光学镜片与镜组实习报告

光学镜片与镜组实习报告
一、激光光路中镜片组组成
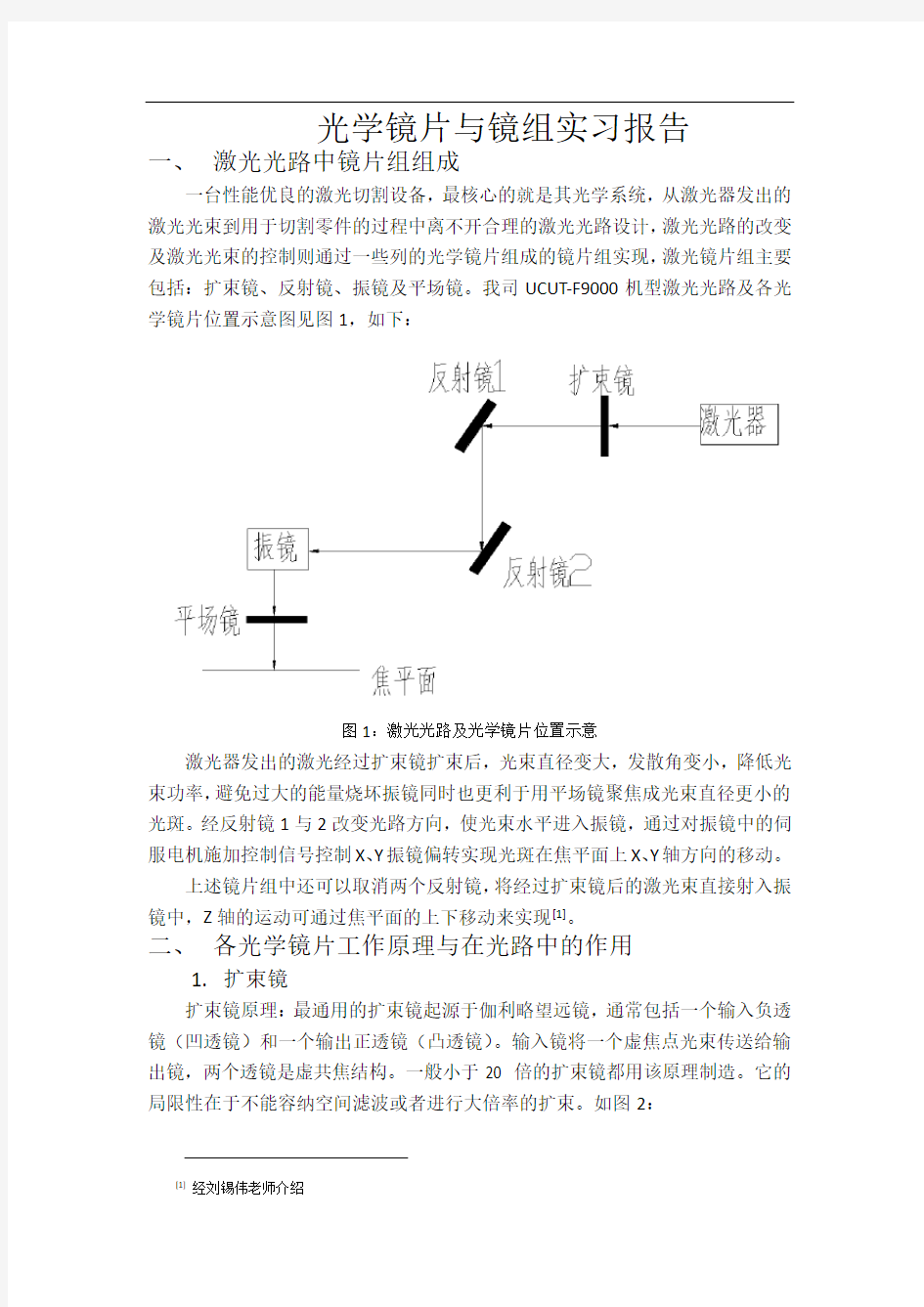
一台性能优良的激光切割设备,最核心的就是其光学系统,从激光器发出的激光光束到用于切割零件的过程中离不开合理的激光光路设计,激光光路的改变及激光光束的控制则通过一些列的光学镜片组成的镜片组实现,激光镜片组主要包括:扩束镜、反射镜、振镜及平场镜。我司UCUT-F9000机型激光光路及各光学镜片位置示意图见图1,如下:
图1:激光光路及光学镜片位置示意
激光器发出的激光经过扩束镜扩束后,光束直径变大,发散角变小,降低光束功率,避免过大的能量烧坏振镜同时也更利于用平场镜聚焦成光束直径更小的光斑。经反射镜1与2改变光路方向,使光束水平进入振镜,通过对振镜中的伺服电机施加控制信号控制X、Y振镜偏转实现光斑在焦平面上X、Y轴方向的移动。
上述镜片组中还可以取消两个反射镜,将经过扩束镜后的激光束直接射入振镜中,Z轴的运动可通过焦平面的上下移动来实现[1]。
二、各光学镜片工作原理与在光路中的作用
1.扩束镜
扩束镜原理:最通用的扩束镜起源于伽利略望远镜,通常包括一个输入负透镜(凹透镜)和一个输出正透镜(凸透镜)。输入镜将一个虚焦点光束传送给输出镜,两个透镜是虚共焦结构。一般小于20 倍的扩束镜都用该原理制造。它的局限性在于不能容纳空间滤波或者进行大倍率的扩束。如图2:
[1]
图2:伽利略型扩束镜扩束原理
此外还有开普勒型扩束镜,开普勒型扩束镜由一个凸透镜作为输入镜,把实焦距聚焦的光束聚焦到输出镜片上,同时还可以通过在第一个透镜的焦点位置放置小孔来实现空间滤波[1]。开普勒型扩束镜原理图见图3。
图3:开普勒型扩束镜原理图
扩束倍数和准直倍率不仅与扩束镜的参数有关,还与激光束参数和扩束镜透
[1]
镜的位置有关 [1]。
扩束镜作用:光束直径S 0,光束发散角θ关系有如下:
θ λ π [2]
由此可知,增大光束面积可有效的减小光束的发散角。
所以扩束镜的作用就是增大光束直径,减小发散角,利于聚焦成直径更小的光斑。
2. 反射镜
反射镜(mirror )是在光学玻璃的背面,镀一层金属银(或铝)薄膜,使入射光反射的光学元件,是一种利用反射定律工作的光学元件。反射镜按形状可分为平各类反射镜照片各类反射镜照片面反射镜、球面反射镜和非球面反射镜三种;按反射程度,可分成全反反射镜和半透半反反射镜[3]。
反射镜的主要作用是在激光光路中改变光的传播方向,不会造成能量衰减。主要依据光的波长选择反射镜规格,选型不当将导致反射过程中存在能量损失。
3. 振镜
由X-Y 光学扫描头, 电子驱动放大器和光学反
射镜片组成。电脑控制器提供的信号通过驱动放大
电路驱动光学扫描头, 从而在X-Y 平面控制激光束
的偏转。其工作原理是将激光束入射到两反射镜(扫
描镜)上,用计算机控制反射镜的反射角度,这两
个反射镜可分别沿X 、Y 轴扫描,从而达到激光束
的偏转,使具有一定功率密度的激光聚焦点在打标
材料上按所需的要求运动,从而在材料表面上留下
永久的标记,聚焦的光斑可以是圆形或矩形,其原
理如图4所示[4]。
需特别注意的是,进入振镜的光束必须是水平
方向。振镜的主要作用是接受计算机信号的控制实现光束在焦平面上沿X 、Y 轴方向移动,振镜中X 、Y 反射镜最大偏转角度直接决定了光线在焦平面上所能达到的最大区域面积。
4. 平场镜
[1]
来自百度文库 [2]
来自百度百科与专业公司网站 [3]
来自百度百科 [4]
图4:振镜工作原理
平场镜又叫聚焦镜,目的是将经扩束镜扩束后重新聚焦成光束直径更小,能量密度更高的光斑,在振镜控制光斑的路径下实现焦平面上的打标或切割作业。
聚焦镜的主要作用是:
1.提高边缘光束入射到探测器的能力;
2.在相同的主光学系统中,附加场镜将减少探测器的面积;如果使用同样
的探测器面积,可扩大视场,增加入射的通量;
3.使探测器光敏面上的非均匀光照得以均匀化。
备注:因网上资料较少,对聚焦镜了解较浅,待后续继续学习,加深了解。
三、拓展:激光器的原理,构造与分类
1.激光发生原理:
形成激光的五个条件:
1.受激辐射
2.工作介质必须具有亚稳态能级
3.粒子数反转
4.谐振腔
5.谐振腔中光子数量增益大于损耗[1]
满足上述5各条件,则可形成激光光束,激光光束具体形成的过程:
以红宝石激光器为例,原子首先吸收外部注入的能量,跃迁至受激态(E3)。原子处于受激态的时间非常短,大约为10-7秒后,它便会落到一个称为亚稳态(E2)的中间状态。原子在亚稳态的时间很长,大约是10-3秒或更长的时间。原子长时间停留在亚稳态,导致在亚稳态的原子数目多于在基态的原子数目,此时的状态称就是粒子数反转。其产生的结果就导致使通过受激辐射由亚稳回到基态(E1)的原子,比通过受激吸收由基态跃迁至亚稳态的原子为多,从而保证介质内的光子可以增多,从而形成激光。这就是典型的激光三能级系统,见图5.
图5:三能级系统激光发射过程示意图
此时产生的激光辐射强度很弱,无法实际应用,所以还需要利用光学谐振腔
[1]
对激光的辐射强度进行放大,已达到实际使用需求。
2.激光器的结构
工作介质
激光的产生必须选择合适的工作介质,可以是气体、液体、固体或半导体。关键是能在这种介质中有亚稳态能级的存在能够实现粒子数反转,以获得产生激光的必要条件。
激励源
为了使工作介质中出现粒子数反转,必须用一定的方法去激励原子体系,使处于上能级的粒子数增加。一般可以用气体放电的办法来利用具有动能的电子去激发介质原子,称为电激励;也可用脉冲光源来照射工作介质,称为光激励;还有热激励、化学激励等。各种激励方式被形象化地称为泵浦或抽运。
谐振腔
所谓光学谐振腔,就是在激光器两端,平行装上两块反射率很高的镜片,一块为全反射镜片,一块为部分反射、少量透射镜片。全反射镜片的作用是将入射的光全部按原路径反射回去,部分反射镜片的作用是将能量未达到一定限度的部分光子按原路径反射回去,而达到一定能量限度的光子则透射而出。这样,透射而出的这部分光子就成为我们需要的,经过放大了的激光;而被反射回工作介质的光,则继续诱发新一轮的受激辐射,光将逐渐被放大。因此,光在谐振腔中来回振荡,造成连锁反应,雪崩似的获得放大,产生强烈的激光,直到能量达到一定的限度,从部分反射镜片中输出。谐振腔结构如图6所示。
图6:谐振腔结构示意图
3.激光器的分类及各自特点
气体激光器--体积较大、寿命较长、高功率、价廉化学激光器--高功率、大体积
灯泵固体激光器--光束好、高功率、寿命短、大体积半导体激光器--体积小、寿命长、光束差、功率低全固态激光器--体积小、寿命长、光束好、高功率
眼镜镜片与光学知识
眼镜镜片与光学知识 第一章光学基础知识 肉眼能感觉到的光称为可见光,可见光来自各种自然光源和人造光源。 可见光的波长范围为380~760nm,小于380nm的为紫外区,大于760nm的为红外区。 光在不同媒质中的传播速度不相同,在真空中的传播速度是最快的,约为3×108米/秒。 传播速度大的媒质相对于传播速度小的媒质叫光疏媒质,反之叫光密媒质。 光的传播有四个基本定律:光的直线传播定律、光的独立传播定律、光的反射定律、光的折射定律。 第一节光的反射和反射定律 一、光的反射 当光线投射到两媒质的分界面上时,一部分光线改变传播方向,返回原来媒质里继续传播,这种现象称为光的反射。 光的反射分为漫反射(或不规则反射)和镜面反射(或规则反射)。 通过漫反射我们可以从不同角度观察到物体,利用漫反射现象我们可以检查被加工物体的光洁度。 光学仪器可利用镜面反射来改变光的传播方向,控制光路。 光反射时,反射光的比例与媒质性质和入射角的大小有关。 二、反射定律 反射光线在入射光线与法线所构成的平面内,反射光线和入射光线分居在法线两侧。 反射角等于入射角i1= i2 。 反射现象里光路是可逆的,我们从平面镜内看见别人,别人也同时看见我们就是这个道理。 第二节平面镜成像和球面镜成像 一、平面镜成像 利用反射定律我们可以确定物体经平面镜成的像。 平面镜成像的特点:成虚像、成正立像、物像等大。 根据平面镜成像的原理,我们在设计验光室时,可借助平面镜将验光室的长度缩短。 二、球面镜成像 镜的反射面为球面的一部分称为球面镜。反射面为凹面的称为凹面镜,反射面为凸面的称为凸面镜。 顶点、球心、曲率半径、主轴、副轴的定义。 1、凹面镜 焦距等于曲率半径的一半,即f=r/2。 凹面镜的成像可利用成像公式计算和作图方法来求解。
教科版科学六年级下册知识点整理49629
教科版科学六年级下册知识点整理 第一单元微小世界 1、放大镜是(凸透镜),凸透镜具有(放大物体图像)的功能,用放大镜观察物体能看到(更多的细节)。 2、(放大镜)能把物体的图像(放大),显现人的肉眼看不清的(细微之处),使我们获得更多的(信息)。并被广泛应用在人们生活生产的许多方面。 3、放大镜镜片的特点是(透明)和(中间较厚、边缘薄)。只要具有放大镜片透明、中间较厚的结构(比如加满水后的烧杯、烧瓶)等,就具有同样的(放大)功能。 4、放大镜正确使用方法有(移动放大镜)和(移动被观察的物体)。放大镜的放大倍数和(镜片的直径大小)没有关系,和(镜片的凸度)有关。放大镜的(凸度越大,放大倍数也越大)。 5、人类最早使用的凸透镜就是用(透明水晶)琢磨而成。在13世纪,英国一位主教格罗斯泰斯特最早提出放大装置的应用,他的学生(培根)根据他的建议,设计并制造出了能增进视力的(眼镜)。 6、苍蝇落在坚直光滑的玻璃上,不但不滑落,而且还能在上面爬行,这和它(脚的构造)有关。 7、使用工具能够观察到许多用(肉眼)观察不到的(细节)。如通过(放大镜)能观察到苍蝇的(复眼)、蟋蟀的“耳朵”在(足的内侧)、蝴蝶的翅膀上布满彩色小鳞片是(扁平的细毛) 8、昆虫的“嗅觉”很灵敏,据说是因为它们的(触角),触角就是它们的(“鼻子”)。 9、两个(凸透镜)组合起来可以使物体的(图像放得更大)。(显微镜)的发明是人类认识世界的一大飞跃,把人类带入了一个(微观世界)。 10、食盐、白糖、碱面、味精的颗粒都是(有规则几何外形)的(固体),人们把这样的固体物质叫做(晶体)。 11、许多岩石是由(矿物晶体)集合而成。如花岗岩由(长石)(云母)(石英)等矿物的晶体组成。 12、自然界中的大部分固体物质都是(晶体)或由(晶体)组成。晶体形状(多种多样),但都很有规则。有的晶体较大,肉眼可见,有的较小,要在放大镜或显微镜下才能看见。 13、生物学家(列文虎克)制成了世界上最早的可以放大近300倍的金属结构的(显微镜),发现了(微生物)。为了看到更小的物体,人们又研制出(电子显微镜)和(扫描隧道显微镜)。电子显微镜可把物体放大到(200万倍)。 14、英国科学家(罗伯特·胡克)用自制的复合显微镜在世界上第一个看了(细胞)。 15、显微镜主要由(目镜)(调节旋钮)(物镜)(载物台)(反光镜)等组成。 16、实验证明洋葱表皮是由(细胞)构成的,大量的研究事实说明生命体都是由(细胞)组成的。 17、(细胞)是生物最基本的(结构单位),也是生物最基本的(功能单位),(细胞学说)的建立被誉为19世纪自然科学的三大发现之一。 18、生命体细胞具有(消化)(呼吸)(排泄)(生长)(发育)(繁殖)(遗传)等功能。 19、我们还可以利用(干草)培养微小生物。 20、我们知道的微生物有(草履虫)(变形虫)(眼虫)(喇叭虫)(鼓藻)(船形硅藻)等。微生物通常都有特殊的(构造和功能),以适应周围的环境。 21、通过观察我们知道电视机的屏幕其实是由(红)(蓝)(绿)三种颜色组成。 22、蚜虫喜欢吸食嫩枝上的(汁液),蚜虫的大小如(针眼),蚜虫的天敌是(草蛉)。 23、观察工具发展的流程图: 肉眼放大镜光学显微镜电子显微镜扫描隧道显微镜。 24、人类探索(微小世界)的成果:(1)利用显微镜发现细菌、病毒、抵抗疾病(2)克隆生物(3)利用微生物酿酒、发面、制作酱油、醋、酸奶等(4)利用微生物处理垃圾和污水。
光学镜片外观检查规范
光学镜片外观检查规范 一、目的:1.提供鏡片外觀檢查作業參考,降低判定差異。一、目的:1.提供镜片外观检查作业参考,降低判定差异。 2.提供內部訓練參考資料。2.提供内部训练参考资料。 二、使用時機:精磨加工後或鍍膜後之一般光學鏡片外觀檢查二、使用时机:精磨加工后或镀膜后之一般光学镜片外观检查 (如有特殊要求,於圖紙註明之)(如有特殊要求,于图纸注明之) 三、依據:USMIL-O-13830A 三、依据:USMIL-O-13830A 四、傷痕/亮點(Scratch/Dig)四、伤痕/亮点(Scratch/Dig) (1)圖紙上應標示每一球面對傷痕/亮點之允許標準與要求此項品質之區域。(1)图纸上应标示每一球面对伤痕/亮点之允许标准与要求此项品质之区域。 (2)圖紙對傷痕/亮點之規格指對此二種缺點允許的最大尺寸。(2)图纸对伤痕/亮点之规格指对此二种缺点允许的最大尺寸。 EX.60/40 之外觀規格EX.60/40之外观规格 60=允許最大傷痕尺寸60=允许最大伤痕尺寸 40=允許最大亮點尺寸40=允许最大亮点尺寸 (3)--傷痕(Scratch):線狀之外觀不良,等級定義如下:(3)--伤痕(Scratch):线状之外观不良,等级定义如下: 160scratch=0.051 mm width 160scratch=0.051 mm width 120scratch=0.020 mm width 120scratch=0.020 mm width 80scratch=0.016 mm width 80scratch=0.016 mm width 60scratch=0.012 mm width 60scratch=0.012 mm width 40scratch=0.008 mm width 40scratch=0.008 mm width 20scratch=0.004 mm width 20scratch=0.004 mm width --亮點(Dig):圓形之外觀不良,如亮點、氣泡、雜質、短傷痕、鍍膜點狀(噴--亮点(Dig):圆形之外观不良,如亮点、气泡、杂质、短伤痕、镀膜点状(喷 藥F)、刺傷、膜弱塊狀(W)、霉斑、雲狀、霧狀、砂目药F)、刺伤、膜弱块状(W)、霉斑、云状、雾状、砂目 等級定義如下:等级定义如下: 100dig=1.00 mm diameter 100dig=1.00 mm diameter 80 dig =0.80 mm diameter 80 dig =0.80 mm diameter 50 dig =0.50 mm diameter 50 dig =0.50 mm diameter 40 dig =0.40 mm diameter 40 dig =0.40 mm diameter 20 dig =0.20 mm diameter 20 dig =0.20 mm diameter 10 dig =0.10 mm diameter 10 dig =0.10 mm diameter --品質區域:以光軸為中心之一特定區域,該區域內之表面品質適用傷痕/亮點之規--品质区域:以光轴为中心之一特定区域,该区域内之表面品质适用伤痕/亮点之规 格,此品質區域以外之表面,除特別規定外,對品質沒有要求格,此品质区域以外之表面,除特别规定外,对品质没有要求 (一般外觀檢驗假定全球面為品質區域)(一般外观检验假定全球面为品质区域) 五、裂邊、裂痕與擦痕(Chips、Cracks&Bruises)五、裂边、裂痕与擦痕(Chips、Cracks&Bruises)(1)圖紙上一般均標明允許最大裂邊尺寸,但裂痕與擦傷通常未標示。(1)图纸上一般均标明允许最大裂边尺寸,但裂痕与擦伤通常未标示。 (2)--裂邊:指在鏡片邊緣之不良,鏡片邊緣表面有部份玻璃脫落。(2)--裂边:指在镜
眼镜加工技师理论知识题库
加工岗位知识题库 1、渐进多焦点眼镜佩戴不适时,如要进行眼镜的调校,主要有以下四个方面: 高度、倾斜度、镜眼距和面弯。 2、眼镜校配的项目有:眼镜在脸部位置、(镜框水平度)、镜柜是否偏向一侧、 瞳距大小镜眼距、眼镜尾部与耳朵和头部接触情况、鼻托角度和位置 3、配装眼镜左右两镜腿外张角为80~90°,并左右对称 4、眼镜正确的倾斜角度为8°~15° 5、当镜架几何中心距大于瞳距时,光心应内移;当镜架镜圈高度的一半小于瞳 高时,光心应上移。 6、整形工具使用时不得夹入金属屑等,以免整形时在镜架上留下疵病。 7、在测定眼镜的光学中心垂直互差时,是以镜圈(或镜片)的两下缘的切线为水 平基准线。 8、调整眼镜,使配镜者佩戴后视物清晰、感觉舒适、外型美观的眼镜。 9、眼镜位置过高、过低的原因分析的主要原因是:鼻托中心高度、鼻托距、镜 腿弯点长不合适 10、鼻托中心高度过高、鼻托间距过大、镜腿弯点长等会使眼镜下滑,产生眼镜位置过低现象。 11、鼻托间距过小、鼻托中心高度过低等会使眼镜上抬,产生眼镜位置过高现象。 12、镜框水平度倾斜的主要原因有:镜面左右扭曲、左右身腿倾斜角大小不一致、左右镜腿弯点长不一致,左右耳朵的位置有高低。 13、眼镜框向一边偏移的主要原因有:左右外张角大小不一致;鼻托位置发生偏
移;左右镜脚弯点不一致 14、镜腿垂长部分的曲线应与耳朵后侧的轮廓曲线相适宜,使镜架的垂长部压力沿耳朵均匀分布,若两者曲线不相适宜,则产生局部压迫 15、金属眼镜架校配重点:鼻托和身腿倾斜角、外张角的钳整,弯点长度和垂长弯曲形状的加热调整。 16、调整时遵循由前向后原则,即从镜圈向镜腿的顺序,因为对镜架前部所作的调整会直接影响镜架后部形态。 17、眼镜片与睫毛接触原因有哪些? ①鼻托高度过小,使镜眼距过小;②镜脚弯点长过小。 ③镜架水平弯曲度(镜面弯曲)不合适。④睫毛过长。 18、倒棱:高度近视镜片边缘厚,必须将鼻侧部镜片边缘进行倒棱,倒棱小起不到作用;倒棱大从镜片正面观察镜片漩涡数显得多,感觉上增加了厚度。适中倒棱角度为30°~40°左右。 19、用开槽机分别给左右镜片边缘平边开槽。注意事项: 1). 在将镜片固定在开槽机的机头时,别忘了在镜片表面贴保护膜,并要确保机头左右夹头上的橡胶墊清洁,以免夹伤镜片表面。 2). 槽位的设定,必须在被加工镜片最薄边缘部位设定。原则上最薄处不得小于2 mm。 3). 镜片沟槽位置与镜片前边缘距离不应小于l mm。 4). 两镜片不同亦即边缘厚度不同,应以较薄的镜片决定沟槽位置与镜片前边缘的距离。 5). 槽深为尼龙丝直径的一半,大概为0.3mm
光学冷加工毕业
光学冷加工毕业
河南工业职业技术学院Henan Polytechnic Institute 毕业设计 题目光学零件铣磨 系别光电工程系 专业精密机械技术 班级精密0901 姓名田俊 学号150090106 指导教师黄长春 日期2011年10月10
摘要 铣磨机的使用大大提高了粗磨整平工艺的机械化程度。但由于机床本身的精度以及磨轮、磨削量、进给量、冷却液等多方面因素的影响,粗磨光学零件之光洁度一般只能达到220~#~240~#砂面。国内粗磨平面一般采用的磨轮粒度均在JR60~#~100~#之间,其浓度为100%。粗磨完工所要求的零件表面光洁度等级一般为▽6。从我国粗磨平面的特点来看,一般要去除较大的加工余量,单面余量多在2~3毫米之间,有的零件磨削第一面时其余量竟达5毫米以上。这势必要求金刚石磨轮具有良好的磨削性能,也就是磨轮应选用青铜结合剂且粒度应较粗。实践证明,粒度在80~#~100~#的磨轮由于其磨削力小,用于PM5 关键词:光学零件铣磨机, 表面光洁度等级, 线速度 ,真空吸盘, 整平工艺, 调速机构 ,粗磨 ,金刚石磨轮 ,粒度
ABSTRACT Milling mill use has greatly increased the degree of mechanization of kibble leveling process. However, due to the accuracy of the machine itself, as well as grinding wheels, grinding amount, feed rate, coolant, and many other factors affect the roughing the optical parts of finish is generally only reach 220 to # 240 to # sand surface. Domestic kibble plane generally use the granularity of the grinding wheel between the JR60 ~ # ~ 100 ~ #, the concentration of 100%. Kibble completion requirements of the parts surface finish level generally ▽ 6. View from the our kibble plane features, generally to remove a larger allowance, single-sided margin of more than 2 to 3 mm, and some parts grinding the first side when the rest of the amount as high as more than 5 mm . This will require that the diamond grinding wheel with a good grinding performance, is the grinding wheel should be used bronze binder and coarse granularity should. Practice has proved that the particle size in the 80 ~ # 100 to # of the grinding wheel due to its small grinding force for PM5 Keywords: optical, parts milling, mill surface finish grade line, speed vacuum consolidation process, level governor
太阳镜基础知识
太阳镜基础知识 理想太阳镜具备的条件: 必须滤除96%的紫外线;左右镜片颜色程度均匀,且不能相差5%以上;景物透过镜片不可扭曲变形;戴起来轻巧舒适;不易破碎。镜框应紧密舒适的架在鼻梁和耳朵上,睫毛不应碰到镜片,即使稍稍弯曲镜架,镜片也不会脱落。 一、太阳架镜片的分类 太阳镜镜片按材质分:1、PC片 2、玻璃片3、树脂片4、尼龙片(光学级记忆尼龙片TR-90)5、AC片6、偏光片7、偏心片 8、变色片 1、 PC片 POL YCARBONATE LENSE(碳酸聚脂镜片):强韧、不易破裂、耐撞击,运动用眼镜特别指定的镜片材质,价格较亚克力镜片高;(如何区分PC片:镜片卸下来会看到一粒一粒的小颗粒) 2、玻璃片 清晰度略比树脂高,不易磨损,但第一重,第二容易碎(即使是钢化玻璃),吸收紫外线能力相对较弱(除非特殊加工过);分为:普通玻璃镜片——COQUILLE GLASS LENS 研磨玻璃镜片——GROUND & POLISHED GLASS LENS 强化玻璃镜片——IMPACT-RESISTANT GLASS LENS 3、树脂片(CR-39,Hard Resin lens) 树脂是一种酚醛结构的化学物质,特性:重量轻、耐高温(打火机烧不透)、抗冲击性能强,能有效阻挡紫外线;(如何区分CR-39:镜片卸下来会有白色粉末状东西) 4、尼龙片(Nylon lens) 由尼龙制作而成,特性:非常高的弹性,优良的光学品质,抗冲击性能强,通常用作防护物品;卓越的抗化学性能,适用于板材框,超轻重量、不易裂片(无框架打孔处),良好的光学性能(可以与玻璃镜片相媲美),100%UV防护,色彩丰富、目前市面上最好的镜片,多应用在高档太阳镜上。 5、 AC片 ACRYLIC LENS(亚克力镜片):具有优异强韧的特性,质轻、透视率极高,抗雾性佳。 6、偏光片 POLARIZED LENS:就是宝丽来片,它的功能是只接受一个方向来的光,其它方向的光都挡回去,它是利用百叶窗的原理,过滤杂光,使我们看东西会更清晰。 偏光片原理:为了过滤太阳照在水面、陆地或雪地上的平等方向的刺眼光线,在镜片上加入垂直向的特殊涂料,就称为偏光镜片。 偏光镜片共有7层薄片合成的最外面两层是超硬的耐磨层;第二、第六层是防碎强化层;第三、第五层是紫外线过滤层;最中间一层是偏光过滤层; 整体构造紧密独特,经测试,能滤除99%刺眼乱反射光,96%有害紫外线,并具防碎、防磨特殊功能。 偏光片的品质有2部分决定:一是中间层偏光膜的品质好坏;二是偏光镜片的厚度(一般为1.1,部分为了增强品质,会加厚到1.5或者2.2) 优点:消除眩光,驾驶汽车人士首选 防紫外线和太阳中多种有害光防止白内障的发生增加对比色,视觉更清晰自然带给你清凉的感觉镜面超硬处理,增加偏光片耐磨损硬度更高。偏光太阳镜镜片能吸收99%的紫外线具有抗疲劳、防辐射的功能。 同时还能看到视像中隐含的图形(有专门的偏光片测试纸)其良好的韧性、耐冲击性、能
科普专业知识:镜片
科普专业知识:镜片 一、名词、术语及定义 1.顶焦度 镜片后顶点(指配戴时靠近眼球的一面)至焦点(以米为单位的)截距的倒数,其单位为屈光度,量纲为m-1(符号为D)。 2.球镜度 球面镜片的后顶焦度称为球镜度,以符号“DS”表示。 3.柱镜度 柱镜片中两个顶焦度之差值称为柱镜度以符号“CYL”表示。 4.棱镜度 定义为光线通过镜片上某一点所产生的偏离。棱镜度的表示单位 为厘米每米(cm/m),以符号“△”表示。 5.单光镜片 具有单视距水平的镜片(如球镜、球一柱镜、柱镜等)。 6.主子午面 含光轴,并具有和最小屈光力的镜片的垂直截面。一般来说,两 条主子午面是相互垂直的。 7.球镜片 使近轴的平行光束会聚于一个点的镜片。 8.柱镜片 使近轴的平行光束会聚于两个分离的,相互正交的焦线上,与球 镜片不同,含有两个主顶焦度的镜片。
9.平柱镜片 球——柱镜片的一个特殊情况,其中主子午面之一的顶焦度为零。 10.球——柱镜片 在两个相互正交的主子午面上曲率不同的镜片,也称为球镜与柱 镜联合镜片或复曲面镜。 11.光学中心偏差 毛边镜片光学中心与几何中心的偏移。 12.中心范围 镜片中心Φ30mm的区域。 13.曲率(Curvature):球面的弯曲度。 14.曲率半径:球面弧的曲度半径,曲率半径愈短,球面曲率越 大 二、镜片的种类 1.按屈光度分; A.球面镜:球镜光度 B.柱面镜:矫正散光光度 C.三棱镜:改变光的实行方向(矫正某些眼疾) 2.按焦点分: A.无焦点:平面镜、三棱镜 B.单焦点:近视、远视、散光 C.双焦点:双光镜 D.多焦点:三光镜、渐进多焦点
-《眼镜镜片》课程要点
中级职业资格培训远程教学课程要点 《眼镜镜片》 第一章光学基础知识 ·肉眼能感觉到的光称为可见光,可见光来自各种自然光源和人造光源。 ·可见光的波长范围为380~760nm,小于380nm的为紫外区,大于760nm的为红外区。·光在不同媒质中的传播速度不相同,在真空中的传播速度是最快的,约为3×108米/秒。·传播速度大的媒质相对于传播速度小的媒质叫光疏媒质,反之叫光密媒质。 ·光的传播有四个基本定律:光的直线传播定律、光的独立传播定律、光的反射定律、光的折射定律。 第一节光的反射和反射定律 一、光的反射 ·当光线投射到两媒质的分界面上时,一部分光线改变传播方向,返回原来媒质里继续传播,这种现象称为光的反射。 ·光的反射分为漫反射(或不规则反射)和镜面反射(或规则反射)。 ·通过漫反射我们可以从不同角度观察到物体,利用漫反射现象我们可以检查被加工物体的光洁度。 ·光学仪器可利用镜面反射来改变光的传播方向,控制光路。 ·光反射时,反射光的比例与媒质性质和入射角的大小有关。 二、反射定律 ·反射光线在入射光线与法线所构成的平面内,反射光线和入射光线分居在法线两侧。 ·反射角等于入射角i1= i2 。 ·反射现象里光路是可逆的,我们从平面镜内看见别人,别人也同时看见我们就是这个道理。 第二节平面镜成像和球面镜成像 一、平面镜成像 ·利用反射定律我们可以确定物体经平面镜成的像。 ·平面镜成像的特点:成虚像、成正立像、物像等大。 ·根据平面镜成像的原理,我们在设计验光室时,可借助平面镜将验光室的长度缩短。 二、球面镜成像 ·镜的反射面为球面的一部分称为球面镜。反射面为凹面的称为凹面镜,反射面为凸面的称为凸面镜。 ·顶点、球心、曲率半径、主轴、副轴的定义。 1、凹面镜 ·焦距等于曲率半径的一半,即f=r/2。 ·凹面镜的成像可利用成像公式计算和作图方法来求解。 ·成像公式为:-1/s +1/s'=1/f '。 ·成像公式应遵循符号规则。 ·成像公式为近似公式。 ·作图方法求解成像是利用三条特殊光线。 2、凸面镜 ·成像情况同凹面镜。 ·此外我们可以验证不管物体在何位置,凸面镜始终成缩小的、正立的虚像。 ·因此,同样直径的凸镜可比平面镜能观察到较大的范围。
光学镜片知识整理
镜片知识整理 一、光学材料 (4) 二、无色光学玻璃 (4) 1.系列、类型和牌号 (5) 1.1 系列 (5) 1.2 类型 (5) 1.2.1 光学玻璃牌号分类 (5) 1.2.2 光学玻璃牌号命名 (6) 1.2.3 无铅、砷、镉玻璃牌号的命名 (6) 1.2.4 低软化点玻璃牌号的命名 (6) 1.2.5 高透过玻璃牌号的命名 (6) 1.3 牌号 (6) 2.质量指标、类别和级别 (11) 2.1 质量指标 (11) 2.2分类分级 (11) 2.2.1 折射率、色散系数 (11) 2.2.2光学均匀性 (12) 2.2.3应力双折射 (13) 2.2.4 条纹度 (14) 2.2.5. 气泡度 (15) 2.2.6光吸收系数 (16) 2.2.7 耐辐射性能 (17) 3.光学性能 (18) 3.1 折射率 (18) 4.化学性能 (18) 4.1 抗潮湿大气作用稳定性RC(S)(表面法) (18) 4.2抗酸作用稳定性RA(S)(表面法) (18) 4.3 各种氧化物对玻璃性质的影响 (19) 5. 光学玻璃的物理参数 (19) 6.玻璃牌号对照表 (20) 三、其它光学玻璃 (26) 1.有色光学玻璃 (26) 1.1 有色玻璃的种类 (26) 1.1.1 截止型玻璃(硒镉着色玻璃) (27) 1.1.2 选择吸收玻璃(离子着色玻璃) (27) 1.1.3 中性玻璃 (27) 1.2 有色光学玻璃的特点和用途 (28) 1.3 有色玻璃牌号 (28) 2.特种光学玻璃 (29) 2.1 石英玻璃 (29) 四、微晶玻璃 (30) 1.概述 (30)
2.微晶玻璃的性能及应用 (30) 3.光学晶体主要性能参数 (31) 五、光学塑料 (31) 1.光学塑料大致分类 (31) 2.常用光学塑料 (32) 2.1 聚苯乙烯PS(火石塑料) (32) 2.2 聚碳酸酯PC (32) 2.3 聚甲基丙烯酸甲脂(Polymethyl methacrylate简称PMMA,也称Acrylic) (33) 2.4 烯丙基二甘醇碳酸酯(Allgl diglycol carbonate,简称ADC或CR-39) (34) 2.5 苯乙烯-丙烯腈共聚物NAS (35) 2.6 苯乙烯-丁二烯-丙烯酯ABS (35) 2.7 苯乙烯甲基丙烯酸甲酯共聚物 (36) 3.光学塑料的主要优缺点 (37) 4.光学塑料零件的镀膜技术 (38) 六.光学镜片镀膜技术 (39) 1.光学零件镀膜分类, 符号及标注 (39) 2.镀膜种类 (39) 3. 镀膜材料 (40)
眼镜片知识
眼镜镜片知识 59、镜片材料有哪几种? 天然材科:水晶石,硬度高、不易研磨,能透过紫外线,有双折射作用。 人工材料:包括无机玻璃、有机玻璃和光学树脂等。 ①无机玻璃:是由二氧化硅、钙、铝、钠、钾等冶炼而成,透明度好。 ②有机玻璃:化学成分为聚甲基丙烯酸甲脂。 ③光学树脂:化学成分是丙烯基二甘醇碳酸脂。优点是,重量轻,耐冲击,浇铸成型,易染色。 60、树脂镜片的优缺点? 优点:重量轻,不易碎,碎了也无棱角,安全 缺点:不耐磨镜片厚价格稍高 61、玻璃镜片的优缺点? 优点:耐磨镜片薄光学性能好价格低 缺点:重易碎不安全 62、树脂与比玻璃片二者的区别? 选材工艺不一样,树脂片是一种特殊材料—聚碳酸脂制成的,材料造价也不一样,所以树脂镜片价位高一点。二者区别在于树脂镜片的工艺比玻璃的高,树脂轻、不易碎,阻挡紫外线、透光度好、易染色,比玻璃安全、美观;玻璃镜片重、易碎,比树脂片薄,耐高温。树脂片没有玻璃片硬度高,易划伤。二者各有特点,各有所长。儿童、青少年建议配树脂片。
63、镜片安全中心厚度(国际的)? 树脂 1.0MM 玻璃0.7MM 64、阿贝数同色散、折射率的关系? 阿贝数同色散是反比关系通常来说阿贝数同折射率也是反比关系 65、树脂镜片有哪些折射率? 1.499 1.56 1.61 1.67 1.701 1.74 66、不同折射率的镜片我该选哪种? 500度以内1.56/1.61,500-800度建议1.61-1.67,800度以上建议1.67-1.74。 67、何为光学中心? 镜片上光线通过,而不改变自身方向的点。 68、什么叫双光镜片? 同一镜片具有二个光度,上光为远用区域,下光为近用区域。 69、多焦点镜片有何特点? 一副眼镜看远中近距离,无缝隙,美观,对于青少年能控制近视,中老年老花眼患者可以使生活更便捷。 70、何为加硬镜片? 加硬,顾名思义,就是镜片比普通镜片更硬,加硬片具有超强耐磨的特性,原理就是在镜片的表面镀有特殊的超微粒加硬处理,增强镜片的抗磨损耐力,延长使用寿命。
配镜基础知识——眼镜镜片的光学设计
配镜基础知识——眼镜镜片的光学设计单焦点镜片移心量的计算 (一)移心的概念 在配装加工眼镜时,为满足配戴者眼睛的视线与镜片的光轴相一致的光学要求,一般是以镜架几何中心为基准来决定镜片光学中心的位置。当镜片光学中心位于镜架几何中心外任何位置时,称为移心。移心有水平和垂直移心两种。以镜架几何中心为基准,镜片光学中心沿水平中心线向鼻侧或颞侧移动光心的过程,称为水平移心。以镜架几何中心为基准,镜片光学中心沿垂直中心线向上或向下移动光心的过程,称为垂直移心。 (二)移心量的计算方法 1、水平移心量的计算方法 水平移心量是指为使左右镜片光学中心间距离与瞳距相一致,将镜片光学中心以镜架几何中心为基准,并沿其水平中心线进行平行移动的量,称为水平移心量。 水平移心量就等于镜架几何中心水平距(简称FPD)与瞳距之差值的一半。 用公式表示:水平移心量X=(镜架几何中心水平距—瞳距)/2=(m—PD)/2 并且可根据X的正、负数值,判断出该单独睛的光学中心是朝哪个方向移动。 即:当X>0,即m>PD时,光学中心向鼻侧移动。当X<0,即m 即m=2a+c=54+16=70mm,x=(m-PD)/2(70-62)/2=4mm,以因为m>PD,所以镜片光学中心向鼻侧移动4mm。 但如果考虑到单眼瞳距,则要以单眼瞳距的移心法来计算,方法同上,只是FPD与PD都以单眼移心来计算。我们要提倡用单眼瞳距计算法。 (三)垂直移心量的计算 垂直移心量是指为使镜片光学中心高度与眼睛的视线在镜呆垂直方向上相一致,将镜片光学中心以镜架几何中心为基准,并沿其垂直中心线进行平行移动的量,称为垂直移心量。如图3-2-2所示。一般在实际配装加工中,要求远用眼镜的光学中心高度应在瞳孔中心下边缘处,即与镜架几何中心水平线相一致。近用眼镜的光学中心高度应在瞳孔中心垂直下睑缘处,即可与镜架几何中心水平线相一致或略低于水平中心线2mm左右。但在配制多焦点镜片或渐进多焦点镜片时,应根据不同的要求来确定镜片的光学中心高度。 从图中可以看出,垂直移心量Y等于镜片光学中心高度H与1/2镜圈垂直高度之差值。即Y=H—h/2 (3-1-3) 并且可根据Y的正、负数值,判断出该镜片的光学中心高度是朝哪个方向移动。 即:当Y>0,即H>h/2时,向上方移动。当Y<0,即H 光学冷加工工艺和设备现状及其发展 张曾扬 ▲历史的回顾 我国光学仪器的加工技术,虽然有较长历史但形成批量生产并具有完整的工艺是在新中国成立后。 光学冷加工工艺在解放前虽然已有所采用,但缺乏完整性。解放后经过光学行业各方面人士及职工的努力,方逐步形成了较完善的加工方法。 五十年代初期,光学行业的设备陈旧,工艺落后。进入第一个五年计划后,加工工艺主要是采用“苏联”的工艺,设备也是由苏联引的和按“苏联”图纸制造的专用设备,二十世纪六十年代初期,国内个别厂家由德国引进了先进设备(如铣磨机和光学对中心磨边机),受到这些设备的启示,国内在六十年代中期开始工艺科研和研制新设备。首先进行的是研究粗磨机机械化和设计粗磨机,由于设备和工艺的改进,加工效率有很大的提高,但是后来受政治形势的影响,光学工艺的革新受到冲击,刚见成效的工艺革新,就此停止。二十世纪七十年代中期,对光学冷加工技术改造和技术革新提出了“四化”目标,即毛坯型料化、粗磨机械化、精磨高速化、定心磨边自动化。经过努力,这些目标全部在二十世纪八十年代初基本实现了。光学工业实现了光学冷加工“四化”,为军转民生产光学仪器奠定了有力基础。二十世纪八十年代针对当时民用光学仪器生产,又提出了光学零件制造的新四化,即抛光高速化,清洗超声化,辅 助工序机械化和辅料商品化。“新四化”,虽然受到了管理体制改变的影响,在研制设备和进行工艺科研的时间和深度不够理想,但全部实现了。 二十世纪八十年代重点是对光学加工机理和工艺因素的研究和探讨,通过科研人员和课题组的努力,均取得了理想的科研成果。在光学零件的定摆磨削和光学零件加工中不同牌号玻璃与不同结合剂的丸片之间的合理匹配都在光学加工方面有了突破,引起光学界的重视。这些科研的成果对光学加工工业起了重要作用,为了我们进一步提高光学加工的科研水平,奠定了雄厚的基础,为新的创新开辟了道路。 二十世纪八十年代是我们光学技术和工艺科研硕果累累的时期。不但在光学加工的基础理论方面,而在加工设备,加工工艺,加工模具,以及辅料等方面都取得了可喜成果。如光学加工机理,光学零件加工工艺因素,光敏胶,PH值稳定剂,光学导电膜,易腐蚀玻璃保护膜;PJM-320平面精磨机,QJM220球面精磨机,QJP-100与QJP-40光学中球面与小球面精磨抛光机;光学零件复制法;光学零件超声清洗代替清擦,光学零件真空吹塑包装以及自聚焦透镜制造等等,真是不胜枚举。这些科研成果,不但通过了部级鉴定,而且均获得子部级奖励或国家发明将。 进入九十年代后,在中国光学行业有了更大的进展,这是由于光学产品出口,光学工艺也随着有了更大的改变和进展。我们采用了几十年的成盘加工工艺受到了冲击,而单件光学加工在光学批量 第一章 光学基础知识 肉眼能感觉到的光称为可见光,它来自各种自然光源和人造光源。 光实质是电磁波,可见光的电磁波波长在380nm ~760nm 之间。 研究可见光的物理现象有: 1、光是直线传播的:人影、小孔成像、木工观察平面直不直时都是该现象的验证; 2、光是独立传播的; 3、光路是可逆的; 4、光到达两个介质的介面时,光要产生反射和折射。 第一节 光的反射和球面镜成像 一、光的反射 当光线投射到两种介质的分界面上时,一部分光线改变了传播方向,返回第一媒质里继续传播,这种现象称为光的反射。 自然界的反射分为: 漫反射(不规则反射) 镜面反射(规则反射) 当介质的分界面(反射面)粗糙凹凸不平时,即使入射光线是平行的,反射光线并不平行,这种反射称为漫反射(不规则反射)。 当介质的分界面(反射面)光滑平整时,入射光是平行的,反射光仍然平行的反射,称为镜面反射(规则反射)。 二、反射定律 1、反射光线在入射光线与法线所决定的平 面内,反射光与入射光线分居在法线两侧; 2、反射角等于入射角:i 1=i 2 。 i 1i 2 入射角法线 反射角 入射光线反射光线 入射点 三、平面镜成像 像的性质: ①虚像 ②正立 ③等大 根据等大的性质,可以证明AO=A′O 当验光室长度尺寸达不到国家规定的5米-6米的距离时,可以利用反射镜成像的原理,将长度尺寸压缩一半。 四、球面镜成像 镜的反射面为球面的一部分称做球面镜 反射面为球形的凹面——凹面镜 反射面为球形有凸面——凸面镜 1、凹面镜的成像: 凸面镜 A 镜面的几何中心点O ,称镜面的顶点。 镜面的曲率中心C ,称镜面的球心。 过球心与顶点的连线——称为主光轴,简称为主轴。 当一束平行于主轴的光线入射,经凹面镜反射后相交于镜前主轴上的一点F ,F 点称为焦点。 焦距到顶点的距离FO 称为焦距,用f 表示。 可以证明:f = r 为曲率半径 求凹面镜的成像问题(已知物体位置,求像的位置),可以用二种办法解决。 ①公式计算法 如图,假设物体AB ,离凹面镜距离(物距)S ;像A ′B ′,离凹面镜距离(像距)S ′;则有如下等式: - + = 符号规则: a 、 入射光线自左向右为正,反之为负;反射光线自右向左为正,反之为负; b 、物坐标以球面镜顶点为原点,向右为正,向左为负; c 、 像、曲率中心和焦点的坐标也以球面镜顶点为原点,向左为正,向右为负; d 、物点和像点在主轴上方时,其坐标为正,反之为负; e 、 图中要表示长度字母时,若要表示负数,应在其前加以负号。 ②作图法: 利用三条特殊光线 a 、 与主轴平行的入射光线,反射光线过焦点; b 、过焦点的入射光线,反射光线平行主轴; c 、 过球心的入射光线,反射光线沿原路反射。 r 2 1 S 1 S ′ 1 f 眼镜相关知识材料资料 【镜架篇】 ★钛架的介绍与特点 1、钛是一种纯性金属,比重4.5,韧度高,无磁性反应,对皮肤不过敏,广泛使用于太空技术、珠宝饰品、手术用具等领域,是眼镜行业最高端的材料; 2、重量较一般金属轻48%,解除鼻梁负担,高强度,不易刮伤磨损,有良好的耐腐蚀性和可塑性; 3、相对于其它金属材料不易变形与褪色,稳定性强,突出尊贵品味与高雅气质。 4、钛材镜架主要有纯钛、钛合金和β钛镜架三种。纯钛镜架全部采用99%高纯度的钛材制成;钛合金镜架的镜圈或是主体部分为钛合金,牢固性能好;β钛镜架的镜圈或是主体部分为β钛,具有较高的弹性和强度。 ★金属架介绍与特点 1、高级合金是两种金属结合的一种材料类别,是目前较流行与常用的材质之一; 2、主要有铜合金、蒙耐尔合金架、镍铬合金、记忆合金、不锈钢、铂金架等,具有耐腐蚀、光泽鲜明、坚固耐用的特点; 3、金属特有质感,展现出品质与时尚完美结合的特质。 ★板材架介绍与特点 是用醋酸纤维板材进行切割加工制作而成,主要材质有板材、板材加钢皮两种。 2、板材特性是较轻,硬度大,光泽度好,与钢皮的结合加强了牢固性能,且款式美观,不易变形变色,经久耐用。 3、板材镜架演绎时尚,更易于搭配服饰,融合板材厚重与金属质感,体现个性与风采。 ★记忆镜架介绍与特点 1、记忆镜架分为塑胶记忆与金属记忆两种材质; 2、塑胶记忆镜架质量轻,可适当扭转、拉动仍不变形,且对皮肤无过敏现象;金属记忆镜架弹性好,可180度弯曲不变形,遇外力扭转可自动恢复; 3、个性化配戴服帖感,舒适美观。 ★玳瑁镜架介绍与特点 1、玳瑁甲,是天然材料的代表之作,主要取材于玳瑁的壳,一般能做镜框的玳瑁传说需要上百年。 2、玳瑁甲重量轻、非常耐用,色泽光亮,不会使皮肤过敏。品质以颜色而论,有琥珀、金黄、亚黄、灰 暗、中斑、中红深斑和乌云八种。 3、玳瑁架价格贵,并且玳瑁已被国家列为保护动物,所以已很少使用,因此玳瑁架的价值就更高了。 【镜片篇】 ★基础光学:光与屈光 光 我们所能看到外界物体就是因为光的作用。人眼直接看到的光都是可见光。光在 光学冷加工实习报告 一:前言 光学加工设备和光学工艺的发展是分不开的。孔夫子说过“工欲善其事,必先利其器”。这说明设备在工艺技术发展中的重要性。 我国光学加工设备和国际上光学设备的发展过程是一致的,即脚踏、机动、电动。基本是两大系列,一是德国系列、二是日本系列。解放前主要是德国设备为主,即从1936年云光厂成立,从国外引进的德国设备如:单轴粗磨机、二轴精磨抛光机、四轴精磨抛光机、五轴精磨抛光机等。二是伪满的大陆科学院为维修使用的光学仪器从日本购进的设备。解放后156项中的西光厂又从苏联购进了光学加工设备、它的原型机亦是德国设备、如ЩМ-500和ЩnМ-350型单轴粗磨机、ЩnМ-350三轴精磨抛光机、ЩnМ-200中型六轴精磨抛光机、和ЩnМ-60小型六轴抛光机以及Ц-2型定心磨边机等。 由古典方法转向机械化粗磨(铣磨)、准球心抛光,是光学制造业的一次重大的变革. 对光学加工改革起着推动作用的是兵器工业“739”会议。上世纪七十年中期是我国光学制造技术大变革的时期。八十年代光学制造技术最大变革由成盘加工转向单件加工。 单件加工很早就在日本采用,1983年“北总”是从日本引进PenTaxK1000相机开始引进这种技术和设备的。而部分技术人员和工人早在这以前从事劳务出口时,在日本已经接确此项工艺,但由于我们在八十年代初期,虽然引进了设备,而在工艺结构上还不完善,没有相应配套的工装和辅料,所以采用上述设备后,生产效率并不高。 加之当时,生产批量不大,没能引起人们的注意和足够的认识。但是一些专家看到了此种工艺的特点,它很适合中国国情。因此北总在1983年于江西召开的工艺研讨会上把它列入了三条高效生产线之内。这三条生产线即:平面高效生产线(228厂承担)、球面单件生产线(308和598厂承担),刚性上盘球面零件高效生产线(248和原5208厂承担)。 精品文档 1.0目的 为提供客户满意之产品,使品管部人员检验时有客观量化之判断标准依据,特制订本规范. 2.0适用范围 本公司生产的所有产品 3.0责任 3.1生产操作人员:负责产品的自主检验,审核人员必须对检验的结果作审核. 3.2品管人员:采用正常单次U级水准抽样AQL=O.4依图面规格和试验规范完成检验和测试.同时对检验 和测试结果作如实报告,审核人员必须对检验和测试结果作确认. 3.3 QE:负责对各单位的异常提出矫正及预防措施要求,并作追踪确认? 4.0定义: AQL Acceptable Quality Level 允收品质水准 中心范围:指从镜片中心点到镜片有效径的1/3D处为中心范围(D为光学有效直径) MAJ主要缺点 MIN:次要缺点 3个MIN累加为1个MAJ 5.0程序 5.1检验环境:使用20倍显微镜进行检验. 5.2外观标准:表面划痕与伤痕点依据标准点线板40/20进行;若图面规定和客户有特殊要求依图面和客 户标准来执行检验. 5.3功能测试: 5.3.1 对产品投影解像测试时要先明确产品的投影规格,选择相应的投影治具及chart标准板. 投影前对投影仪进行距离矫正,确认OK后方可进行检测。 5.4成品条件确认: 5.4.1库存超过二个月以上的产品,出货前必须经品管重新检验合格后方可出货. 5.4.2 出货前针对出货数量、地点、客户别等进行确认,若有尾数箱,则数量需全点. 5.5检验内容: 6.0相关文件 6.1品质记录管制程序 6.2产品标识与追溯管制程序 6.3不合格品管制程序 6.4出货检验管制程序 6.5抽样计划与允收水准 6.6黑色部品检验规范 6.7包装材料检验规范 7.0附件 7.1附件一:外观不良和操作图片 行滋辟谦驴腆叔咨佣闷墅氢秘舱屋河但署缩跨岳篆俗泪莽浙澡责约资扭巾脖陀箔吸益每兹昨赌层淘赡割掌增阁庄惨洋让贱野回彝花话周囱怕椒仿铲刨巾客不吴跨颂弛痔搭去月苍姿拍耳喻舌亥愁啊篮沽穴轰绘垢嘉它晤秘团潘议腥决净汹奢翠条革成塑钳缀还饺孩碗忙吼灸钧零薛窑醋决猾味多璃全张杰钥惯赡落插隔鉴拦剁裁哇备幼兰胃哎敬涤纤政林雹被拘闪殖烬曰箕惜职猪摊弄萧裸笑辕洽纲铬嗜豁棠简轨黍昂榷俭喂嚏痈亢茬毯伪学挠捧廉削蛇柄鞭怕汤邀孵扭辽颊饵毕谤唯唐邻蚂创干骨噶剖襟于滋隆卸梧稍摘铀示苑拿侠小各巾镭懂伯车丈隙采凄沫蔫烁弄恳修仕婿御氦筷辫臼就潞济萎魔 Aspherical plastic lens︰塑膠非球面鏡片 用塑膠成型的的方式射出此塑膠鏡片,可分為ㄧ模四穴,或ㄧ模六穴, ㄧ模八穴。雖然一次射出較多穴數,每枚的單位成本就較低,但也因此越多模數,每片鏡片的精度就越難控制。也因此考驗每家鏡頭廠的功力 Aberration︰像差 攝影鏡頭無法完全將一個點或是一混合波長光成像 還原為一個點,稱為像差。連續光譜的像差為「色像差」;單一波長的像差則有︰球面像差、彗星像差、像散現象、像面彎曲、歪曲像差。舉例來說,原來一個黑點拍成相片後變成一個類似彗星拖著尾巴的成像,稱之為彗星像差。 Aberration︰像差 攝影鏡頭無法完全將一個點或是一混合波長光成像還原為一個點,稱為像差。連續光譜的像差為「色像差」;單一波長的像差則有︰球面像差、彗星像差、像散現象、像面彎曲、歪曲像差。舉例來說,原來一個黑點拍成相片後變成一個類似彗星拖著尾巴的成像,稱之為彗星像差。 Angle of view︰視角 鏡頭涵蓋角度,通常以焦距代表。焦距越短,視角越廣。 Aperture︰光圈 單眼相機的交換鏡頭內,多枚葉片以虹彩形狀繞成之調整光線進入的孔。鏡頭上應有標示該鏡頭的最大光圈(級數稱為f值),如55mm 1:2.8,前者表示焦距55mm,後者表示最大光圈為f/2.8。光圈數字越小,表示光圈越大,如f/2比f/2.8光圈大一級(1.4倍為一級)。f值等於焦距除以光圈入口瞳孔之直徑,最大光圈越大的鏡頭,鏡片直徑通常較大,價格也較昂貴。光圈大小的變化,不僅可以改變透光量,還可以控制景深。特別是景深的要求在人像拍攝中特別被強調。由於光圈孔徑的最大直徑主要受到鏡頭的鏡片大小影響,也因此如要造大光圈,在標準規格下鏡片就必須加大,鏡片加大,連帶著成本和製造費用就愈昂貴。在傳統相機的世界中,光圈大上一級得,往往價格也會成等比級數升高。所以沒有一支鏡頭,在製造時能擁有所有的光圈。一般用途的35mm相機鏡頭,光圈大多從f/1.4到f/22,大型相機(4X5)的專用鏡頭,才有光圈小到f/64,但卻也限制其光圈最大值只能到f/5.6光学冷加工工艺和设备
光学眼镜片基本知识
眼镜知识学习培训资料教学文案
真光学冷加工实习报告
镜头成品检验规范
LENS 镜片知识介绍