SOP标准作业指导书1

文件编号
版 本WL-QWI-028A/0模具编号五金冲压
标准工时标准产能/H 3600pcs WL-M034
1
作业类型人员配置1人序号
材料名称
步 距
穴数
1
SUS301
89.50mm
一出一
2345
图1图2
图3
图4
设备,工装名称
型号设定条件
冲床45T 工序
流程
扳手————锁模用铁钩
————
产品送料用
设备及治工具
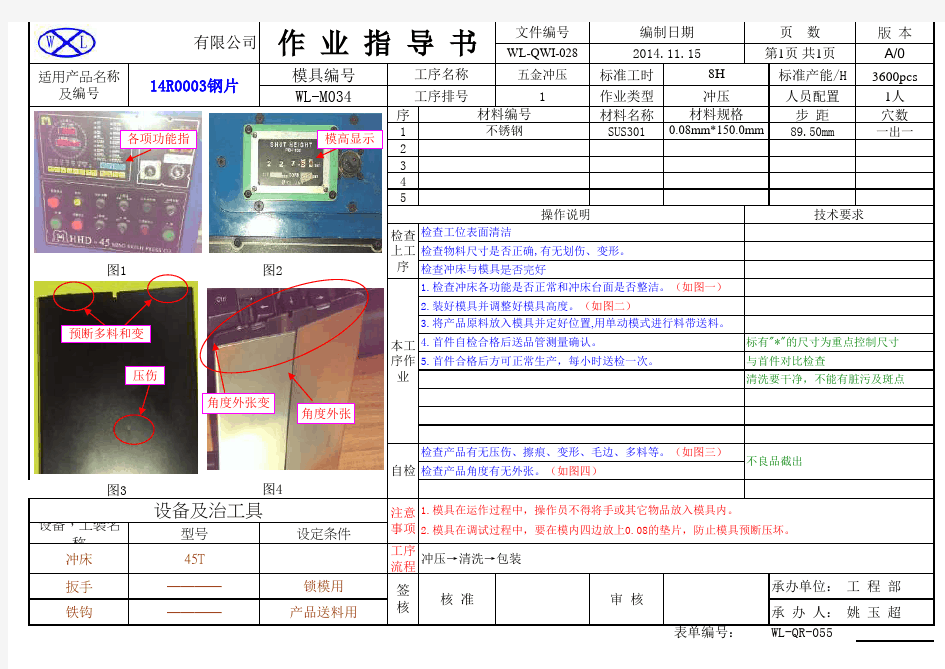
2.装好模具并调整好模具高度。(如图二)
审 核
承办单位: 工 程 部承 办 人: 姚 玉 超不良品截出
1.模具在运作过程中,操作员不得将手或其它物品放入模具内。
检查冲床与模具是否完好
自检检查产品有无压伤、擦痕、变形、毛边、多料等。(如图三)
检查产品角度有无外张。(如图四)
标有"*"的尺寸为重点控制尺寸与首件对比检查
清洗要干净,不能有脏污及斑点
检查工位表面清洁
检查物料尺寸是否正确,有无划伤、变形。3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
本工序作业
操作说明
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)4.首件自检合格后送品管测量确认。
5.首件合格后方可正常生产,每小时送检一次。检查上工序技术要求
材料编号不锈钢
材料规格
0.08mm*150.0mm
工序排号冲压14R0003钢片
2.模具在调试过程中,要在模内四边放上0.08的垫片,防止模具预断压坏。有限公司
作 业 指 导 书
编制日期页 数2014.11.15第1页 共1页
适用产品名称
及编号
工序名称
8H
签核
核 准注意事项冲压→清洗→包装各项功能指
模高显示
压伤
预断多料和变
角度外张
角度外张变
文件编号
版 本WL-QWI-028A/0模具编号五金冲压
标准工时标准产能/H 3600pcs WL-M011
1
作业类型人员配置1人序号
材料名称
步 距
穴数
1
SUS301
71.00mm
一出一
2345
图1图2
图3
图4
设备,工装名称
型号设定条件
冲床40T 工序
流程
扳手————锁模用 4.首件自检合格后送品管测量确认。
标有"*"的尺寸为重点控制尺寸5.首件合格后方可正常生产,每小时送检一次。
与首件对比检查3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
材料规格
14R0002钢片
唯良精密组件有限公司
页 数2014.11.16冲压作 业 指 导 书
编制日期0.08mm*133.0mm
第1页 共1页
材料编号不锈钢
8H
操作说明
本工序作业 1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)2.装好模具并调整好模具高度。(如图二)
技术要求
检查上工序检查工位表面清洁
检查物料尺寸是否正确,有无划伤、变形。检查冲床与模具是否完好
6.生产出的产品按每框1000pcs分装,然后有清洗部门清洗包装。清洗要干净,不能有脏污及斑点
不良品截出
检查产品角度有无外张。(如图四)
1.模具在运作过程中,操作员不得将手或其它物品放入模具内。
承办单位: 工 程 部审 核
核 准2.模具在调试过程中,要在模内四边放上0.08的垫片,防止模具预断压坏。设备及治工具
签自检工序名称
工序排号适用产品名称
及编号
检查产品有无压伤、擦痕、变形、毛边、多料等。(如图三)
注意事项冲压→清洗→包装各项功能指
模高显示
压伤
预断多料和变
角度外张
角度外张变形
模具编号五金冲压标准工时标准产能/H85000pcs
WL-M0351作业类型人员配置1人
序号材料名称步 距穴数
1C5191R-H18.00mm一出一SET
2
3
4
5
图1图2
图3图6
设备,工装名称型号设定条件
冲床25T 工序流程
扳手————锁模用铁钩————产品送料用材料编号磷 铜
适用产品名称及编号
工序名称8H
工序排号素材冲压
14R0003五金支架
操作说明技术要求
检查
上工
序
检查工位表面清洁;
检查物料尺寸是否正确,有无划伤、变形;
检查冲床与模具是否完好;
本工
序作
业
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
4.首件自检合格后送品管测量确认。标有"*"的尺寸为重点控制尺寸
5.首件合格后方可正常生产,每小时送检一次。与首件对比检查,测量重点尺寸
6.产品用收料机卷盘包装,每盘2200pcs分装。数量要准确
承办单位: 工 程 部
承 办 人: 姚 玉 超
自检
检查产品有无压伤、擦痕、变形、毛边等。(如图三、图四)
不良品截出
检查产品角度有无外张。(如图四)
冲压→电镀
设备及治工具
核 准审 核
注意
事项
材料规格
1.模具在运作过程中,操作员不得将手或其它物品放入模具内。
签
核
2.产品素材功能面不能有擦痕、白印等不良。
0.15mm*18.0mm
各项功能指
模高显示
产品功能面白产品角度外张
此功能面有擦
模具编号
五金冲压
标准工时标准产能/H 72000pcs WL-M040
3
作业类型人员配置1人序号
材料名称
步 距
穴数
1
C5191R-H
18.00mm
一出一SET
2345
图1
图2
图3
图4
设备,工装名称
型号设定条件
冲床25T 工序
流程
扳手————锁模用铁钩
————
产品送料用
适用产品名称及编号工序名称
8H
工序排号二次折弯14R0003五金支架二次折弯
材料编号磷 铜
操作说明
技术要求
检查上工序检查工位表面清洁;
检查物料尺寸是否正确,有无划伤、变形;检查冲床与模具是否完好;
本工序作业 1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
4.首件自检合格后送品管测量确认。
标有"*"的尺寸为重点控制尺寸5.首件合格后方可正常生产,每小时送检一次。
与首件对比检查6.产品用纸盒包装,每盒用隔板分成四格,一格装一盘。
包装数量要准确
检查产品角度有无外张。(如图四)
不良品截出
设备及治工具
核 准审 核
1.模具在运作过程中,操作员不得将手或其它物品放入模具内。
2.产品无角度外张、无压伤、刮花、油污、变形等现象。签核
承办单位:工程部承 办 人:姚玉超自检材料规格
0.15mm*18.0mm
检查产品有无压伤、擦痕、变形等。(如图三)
注意事项二次折弯→注塑→全检各项功能指
模高显示
功能面成型后高低不
成型角度尺寸不良
功能面不能有擦痕、刮花、油污等现象出现
功能面成型后要平整
模具编号
五金冲压
标准工时标准产能/H 100000pcs 1
作业类型人员配置1人序号
材料名称
步 距
穴数
1C5191R-H
8.00mm
一出二
2345
图1图2
图3
图4
设备,工装名称
型号设定条件
冲床25T 工序
流程
扳手————锁模用适用产品名称
及编号
工序名称
8H
工序排号冲压
607-0148端子
材料编号磷 铜
操作说明
材料规格
0.8mm*22.7mm
技术要求
检查上工序检查工位表面清洁;
检查物料尺寸是否正确,有无划伤、变形;检查冲床与模具是否完好;
本工序作业
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)4.首件自检合格后送品管测量确认。
标有"*"的尺寸为重点控制尺寸5.首件合格后方可正常生产,每小时送检一次。与首件对比检查
承办单位:工程部冲压→电镀→全检→包装设备及治工具
核 准审 核
签 2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
注意事项
1.模具在运作过程中,操作员不得将手或其它物品放入模具内。自检
检查产品有无压伤、变形、毛边、多料等。(如图三、图四)
不良品截出
各项功能指
模高显示
产品多料
产品变形、弯曲
产品毛边
模具编号
五金冲压
标准工时标准产能/H 100000pcs 1
作业类型人员配置1人序号
材料名称
步 距
穴数
1C5191R-H
4.50mm
一出二
2345
图1图2
图3
图4
设备,工装名称
型号设定条件
冲床25T 工序
流程
扳手————锁模用适用产品名称
及编号
工序名称
8H
工序排号冲压
450-0173端子
材料编号磷 铜
操作说明
材料规格
0.8mm*22.7mm
技术要求
检查上工序检查工位表面清洁;
检查物料尺寸是否正确,有无划伤、变形;检查冲床与模具是否完好;
本工序作业
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
4.首件自检合格后送品管测量确认。
标有"*"的尺寸为重点控制尺寸5.首件合格后方可正常生产,每小时送检一次。与首件对比检查
设备及治工具
核 准审 核
注意事项
1.模具在运作过程中,操作员不得将手或其它物品放入模具内。冲压→电镀→全检→包装签承办单位:工程部自检
检查产品有无压伤、变形、毛边、多料等。(如图三、图四)
不良品截出
各项功能指
模高显示
产品多料
产品压印
产品毛边、翻
文件编号
版 本WL-QWI-028A/0模具编号
五金冲压
标准工时标准产能/H 100000pcs 1
作业类型人员配置1人序号
材料名称
步 距
穴数
1C5191R-H
8.00mm
一出二
2345
图1图2
图3
图4
设备,工装名称
型号设定条件
冲床25T 工序
流程
扳手————锁模用适用产品名称
及编号
工序名称
607-0166端子
唯良精密组件有限公司
0.8mm*22.7mm
磷 铜
8H
材料规格
工序排号检查物料尺寸是否正确,有无划伤、变形;检查冲床与模具是否完好;
操作说明
技术要求
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
4.首件自检合格后送品管测量确认。
5.首件合格后方可正常生产,每小时送检一次。自检
检查产品有无压伤、变形、毛边、多料等。(如图三、图四)
本工序作业
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)冲压→电镀→全检→包装标有"*"的尺寸为重点控制尺寸与首件对比检查
设备及治工具
核 准审 核
注意事项
签承办单位:工程部冲压
材料编号作 业 指 导 书
编制日期页 数2014.11.15第1页 共1页
检查上工序检查工位表面清洁;
2.装好模具并调整好模具高度。(如图二)
不良品截出
1.模具在运作过程中,操作员不得将手或其它物品放入模具内。各项功能指
模高显示
产品压伤产品多料
产品毛边、多料
模具编号
五金冲压
标准工时标准产能/H 160000pcs 1
作业类型人员配置1人序号
材料名称
步 距
数量
1C5191R-H
10.00mm
2345
图1图2
图3
图4
设备,工装名称
型号设定条件
冲床25T 工序
流程
扳手————锁模用适用产品名称
及编号
工序名称
8H
工序排号二次折弯
N95短脚端子-0.10
材料编号磷 铜
操作说明
技术要求
检查上工序检查工位表面清洁;
检查物料尺寸是否正确,有无划伤、变形;检查冲床与模具是否完好;
本工序作业 1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
4.首件自检合格后送品管测量确认。
5.首件合格后方可正常生产,每小时送检一次。与首件对比检查
6.冲压产品为散件。
承办单位:工程部冲压→电镀→组装→包装设备及治工具
核 准审 核
签材料规格
0.10mm*16.8mm
标有"*"的尺寸为重点控制尺寸不良品截出
注意事项
1.模具在运作过程中,操作员不得将手或其它物品放入模具内。自检检查产品有无压伤、变形、毛边等。(如图三、图四)
检查产品角度有无外张、歪斜等。(如图三)
图一
各项功能指
模高显示
产品变形
产品变形
模具编号
五金冲压
标准工时标准产能/H 160000pcs 1
作业类型人员配置1人序号
材料名称
步 距
穴数
1C5191R-H
10.00mm
一出一
2345
图1图2
图3
图4
设备,工装名称
型号设定条件
冲床25T 工序
流程
扳手————锁模用适用产品名称
及编号
工序名称
8H
工序排号冲压
N95短脚端子-0.12
材料编号磷 铜
操作说明
技术要求
检查上工序检查工位表面清洁;
检查物料尺寸是否正确,有无划伤、变形;检查冲床与模具是否完好;
本工序作业 1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
4.首件自检合格后送品管测量确认。
标有"*"的尺寸为重点控制尺寸5.首件合格后方可正常生产,每小时送检一次。与首件对比检查6.产品包装按每盘8000pcs分装。
包装数量要准确
自检检查产品有无压伤、变形、毛边等。(如图三、图四)
不良品截出
检查产品角度有无外张、歪斜等。(如图三)
设备及治工具
核 准审 核
注意事项
1.模具在运作过程中,操作员不得将手或其它物品放入模具内。冲压→电镀→分段→组装→包装签承办单位:工程部材料规格
0.12mm*16.8mm
各项功能指
模高显示
产品变形
产品变形
模具编号五金冲压标准工时标准产能/H160000pcs
1作业类型人员配置1人
序号材料名称步 距穴数
1C5191R-H10.00mm一出一
2
3
4
5
图1图2
图3图4
设备,工装名称型号设定条件
冲床25T 工序流程
扳手————锁模用材料编号
磷 铜
材料规格
0.15mm*16.8mm
适用产品名称及编号
工序名称8H
工序排号冲压
N95短脚端子-0.15
操作说明技术要求
检查
上工
序
检查工位表面清洁;
检查物料尺寸是否正确,有无划伤、变形;
检查冲床与模具是否完好;
本工
序作
业
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
4.首件自检合格后送品管测量确认。标有"*"的尺寸为重点控制尺寸
5.首件合格后方可正常生产,每小时送检一次。与首件对比检查
6.产品包装按每盘8000pcs分装。包装数量要准确
自检
检查产品有无压伤、变形、毛边等。(如图三、图四)
不良品截出
检查产品角度有无外张、歪斜等。(如图三)
注意
事项
1.模具在运作过程中,操作员不得将手或其它物品放入模具内。
设备及治工具
核 准审 核
冲压→电镀→分段→组装→包装
签承办单位:工程部
各项功能指模高显示
产品变形产品变形
模具编号五金冲压标准工时标准产能/H72000pcs
M0361作业类型人员配置1人
序号材料名称步 距穴数
1SUS30163.5mm一出一
2
3
4
5
图1图2
图3图4
设备,工装名称型号设定条件
冲床25T 工序流程
扳手————锁模用
冲压→清洗→包装
签
核 准审 核
承办单位:工程部
设备及治工具注意
事项1.模具在运作过程中,操作员不得将手或其它物品放入模具内。
自检检查产品有无压伤、变形、毛边等。(如图三、图四)
检查产品角度有无外张、歪斜等。(如图三)
不良品截出
与首件对比检查6.产品包装按每筐1000pcs分装。包装数量要准确
本工序作业1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
4.首件自检合格后送品管测量确认。标有"①"的尺寸为重点控制尺寸
5.首件合格后方可正常生产,每小时送检一次。
操作说明技术要求
检查上工序检查工位表面清洁;
检查物料尺寸是否正确,有无划伤、变形;
检查冲床与模具是否完好;
材料编号材料规格
不锈钢0.08mm*78.0mm
适用产品名称及编号
G071F02钢片
工序名称8H
工序排号冲压各项功能指模高显示
产品压伤
角度外张不良
披锋、毛边