/Q 其中:N——风机数量(台); V——场地体积(m3); n——换气次数(次/时); Q——所选风机型号的单台风量(m3/h)。 风机型号的选择应该根据厂房实际情况,尽量选取与原窗口尺寸相匹配的风机型号,风机与湿帘尽量保持一定的距离(尽可能分别装在厂房的山墙两侧),实现良好的通风换气效果。排风侧尽量不靠近附近建筑物,以防影响附近住户。如从室内带出的空气中含有污染环境,可以在风口安装喷水装置,吸附近污染物集中回收,不污染环境 引风机所需风量风压如何计算 1、引风机选型,首要的是确定风量; 2、风量的确定要看你做什么用途,不同的用途风量确定方法不一样,请参照专业书籍或者请教专业技术人员; 3、确定了风量之后,逐段计算沿程阻力和局部阻力,将它们相加,乘以裕量系数,得出需要的压力; 4、查阅风机性能数据表,或者请风机厂家查找对应的风机型号即可 风机风量和风压计算功率,工业方面用,设计中,通过风量和风压计算风机的大概功率 功率(KW)=风量(m3/h)*风压(Pa)/(3600*风机效率*机械传动效率*1000)。风量=(功率*3600*风机效率*机械传动效率*1000)/风压。 风机效率可取0.719至0.8;机械传动效率对于三角带传动取0.95,对于联轴器传动取0.98。
风量如何计算?要加入风机功率管道等因素,抽风空间的大小等? 比如说:100平方的房间我需要每小时抽风500立方,要怎么求出它的风机的功率,管道等。还有风速和立方怎么算出来的,比如说0.1或0.5米每秒的风速多长时间可以抽100立方或500立方的风?以上的两个问题要求有个计算公 式,公式中的符号要注明。 一、 1、管道计算 首先确定管道的长度,假设管道直径。计算每米管道的沿程摩擦阻力: R=(λ/D)*(ν^2*γ/2)。 2、计算风机的压力:ρ=RL。 3、确定风量:500立方。 4、计算风机功率:P=500立方*ρ/(3600*风机效率*1000*传动效率)。 5、风量计算:Q=ν*r^2*3.14*3600。 6、风速计算:ν=Q/(r^2*3.14*3600) 7、管道直径计算:D=√(Q*4)/(3600*3.14*ν) 二、 1、风速为0.5m/s时,计算每小500立方米风需要多长时间。假设管道直径为0.3m。 Q=ν*r^2*3.14*3600 =0.5*(0.3/2)^2*3.14*3600 =127.2(立方) 500/127.2=3.9(小时) 建议:风速最好确定在12m/s比较合适,提高风速后可以缩小管道的直径。
风速风量计算方法
风量(Q):所谓风量(又称体积流率)指的是风管之截面积所通过气流之流速,一般在使用上以下式来表示: Q=60VA Q(风量)=m3/min V(风速)=m/sec A(截面积)=m2 压力常用换算公式 1Pa=0.102mmAq 1mbar=10.197mmAq 1mmHg=13.6mmAq 1psi=703mmAq 1Torr=133.3pa 1Torr=1.333mbar 常用单位换算表-风量 1m3/min(CMM)=1000 l/min = 35.31 ft3/min(CFM) 常用名词说明(1)标准状态:为20℃,绝对压力760mmHg,相对湿度 65%。此状态简称为STP,一般在此状态下1m3之空气重量为1.2kg。 (2)空气之绝对压力:为当地大气压计所显示的大气压力再加上表压力之和,一般用kgf/m2或mmaq来表示。 (3)基准状态:为0℃,绝对压力760mmHg,相对湿度0%。此状态简称为NTP,一般在此状态下1m3之空气重量为1.293kg。 压力(1)静压(Ps):所谓静压就是流体施加於器具表面且与表面垂直的力,在风机中一般是由於重力与风扇之推动所造成,在使用上常以kgf/m2或mmaq来表示,且可以直接经过量测取得。而在风机之风管中,任何方向之静压值皆为定值且也有正负之分,若静压值为正则表示风管目前正被胀大,若静压值为负则表示风管目前正受挤压。 (2)动压(Pv):所谓动压就是流体在风管内流动之速度所形成之压力,在使用上常以kgf/m2或mmaq来表示. (3)全压(PT):所谓全压就是静压与动压之和,在使用上常以kgf/m2或mmaq来表示。在风机中全压值是属固定,并不会因风管缩管而产
承钢方坯连铸机二次冷却系统的优化
总第163期 2008年第1期 河北冶金 H EB EI M ETALLU R G Y To tal 163 2008,N um ber 1 收稿日期:2007-11-07 承钢方坯连铸机二次冷却系统的优化 韩春良,张俊粉,康 毅,王保华,王印彬,何顺民 (承德钢铁公司 炼钢厂,河北 承德 067002) 摘要:针对承钢5号方坯连铸机在生产过程中出现的铸坯质量问题,对其二次冷却系统进行了优化,优化后连铸废坯产生量减少了78%,取得较好的效果。关键词:方坯连铸机;二次冷却系统;优化中图分类号:TF 77712 文献标识码:B 文章编号:1006-5008(2008)01-0031-03 O PTI M IZA T I ON O F SECONDA R Y COOL I N G SYSTE M O F SQUA R E B I LL ET CA STER H an C hunliang,Zhang Junfen,Kang Y i,W ang B aohua,W ang Y inbin,H e Shunm in (S teel w orks,C hengde Iron and S teel C om pany,C hengde,H ebei,067002) A bstract:A gainst the p roblem of billet quality,the secondary cooling system of N o .5square billet caster is op ti m ized .A fter then the quantity of w aste billet reduced by 78percent .Key W ords:square billet caster ;secondary cooling system;op ti m ization 提高铸坯质量是钢铁企业普遍关心的问题,而二次冷却作为连铸生产的重要环节,极大地影响着 铸坯的内部质量和铸机的生产顺行。因此,不断地优化二次冷却是连铸工艺发展的重要课题之一。承钢5号方坯连铸机于2004年10月26日热试投入生产,生产初期因二次冷却系统缺陷,铸坯质量不尽理想,脱方及内裂缺陷较多,影响铸坯合格率和轧钢的成材率。为改善铸坯质量,承钢炼钢厂多次组织攻关,对5号连铸机二次冷却系统进行优化,优化后较好地解决了铸坯的质量缺陷问题。1 5号方坯连铸机主要技术参数 承钢5号方坯连铸机的主要技术参数见表1。 表1 5号方坯连铸机主要技术参数 流数 弧形半径/m 浇注断面/mm 中间包 容积/t 流间距/mm 冶金长度/mm 结晶器 长度 /mm 8 12 165×165 2×34 1300 19166 1000 2 二次冷却与铸坯质量的控制 连铸二次冷却控制对铸坯的内部质量具有决定 性作用,5号连铸机投产初期铸坯主要出现以下几种质量缺陷。 211 脱方 脱方起源于结晶器内坯壳生长的不均匀性,并因二冷区内4个面的非对称性冷却而得到发展和恶化。5号铸机自投产运行以来,脱方现象一直比较严重,极大地制约着铸机的生产顺行,导致铸坯质量合格率偏低。脱方严重时必须采用浸入水口保护浇注,造成耐火材料消耗高,吨坯成本居高不下。期间也采取一些措施,作了大量工作,但未能彻底解决铸坯脱方问题。图1是5号方坯连铸机生产中出现的脱方现象,从低倍组织中可以看出,铸坯脱方现象严重,且出现内部及角部裂纹。 图1 铸坯低倍组织 212 内裂 在二冷区,冷却强度过大或各段之间的冷却不 1 3
风量风压风速的计算方法
离心式风机风量风压转速的关系和计算 n:转速 N:功率 P:压力 Q:流量 Q1/Q2=n1/n2 P1/P2=(n1/n2)平方 N1/N2=(n1/n2)立方 风机风量及全压计算方法风机 功率(W)=风量(L/S)*风压(Kpa)/效率(75%)/力率(75%) 全压=静压+动压。风机马达功率(W)=风机功率(W)*130%= 风量(L/S)*风压(Kpa)/效率(75%)/力率(75%)*130% 风机的,静压,动压,全压 所谓静压的定义是:气体对平行于气流的物体表面作用的压力。通俗的讲:静压是指克服管道阻力的压力。 动压的定义是:把气体流动中所需动能转化成压的的形式。通俗的讲:动压 是带动气体向前运动的压力。 全压=静压+动压 全压是出口全压和入口全压的差值 静压是风机的全压减取风机出口处的动压(沿程阻力) 动压是空气流动时自身产生的阻力P动=*密度*风速平方 P=P动+P静 、两台型号相同且转速相等的风机并联后,风量最高时是两台风机风量的90%左右,风压等于单台风机的压力。 2、两台型号相同且转速相等的风机串联后,风压是单台风机风压的2倍,风量等于单台风机的风量。 3、两台型号不同且转速不等并联使用,风量等于较大的一台风机的风量,风压不叠加。 4、两台型号不同且转速不等,型号较大的一台置前串联使用,风压小于单台风机的风压,风量等于较大的一台风机的风量 风速与风压的关系 我们知道,风压就是垂直于气流方向的平面所受到的风的压力。根据伯努利方程得出的风-
压关系,风的动压为 wp=·ro·v2 (1) 其中wp为风压[kN/m2],ro为空气密度[kg/m3],v为风速[m/s]。 由于空气密度(ro)和重度(r)的关系为r=ro·g, 因此有 ro=r/g。在(1)中使用这一关系,得到 wp=·r·v2/g (2) 此式为标准风压公式。在标准状态下(气压为1013 hPa, 温度为15°C), 空气重度 r= [kN/m3]。纬度为45°处的重力加速度g=[m/s2], 我们得到
品种钢优特钢连铸结晶器及二次冷却
品种钢优特钢连铸结晶器及二次冷却30 在方坯连铸中。低、中、高碳钢对结晶器水量的控制有何要求? 结晶器冷却水量可根据经验按结晶器周边长度计算。对于方坯结晶器冷却水量可取结晶器周边每毫米长度供水2.0~3.0L/min。根据这一原则,可计算出不同断面方坯结晶器的供水量,见表8—1。 表8—1方坯结晶器的供水量 对于凹陷比较敏感的低碳钢种,结晶器采用弱冷,冷却水量取下限;对于中、高碳钢种,结晶器采用强冷,冷却水量取上限。 31 在方坯连铸中。低、中、高碳钢对铜管锥度有何要求? 铸坯在结晶器内由于凝固过程的收缩,使铸坯脱离结晶器壁形成气隙,影响结晶器的导热性能和坯壳的生长。因此,在结晶器设计时,将结晶器制成下口断面比上口断面略小,形成倒锥度。要选择合适的结晶器倒锥度就必须对各钢种在高温状态下的收缩系数进行测定和研究。钢中碳含量对钢液凝固收缩的影响近似为线性关系,如表8—2所示。 表8—2碳含量对凝固收缩的影响 由表可以看出,随着碳含量的增加,钢液的凝固收缩逐渐增加的。此外对于包晶钢在凝固过程中,由于发生δ→γ相变,体积进一步收缩,气隙变大,在设计结晶器倒锥度时还应考虑这一相变收缩率。 32 在结晶器材质中。磷脱氧铜、铬一锆铜及银一铜各有什么特点。怎样选用? 对于制作结晶器材质的要求是:导热性好、强度高、高温下膨胀小、易于切削加工和表面处理。目前结晶器材质使用较多的是磷脱氧铜、铬一锆铜和银一铜。这三种材质综合性能对比如表8—3所示。 表8—3三种材质的综合性能
具体采用什么样的结晶器材质,除了考虑使用性能外,还应考虑价格及经济因素。现在小方坯、方坯、矩形坯和管坯的结晶器铜管在国内多用磷脱氧铜和银一铜,大方坯和大板坯连铸机一般采用铬一锆铜较为经济可靠,虽然一次性投入较大,但吨钢成本却大大降低,维修费用较少,作业率提高,有较大的综合收益。 33 特殊钢连铸配水原则是什么? 特殊钢配水应遵从以下一些原则: (1)在整个二冷区应当采取自上到下冷却强度由强到弱的原则。结晶器拉出的铸坯进入二冷区上段时,内部液芯量大,此时加大冷却强度可使铸坯厚度迅速增加,保证铸坯在较高的拉速下也不会拉漏。当坯壳厚度增加到一定程度以后,随着坯壳热阻的增加,应逐渐减小冷却强度,以避免铸坯表面热应力过大产生裂纹。 (2)避免铸坯表面局部降温剧烈而产生裂纹,使铸坯表面横向及纵向都能均匀冷却。通常铸坯表面冷却速度应<200℃/m,铸坯表面温度回升应<100℃/m。 (3)避开700~900℃的高温脆性区进行矫直。 此外,在确定冷却强度时还必须适应不同钢种的需要,特别是裂纹敏感性强的钢种,要采用弱冷。 34 特殊钢配水有几种常用模型? 目前二冷配水主要有以下几种控制方法: (1)比例控制。将二冷区分成若干段,根据工艺条件设定每一段的给水量,通过调节器按比例调节。 (2)比水量控制。根据不同钢种的工艺要求,确定比水量。浇注过程中,水量随拉速的变化而变化,但整个过程中比水量保持不变。 (3)参数控制。按Q=Aυ2+υ+C进行配水。不同钢种,选取不同的控制参数A、B、C。 (4)表面温度动态控制。按照铸坯表面的温度在二冷区的各段应达到所规定的范围,以此为目标来控制给水量。 35在相同条件下各钢种对比水量的要求有哪些? 比水量的含义是单位时间内冷却水消耗量(L)和通过二冷区铸坯质量(kg)的比值,其单位为 L/kg。比水量的大小随着钢种、铸坯断面尺寸以及拉坯速度等参数不同而变化,通常波动在0.5~1.5L/kg之间。针对各钢种的热物理性能(导热系数、热膨胀性)、高温力学性能(延伸率、高温强度)以及裂纹敏感性的不同,应选择不同的冷却强度。对于普碳钢和低合金钢,冷却强度一般为1.0~1.2L/kg;中高碳钢和合金钢为0.6~0.8L/kg;某些裂纹敏感性强的钢0.4~0.6 L/kg;高速钢为0.1~0.3L/kg。此外,应注意所用喷嘴喷淋冷却性对合适比水量的影响。 36 动态配水的方法有哪几种。什么是以时间为变量的配水方法,什么是以拉速为变量的配水方法? 根据二冷区铸坯冷却的实际情况及时改变二冷水量的自动控制法,叫动态控制法。连铸坯在二冷区的凝固有一定的要求,控制铸坯在每个部位的温度符合凝固要求,实现无缺陷坯的生产。实际生产中对二冷水量的分配有以下几种方案:
连铸二冷水系统工艺优化
连铸二冷水系统的工艺优化 【摘要】针对邯宝公司连铸二冷水系统由于喷嘴堵塞影响炼钢生产的原因进行了分析,通过技术改造、系统优化,取得了良好的效果,满足炼钢生产需求。 【关键词】连铸机喷嘴二冷水水质 1 前言 在连铸二冷水喷林系统中,喷嘴的堵塞是一个常见的现象,喷嘴的堵塞与产品质量的关系是十分密切的,一旦喷嘴严重堵塞,产品质量无法保证,严重时造成非计划停浇,甚至漏钢。 邯宝炼钢自投产以来,连铸二冷水系统经常出现自清洗过滤器及管道滤网的堵塞,系统循环率降低,连铸机喷嘴堵塞,管道腐蚀等现象,严重影响炼钢的正常生产,通过对该系统工艺优化、技术改进使得上述问题得以解决,满足了炼钢正常生产。 2 工艺流程 邯宝炼钢有danieli连铸机2台,二次喷淋水系统共有喷头2000多个,系统用水由能源中心的钢轧泵站供给。水系统的处理设备包括给水泵、自清洗过滤器、旋流井、稀土磁盘、平流池、多介质过滤器、冷却塔、冷水井等。该系的工艺流程如图1。 3 二冷水系统存在问题及原因分析 为解决水系统制约炼钢正常生产的问题,我们对该系统进行几个月的跟踪调查及水质分析,通过查问题、找原因,结合其它钢厂的使用情况初步确定二次喷淋冷却水系统影响炼钢生产的几个问
题: 3.1 二冷水系统水量不平衡 主要由于设备间接冷却水不能形成有效循环大量泄露,进入浊环二冷水的循环系统,导致二冷水大量溢流,造成环境污染、水资源浪费、系统循环率降低、水质稳定无法保证。 3.2 设备及管道腐蚀,腐蚀产物堵塞喷嘴 3.2.1 自身条件的腐蚀 首先在炼钢生产过程中的保护渣中含有大量的氟化钙在高温条件下与水反应生成hf,hf溶于水的同时又极易挥发,挥发性的hf 在潮湿的环境中形成酸雾,造成金属外部腐蚀,腐蚀产物多为氧化铁为主的混合锈蚀物;其次连铸机弧形区域处于一种相对密封状态,但区域的所有设备所处状态均不相同,有时对于无水状态,有时处于含水状态,在相对密闭的高温区不断交替,造成干湿交替腐蚀。 3.2.2 系统水质对设备的腐蚀 循环水系统中阴离子腐蚀主要表现为cl-、so42-、氧气等对设备的影响。cl-在水中直接与铁反应生产fecl3,fecl3与水进一步反应生成fe2o3,同时分离出cl-继续与铁发生反应造成系统恶性循环。cl-除腐蚀铁外,当达到一定的浓度时使不锈钢设备表面发生应力腐蚀,缩短设备及管道的使用寿命。so42-在水中由于细菌作用,转化成h2s与铁发生反应生成fes腐蚀产物。所以,打开自清洗过滤器,可以看到大量的疱状腐蚀物,内壁有大量的粘泥,并
连铸二次冷却研究的进展
第17卷第6期 2005年12月 钢铁研究学报 Journal of Iron and Steel Research Vol.17,No.6 Dec.2005 作者简介:刘 青(19672),男,博士,副教授; E 2m ail :qliu @https://www.360docs.net/doc/838276172.html,t https://www.360docs.net/doc/838276172.html, ; 修订日期:2005203205 连铸二次冷却研究的进展 刘 青1, 王良周1, 曹立国2, 张立强2, 梁 玫2 (1.北京科技大学冶金与生态工程学院,北京100083; 2.石家庄钢铁有限责任公司炼钢厂,河北石家庄050031) 摘 要:从连铸坯凝固传热数学模型、二次冷却配水与控制、钢的高温力学性能和二次冷却喷嘴冷态及热态特性等方面综述了连铸二次冷却研究的进展,分析了相关研究对优化二次冷却控制和提高铸坯质量的参考作用。对运用经典方法研究特殊钢连铸的二次冷却控制技术具有借鉴作用。关键词:连铸;二次冷却;高温力学性能;传热模型;喷嘴特性 中图分类号:TF777 文献标识码:A 文章编号:100120963(2005)0620006205 Evolution of R esearch on Secondary Cooling in Continuous C asting Process L IU Qing 1, WAN G Liang 2zhou 1, CAO Li 2guo 2, ZHAN G Li 2qiang 2, L IAN G Mei 2 (1.University of Science and Technology Beijing ,Beijing 100083,China ;2.Shijiazhuang Iron and Steel Co Ltd ,Shijiazhuang 050031,China ) Abstract :The evolution of research on secondary cooling in continuous casting process was reviewed on the basis of mathematical models for the solidification heat transfer in continuous casting process ,secondary cooling water dis 2tribution and control ,high temperature mechanical performance of steel ,and cold state and hot state characteris 2tics of nozzles ,etc.The effect of some parameters mentioned above upon optimizing secondary cooling control and the quality of steel was analyzed.The results obtained are usef ul to study secondary cooling control technology for continuous casting of special steel using classical methods. K ey w ords :continuous casting ;secondary cooling ;high temperature mechanical property ;heat transfer model ;nozzle characteristics 近年来,我国连铸技术取得了很大进展。2003 年上半年统计,国内大中型钢铁企业(占全国产钢量85%以上)连铸比为96136%,超过国外89170%的 平均水平。其中,特殊钢、合金钢连铸比也有一定的提高。为了提高连铸机作业率并改善铸坯质量,各钢厂都在不断改进连铸技术。而铸机的高作业率和铸坯的高质量都与钢水的凝固过程密切相关,连铸二次冷却就是对出结晶器的铸坯继续进行强化冷却。通过改善二次冷却制度,优化二次冷却配水,可实现铸坯的冷却均匀。因此,优化二次冷却是高效连铸技术的一项重要措施,而连铸高效化已经成为推动我国钢铁工业结构优化的重要技术[1,2]。当前, 在连铸坯产量很高的情况下,不断提高铸坯质量和改进品种结构已是众多钢厂所面临的迫切任务,特别是汽车及机械制造用特殊钢的连铸二次冷却技术尚有待进行深入、细致的研究。 1 连铸坯凝固传热数学模型 国外对连铸坯二次冷却数学模型的研究已有40多年的历史。早期,J E Lait 等[3]就建立了比较完整的铸坯凝固传热数学模型。数值解析法是求解凝固传热数学模型的主要方法,A W D Hills [4]应用线上求积法对方程的一维形式求解,而E A Mizikar [5]和B Lally [6]等则用有限差分法求解该方程。南条敏夫[7]和松野
连铸机(二冷水)循环冷却水方案
######有限公司 3#连铸机循环水系统日常运行技术文件 文件编号:
编制单位: 编制日期: 2010年6月25日
g i x / \ £k_£_k- f r X ?.■「,血 I ■ ■ / 、亠 g g V'1 f ? / j 一_ ] ▲ I I " I r.x~^~ i. . ■_■ ly _ .■ 才 a 二 f L . 一■ ? I / t ' / '■ JL I I z l \ I , I A '_ |\x € / /、 「KU 寸:呀J 白刃? 介 ? J I J X I L/\ | z I / I 1 I / |—I I ■ / |x I 、\^r/ I i ■■■ ■>■ /V 」1 ■匕■■:FZ ?J 1 Z 1 Q ?? -.■ ■.? ■!■ B .r <■ a J-B 丁 ?* k y !>■ ■,■ -.■ ■ T ' I * *■' ■?■■ " ' B i J" * - ~ ■ " ' ■ fc -a " - ' ' ■ ' * B i i * s * ** "■■* ' I "■ ' I ' "■' 'r' ' "t"" T 叩 I ' "-I *** 1 * ' i * i ' "■' ' -■ ' ' ■ H - ■ I ■ ■ B ■ ■ a ■ r ■■ ”? ?■■■■■*?■ B ■??■ >■ i ■ ■ ii ■ ■ ■ ■ e -i i ■ ■■■■■■■■? ? i ?■ i ■■ i ■ ■ u >■ ■ ■ ■ r ■■ ■ ■ ■■■■■■■? ?■ r *■ i ■■ I n ■ fc ■■ ■ ■ ■ r n i l ■ r ■ ■ *■■ ■ ■■■ ■ i vrr ■ ■■■■ ■ ■■■ *■ i nrr ■ ■■■■ a ■■■■■ n nrr ■ ■?■ ■ ■* .■ ■ ■ ■ a ,■ ■ m ■ ■ j u a ■■!■■■ a ■ ■ ■ ■■■■?■ ■ J a ■??!■!? UH ■: a ■ ■ ■ ■ a ■ ■ ■ ■ J n ? ■ ■ ■ a u ■■ ■?■?? = ■ ■ J ■■■■>■?■ J n ? ■ ■ ■ n ■ ■ ■ ■■ ■ ■ ■ ■■■>■■■!■■ r n ■■■KI ■ ■ ■ ■!■■■■■■ ■ ■■ n ■■■■■■! i R ■?■??“ ■ ■ ■ ■?■■■?■ i R ■■ ■ ■ ■ B i ■' ■ ■■<■■■ a ■ ■ ■ r ■■ ■■ n ■ ■ n n ■■ ■ ■ ■ e i ■ ■ ■ i i ? i- i i ■ '■ i h£?l*??l ? ?■ ? i i ■HR I- ■ ?‘i ? ri- ri i i ■ ■■ ■ ■ '■ ■?■■■■■*■ ii ? ?■?■?■ ■ ■ ?■■■!■■ ■ ■ ■■■■■■? i;? ?■?■!! ■ ■ ■ ■■■■!■■ ■ ■■ ■■>■■■■■!■ ”? ???■■?■ ■ I n n w n ■ ■ n ■■>■■■■■!■ ■ ■ ■ ■ ■ ■?■ a Ban a !■■■■ ■ ntBB a n .■ ■ ■ I B ■ a ■ B a ii ■???*u ■ ■ I K ■ ■■ a I ■ J B ■■ ■ m ■ it ti ■ a ???¥u ■ B I ■> ■■ ■ a ■ ■ J u A ■ ■ ■ u a ■ a m ??..H ■ c I * A ■ a ■ ■ a ”I a ??.giii ■ - ■ r -8 a ■- I I ■ ??- i- 9 l l -a St-I I l I ■ ■■ !!■ I - 9 I 8 - >' ■ I ! E w ” ■ ”4 ■ ■ 1 ■ . " '? J ■ S ! ■ ■ B ■ 1 r ■ ■ ■ .■??■■???■???? %^wf. J?A -. ■才,-T A ! . r'4."? .t.. .■- ■ Jx ?■- ■耳 J* ‘0r 孚亠宀?■????,",???■- :E3 ir-r TF M &4 J. .'_■#[:? J'T L] J ?,人:? L J 丿 J |~l J L ?;> Z J , >7[5^r- ■. I. i i , ■<■■■ . . ■ >■ ■ a a i ■■■■)■ . u L ■ ■> ■ , ? a ■ ■ ■ a . , . . , . a ■ ■ . ■ i a J n a i i <■■■■! *;■??* a“ a ■ A i% J. b % A Ji ?>.% i% .'i- fi B i *B . ,% J., <'i B a i Jh Ji 「■ A J. J. ■■■ i% Ji, ?. — J
连铸二冷水喷嘴堵塞原因分析与对策
连铸二冷水喷嘴堵塞原因分析与对策 本部分设定了隐藏,您已回复过了,以下是隐藏的内容 连铸二冷水喷嘴堵塞原因分析与对策 武汉钢铁(集团)公司李英俞琴 摘要:炼钢连铸二冷水水质问题引起喷嘴堵塞。造成铸坯表面裂纹。以昆钢三炼钢板坯连铸机二冷水喷嘴堵塞现状为例,从水处理工艺、水源、水质及运行管理等方面进行分析。找出二冷水喷嘴堵塞的原因各影响因素。提出相应整改据施。关键词:昆钢连铸二冷水喷嘴堵塞原因分析对策措施昆钢三炼钢厂板坯连铸机,因连铸喷淋水喷嘴堵塞速度快、面积大,严重影响铸机生产和板坯质量。武钢工艺优化品种结构小组邀请了武钢能源动力公司供水厂相关专业技术人员,对昆钢三炼钢板坯连铸机二次冷却水系统进行调查,从水系统工艺、水源、水质及运行管理等方面进行分析,找出二冷水喷嘴堵塞的原因和影响因素,提出相应整改措施。1 现场调查1.1 喷嘴堵塞现状昆钢三炼钢板坯连铸机扇型段分为8区12段,各种直径的喷嘴有665个。生产过程中,喷嘴堵塞现象十分频繁,在铸机开浇很短时间内,喷嘴被堵个数达100多个,被迫更换喷嘴后不久,又会有大面积喷嘴出水呈线状直至喷嘴堵塞,造成的后果是板坯表面出现裂纹。1.2 水处理运行现状从各种运行记录得知,目前板坯连铸二冷水处理各个工序处于正常运行状态,经化学除油器处理后的水质达到且优于设计标准要求。水处理站各项制度比较健全,水质分析、水处理药剂、水处理运行等参数都有较全面记录。1.3 板坯连铸机二次冷却水系统工艺流程三炼钢扩建时,因受场地等条件限制,板坯连铸机二次冷却水未形成独立的水处理系统,而是并入热轧的浊环水系统。板坯连铸机设计供水量520 m3/h,板带轧机设计供水量2339 m3/h,系统容积估算约8000~10000 m3,补充水量设计为120 m 3/h,系统实际补水量极少。因有外来水进入本系统,水的循环率无准确数据。板坯连铸二冷水是敞开式浊循环水。供出的水与铸机铸坯直接接触,铸坯、铸机表面大量氧化铁皮、润滑油、水乙二醇随水回到水站进行处理。用户回水进入旋流沉淀池,去除大颗粒氧化铁皮后,进入化学除油器,通过投加混凝剂、絮凝剂,可去除水中大部分细小的氧化铁皮和油。设计出水悬浮物p (SS)≤30 mg/L,p(油)≤10mg/L。在冷水井处,通过投加水质稳定剂,防止系统腐蚀与结垢。化学除油器底部污泥抽送至浓缩池,经浓缩后外运。水处理主要任务以降温、降浊、除油为主。1.4 用水制度水站开停泵由板坯连铸机开停决定,即开机开泵、停机停泵方式。 1.5 水质现状针对二冷水目前现状,对系统水质及补充水水源、情况进行了解,将各项水质数据进行对比分析。根据水质分析数据判断板坯连铸二冷水水质特征如下: 1)高含盐量,高硬度水。电导率偏高,补充水中电导率为540~880μs/cm,循环水中电导率平均值为1920.7 1μs/cm,有时超过2800μs/cm,是补充水的3倍之多。总硬度值平均为4.05mol/L,其中p(C a2+)均值为107.57mg/L,p(M2+)均值为32.79 mg/L,氯化物质量密度均值为343.28 mg /L,最高达521.26 mg/L。2)高浊度低悬浮物。从分析数据可知,经处理后的二冷水悬浮物含量(质量密度)均低于标准要求(≤30mg/L),平均值为11.64 mg/I。,但水中浊度平均值为24.59 NTU。此种现象表明,水中有很多小而均匀分布胶体状物质。1.6水源水现状作为昆钢生产用水水源有两路,一路为净化站水源,该水源取自螳螂川;另一路为昆钢污水处理站,该水站汇集厂区4、5、6号排水干道回水。据了解,炼钢4、5号转炉烟气洗涤水进入此排水干道。所排污水经简单絮凝沉淀降浊(未经过滤)处理后,主要供炼钢、轧钢生产用水。由分析数据可知,两路水源经过絮凝沉淀后,只是除去水中悬浮物,水中的含盐量处于一个较高的浓度水平,大量的微生物和藻类物质均无法去除。1.7 堵塞物组分分析由现场被堵塞喷嘴表观可见,堵塞物呈黑色油泥细小颗粒状,有少数喷嘴有灰白色坚固附着物。由分析结果可知,堵塞物主要以氧化亚铁为主,可判定主要来自水中悬浮物。通过现场对进入铸机前200目机械过滤器