马钢UCM冷连轧机厚度及板形控制特点的分析
马钢U CM冷连轧机厚度及板形控制特点的分析
沈新玉 胡 柯
(马鞍山钢铁股份有限公司)
摘 要 介绍了UCM轧机的发展及其特点,阐述并分析了马钢4机架6辊UCM连轧机A GC、ASC等系统的主要特点。
关键词 UCM轧机 控制特点
The Crow n and Shape Control of the Cold T andem U niversal Crow n Mill of Masteel
Shen Xinyu H u K e
(Maanshan Iron&Steel Co.Ltd.)
Abstract The development of characteristics of UCM is introduced.The main features of the AGC,ASC and other systems of the42stands62rolls UCM in Masteel are discussed and analyzed.
K ey w ords UCM characteristics of control
0 前言
UCM轧机是由日本日立公司在其开发和设计的HCM轧机的基础上,引入中间辊弯辊系统,以进一步提高带钢凸度和带钢平直度的控制能力,命名其为万能凸度控制轧机。近年来,在世界宽带钢冷轧机生产线上受到广泛青睐和应用。本文详细阐述了马钢UCM连轧机厚度及板形控制特点,供同行借鉴。
1 UCM轧机特点
通常UCM轧机有如下特点:
(1)采用工作辊正负弯辊缸分开设置,响应快、过渡平滑。UCM轧机通过中间辊的轴向移动,提高工作辊的刚性,减少工作辊的挠度,使工作辊正负弯辊留有充分的裕量,进行即时调节。
(2)辊形控制范围大,带钢板形稳定性好,可以显著提高带钢平直度。通过中间辊的串动再配合工作辊和中间辊的弯辊,无论是单一浪形,还是复合浪形都可以得到高质量的板形控制。
(3)可减少带钢边部减薄和减少边裂宽度,减少切边损失,提高成材率。
(4)可采用小直径工作辊,大压下量,减少轧制道次和轧机数量,实践证明4机架UCM轧机比常规5机架4辊连轧机具备更强的轧制能力。
(5)凸度控制能力强,仅一种初始工作辊凸度可以满足所有条件的轧制,如轧制负荷、带钢宽度和压下率。因此,轧辊备件数量能够减少,磨辊容易,管理方便,无传统轧机多种初始凸度轧辊配辊的麻烦。
2 马钢UCM厚度及极形控制特点
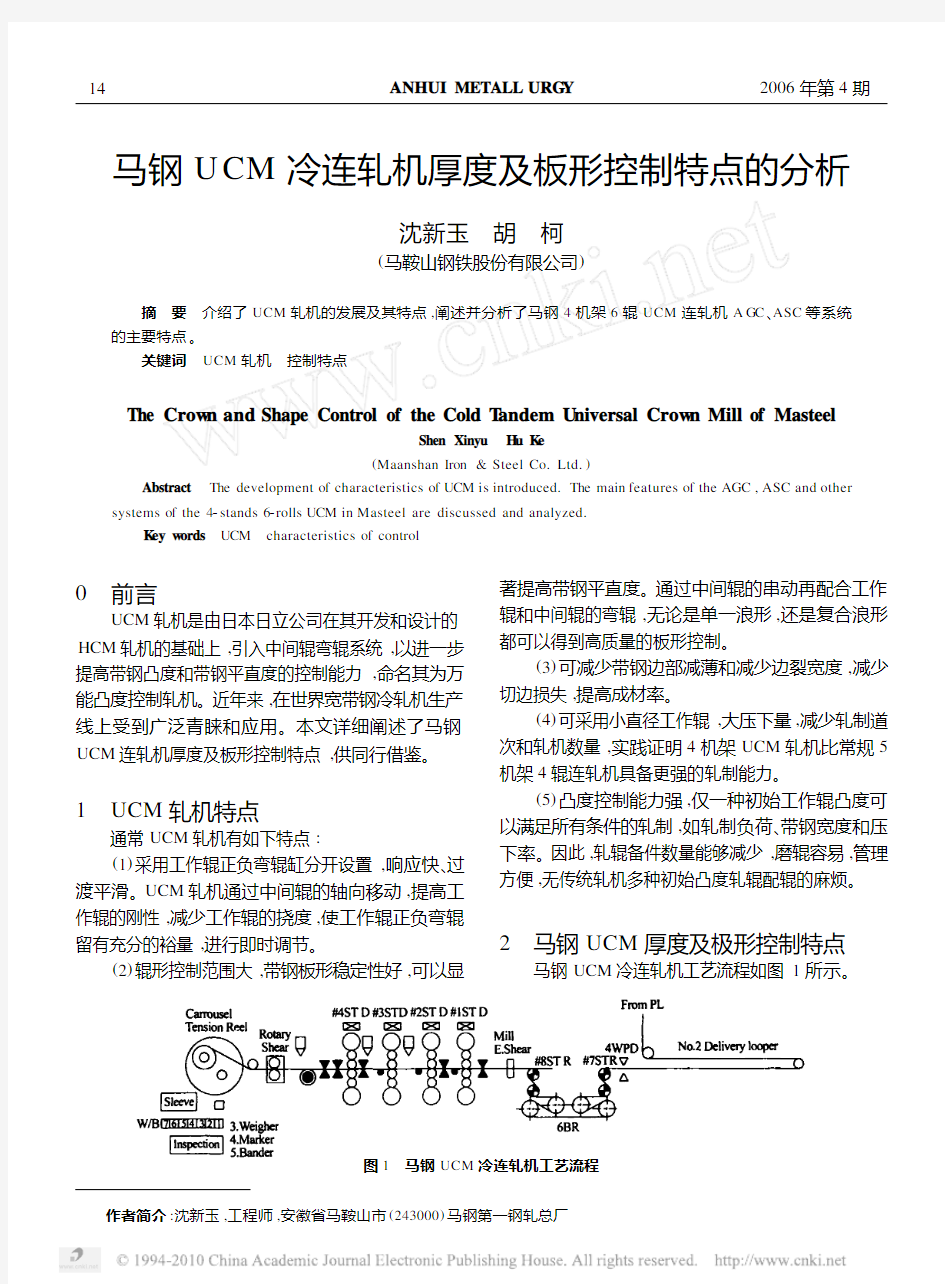
马钢UCM冷连轧机工艺流程如图1所示。
图1 马钢UCM冷连轧机工艺流程
作者简介:沈新玉,工程师,安徽省马鞍山市(243000)马钢第一钢轧总厂
41ANHUI METALL URG Y 2006年第4期
2.1 马钢冷轧4机架6辊UCM轧机技术参数
(1)轧辊数据
轧辊数据如表1所示。
(2)轧机传动由单个AC马达通过齿轮机架由工作辊驱动,传动参数如表2所示。
表1 轧辊数据mm 类 型辊径长度
工作辊425~3851720
中间辊490~4401757.5
支撑辊1300~11501720
表2 轧机工作辊传动参数
No.1机架No.2机架No.3机架No.4机架额定电机功率/kW AC4000AC5750AC5750AC4000电机转速/r?min-1375/1035435/1200435/1200375/1035传动比1/2.561/1.871/1.221/1
轧制速度m/min 最大工作辊195/538311/857476/1190500/1250最小工作辊176/487281/776431/1190454/1250
电机额定扭矩/kgm1038912875128710389最大轧制扭矩/kgm26700240761570710389
(3)压力形式为H YRO P2F(带执行电动机阀的液压轧辊定位系统),压下能力最大约22000kN。
(4)轧制速度
1#轧机机架入口:Max.330m/min。
4#轧机机架出口:Max.1250m/min。
焊缝轧制速度:Max.300m/min。
F GC速度:Max.250m/min。
分卷速度:Max.250m/min。
2.2 A GC自动厚度控制系统
(1)A GC系统在设计时提供了如下功能和配置:专门为此轧机开发的力马达伺服阀和SON Y磁尺在中心组合为一体,响应快速可靠。1#轧机和4#轧机配有压头,所有轧机之间、1#轧机入口和4#轧机出口配有张力测量仪,1#轧机和4#轧机入口和出口均配有X射线测厚仪(4#轧机出口配有2台),2#轧机和3#轧机及4#轧机出口配有激光测速仪,另外1#轧机的支撑辊配有接近开关、2#和3#轧机在轧辊液压定位缸配有压力传感器。
(2)轧机其ACC控制可分为两大部分:一机架的压下控制和2~4机架的秒流量速度控制。来料的缺陷基本上可在一机架消除。一机架控制的好坏将直接影响到产品的质量。所以,在本ACC系统中一机架采用了多种控制手段,其目的就是尽可能使一机架出口厚差最小,主要的A GC控制模式有前馈控制(FF)、虚拟测厚仪控制(GM2SM IT H)、反馈控制(FB)、轧机弹性系数控制(B ISRA)和支撑辊偏心控制(REC)。
1#机架控制:控制1#机架液压压下位置的B ISRA A GC反馈信号分别来自于1#机架的压头和磁尺,通过快速响应的控制系统实现对来料厚差的控制,目的是消除热轧带钢的厚度偏差和硬度偏差造成的影响;控制1#机架液压压下位置的A GC 前馈信号来自于1#机架入口X射线测厚仪,目的是补偿热轧带钢厚度的速变;反馈控制(FB):控制1#机架液压压下位置的A GC反馈信号来自于1#机架出口X射线测厚仪,目的是维持1#轧机出口厚度与目标厚度一致;轧辊偏心控制信号来自于安装在支撑辊上的接近开关和电机轴上的脉冲发生器检测的转速,目的是补偿主要由支撑辊偏心引起的周期性厚度偏差。GM2SM IT H是属于监控A GC,它不仅具有反馈控制的稳定性,而且还克服了反馈控制的滞后性。在低速时监控效果则更好,这是由于出口测厚仪与一机架之间有2.5m的固定距离,所以从出口测厚仪所测的实际值在时间上要滞后一段时间,特别在低速时这段时间相对较长。反馈控制就是利用出口测厚仪进行检测和控制的,所以无法克服这一滞后时间。而GM2SM IT H则利用轧制力接间计算出一机架的出口厚差进行控制,再利用出口测厚仪进行修正,所以,与反馈控制相比就克服了这段滞后时间。在高速轧制时,这段滞后时间相对较短,已不影响监控效果,所以就直接用反馈控制。反馈控制和GM2SM IT H的切换控制,弥补了仅用反馈控制在低速时的不足,使一机架的监控效果更佳。
2#~4#机架的控制:用秒流量控制进行轧机速度控制的反馈A GC其反馈信号来自于4#机架X
51
2006年第4期 安 徽 冶 金
射线测厚仪的偏差量的反馈信号和轧机入口、出口带钢测速仪所测带钢速度。
(3)加速和减速补偿控制:液压压下位置同时考虑在轧机加速和减速时工作辊和带钢间摩擦系数变化要求的补偿进行控制。
(4)动态变规格的控制:一旦焊缝处的厚度发生变化,带钢被作为从一种规格到另一种规格的楔形轧制。要在这种状态下轧制,机架上轧辊位置的调整使轧制程序表和PL C的信号一致。同时,轧机的轧制速度的控制使轧机间带钢张力恒定。要减小机架间张力的波动,通过轧辊位置变化和轧制速度变化良好同步完成;一个机架跟着一个机架完成上述过程。
2.3 ASC自动板形控制系统
UCM冷连轧机组由4个机架组成。该冷连轧机组使用的板形控制手段包括压下倾斜(F1-F4)、工作辊正负弯辊(F1-F4)、中间辊轴向串辊(F1-
F4)、中间辊正弯辊(F1-F4)和F4工作辊31段精细分段冷却(F4)。本套平坦度自动控制系统由日本日立公司开发,它具有一般平坦度控制系统的功能结构:预设定控制模块、轧制力—弯辊力前馈控制模块和闭环反馈控制模块。
(1)预设定模块
带钢头部进入冷连轧机组之前,轧机的各个板形调控机构都应具有正确的预设定值,以保证闭环反馈控制模型投入前所轧带钢的板形良好,为闭环反馈控制提供较好的起点。作为闭环反馈控制的调控起点,其对反馈控制效果有一定的影响。此预设定控制模型采用表格设定法。另外,此预设定模型还带有设定值自适应模块,即根据同种规格和材质的来料板形状况相似的特点,利用当前带钢正常轧制中的实测参数,对预设定表格中的设定值进行优化。
(2)轧制力—弯辊力前馈控制模式
轧制力及其分布是对板形影响最大的因素之一,在轧制过程中,总是波动的轧制力必将对板形造成影响。为了快速消除轧制力波动对平坦度的干扰,需根据轧制力的波动调整F1~F4的工作辊和中间辊弯辊力对带钢平坦度实施快速的前馈控制。
(3)闭环反馈控制模块
自动板形控制使用安装在轧机出口侧的板形仪进行检测和反馈控制,使所轧的薄板金属成形更接近于目标板形,自动板形控制对所轧薄板金属的形状通过数学功能接近于图形化,在被分裂成对称的和对称部件相对于薄板金属宽度中心线之后,进行分析。然后,对称部件通过工作辊弯辊和中间辊弯辊进行调整,对称部件通过压下调平进行调整。系统功能和控制对象如表3所示。
表3 控制对象
控制项目控制对象区段
工作辊弯辊控制
板形边缘区域的二
阶公式控制
中浪,边浪
中间辊弯辊控制
板形中间区域的二
阶公式控制
W类型,M类型轧机调平控制
薄板金属所有宽度
上一阶公式控制
楔形
多段冷却控制
薄板金属所有宽度
上复杂阶公式控制
3 结语
(1)厚度控制
综上所述,日立的UCM轧机在厚控方面通过对以上几个功能的调试,来料的厚差及缺陷在通过一机架以后基本得到消除,确保了四机架后产品的质量。厚差和波动都比较大的来料,在经过一机架后,厚差已控制在允许范围内,这是几个控制功能共同作用的结果。该带钢再经过2~4机架的秒流量速度控制,最终得到厚度精度很高的产品。在正常轧制时,产品厚差控制在0.3%以内。
(2)板形控制
板形控制手段丰富。预设定控制的被操作量有F1-F4的工作辊弯辊、中间辊弯辊、中间辊轴向移位的设定值;闭环反馈控制模块的被操作量有F4的工作辊弯辊和中间辊弯辊。第四机架31区段的工作辊精细分段冷却系统,采用先进的模糊控制技术。这也是目前最为先进的工作辊精细分段冷却控制。UCM冷连轧机组平坦度自动控制系统投入运行后,通过生产调试运行,在板带材的平坦度控制中发挥了重要的作用。
(收稿日期 2006-09-28)
61ANHUI METALL URG Y 2006年第4期
轧机厚度自动控制系统设计
轧机厚度自动控制系统设计 摘要:随着社会经济的发展,对板带产品的质量和精度要求越来越高。厚度精度就是板带产品的重要质量指标之一。本文针对轧机AGC技术的现状,以及轧机厚差产生的原因进行了分析。在此基础上,对轧机AGC进行分析,以APC为主要研究对象,选用PLC作为系统的控制器,将位移传感器测得的位移量经A/D转换送给PLC来控制步进电机,从而控制阀,通过轧制力来改变辊缝厚度实现轧机厚度控制。 1 引言 轧机又称轧钢机,轧钢机就是在旋转的轧辊之间对钢件进行轧制的机械,轧钢机一般包括主要设备(主机)和辅助设备(辅机)两大部分。轧钢机按轧辊的数目分为二辊,三辊式,四辊式和多辊式,轧钢机通常简称为轧机。 板带厚度精度是板带材的两大质量指标之一,板带厚度控制是板带轧制领域里的两大关键技术之一。带钢纵向厚度不均是影响产品质量的一大障碍,因此,轧机的一项重要课题就是带钢厚度的自动控制。厚度自动控制系统是通过测厚仪或传感器对带材实际轧出厚度连续进行测量,并根据实测值与给定值比较后的偏差信号,借助于控制回路或计算机的功能程序,改变压下装置、张力或轧制速度,把带材出口厚度控制在允许的偏差范围内。实现厚度自动控制的系统称为“AGC"。 我国近年来从发达国家引进的一些大型的现代化的板带轧机,其关键技术是高精度的板带厚度控制和板形控制。板带厚度精度关系到
金属的节约、构件的重量以及强度等使用性能,为了获得高精度的产品厚度,AGC系统必须具有高精度的压下调节系统及控制系统的支持。 而对于轧机来说产生厚差的原因大致可分为三大类: (1)轧机方面的原因:轧辊热膨胀和磨损、轧辊弯曲、轧辊偏心和支撑辊轴承油膜厚度等都会产生厚度波动。它们都是在液压阀位置不变的情况下,使实际辊缝发生变化,从而导致轧出的带钢厚度产生波动。 (2)轧件方面的原因:厚度偏差会直接受到坯料尺寸变化的影响。它包括来料宽度不均和来料厚度不均的影响。 (3)轧制工艺方面的原因:轧制时前后张力的变化、轧制速度的变化等。 2 系统总体设计 厚度自动控制AGC (Automatic Gauge Control)是指钢板轧机在轧制过程中通过动态微调使钢板纵向厚度均匀的一种控制手段。厚度自动控制系统是通过测厚仪或传感器对带材实际轧出厚度连续进行测量,并根据实测值与给定值比较后的偏差信号,借助于控制回路或计算机的功能程序,改变压下装置、张力或轧制速度,把带材出口厚度控制在允许的偏差范围内。 AGC系统一般包括有: 1)压下位置闭环:为了轧出给定厚度的轧件,首先必须在轧件进入辊缝之前,准确地设定空载辊缝。其次,在轧制过程中,为了使轧后的轧件厚度均匀一致,还必须随着轧制条件的变化及时的调整空
冷轧板的牌号
冷轧板的牌号 牌号:Q195A-Q235A、Q195AF-Q235AF、Q295A(B)-Q345 A(B);SPCC、SPCD、SPCE、ST12-15;DC01-061、Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最了,能较好地满足一般的使用要求,所以应用范围十分广泛。 2、S-钢(Steel)、P-板(Plate)、C-冷轧(cold)、第四位C-普通级(common)。 3、ST-钢(Steel)、12-普通级冷轧薄钢板、 标记:尺寸精度—尺寸—钢板品种标准 冷轧钢板:钢号—技术条件标准 标记示例:B-0.57501500-GB708-88;钢板、标准号Q/BQB402,牌号SPCC,热处理状态退火+平整(S),表央加工状态为麻面D,表面质量为FB级的切边(切边EC,不切边EM)钢板、厚度0.5mm,B级精度,宽度1000mm,A级精度,长度2000mm,A级精度,不平度精度为PF.A,则标记为:钢板ECQ/BQB 402-SPCC-SD-FB/(0.51000A2000A-PF.A); 冷轧钢板:Q225-GB912-89 主要产地有:宝钢、鞍钢、本钢、武钢、邯钢、包钢、唐钢、涟钢、济钢等 冷轧板也叫SPCC 他是一种五金冲压的材料! 冷轧板卷是以热轧卷为原料,在室温下在再结晶温度以下进行轧制而成,包括板和卷,国内众多钢厂如宝钢、武钢、鞍钢等均可以生产。其中成张交货的称为钢板,也称盒板或平板;长度很长、成卷交货的称为钢带,也称卷板。 [编辑本段]冷轧的定义 是再结晶下的轧制,但一般理解为使用常温轧制材料的轧制.铝冷轧分为板轧和箔轧.厚度在0.15~以上的称为板,0.15~以下的称为箔.欧美多采用3~6台连续式轧机作为冷轧设备 生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。规格:厚度为0.2-4mm,宽度为600-2 000mm,钢板长度为1 200-6 000mm。牌号:Q195A-Q235A、Q195AF-Q235AF、Q295A(B)-Q345 A(B);SPCC、SPCD、SPCE、ST12-15;DC01-06 性能:主要采用低碳钢牌号,要求具有良好的冷弯和焊接性能,以及一定的冲压性能。 应用领域 冷轧板带用途很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。冷轧薄钢板是普通碳素结构钢冷轧板的简称,也称冷轧板,俗称冷板,有时会被误写成冷扎板。冷板是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。适用牌号:Q195、Q215、Q235、Q275;SPCC(日本牌号);ST12(德国牌号)符号: 1、Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个
冷连轧机组控制及性能介绍
在分析可逆冷轧机组和大型国有企业引进的全连续五机架连轧机组的优缺点,综合考虑国内机械制造水平和自动控制水平的基础上,以新的轧制工艺为指导,针对冷轧带钢,特别是冷轧宽带(例如镀锌基板)已经批量化的特点,研究开发了适用于大型民营钢铁企业和中型国有钢铁企业的大压下率、全连续、高产量、低成本、低投入的全新型五机架六辊冷连轧机组。该机组的研制成功为民营企业在宽带钢市场竞争中取得优势提供了保证。 二、机组特点 1、 大压下率:3.0 mm厚的带钢经五个机架一次轧制到0.3mm,可以覆盖大部分镀锌基板的需求。 2、 全连续:从开卷到卷取实现全连续生产,为此,机组配置有自动焊机、入口活套、出口飞剪和双工位卷取机。 3、 高精度:为保证产品厚度精度和良好板形,生产线的五个机架全部配置为六辊全液压(AGC)轧机。 4、 低投入:整条生产线的投资相当于两条高配置六辊可逆轧机的投资,或只有进口同类生产线的1/4(按吨钢产能计算)。 5、 高效益:与可逆轧机相比,由于厚控精度和成材率提高和人员成本降低,吨钢成本可以降低50元。 三、技术性能 设备型号 带钢宽度(mm)带钢厚度(mm) 轧制力 (T) 轧制速度 (m/min) 年产量(T) XX-WLZ1450 900-1250 0.2~1.2 1800 600500000 XX-WZ1250800-11000.2~1.21500600400000 XX-WZ1050600-9000.2~1.21100600300000 四、技术特点: 1、生产线全数字直流调速,张力闭环控制、速度自动控制; 2、五机架全液压(AGC) 自动厚度控制,包括预控AGC、监控AGC和流量AGC; 3、工作辊正负弯辊,中间辊正弯辊及横移控制;轧辊分段冷却控制; 4、 基础自动化和过程自动化完备,采用西门子PLC; 5、采用双开卷、闪光对焊、卧式活套; 6、采用双工位CAROSAL卷取机 7、系统数据采集、显示、存储和输出系统,包括故障诊断和报警; 8、主机全部采用六辊轧机; 9、具备过焊缝自动降速、减张等功能 10、轧辊快速换辊; 11、轧辊全部采用油气润滑; 12、采用先进平床+铁磁过滤工艺润滑 五、设备组成: 机械设备主要有上/卸卷小车、开卷机、夹送矫直机、焊机、活套、张力辊、对中装置、五机架全六辊液压AGC轧机、快速换辊车、飞剪、卷取机和助卷器等;另外还包括电控系统、液压系统、工艺润滑系统、油气润滑和稀油润滑系统等。 六、工艺流程: 上卷—→开卷—→夹送、矫直—→焊接—→活套—→测厚—→五机架连轧 —→测厚—→飞剪—→卷取—→卸卷 七、见下图——现场工艺布局,注意流体力学的细节;
《板带轧机系统自动控制》 - 燕山大学教务在线
《板带轧机系统自动控制》 建设规划(2011-2016) 1、课程概况 我校轧钢专业人才培养以服务于全国钢铁工业为中心,目标是培养具有扎实专业知识、具备工艺技术、科学研究、组织管理能力、能够解决冶金工程领域实际问题的应用及应用研究型高级工程技术人才。 我校机械设计及理论学科(含轧钢专业)为国家级优秀重点学科,其轧钢实验中心为河北省重点实验室。本学科具有近50年的本科办学经验,20多年的硕士、博士研究生的培养经验,教学与科研紧密结合地方经济发展需求,具有钢铁冶金方向特色优势,在国内占有重要地位。 建国初期,我校在当时隶属于哈尔滨工业大学时就引进了多名前苏联专家开始轧钢专业的建设。作为轧钢专业的基础课,随之开设了以板厚板形自动控制为主要内容的板带轧机系统自动控制课程,至今已有近50年历史。自1958年建校以后,开始由自主培养的教师承担此课程的教学任务。 我校轧机研究所在板形板厚控制研究方向具有较高的研究水平,在国内具有重大影响,为本课程的教学奠定了良好的基础。近五年,本科研方向上承担了多项国家自然科学基金和河北省自然科学基金课题,以及20余项企业合作技术课题,取得了较大成果。 本课程组共有教师8人,平均年龄37岁。学历结构:博士6人(75%),硕士2人(25%)。职称结构:教授3人(37.5%),副教授1人(12.5%),讲师2人(25%),实验师2人(25%)。年龄结构:平均年龄37岁。40岁以上2人(25%),30岁以上6人(75%)。讲课教师6人(75%),实践教师2人(25%)。 课程负责人刘宏民老师,博士,教授,博士生导师,于1982年毕业于东北重型机械学院(燕山大学前身),1988年3月在东北重型机械学院获得博士学位。研究方向:板带轧机设计及板形控制技术。获国家科技进步二等奖1项,省部级一等奖6项,省部级二等奖3项,发表论文100余篇,出版专著2部。全国“五一”劳动奖章获得者,国家百千万人才工程人选,河北省省管优秀专家,燕赵学者。 2、存在的主要问题 (1)教学内容
冷轧板包括什么材质
冷轧板包括什么材质?(比如:Q235是属于冷板吗?) 冷轧板卷是以热轧卷为原料,在室温下在再结晶温度以下进行轧制而成,包括板和卷,国内众多钢厂如宝钢、武钢、鞍钢等均可以生产。其中成张交货的称为钢板,也称盒板或平板;长度很长、成卷交 货的称为钢带,也称卷板。 生产工艺:生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁 性能、深冲性能等。 规格:厚度为0.2-4mm,宽度为600-2 000mm,钢板长度为1 200-6 000mm。 牌号:Q195A-Q235A、Q195AF-Q235AF、Q295A(B)-Q345 A(B);SPCC、SPCD、SPCE、ST12-15;DC01-06 性能:主要采用低碳钢牌号,要求具有良好的冷弯和焊接性能,以及一定的冲压性能。 应用领域:冷轧板带用途很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。 请教大家钢材材质,牌号的相关知识! 请教大家一些问题:镀锌,冷轧,热轧钢材的材质与牌号代表的什么意思: 如SGCC,DX51D+Z,JY120,WLZX,DX51D
环保,SGH340,DC520+Z,SECCN5,DX520+ZF,ST02Z,SPCC,DC01,ST12,ST14,45#等还有很多,希 望大家能够介绍一下这方面的知识,或者那个网站可以查到这些资料!谢谢大家! 问题补充:不同牌号和材质的钢材,都具体什么做什么用的,大都用在什么地方? 钢材按大类分,按用途分,可分为型材、板材、管材、建材三大类。 而本问题所提出的冷轧、热轧和镀锌属于板材类钢材。 SGCC(镀锌板) DX51D+Z(以DX51D冷板为基材的镀锌板) JY120(咬合级,锌层120g/m2的镀锌板) WLZX(武钢产专用无锌花标准镀锌板) DX51D环保(以DX51D冷板为基材的镀锌板,环保即为符合欧盟环保要求RoHs指令)SGH340(以热轧为基材的镀锌板,通常是邯郸钢厂生产的)DC52D+Z(以DC52D冷板为基材,可冲压级的镀锌板) SECCN5(电镀锌板、表面进行耐指纹处理) DX52D+ZF(镀锌板) ST02Z(以ST02冷板为基板的镀锌板) SPCC(这个是冷板中常用的牌号) DC01(冷板中常用的牌号,武钢常用) ST12(冷板中常用的牌号) ST14(深冲级冷板) 45#(中碳钢的牌号)
冷连轧机张力控制
一、冷连轧机的工作原理 四机架冷连轧机的机械组成是由开卷机、四个连轧机架、卷取机等组成。 轧钢的轧制分穿带、建张、正常轧制和出钢四个阶段。带钢经过开卷机后经酸洗、水洗到达第一机架,第一机架轧辊的带动电机通过电动使带钢穿过,依此法使带钢穿过二、三、四机架到卷取机,卷取机咬住带钢后,穿带结束。在张力闭环控制投入之前,通过手动调节开卷机、四个机架轧辊及卷取机的速度来建立各机架间及开卷机与第一机架间第四机架与卷取机间的张力建张结束后,在不进行张力闭环控制情况下,靠各机架速度的搭配给定进行轧制。当张力达到设定张力的100% 时,张力闭环控制投入运行,进入正常张力轧制阶段。 张力是联系各个机架参数的桥梁和纽带,在较大的张力条件下进行轧制是带钢冷连轧生产的一个重要特点,这就要求张力的控制要合理,而张力控制系统是一个在高实时性要求下的变参数系统,所以对它进行实时快速的控制就显得非常必要了。 轧机张力的产生与测量 张力是连轧过程的一个重要现象,各机架通过带钢张力传递影响,传递能量而相互发生联系,张力是由于机架间速度不协调而造成的,以两个机架为例,由于某种原因(外扰量或调节量变动时)而使1#轧机带钢出口速度减小(可以是轧辊速度减小,也可能由于压下率等其他工艺参数变动,造成前滑量减小)或使2#轧机带钢入口速度加大(原因也可以是轧辊速度变大或后滑量减小),结果使1#~2#机架间的带钢产生拉拽,从而产生张力。 张力问题是连轧中的核心问题,大张力轧制是带钢冷连轧生产的一个重要特点,合理的张力制度,可以保证轧制过程稳定而且对成品带钢质量及带卷质量的控制有着重要的影响。 张力在轧制过程中的主要作用有如下几点: (1)防止轧件跑偏防止轧件跑偏是保证冷连轧能否正常轧制的一个 重要问题。在实际的生产过程中,轧件跑偏将破坏正常板形,引起操作事故甚至设备事故,特别是在开坯时,需耗费很多时间,甚至采用停机、抬辊等办法来纠正,直接影响生产效率,因此,在轧制过程中必须尽量地防止轧件跑偏现象的发生。 (2)自动调节作用在轧制过程中,如果机架间的速度存在偏差,平衡状态将遭到
轧机厚度自动控制AGC系统说明
轧机厚度自动控制AGC系统 使 用 说 明 书 中色科技股份有限公司 装备所自动化室 二零零九年八月二十五日
目 录 第一篇 软件使用说明书 第一章 操作软件功能简介 第二章 操作界面区简介 第三章 操作使用说明 第二篇 硬件使用说明书 第一章 接口板、计算机板跨接配置图 第三篇 维护与检修 第一章 系统维护简介及维护注意事项 第二章 工程师站使用说明 第三章 检测程序的使用 第四章 常见故障判定方法 第四篇 泵站触摸屏操作说明 第五篇 常见故障的判定方法 附录: 第一章 目录 第二章 系统内部接线表 第三章 系统外部接线表 第四章 系统接线原理图 第五章 系统接口电路单元图
第一篇 软 件 说 明 书
第一章 操作软件功能简介 .设定系统轧制参数; .选择系统工作方式; .系统调零; .显示时实参数的棒棒图、馅饼图、动态曲线; .显示系统的工作方式、状态和报警。 以下就各功能进行分述: 1、在轧机靠零前操作手需根据轧制工艺,设定每道次的入口厚度、出口厚度和轧制力等参数。也可以在轧制表里事先输入,换道次时按下道次按钮,再按发送即可。 2、操作手根据不同的轧制出口厚度,设定机架控制器和厚度控制器的工作方式,与轧制参数配合以得到较理想的厚差控制效果。 3、在泄油状态下,操作手通过在规定状态下对调零键的操作,最终实现系统的调零或叫靠零,以便厚调系统正常工作。 4、在轧制过程中,以棒棒图、馅饼图和动态曲线显示厚调系统的轧制速度、轧制压力、开卷张力、卷取张力、操作侧油缸位置、传动侧油缸位置、压力差和厚差等实时值。(注意:轧机压靠前操作侧油缸位置、传动侧油缸位置显示为油缸实际移动位置。轧机压靠后操作侧油缸位置、传动侧油缸位置显示的是辊缝值。)
常见钢板的尺寸、规格
产品材质: 1:200系列(铬-镍-锰奥氏体不锈钢)主要有:201、202 2:300系列(铬-镍奥氏体不锈钢)主要有:301、302、303、303CU、304、304L、304F、304H、310、310S、314、314L、316、316L/321 不锈钢板面宽度:1000mm、1220mm、1250mm、1500mm、1800mm、2000mm 不锈钢板厚度:0.1、0.2/0.3/0.5/0.6/0.7/0.8/0.9/1.0/1.5、 2.0/2.5/ 3.0/ 4.0/ 5.0/ 6.0/8.0/9/10/12/16/18/20/22/25/30mm 不锈钢板理论重量计算公式:长*宽*厚度*密度=重量/公斤 不锈钢管计算公式:直径-壁厚*壁厚*0.02491=1米重量/公斤不锈钢板厚度标准@不锈钢板标准厚度 冷轧部:不锈钢板冷轧2B(卷板、卷带、平板)特色板:3.5mm— 6mm304/2B,316L/2B厚度:冷扎2B(0.1—6.0mm);表面:2B光面、BA;8K 镜面;拉丝、磨砂;雪花砂;不锈钢无指纹板;装饰面板:彩色板、镀钛板、蚀刻板、油抛发纹板(HL、NO.4)、3D立体板、喷砂板、压纹板热轧部:不锈钢板热轧No.1(卷板、平板)厚度:工业No.1( 3-159mm )表面:8K镜面;拉丝、磨砂;雪花砂;不锈钢无指纹板;特别加工:可按客户指定开不定尺寸 不锈钢管材质:201不锈钢管202不锈钢管301不锈钢板管304不锈钢管321不锈钢板管316不锈钢板管310S管 不锈钢管材系统:(不锈钢管、不锈钢无缝管、不锈钢装饰管、不锈钢有缝管、不锈钢卫生管、不锈钢精密管、不锈钢毛细管)不锈钢板厚度标准@不锈钢板标准厚度 表面有:工业面、普通抛光面、镜面、拉丝面、、、、、
厚度控制
一、填空题 1、9.5根据轧机弹跳方程测得的厚度和厚度偏差信号进行厚度自动控制的系统称为GM-AGC或称 P-AGC。 2、9.5监控式厚度自动控制的基本原理就是反馈式厚度自动控制的基本原理。 3、9.5中厚板头部厚度补偿做法主要有两种:头部三角形补偿法和冲击补偿法。 4、9.6 20世纪90年代到现在,热轧带钢厚度偏差±40μm,全长命中率99%,宽度偏差+2~6mm, 全长命中率95%。 5、9.6热带厚度精度可分为:一批同规格带钢的厚度异板差和每一条带钢的厚度同板差。为此可将厚度 精度分解为带钢头部厚度命中率和带钢全长厚度偏差。 6、9.6热带头部厚度命中率决定于厚度设定模型的精度。 7、9.6带钢全长厚差则需由AGC根据头部厚度(相对AGC)或根据设定的厚度(绝对AGC)使全长各点厚 度与锁定值或设定值之差小于允许范围,应该说头部精度对AGC工作有明显影响。 8、9.6可将宽度精度分解为带钢头部宽度偏差和带钢全长宽度偏差。 9、9.6头部宽度偏差除了决定于宽度设定模型的精度外,还取决于变形条件及是否采用短行程控制 (SSC)。 10、9.6热带粗轧用立辊时为了克服头尾宽度变窄采用短行程(SSC)控制。 11、9.7热带轧机弹跳量一般可达2~5mm。 12、9.7在现场实际操作中,为了消除弹跳方程曲线段的影响,都采用了所谓人工零位的方法。 13、9.7做试验确定轧机刚度的方法有轧铝板法和自压靠法。 14、9.8带钢尾部补偿可选用的方法为压尾或拉尾。 二、判断题 1、9.5轧件通过轧辊时,由于轧辊及轧机的弹性变形,导致辊缝增大的现象称为“辊跳”。(√) 2、9.5从数据和实验中都获得共识:轧机的弹跳值越大,说明轧机抵抗弹性变形的能力越强。(×) 3、9.5轧机刚度越大,产品厚度精度就越易保证。(√) 4、9.5中厚板轧制时,在咬钢的瞬间,由于头部温度较低,再加上轧制力的冲击作用,辊缝有一个上 升的尖峰。若不进行补偿,使得轧件的头部变厚。(√) 5、9.6头部宽度偏差除了决定于宽度设定模型的精度外,还取决于变形条件及是否采用短行程控制。 (√) 6、9.7轧机机座的弹性变形与压力并非呈线性关系,而是在小压力区为一曲线,当压力大到一定值以 后,压力和变形才近似呈线性关系。(√) 7、9.7轧机压靠时所测的轧机刚度和实际轧制时的轧机刚度一样大。(╳) 8、9.8当轧件温度降低时,轧制压力增大,厚度增大。(√) 9、9.8当轧件温度降低时,轧制压力增大,厚度减小。(╳) 10、9.8只存在轧辊偏心时,轧制压力增大,厚度增大。(╳) 11、9.8只存在轧辊偏心时,轧制压力增大,厚度减小。(√) 12、9.8精轧机组各个机架都要进行尾部补偿。(╳) 13、9.8热带粗轧和精轧机组都需要设置厚度自动控制系统。(╳) 14、9.8当选用绝对AGC时,如设定误差过大,计算机将自动改用相对AGC。(√) 15、9.4宽度控制的任务主要是在热轧的粗轧阶段完成的。(√) 16、9.4随着立辊轧机宽度压下量的增大,在几十米长的带钢上,头尾部产生五到几十毫米的失宽,如 不加以控制,头部轧后宽度沿着轧制方向的变化规律由窄逐渐变宽,尾部是由宽逐渐变窄。(√)三、单选题 1、9.5为消除厚度偏差δh所必需的辊缝调节量?S应是( A )。 A、δS= h K M K m mδ + ;B、δS= h K M K m mδ +;C、δS= h M M K m δ + ;D、δS= h K M M m δ +
冷轧轧机TDC控制系统de
目录 冷轧轧机TDC控制系统 一.硬件和组态 二.系统软件 1.处理器功能简介 https://www.360docs.net/doc/8714101098.html,MON FUNCTIONS 通用功能 3.MASTER FUNCTIONS 主令功能: 4.STAND1-STAND5 机架控制系统1-5 冷轧轧机TDC控制系统 一.硬件和组态 TDC工业控制系统西门子公司SIMADYN D的升级换代产品,也 是一种多处理器并行远行的控制系统。典型的TDC控制系统的配置是 由电源框架、处理器摸板、I/O摸板和通讯摸板搭建构成。 电源框架含21个插槽,最多允许20个处理器同时运行。框架上 方的电源可单独拆卸,模板不可带电插拔。 CPU551是TDC控制系统的中央处理器,带有一个4M记忆卡, 程序存储在记忆卡内,电源启动时被读入CPU551中执行。可通过在线 功能对处理器和存储卡中的程序作同步修改。 SM500是数字量/模拟量输入/输出模板,更换时注意跳线. CP50MO是MPI/PROFIBUS通讯摸板,更换时需要使用 COM-PROFIBUS软件对其进行组态的软件下装。 CP5100是工业以态网的通讯摸板,更换时注意插槽跳线。 CP52A0是GDM通讯模板。GDM是不同框架的TDC之间进行数 据交换的特有通讯方式,不同框架的TDC通过光缆汇总到GDM内, 点对点之间的通讯更加直接,传输速度更快。 TDC控制系统的硬件需要在软件程序中进行组态和编译,然后下 装到CPU中。 二.系统软件 包钢薄板厂冷轧轧机区域TDC控制系统按框架分为以下三个功能 12 酸轧电气控制 冷轧酸轧电气篇C S P B T
2.1 处理器功能简介 1.COMMON FUNCTIONS 通用功能: 处理器1:SIL: 模拟功能 SDH: 轧制参数管理 IVI: 人机画面 处理器2:MTR: 物料跟踪系统 WDG: 楔形调整功能 处理器3: ADP: 实际值管理 2.MASTER FUNCTIONS 主令功能: 处理器1: MRG-GT: 轧机区域速度主令 处理器2: THC-TH: 轧机厚度控制入口区域 处理器3: THC-TX: 轧机厚度控制出口区域 处理器4: SLC: 轧机滑差计算 ITG: 张力计接口 处理器5: LCO-LT: 轧机区域生产线协调 3.STAND1-STAND5 机架控制系统1-5 处理器1: CAL: 机架标定 SCO: 通讯接口 MAI: 手动干涉 ITC: 机架间张力控制 处理器2: SDS: 机架压下系统 处理器3: RBS: 机架弯辊系统 12 酸轧电气控制 冷轧酸轧电气篇C S P B T
冷轧钢板介绍
钢板介绍 我们通常所说的板材,是指薄钢板(带);而所谓的薄钢板,是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。众所周知,在家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。近年来,国外牌号钢材的大量涌入,丰富了国内钢材市场,使板材选用范围逐步扩大了,这对提高家电产品的制造质量,提供更丰富的款式和外观,起到了显而易见的作用;然而,由于国外的板材型号与我国板材牌号及标记不一致,再加上目前市面上很少有这方面专门介绍的资料和技术书籍,这给如何选用比较恰当的钢板带来了一定的困惑。 本文针对上述情况,介绍了在我国经常用到和使用最多的几个国家(日本、德国、俄罗斯)的冷轧薄钢板以及以冷轧板为原板的镀锌板的基本资料,并归纳出与我们国家钢板牌号的相互对应关系,借此提高我们对国外板材的识别和认知度,并能熟练选用之。 1 板材牌号及标记的识别 1.1 冷轧普通薄钢板 冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。 适用牌号:Q195、Q215、Q235、Q275; 符号:Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa (N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最了,能较好地满足一般的使用要求,所以应用范围十分广泛。 标记:尺寸精度—尺寸—钢板品种标准 冷轧钢板:钢号—技术条件标准 标记示例:B-0.5×750×1500-GB708-88 冷轧钢板:Q225-GB912-89 产地:鞍钢、武钢、宝钢等 1.2 冷轧优质薄钢板 同冷轧普通薄钢析一样,冷轧优质碳素结构钢薄钢板也是冷板中使用最广泛的薄钢板。冷轧优质碳素薄钢板是以优质碳素结构钢为材质,经冷轧制成厚度小于4mm的薄板。 适用牌号:08、08F、10、10F 符号:08、10—钢号开头的两位数字表示钢的含碳量,以平均碳含量×100表示;F—不脱氧的沸腾钢;b—半镇静钢,Z—一般脱氧的镇静钢(有时无字母表示)。 例如:08F表示其平均含碳量为0.08%的不脱氧沸腾钢;由于08F钢板的塑性好,冲压性能也好,大多用来制造一般有拉延结构的钣金件制品。 拉延级别:Z—最深拉延级,S—深拉延级,P—普通拉延级 表面质量:Ⅰ—高级的精整表面、Ⅱ—较高级的精整表面、Ⅲ—普通的精整表面
2030mm带钢冷连轧厚度自动控制系统-机电一体化设计
课程设计说明书 2030mm带钢冷连轧厚度自动控制系统Automatic control system of 2030mm strip cold rolling thickness 学院(系): 专业:机械设计制造及其自动化 学生姓名: 学号: 指导教师: 评阅教师: 完成日期:2015.12.31 y
课程设计任务书-机电一体化 一、学生基本信息 二、课程性质与考查方式 在学习《轧制过程自动化》后,进行的课程大作业,主要目的是掌握轧制自动化所学内容。 成绩考核办法: 1、日常出勤情况考核,为期3周(12月10日至12月31日); 2、中期进度情况、完成情况考核; 3、课程设计答辩,考核任务完成数量与质量,评价学生课程设计成绩。 三、课程目标 1、机自专业冶金机械方向轧钢机械课程设计的目的是综合运用所学机械制图、理论力学、材料力学、机械原理、结构力学、塑性力学与轧制原理、轧钢工艺学、轧制过程自动化等专业基础课的理论知识,按照《轧制过程自动化》专业课及其行业相关标准要求,对板带,型钢,棒线材,钢管等各类钢材轧制过程进行自动控制设计。包括厚度自动控制原理,厚度控制的基本理论,厚度自动控制的设备组成及结构特点等,培养学生在该技术领域分析问题和解决问题的能力。 2、学生应认真阅读和理解课程设计任务书,搜集与分析有关轧制过程自动化最新的专业文献资料,熟悉和学习有关各种最新设计标准和规范的内容,了解与设计内容相关的行业动态,在教师指导下,独立、认真、按时完成任务书规定的设计内容。 3、培养学生具有运用工程工作所需的相关数学、自然科学以及经济和管理知识的能力; 4、培养学生具有运用工程基础知识和本专业的基础理论知识解决问题的能力,具有系统的工程实践学习经历;了解本专业前沿发展现状和趋势; 5、培养学生掌握基本的创新方法,具有追求创新的态度和意识;具有综合运用理论和技术手段设计系统和过程的能力,设计过程中能够综合考虑经济、环境、法律、安全、健康、伦理等制约因素; 6、培养学生掌握文献搜索、资料查询及运用现代信息技术获取相关信息的基本方法; 四、设计内容 1、题目:2030mm带钢冷连轧厚度自动控制系统 2、完成的工作内容 完成2030mm冷连轧机的主要设备组成和结构特点,厚度自动控制系统的基本原理
板带材高精度轧制和板形控制
板带材高精度轧制和板形控制 板带轧制产生两个过程:轧件塑性变形过程和轧机弹性变形(弹跳)过程。 轧机弹跳方程h=s o’+p/k h- ----轧出带材厚;s o’:理论空载辊缝;p:轧制力;k:轧机刚度 直线A线,又称轧机弹性变形线,斜率k为轧机的刚度 零位调整后的弹跳方程 厚控方程h =s。+(p-p。)/k s。----考虑预压变形的相当空载辊缝 轧件塑性变形过程: 当来料厚度一定,由一定h值对应一 定p值可得近似直线B线,又称轧件 塑性变形线(斜率M为轧件塑性刚度 系数)。与A线相交纵坐标为轧制力p, 横坐标为板带实际厚度h C线:该线为等厚轧制线 厚度控制实质:不管轧制条 件如何变化,总要使A,B两线 交于C线,即可得到恒定厚度(高 精度)的板带材。 板带厚度变化的原因和特点(影响出 口厚度的因素) S。----由轧辊的偏心运转、磨损与热膨胀及轧辊轴承油膜厚度的变化所决定。它们都是在压下螺丝定位时使实际辊缝发生变化的 K ----在既定轧机轧制一定宽度的产品时,认为不变 P -----主要因素:故可影响到轧制力的因素必会影响到板带的厚度精度(使B线发生偏移)(1)轧件温度、成分和组织性能的不均对温度的影响具有重发性,温差会多次出现。故只在热轧精轧道次对厚度控制才有意义 (2)坯料原始厚度的不均可改变B线的位置和斜率,使压下量变化,引起压力和弹跳的变化。必须选择高精度的原料 (3)张力的变化通过影响应力状态及变形抗力而起作用;还引起宽度的改变。故热连轧采用不大的恒张力,冷连轧采用大张力。调节张力为厚控的重要手段 (4)轧制速度的变化影响摩擦系数(冷轧影响大)和变形抗力(热轧影响大),乃至影响轴承油膜厚度来改变轧制压力。对冷轧影响大。 板带厚度控制方法1)调压下改变A(2)调张力改变B 3)调轧制速度 最主要、最基本、最常用的还是调压下的方法。 调压下适用于下图16-2 a b两情况 调压下(改变原始辊缝,即改变A线): 用于消除轧制力p引起的厚度差(即B线偏移)
板带轧机自动控制
《板带轧机系统自动控制》教案 《板带轧机系统自动控制》教学组 第一讲 1、绪论 介绍自动控制的含义。(3分钟) 用钢铁行业生产录像演示工业生产通过自动控制达到的高度自动化。 1.1 工业控制系统 1.1.1 工业控制中的计算机功能(3分钟) 轧制生产车间控制台录像——工业控制计算机的数据采集功能、数字控制功能、监督功能等。 1.1.2 过程控制系统的基本组成(5分钟) 过程控制基本结构组成简图——讲解过程控制系统的基本组成部分以及各部分的主要功能,重点讲解整个控制过程的逻辑性。 通过彩图指出过程控制技术与计算机技术、控制理论和生产工艺的关联性,以及各学科技术发展的相互促进。 1.1.3 工业控制计算机的历史发展(3分钟) 工业控制技术随着计算机技术和自动控制理论的发展而不断进步。在不同的阶段出现技术程度各不相同的过程控制系统。 1.2 轧制过程自动化 1.2.1 轧制过程控制的历史发展(3分钟) 简要介绍轧制过程控制的发展阶段。 以发展最完善的热带钢连轧控制为例,介绍不断改进的控制工艺对轧制生产效率的促进。 1.2.2 热连轧过程控制的主要功能(5分钟) 以热带钢连轧控制为例,介绍轧制生产控制的主要功能和对应不同生产工艺的针对性。 1.2.3 轧制自动化的发展方向(3分钟) 再次对照过程控制基本结构组成简图介绍轧制自动化发展的方向,并指出对控制系统功能
的拓展和性能的提高是轧钢专业所重点关注的。 1.3 计算机过程控制的基本类型 1.3.1 数据收集系统(3分钟) 以数据收集系统简图介绍数据收集系统的作用和工作流程。 1.3.2 操作指导系统(4分钟) 以操作指导系统简图介绍操作指导系统的功能和工作流程。 介绍轧制生产中广泛用到的专家系统等配套模拟程序。 1.3.3 直接数字控制系统(4分钟) 以直接数字控制系统简图介绍直接数字控制系统的功能和工作流程。 讲解直接数字控制系统的使用特点和性能要求。 1.3.4 计算机监督控制系统(4分钟) 以计算机监督控制系统简图介绍直接数字控制系统的功能和工作流程。 讲解计算机监督控制系统的使用特点。 1.3.5 多极控制系统(3分钟) 介绍计算机监督控制系统的发展和含义,指出计算机在现代工业企业中的调度和管理功能。 1.3.6 分散控制系统(7分钟) 介绍分散控制系统的发展。 讲解分散系统的设计原则——分解和协调。 讲解分散系统的设计方法——分层、分级和分段。 2、带钢热连轧机的过程自动控制 2.1 带钢热连轧机的生产工艺 介绍主要设备和设备布置。(10分钟) 以1700mm带钢热连轧机设备布置图为例,对照生产录像介绍热连轧主要生产工艺。介绍生产规范,介绍轧制计划和轧制单位等管理级控制内容。 2.1.1 加热区(10分钟) 对照生产录像介绍热连轧加热区主要生产工艺,重点讲解加热炉前后各设备行动顺序。
冷轧板与热轧板的区别
冷轧板与热轧板的区别 Document number:PBGCG-0857-BTDO-0089-PTT1998
. 热轧板,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,最终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度和卷曲温度来控制带钢的微观组织和机械性能。 . . 2 . 冷轧板,一般在开轧前是没有加热工序的。但是,由于带钢厚度小,很容易出现板形问题。而且,冷轧后为成品,因此,为了控制带钢的尺寸精度和表面质量,采用了很多很繁琐的工艺。冷轧的生产线长,设备多,工艺复杂。随着用户对带钢尺寸精度、板形和表面质量要求的提高,冷轧机组的控制模型、l1和l2系统、板形控制手段相对热轧要多。而且,轧辊和带钢的温度也是其中一项比较重要的控制指标。 . . 3 . 从定义上来说,钢锭或钢坯在常温下很难变形,不易加工,一般加热到1100~1250℃进行轧制,这种轧制工艺叫热轧。大部分钢材都用热轧方法轧制。但是
因为在高温下钢的表面容易生成氧化铁皮,使热轧钢材表面粗糙,尺寸波动较大,所以要求表面光洁、尺寸精确、力学性能好的钢材,以热轧半成品或成品为原料再用冷轧方法生产。 在常温下轧制,一般理解为冷轧,从金属学的观点看,冷轧与热轧的界限应以再结晶温度来区分。即低于再结晶温度的轧制为冷轧,高于再结晶温度的轧制为热轧。钢的再结晶温度为450~600℃。 . . 4 . 简单点说: . 1、冷轧板表面有一定的光泽度手确摸起来比较光滑,类似于那种用来喝水的很常见的钢水杯。 . 2、热轧板如未经酸洗处理,则与市场上很多普通钢板的表面相类似,生了锈的表面为红色,没生锈的表面为紫黑色(氧化铁皮)。 . . . 5 . 区别: . 冷轧板与热轧板的性能优点在于:
冷连轧机AGC系统监控网络的配置设计和实现
2007年5月第14卷增刊 控制工程 ContmlEn西neeIingofChina Mav2007 V01.14,S¨ 文章编号:167I一7848(2007)S。0136—03 冷连轧机AGC系统监控网络的配置设计和实现 方一鸣’,聂颖1,陈刚1,王益群2,姜万录2 (1.燕山大学电气工程学院,河北秦皇岛066004;2.燕山大学机械工程学院,河北秦皇岛066004) 摘要:针对张家港1450五机架冷连轧AGC(自动厚度控制)系统,构建了基于Pro胁us DP总线的过程控制级(一级)计算机和现场麟等智能化设备之间的监控网络,满足了一级 计算机和基础自动化系统间数据通信的快速性要求,为五机架冷连轧A()C系统的实现奠定了 良好基础。同时利用基于TCP/IP的工业以太网,保证了过程优化级(二级)计算机向一级计算 机下送轧制规程,及在wincc组态的人机界面上显示现场采集的实际数据和控制状态。该网络 系统已成功应用于张家港1450五机架冷连轧机AGC系统,实践证明该系统运行正常、可靠。 关键词:冷连轧机;自动厚度控制(AGC);Pr曲busDP;现场总线;工业以太网 中图分类号:TP273文献标识码:A RealizationandConfigurationDesignforMonitorNetworkofAGC SystemofColdTandemRollingMiⅡ 艄阼,戒n91,A忸K昭1,C冠融‘能凡91,删珏g吼2,肋圳G耽肛f“2 (1.Elect^cEn西nee^nglnsdtIlte,Y锄sh锄Universit)r,呲锄一∞o∈舶04,ChirIa; 2.MechanicalEn舀ne耐ngIr出itute,Y锄s}lanUfliversity,Qinhuangd80066004,China) Abs打act:Basedonn娟busDP,them彻jtornemofkbetweenthe computerofpI∞esscon细l】evelandspotjnfeⅡjgenlequipnlemsuchas ET200iscf)ns【mcfedfortlleAGCsyslemof6veslandscoldrolling嘣uatzhan商iagaIlg.卟atIneets山e}li曲r印idityneed0fdalacornrnumca.tionbetweenfhecomputeroflevelIaJldbaseautoma舡ons丫stem.A11icerfolJI蜘onfort11eAGCsystemrealizationof6vestandsc01dtandemroIIing m…seslablishd{.Meanw‰,indus丽alIntemetbasedon删妒erlsurest胁mecomputer0fprocessoptifni五ngleveI(IeveJⅡ)Ⅱansmitsmllingsche(1uletotheIevellcoHlpuIer.spotcoUectedreald日旭蛐dc蝴lstattlsaredisplayedonhulllanmachineinte以cewhich;sco瓶孙鹏dbywncc.Nowtheintegrafednetworksystemhasl觉ensuccessf珊y印pliedtoⅡleAGcsystemof6vestalldscoldmllingnlillatZ11aI酒iagang. Keywords:coldmdem mUingrniU;autonlaticgauge contml;m6busDP;6eldbus;indusmalIntemet 1引言2系统网络总体结构设计和配置 五机架冷连轧机AGc控制系统,其控制变量多,控制任务复杂,实时性要求高¨j,因此在设计五机架冷连轧机AGc控制系统时,选择了SIMATIcTDc系统,因其具有优越的控制性能乜j。 五机架冷连轧AGc控制系统由多段网络组成。过程控制级计算机和现场E他00等智能化设备之间的监控网络采用现场总线Pmfibus网络,应用的是Pm‰usDP方式,是欧洲标准EN50170和国际标准IEc61158定义的一种远程I/o通信协议。3’4J。过程优化级计算机和一级计算机之间采用基于TCP/IP的工业以太网。工业以太网是工业环境中最有效的一种子网,是一种符合IEEE802.3标准的开放式通讯网络。 张家港1450五机架冷连轧机AGC控制系统主要由两级计算机控制系统和基础自动化系统(o级)组成。两级计算机控制系统包括过程优化级(二级)计算机系统(含模型计算、人机界面HMI,数据库功能)和过程控制级(一级)计算机系统。 过程优化级计算机根据来料厚度、来料宽度、材质、成品厚度等数据以及各机架秒流量相等原则计算得到轧制规程bJ,或直接根据轧制经验数据表得到最佳轧制规程,得到五机架冷连轧机各机架速度、出口目标厚度、辊缝(或缸位移)基本给定量、压力基本给定量、张力基本给定量等数据,并送给过程控制级计算机(西门子1、Dc系统)。过程优化级计算机从过程控制计算机读取轧机当前的工作状 收稿日期:2006,08.28;收修定稿日期:2006—12。12 作者简介:方一鸣(1965一),男,江苏无锡人,教授,博士,主要从事轧机自动控制、自适应控制理论及应用、工业过程计算机控制等 方面的教学与科研工作。 万方数据
轧机AGC培训资料.
轧机培训教程
1450液压AGC控制系统概述 一:厚度自动控制原理 AGC控制的目的,是借助于辊缝、张力、速度等可调参数,把轧制过程参数(如原料厚度、硬度、摩擦系数、变形抗力等)波动的影响消除,使其达到预期的目标厚度。而辊缝、张力等参数的调节又是以轧机的弹性曲线和轧件的塑性曲线以及弹塑曲线即P-H图为依据的。 板带轧制过程既是轧件在轧制压力P的作用下产生塑性变形的过程,又是轧机在轧制压力P的作用下产生弹性变形(即所谓弹跳)的过程,二者同时发生,其作用力和反作用力相等而相互平衡。由于轧机的弹跳,使轧出的带材厚度(h)等于轧辊的理论空载辊缝(So’)再加上轧机的弹跳值。按照虎克定律,轧机弹性变形与应力成正比,则弹跳值应为P/K,此时 h= So’+ P/ K 式中:P——轧制力,t; K——轧机的刚度(t/mm),即弹跳一毫米所需轧制力的大小。 上式为轧机的弹跳方程,据此绘成曲线A称为轧机相关性变形式,如图,它近似一条直线,其斜率就是轧机的刚度。但实际上在压力小时弹跳和压力的关系并非线性,且压力越小,所引起的变形也越难确定,亦即辊缝的实际零位很难确定。为了消除这一非线性区段的影响,实际操作中可将轧辊预先压靠到一定程度,即压到一定的压力P。然后将此时的辊缝批示定
为零位,这就是所谓“零位调整”。 由图可看出:h= S0+(P-P0)/K 式中S0——考虑预压变形的相当空载辊缝 另一方面,给轧件一定的压下量(h0-h),就产生一定的压力(P),当料厚(h0)一定,h越小即是压下量越大,则轧制压力也越大,通过实测或计算可以求出对应于一定h值的P 值,在图上绘成曲线B,称为轧件塑性变形线。B线与A线交点的纵坐标即为轧制力P,横坐标即为板带实际厚度h。由P-H图可以看出,如果B线发生变形(变为B’),则为了保持厚度h不变,就必须移动压下位置,使A线移到A’,使A’和B’的交点的横坐标不变,亦即须使A线与B线的交点始终在一条垂直线C上。因此,板带厚度控制实质就是不管轧制条件如何变化,总要使A线和B线交到C线上,这样就可得到恒定厚度的板带材,由此可见,P-h图的运用实际上是板带厚度控制的基础。 二. AGC的控制系统 AGC的目的是消除厚差,则首先必须检测到轧制过程中的带钢的厚差时,然后再采取措施消除这一厚差。因此,归纳为两个基本构成: a.厚度偏差的检测,目的是掌握轧制过程中,每时每刻带钢的厚度偏差的大小。 b.厚度偏差的消除:根据厚度偏差的大小,计算出调节量,输出控制信号,然后根据控制信号,调节机构动作,完成调节过程,见下图 1.测量方式 在厚度偏差检测当中,有直接测厚和间接测厚两种方式。 直接测量法的主要缺点是存在时间滞后问题。为解决此问题,采用间接测厚法。其间接测厚方式有压力测厚、张力测厚等。间接测量的方法虽然精度较低,但传递时差小,设备简单,便于维修,故被广泛采用。 2.控制手段