印刷成品不良解析报告

异常单编号(ANF No.):(Defect Rate = Defect
Q'ty/Inspection Q'ty*100%)供应商(Supplier/Maker):亚玛顿(Almaden)
(Line Reject Rate =Defect Q'ty/Production Q'ty*100%)
风险等级(Risk Level) :□VH □H ■M □L
Team Leader (小组领导者)Internal Members
(小组成员)
Date(撰写日期):
Implement Date(执行日期):2016/10/20Provide Date(提供日期): 2016/10/20
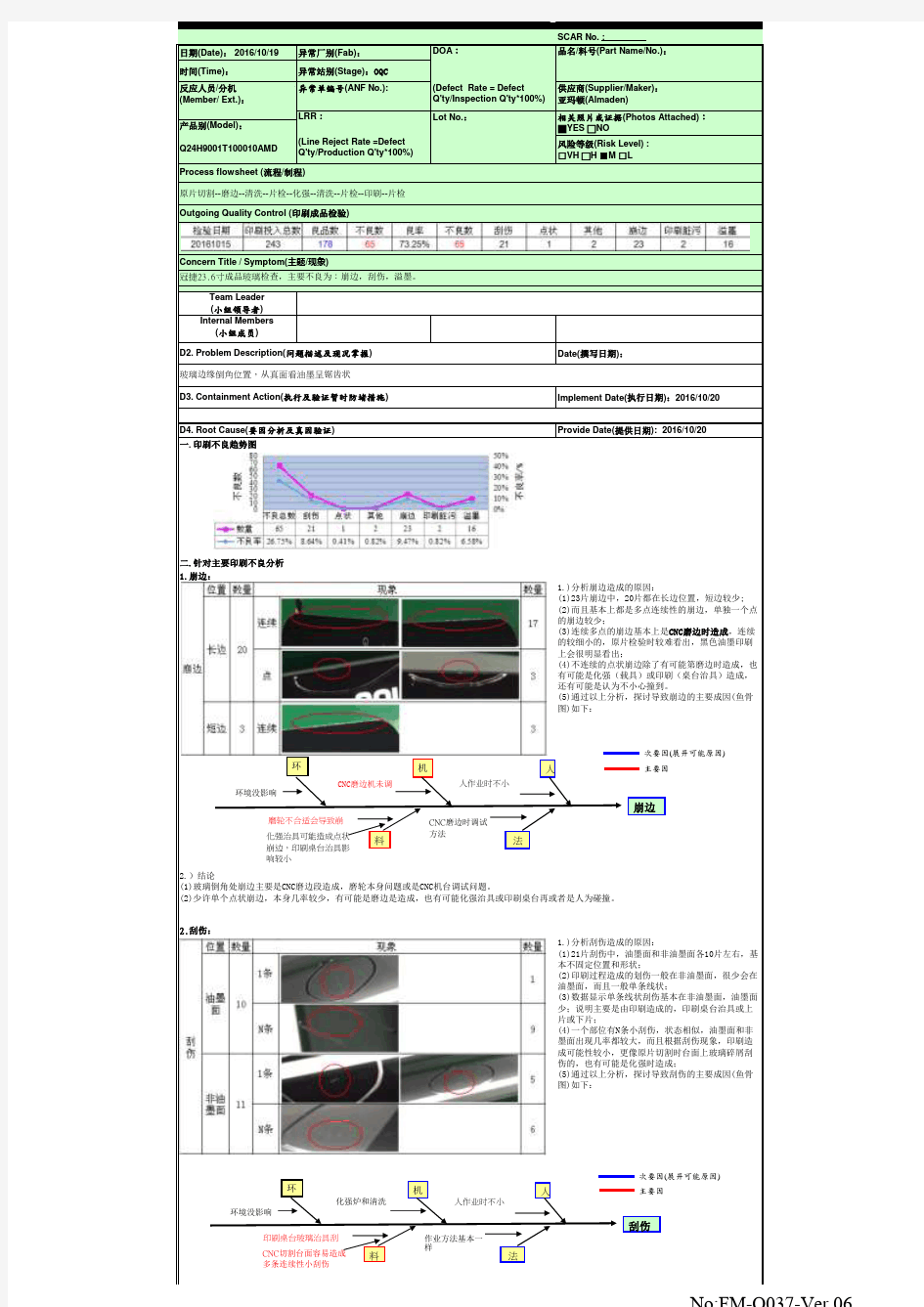
一. 印刷不良趋势图
1.崩边:
1.)分析崩边造成的原因:
(1)23片崩边中,20片都在长边位置,短边较少;(2)而且基本上都是多点连续性的崩边,单独一个点的崩边较少;
(3)连续多点的崩边基本上是CNC磨边时造成,连续的较细小的,原片检验时较难看出,黑色油墨印刷上会很明显看出;
(4)不连续的点状崩边除了有可能第磨边时造成,也有可能是化强(载具)或印刷(桌台治具)造成,还有可能是认为不小心撞到。
(5)通过以上分析,探讨导致崩边的主要成因(鱼骨图)如下:
2.刮伤:
1.)分析刮伤造成的原因:
(1)21片刮伤中,油墨面和非油墨面各10片左右,基本不固定位置和形状;
(2)印刷过程造成的划伤一般在非油墨面,很少会在油墨面,而且一般单条线状;
(3)数据显示单条线状刮伤基本在非油墨面,油墨面少;说明主要是由印刷造成的,印刷桌台治具或上片或下片;
(4)一个部位有N条小刮伤,状态相似,油墨面和非墨面出现几率都较大,而且根据刮伤现象,印刷造成可能性较小,更像原片切割时台面上玻璃碎屑刮伤的,也有可能是化强时造成;
(5)通过以上分析,探讨导致刮伤的主要成因(鱼骨图)如下:
反应人员/分机(Member/ Ext.):产品别(Model):Q24H9001T100010AMD
LRR :
Lot No.:
相关照片或证据(Photos Attached):■YES □NO
2.)结论
(1)玻璃倒角处崩边主要是CNC磨边段造成,磨轮本身问题或是CNC机台调试问题。
(2)少许单个点状崩边,本身几率较少,有可能是磨边是造成,也有可能化强治具或印刷桌台再或者是人为碰撞。
D4. Root Cause(要因分析及真因验证)二.针对主要印刷不良分析冠捷23.6寸成品玻璃检查,主要不良为:崩边,刮伤,溢墨。
D2. Problem Description(问题描述及现况掌握)玻璃边缘倒角位置,从真面看油墨呈锯齿状
D3. Containment Action(执行及验证暂时防堵措施)
Process flowsheet (流程/制程)
原片切割--磨边--清洗--片检--化强--清洗--片检--印刷--片检Outgoing Quality Control (印刷成品检验)
Concern Title / Symptom(主题/现象)
崩边
人机
法
料
化强治具可能造成点状崩边,印刷桌台治具影响较小
次要因(展开可能原因)
主要因
环
环境没影响
CNC 磨边机未调
CNC 磨边时调试方法
人作业时不小
磨轮不合适会导致崩刮伤
人机
法
料CNC 切割台面容易造成多条连续性小刮伤
次要因(展开可能原因)
主要因
环
环境没影响
化强炉和清洗
作业方法基本一
人作业时不小
印刷桌台玻璃治具刮
异常单编号(ANF No.):(Defect Rate = Defect
Q'ty/Inspection Q'ty*100%)供应商(Supplier/Maker):亚玛顿(Almaden)
(Line Reject Rate =Defect Q'ty/Production Q'ty*100%)
风险等级(Risk Level) :□VH □H ■M □L
反应人员/分机(Member/ Ext.):产品别(Model):Q24H9001T100010AMD
LRR :
Lot No.:
相关照片或证据(Photos Attached):■YES □NO
3.玻璃边缘溢墨锯齿
2.)结论
(1)玻璃非油墨面的单条刮伤可能是印刷过程中造成,主要是印刷桌台治具,也有可能是上片者或下片者不小心撞到。(2)同时存在多条小刮伤,次划伤几率较大,原片切割时就已造成,也有可能是后续清洗或化强时造成。(3)由于刮伤都较浅都可以返工研磨处理掉。1.)分析溢墨造成的原因:
(1)如图所示溢墨现象,基本都在长边(无LOGO长边),按印刷方向看基本都在左边的长边,而且是进刀位置;
(2)由于网版本身大于玻璃实际尺寸,溢墨现象存在属正常,但一般应是平滑的溢墨不影响外观,成锯齿状说明印刷条件为调节不合适;(3)刮刀下压左右调节不均匀导致一边溢墨锯齿。
印刷方向
异常单编号(ANF No.):(Defect Rate = Defect
Q'ty/Inspection Q'ty*100%)供应商(Supplier/Maker):亚玛顿(Almaden)
(Line Reject Rate =Defect Q'ty/Production Q'ty*100%)
风险等级(Risk Level) :□VH □H ■M □L
反应人员/分机(Member/ Ext.):产品别(Model):Q24H9001T100010AMD
LRR :
Lot No.:
相关照片或证据(Photos Attached):■YES □NO
Implement Date(执行日期): 2016/10/20
% Effect(成效):Verification Date(验证日期):Implement Date(执行日期):
Reported by (报告撰写)
张聪
Approved by (承认者)% Effect(成效):
Verification Date(验证日期):
D8. Initiator ( 填写人)
Section Manager
(课级主管)Manager (部门主管)
Close Date (结案日期)
D6-2. AMD Effect Verification 3.)印刷时刮刀下压调节均匀。4.)尽量控制人为因素造成不良。
D6-1. Implemented Permanent Corrective Action (执行永久对策及效果确认) N/A
D7. Prevent Recurrence(再发防止及标准化)(1)玻璃边缘的溢墨锯齿可能左右两边刮刀下压不均匀造成。(2)溢墨锯齿一般不影响,溢墨严重可研磨修复。
D5. Corrective Action(选择对策)
1.)原片切割时,保持台面干净,随时清理,避免玻璃碎屑或玻璃粉刮伤玻璃,原片刮伤率高。
2.)原片磨边时,选择合适的磨轮,调整合适的参数。2.)结论: